Hitsausohjeet ja hitsauslisäaineet
|
|
|
- Ari Halonen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Hitsausohjeet ja hitsauslisäaineet Antti Sutinen Opinnäytetyö Kone- ja tuotantotekniikan koulutusohjelma.. Ammattikorkeakoulututkinto

2

3 SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan ja liikenteen ala Koulutusohjelma Kone- ja tuotantotekniikan koulutusohjelma Tekijä Antti Sutinen Työn nimi Hitsausohjeet ja hitsauslisäaineet Päiväys 17/04/2012 Sivumäärä/Liitteet 31/34 Ohjaaja(t) Heikki Salkinoja Toimeksiantaja/Yhteistyökumppani(t) Nordic power service Oy Tiivistelmä Tämä opinnäytetyö on tehty Nordic Power Service Oy:n tiloissa Varkaudessa. Työ sisältää yritykselle tarpeellisten hitsausohjeiden (WPS) tekemistä sekä lisäaineiden käsittelyä. Opinnäytetyön tavoitteena oli saada Nordic Power Servicelle toimivat hitsaus ja lisäaineen käsittelyohjeet, sekä ohjeiden avulla parantaa yrityksen hitsauksen laatua. Opinnäytetyössä saavutettiin tavoitteet, joita sille oli asetettu. Valmiit hitsausohjeet ja lisäaineen käsittelyohjeet ovat toimivat ja yrityksen käytössä seuraaviin urakoihin. Avainsanat Hitsaus, WPS, hitsausohje, hitsauslisäaineet

4 SAVONIA UNIVERSITY OF APPLIED SCIENCES THESIS Abstract Field of Study Technology, Communication and Transport Degree Programme Degree Programme in Mechanical Engineering Author(s) Antti Sutinen Title of Thesis Welding Insructions and Welding Additives Date 17/04/2012 Pages/Appendices 31/34 Supervisor(s) Heikki Salkinoja Client Organisation/Partners Nordic Power Service Ltd Abstract This thesis was done for the company Nordic Power Service Ltd in Varkaus, Finland. The thesis consists of welding instructions (WPS) and instructions for the handling of additives. The aim of the thesis was to provide welding and additive handling instructions for Nordic Power Service. Additionally, those instructions would help to improve the quality of welding work within the company. All the targets set for this thesis were achieved. Welding instructions guidelines are fit for the purpose and are ready to be used in future work contracts. Keywords Welding, welding instructions, welding additives

5 SISÄLTÖ 1 JOHDANTO... 7 NORDIC POWER SERVICE OY HITSAUSOHJEET (WPS) HITSAAJIEN PÄTEVÖINTI HITSAUSOHJEIDEN HINNAT NORDIC POWER SERVICEN HITSAUSOHJEET NORDIC POWER SERVICEN PÄTEVYYSTODISTUKSET HITSAUSLISÄAINEIDEN KÄSITTELY HITSAUSLISÄAINEIDEN VASTAANOTTO JA TARKASTUS HITSAUSPUIKKOJEN VARASTOINTI UUDELLEENKUIVAUS HITSAUSPUIKKOJEN PAKKAUKSET HITSAUSLANGAT VAURIOITUNEET TUOTTEET HITSAUSPUIKKOJEN SÄILYTYS JA KUIVAUSLAITTEET MATERIAALIN TUNNISTETTAVUUS JA JÄLJITETTÄVYYS HITSIEN LEIMAAMINEN YHTEENVETO LÄHTEET LIITTEET Liite 1 Esihitsausohjeet pwps Liite 2 Menetelmäkoepöytäkirja WPQR GR01453 Liite 3 Hitsausohjeet WPS Liite 4 Materiaaliryhmät

6 6 Käytetyt termit ja lyhenteet WPS - Hitsausohje, jollekin tietylle hitsaustyölle pwps - Esihitsausohje menetelmäkokeeseen Rutiilipuikko - Hitsauspuikon päällystetyyppi on rutiili Emäspuikko - Hitsauspuikon päällystetyyppi on emäs Kovaleima - Metallia oleva leimasin, jolla hitsaaja voi leimata hitsinsä Stanssi - Sama kuin kovaleima NDT - Nondestructive testing, rikkomaton aineenkoetus DT - Destructive testing, rikkova aineenkoestus WPQR - Menetelmäkoepöytäkirja PA - Hitsausasento, alapiena PB - Hitsausasento, 45 asteen kulmassa alapiena PC - Hitsausasento, vaakatasossa PD - Hitsausasento, 45 asteen kulmassa yläpina PE - Hitsausasento, yläpiena PF - Hitsausasento, alhaalta ylös Yhteet - Putken kylkeen hitsattava yhde Esim. toinen putki.

7 7 1 JOHDANTO Voimalaitostyömailla hitsataan paljon. Kohteista mainittakoon kattilan tulistinputket, seinäputket, erilaiset säiliöt ja niiden yhteet jne. Levypuolen hitsausta on myös voimalaitoksilla paljon. Hitsauksen laatu on voimalaitoksilla todella tärkeää. Hitsauksen huono laatu aiheuttaa paljon ylimääräisiä kustannuksia hitsien avaamisen ja uudelleen hitsaamisen takia ja nostaa myös tarkastuskustannuksia sekä työtuntien määrää todella paljon. Tästä johtuen työmaaprojektit voivat venyä pitkiksi jolloin voi tulla myös myöhästymisestä johtuvia sakkoja, jotka ovat pienelle yritykselle tuntuvia takaiskuja. Pahimmissa tapauksissa huono laatu voi johtaa ihmishenkien menetyksiin. Hitsaustyön tulee toimia asennustyömailla ongelmattomasti ja tehokkaasti. Valvonta on välttämätöntä materiaalin valinnassa, suunnitteluvaiheessa, tarkastuksessa ja valmistuksessa. Hitsauksen huono suunnittelu voi aiheuttaa virheitä ja laaduttomuuskustannuksia käytön aikana ja asennustyömaalla. Materiaalin valinnan takia voi aiheutua hitsausongelmia kuten syöpymiä ja halkeilua. Hitsausohjeet tulee laatia oikein ja niiden pitää olla hyväksyttyjä, jotta hitsauksesta aiheutuvat virheet voitaisiin välttää. Määritelty laatu saavutetaan riittävän valvonnan ansiosta. Yrityksen johdon tulisi käsittää minkä takia ja mistä mahdolliset vaikeudet johtuvat ja niiden perusteella ryhtyä laadunvarmistustoimenpiteisiin. Näin voidaan saavuttaa tehokkaat hitsausprosessit. Tämän työn tavoitteena oli saada Nordic Power Servicelle omia hitsausohjeita, jotta yrityksen hitsaustaidot karttuisivat. Hitsausohjeita luonnollisesti tarvitaan työmaalla hitsattaessa, mutta ne ovat myös kaupanteko tilanteessa osoitus yrityksen osaamisesta. Opinnäytetyössä oli myös tavoitteena saada Nordic Power Servicelle hitsauslisäaineiden käsittelyohjeet. NORDIC POWER SERVICE OY Nordic Power Service Oy on keskisuuri miehistönvuokraus - ja omia asennuksia tekevä yritys. Yhtiön liikevaihto oli välisenä aikana n. 1,25 M. Nordic Power Service on keskittynyt tekemään töitä pääasiassa voimalaitoksilla. Tilaajan niin halutessa, tehdään myös muita metallialan töitä.

8 8 Nordic Power Service Oy on perustettu Alussa yhden miehen yrityksenä lähtenyt yritys on kasvanut vuoden aikana huimasti. Yrityksen toimitusjohtaja Oskari Tuhkanen perusti yrityksen voimalaitoskattiloiden korjaus ja huoltotöihin. Ideana oli saada yritykseen töihin osaavia asentajia sekä hitsaajia, joka onkin onnistunut hyvin. Osakekanta muodostuu toimitusjohtaja Oskari Tuhkasen lisäksi Varkautelaisista metallialan huippuosaajista. Ensimmäisiä omistussuhteita muuttava kauppa tehtiin jo neljän kuukauden jälkeen yrityksen perustamisesta. Sittemmin osakekanta on pysynyt muuttumattomana. Nordic Power Service Oy työllistää tällä hetkellä tammikuussa 2012 n. 40 työntekijää. Tavoitteena ensi kesään mennessä olisi päästä yli 50 työntekijän. Työntekijät jakautuvat seuraavasti: Hitsaajia on 21, asentajia on 11, koneistajia on kaksi, yksi varastomies ja toimihenkilöitä on neljä. Yhtiön hallitukseen kuuluvat kaikki tämän hetkiset omistajat. Henkilöstövuokrauksesta vastaa pääasiassa Nicolas Troyano. Asennus ja projektipuolesta vastaavat Oskari Tuhkanen, Antti Tuhkanen ja Tuomo Tuhkanen, joka myös hoitaa taloushallinnon puolta yhdessä ulkoistetun tilitoimiston kanssa. Nordic Power Service Oy tarjoaa palvelujaan isoille voimalaitoskattilarakentajille osaavaa työvoimaa, projektointipalveluita, asennusprojektien suunnittelua, aikataulutusta ja laskentaa. Asennusvalvonta ja asennustyöt kuuluvat myös yrityksen palveluihin. Nordic Power Servicellä on myöskin tulossa omia asennusurakoita mm. Varkauden Stora Enson tehtaille. Yritys toimii pääasiassa Euroopan markkinoilla. Yrityksen asiakkaisiin kuuluvat mm. Foster Wheeler Energia Oy, Varkaus/Suomi, Foster Wheeler Energie GmbH, Krefeld/Saksa, Foster Wheeler Energi AB, Norrköping/Ruotsi, Andritz Oy, Varkaus/Suomi, Metso Power, Tampere/Suomi ja YIT Teollisuus ja verkkopalvelut Oy, Helsinki/Suomi

9 9 2 HITSAUSOHJEET (WPS) Painelaitehitsauksessa painerakenteiden hitsauksen tulee perustua menetelmäkokeilla hyväksytettyihin hitsausohjeisiin. Hitsausohjeiden tekeminen aloitetaan niiden tarpeiden kartoituksella. Kartoituksen jälkeen on selvillä minkälaiset hitsausohjeet yritys tarvitsee. Tämän jälkeen hitsauskoordinaattori hankkii tarvittavat materiaalit, eli menetelmäkokeisiin tarvittavat materiaalit, lisäaineet ja ainestodistukset. Hitsauskoordinaattori tekee esihitsausohjeen (pwps) ennen menetelmäkoetta. Esihitsausohjeessa tulee käydä selville hitsattavaan menetelmäkokeeseen tarvittavat parametrit, perusaineet, voimassaoloalue, hitsausprosessi, liitoksen kuva ja hitsausjärjestys. Alustavan hitsausohjeen arvot määritetään kirjallisuudesta tai kokemuksen perusteella. Menetelmäkoe hitsataan tämän jälkeen esihitsausohjeen mukaan. Menetelmäkokeessa hitsataan näytekappale. Näytekappaleen tekemiseen tarvitaan yrityksessä toimiva hitsaajan pätevyystodistuksien mukainen hitsaaja. Näytteen hitsauksessa on mukana tarkastuslaitoksen henkilö. Hitsausprosessissa täydellistä hitsin laadun varmistusta ei voida tehdä hitsiä rikkomatta, siksi kun halutaan tutkia hitsin mekaanisia ominaisuuksia, joudutaan hitsatusta näytekappaleesta ottamaan näytteitä. Näytekappaleen ominaisuudet testataan NDT- ja DT- menetelmin. Tarkastuslaitos kirjoittaa testaustuloksista testausselosteen ja kaiken ollessa näytekappaleessa kunnossa, niin tarkastuslaitos lähettää menetelmäkoepöytäkirjan (WPQR) hitsausohjeen tekijälle, jonka perusteella kirjoitetaan yritykselle hitsausohjeet. WPS eli hitsausohje on siis työohje tietynlaiselle hitsaukselle. Kuten hitsaajan pätevyyskokeissa, tietyillä parametreillä hitsatut menetelmäkokeet antavat luvan hitsata parametrien raja-arvojen sisällä olevia tuotantohitsejä. Menetelmäkokeessa käytetyt parametrit laitetaan hitsausohjeeseen pienellä vaihteluvälillä. Hitsaaja voi muuttaa arvoja parametrien sallimissa rajoissa. Jos rajat ylitetään, hitsausohje ei ole enää käytettävissä vaan kyseiseen työhön pitää silloin tehdä oma hitsausohje. Hitsausohjeen tekeminen, pätevyysalueet ja menetelmäkokeiden järjestelyt löytyvät standardissa SFS-EN Tärkeitä parametrejä ovat hitsausvirta, jännite, lisäaineet, perusaine, mitat, asento, prosessi ja liitoksen muoto. Kuvassa 1 on esitetty lohkokaavio hitsausohjeen laatimiselle ja hyväksymiselle. Nordic Power Servicelle on tarkoitus tehdä hitsausohjeet voimalaitoshuoltoa ajatellen. Hitsausohjeita tehdään ensimmäiseen isompaan omaan urakkaan viidestä kuuteen kappaletta.
 ennen menetelmäkoetta.")
10 10 Kyllä Vaaditaanko WPS? Ei Kyllä Onko sopiva WPS käytettävissä Ei toimenpiteitä Ei Alustavan hitsausohjeen pwps laatiminen pwps:n hyväksyminen vaadittavalla hyväksymistavalla Hyväksymi- Hyväksymi- Hyväksyminen Hyväksymi- Hyväksymi- nen testatuilla nen hitsaus- standardimene- nen esituo- nen menetel- hitsausaineil- kokemuksella telmän avulla tannollisella mäkokeella la kokeella EN ISO 15610, EN ISO 15611, EN ISO 15612, EN ISO Soveltuva osa pren tai EN EN ISO 14555, Tarkastuslaitoksen hyväksymispöytäkirja WPQR Valmistajan laatima WPS Hyväksyminen tuotantoon: WPS tai työohje (tarvittaessa)

11 11 Kuva 1. Lohkokaavio hitsausohjeen laatimiselle ja hyväksymiselle. (SFS- Käsikirja 66-1 Osa 1: Hitsauksen laadunhallinta. 10. painos. Helmikuu 2012) 2.1 HITSAAJIEN PÄTEVÖINTI Hitsaavien henkilöiden pitää olla päteviä, mikä tarkoittaa sitä, että hitsaajilla on oltava standardin mukaiset hitsauskokeet voimassa. Hitsauspätevyys osoitetaan standardien mukaisella hitsauskokeella, jonka valvoo akkredioitu tarkastuslaitos eli ns. Notified Body. Hyväksytysti suoritetusta hitsauskokeesta hitsaaja saa nk. hitsaajan pätevyystodistuksen. Pätevyystodistus on voimassa kaksi vuotta edellyttäen, että hitsaaja on hitsannut pätevyysalueellaan olevia töitä ja hänen hitsaamistaan hitseistä tulisi löytyä vähintään kaksi tarkastettua hitsiä kuuden kuukauden ajalta, jolloin yrityksen hitsauskoordinaattori voi jatkaa pätevyyttä seuraavat kuusi kuukautta. Muuten pätevyys vanhenee kuuden kuukauden jälkeen. Kahden seuraavan vuoden jatkon voi myöntää vain tarkastuslaitos. Hitsaajalla on Nordic Power Servicellä yleensä kolme pätevyyttä. Yleisimmät ovat TIG - pätevyys pienelle ja isolle putkelle sekä puikkopätevyys isolle putkelle. Tarvittaessa pätevyyskokeita hitsataan lisää. Ns. varastoon niitä ei kannata hitsata koska ne ovat melko kalliita. Pätevyyskoe hitsataan putkelle päittäisliitoksena ilman juuritukea, tällöin se pätevöittää myös levyhitsauksen kyseiseltä alueelta. Levylle hitsattuna se ei pätevöitä putkihitsausta. Yrityksen hitsausvastaava eli hitsauskoordinaattori vastaa hitsaustoiminnoista. Tehtävät on määritelty standardeissa. Hitsauskoordinaattorille ei ole pätevyysvaatimuksia, mutta suositeltavaa olisi, että löytyisi joku pätevyys esim. eurooppalainen hitsausteknikko (EWT), eurooppalainen hitsausinsinööri (EWE), eurooppalainen hitsausneuvoja (EWS) tai kansainvälinen hitsausinsinööri (IWE). Suomessa alan koulutusta järjestää mm. Lappeenrannan teknillinen yliopisto. Myös Savonia- ammattikorkeakoulu on mukana järjestämässä koulutuksia. Nämä pätevyydet myöntää Suomen hitsausteknillinen yhdistys ry, SHY. NDT - tarkastajan pitää olla pätevöitetty standardi SFS - EN 473 mukaan. Tilaavan yrityksen hitsauskoordinaattorin pitää tarkastaa tarkastushenkilön pätevyyden voimassaolo. (SFS- Käsikirja 66-1 Osa 1: Hitsauksen laadunhallinta. 10. painos. Helmikuu 2012)

12 HITSAUSOHJEIDEN HINNAT Hitsausohjeet tulivat maksamaan Nordic Power Servicelle seuraavasti. Hitsaajan palkka 40 tunnilta, sekä päivärahat ja kilometrikorvaukset, koska työn suorittanut hitsaaja asuu Pieksämäellä. Muita kuluja, jotka aiheutuivat Dekralta, olivat tarkastajan tuntiveloitus, röntgenkuvaus, pintatarkastus, puoliaaltoröntgenkone, tunkeumavärit, filmit, vetosauva, taivutussauvat, vetokoe huoneenlämmössä, taivutuskoe, murtokoe, iskukoe, kovuuskoe ja makrohie. Dekralla ei ole DT-laboratoriossa lämpökäsittelyuunia, joten lämpökäsittelykoe tehtiin Varkaudessa Inspectalla, josta tuli oma laskunsa. Hitsauslisäaineet piti myös maksaa itse. Materiaalit saatiin yhteistyökumppaneitten kautta, joten niistä ei tullut laskua. Paksuimman putken viisteen teki Clean Flame Oy, joka veloitti siitä pienen maksun. Näistä kaikista kulut tulivat yhteensä olemaan hieman yli kymmenen tuhatta euroa. Menetelmäkokeet tulivat siis maksamaan melko paljon. Tämän takia menetelmäkokeiden tekemiseen kannattaa yrityksen valita asiansa osaava hitsaaja, jotta kokeita ei tarvitsisi uusia, sillä uusiminen maksaa taas lisää. Tarkastuslaitoksilta kannattaa myös pyytää tarjoukset, koska niidenkin hinnoissa voi olla suuria eroja NORDIC POWER SERVICEN HITSAUSOHJEET Nordic Power Service:n omat hitsausohjeet tulivat ajankohtaisiksi, kun yritys teki kaupat Ekonomaiserien vaihdosta Stora Enson Varkauden tehtaille. Työmaan varmistuttua ruvettiin kartoittamaan hitsausohjeiden tarvetta. Piirustuksista selvisi minkälaisia hitsejä kyseiseen urakkaan kuuluu. Hitsien ollessa selvillä alettiin kirjoittamaan esihitsausohjeita (pwps). Tiedot ohjeitten tekemiseen kirjoittaja sai omasta hitsaustaustasta sekä kyseisiä töitä tehneiltä henkilöiltä. Tarvittiin päittäisliitokselle menetelmäkokeet eri materiaaleille. Materiaalit olivat seuraavia: 15Mo3, 10CrMo9-10, P265GH, EN Menetelmäkokeet hitsattiin Dekra:n valvonnassa pwps:ien mukaisesti. Hitsaajana toimi Juha Pohtinen ja valvojana Mika Puukko. Ensimmäisenä päivänä hitsattiin kolme menetelmäkoetta, joiden materiaalit olivat 15Mo3 ja 10CrMo9-10. Näihin kolmeen piti hitsata yhteensä yhdeksän jatkohitsiä päittäisliitoksena. 15Mo3:n putken halkaisija oli 63,5 mm ja seinämän paksuus 7,1 mm ja 10CrMo9-10:n vastaavat mitat olivat 57 mm ja 6,6 mm. Hitsausohjeet numeroitiin seuraavasti on 15Mo3:n mareriaalille hitsattu A on 10CrMo9-10 materiaalille hitsattu ja B on samalle materiaalille lämpökäsittelyn kanssa. Kaikista kolmesta hitsattiin siis kolme eri päit-

13 13 täisliitosta yhdeltä puolelta TIG - hitsausprosessille (141). Yksi hitseistä tehtiin PC asennossa, joka tarkoittaa vaakahitsiä ja kaksi tehtiin PF asennossa, joka puolestaan tarkoittaa alhaalta ylöspäin hitsiä. Kaikissa kolmessa eri kokeessa viistekulma oli 37.5 eli railokulma oli yhteensä 75. PF:nä palkokerroksia tuli kolme kappaletta ja PC:nä niitä tuli myös kolme sillä erotuksella, että viimeisessä kerroksessa palkoja oli kaksi rinnakkain. Hitsauksen jälkeen B:n hitsatut kappaleet menivät Inspectan uuniin lämpökäsitelyyn. Lämpökäsittelyn jälkeen kaikki kappaleet menivät Dekran tiloihin Päivärinteelle, jossa niille tehtiin pinta - ja röntgentarkastus. Hyväksynnän jälkeen Dekra lähetti hitsatut kappaleet heidän rikkovan tarkastuksen toimipisteeseensä Turkuun. Rikkovien kokeiden hyväksynnän jälkeen Dekra lähetti kirjoittajalle menetelmäkoepöytäkirjat, joiden perusteella kirjoitettiin hitsausohjeet (WPS). Menetelmäkoe numero GR01455 kattaa alueen 1a-1 metallit, joka puolestaan tarkoittaa, että se kattaa ryhmän metallit, joilla on sama tai alempi ohjeellinen myötölujuus. Näitä ovat mm. 15Mo3, 16Mo3 ja P265GH. WPS kattaa materiaaliryhmän 1a- 1, joka tässä tapauksessa on 16Mo3. Hitsausohje perustuu menetelmäkokeeseen GR hitsausohjeella voi hitsata seinämän paksuudet väliltä 3,5 mm - 14,2 mm, putken halkaisijan täytyy olla yli 31,8 mm. Ohje kattaa kaikki asennot alamäkihitsausta lukuunottamatta. Tarkemmat parametrit ovat ohjeessa. Menetelmäkoe numero GR01454 kattaa 5.2 ryhmän materiaalit ja 5 - ryhmän alemmat tasot. 10CrMo9-10 on 5.2 tason metalli. Ilman lämpökäsittelyä tämä menetelmäkoe oikeuttaa hitsaamaan kaikissa asennoissa paitsi alamäkeen. Putken seinämän paksuudet voivat vaihdella 3,3 mm - 13,2 mm, halkaisijan ollessa vähintään 28,5 mm. Tämän kokeen perusteella kirjoitettiin hitsausohje A. WPS numero B perustuu menetelmäkokeeseen GR Tässä hitsausohjeessa on muuten samat arvot kuin edellisessä paitsi seinämän paksuus yltää 12 mm:iin. Tässä kokeessa tehtiin lämpökäsittely. Lämpökäsittely tehtiin, koska joissakin tapauksissa seinämän paksuuden kasvaessa hitsauksen jälkeinen lämpökäsittely on pakko tehdä. Menetelmäkoe numero WPQR GR01455:sta kirjoitettiin hitsausohje numero Tämä kattaa samat parametrit kuin , materiaalin vaihtuessa P265GH:n. Hitsausohjeen pystyi kirjoittamaan, koska 15Mo3, 16Mo3 ja P265GH ovat kaikki 1.1 ryhmän metalleja. Seuraavat pwps:t ( ) kirjoitettiin materiaalille 16Mo3 putken halkaisijan ollessa 219,1 mm ja seinämän paksuuden ollessa 30 mm. EN (141-04) materiaalin halkaisija oli 48,3 mm ja seinämän paksuus oli 2 mm. 16Mo3:n viiste oli 37.5 ja EN :een ei tullut ollenkaan viistettä, koska kyseessä on ohut ruostumaton

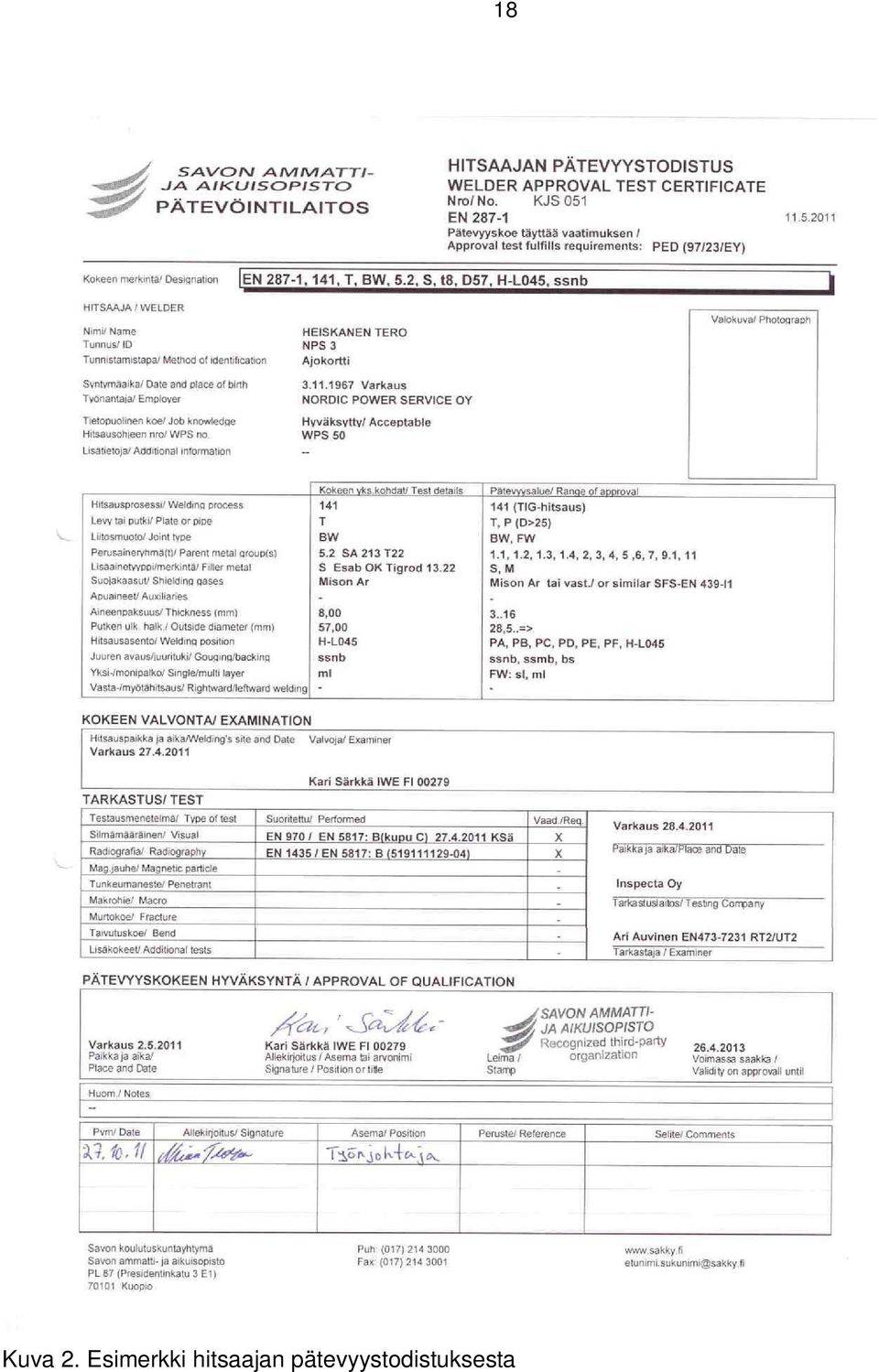
14 14 materiaali. Näillä putkilla hitsattiin menetelmäkokeet GR01497 ja GR Näistä ruostumaton hitsattiin kolmena jatkohitsinä kaksi PF ja yksi PC asennossa. Molempiin asentoihin hitsattiin kaksi palkokerrosta. 16Mo3 hitsattiin niin, että ¾ putkesta oli PF asennossa ja ¼ PC asennossa. Molempiin asentoihin hitsattiin yhdeksän palkokerrosta. Palkojen lukumäärä kerroksissa asentojen välillä vaihteli. Asennon muuttaminen vaikeutti hieman hitsaajan työtä, koska kappaletta piti välillä kääntää asennosta toiseen, jota ei asennustyömailla normaalisti tehdä. Näin toimittiin siksi, koska hitsattava kappale oli jo kohtuullisen suuri ja hitsaustoimenpide vei aikaa melkoisen paljon. Kappaleen halkaisijan ollessa riittävän suuri, niin ei tarvitse hitsata useampia kappaleita menetelmäkoetta varten. Hitsauksen jälkeen kappaleet lähtivät Dekran tarkastajan mukaan. Dekra teki niille samat testaukset kuin aikaisemmillekin näytekappaleille. Menetelmäkokeet menivät näissä läpi, joten niiden pohjalta kirjoitettiin hitsausohjeet 141-4, ja A/B on 8.1 ryhmän materiaalille EN Tällä ohjeella saa hitsata kyseistä materiaalia ulkohalkaisijan ollessa vähintään 25 mm ja seinämän paksuudet vaihteluvälillä 1.4 mm 4.0 mm on saman ryhmän materiaali EN Putkien mitat ovat samat kuin edellisessä. Molemmissa on hitsausparametrit yhtenevät. Molemmat perustuvat menetelmäkoe numeroon GR A/B on 16Mo3 materiaalille. Putken ulkohalkaisijan pitää olla vähintään 110 mm ja seinämän paksuus välillä 15 mm 35 mm. Perustuu menetelmäkokeeseen GR Koe antaisi luvan seinämän paksuuden 60mm:n asti mutta käytännössä se ei ole mahdollista, koska 35 mm:n yli menevät seinämän paksuudet pitää esilämmittää. A osio käsittää asennot PC, PD ja PE. B osiossa asennot puolestaan ovat PA, PB ja PF. Parametrit ovat molemmissa kuljetusnopeutta lukuunottamatta samanlaiset. Kuljetusnopeus vaihtelee, koska toisissa asennoissa voi hitsata levittämällä ja toisissa suoralla palolla. Tästä johtuen lämmöntuonti vaihtelee asennosta riippuen paljonkin NORDIC POWER SERVICEN PÄTEVYYSTODISTUKSET Seuraavalla sivulla on taulukko nro. yksi, jossa on Nordic Power Service:n hitsaajien pätevyydet ja kuvassa kaksi on malli pätevyystodistuksesta. Taulukosta käy selville hitsaajan nimi, hitsausprosessi, perusaineryhmä, aineenpaksuus, putken ulkohalkaisija ja hitsaajan leimasimen tunnus. Esimerkkinä Tero Heiskasen taulukossa ensimmäisenä oleva pätevyys. Hitsausprosessi on 141, joka tarkoittaa TIG - hitsaus prosessia. Ulkohalkaisijaltaan 57 mm:n putkelle hitsattu. Pätevyysalue on 28,5 mm ja siitä ylöspäin. Perusaineryhmä on 5.2, joka kattaa seuraavat ryhmät: 1.1, 1.2, 1.3, 1.4, 2, 3, 4, 5, 6, 7, 9.1 ja 11. aineenpaksuus oli kokeessa 8.0 mm, joka kattaa seu-

15 15 raavat paksuudet 3 mm 16 mm. Pätevyystodistuksesta selviää myös suojakaasut, lisäainetyypit, liitosmuoto, hitsausasennot, juurituki ja onko kyseessä ollut yksi - vai monipalkohitsaus. Taulukko 1. Nordic Power Service Oy:n hitsaajien pätevyydet nimi hits.prosessi perusaineryhmä(t) aineenpaksuus putken ulk.halk. hits.tunnus Heiskanen ,00 57,00 NPS 3 Tero ,00 57,00 141/ /8 sandvik(compound) 6,50 63,50 141/ /45 Sanicro 6,50 63,50 141/ ,00 88, ,00 60, ,00 60, ,50 88, (Inconel) 8,00 51, ,00 14,00 Hymander 141/ /45 Sanicro 6,50 63,50 NPS 7 Sami 141/ /8 sandvik(compound) 6,50 63, ,00 57, ,00 60, ,50 88,90 Ikonen ,00 57,00 NPS 12 Tero ,00 88, ,00 Levy/PF ,00 Levy/PF ,00 57, ,00 88, ,50 21,30 Piironen ,60 38,00 NPS 5 Arto ,00 57, ,50 57,00 141/ /45 Sanicro 6,50 63,50 141/ /8 sandvik(compound) 6,50 63, ,00 51,00 141/ ,50 88, ,50 63,50
 6,50 63,50 141 5.2 8,00 57,00 141 8.1 2,00 60,30 111 5.")
16 16 Pohtinen 141/ ,50 88,90 NPS 2 Juha ,00 57,00 141/ /8 sandvik(compound) 6,50 63,50 141/ /45 Sanicro 6,50 63, ,00 60, ,50 88, ,00 21, (Inconel) 8,00 51, ,00 57,00 Taavitsainen ,50 88,90 NPS 1 Antti (Inconel) 8,00 51, ,00 60,30 141/ /45 Sanicro 6,50 63,50 141/ /8 sandvik(compound) 6,50 63, ,2 6,50 57, ,00 14,00 141/111 5,1 17,50 114, ,1 6,00 57,00 Tolvanen ,00 Levy/PF NPS 6 Pekka ,00 Levy/PD ,00 Levy/PD ,00 Levy/PF ,00 Levy/PF Yliniemi ,00 60,30 NPS 4 Mika ,50 88, ,00 57,00 141/ /8 sandvik(compound) 6,50 63,50 Hartikainen ,00 Levy/PF NPS 9 Sami ,00 Levy/PF ,00 57, ,00 Levy/PA ,50 88,90 Ruhanen 141/ /8 sandvik(compound) 6,50 63,50 NPS 21
 6,50 63,50 Hartikainen 135 1.")
17 17 Matti 141/ ,50 88,90 141/ /8 sandvik(compound) 6,50 63, Inconel 8,00 51, ,50 51,00 141/ /45 Sanicro 6,50 63,50 Ingervo ,60 57,00 NPS 10 Lasse ,0 60, ,0 60,3 141/ ,60 57,00 Mutka ,00 48,30 NPS 13 Esa 141/ ,50 88, ,00 57, ,00 57,00 141/ /45 Sanicro 6,50 63,50 Nyyssönen ,60 57,00 nps 11 Olli ,50 48, ,60 57,00 Tolonen ,00 57,00 nps 15 Samuel ,00 60,30 Rimpeläinen ,1 48,3 NPS 14 Mikko ,1 48, ,1 48, ,5 88,9 141/ /8 sandvik(compound) 6,50 63,50 141/ /45 Sanicro 6,50 63,50 Happonen 141/ ,50 88,90 NPS 17 Kaarlo ,00 57,00 Natri ,00 48,30 NPS 18 Kimmo ,00 57,00 141/ ,50 114,30 Lappi ,00 60,30 NPS 19 Ari ,00 60, ,50 51, ,50 51,00
 6,50 63,50 141/111 1.1/45 Sanicro 6,50 63,50 Happonen 141/111 5.")
18 18 Kuva 2. Esimerkki hitsaajan pätevyystodistuksesta
19 19 3 HITSAUSLISÄAINEIDEN KÄSITTELY Kaikki päällystetyt hitsauspuikot ja hitsauslisäaineet ovat arkoja kostumaan. Kosteus voi aiheuttaa halkeamia sekä huokosia. Pelkästään kosteilla lisäaineilla hitsaamisesta johtuvia virheitä on helppo välttää. Kuivat ja oikein käytetyt lisäaineet säästävät resursseja paljon hyödyllisempään käyttöön. Kostuminen vähentyy ja hidastuu, jos hitsauspuikot varastoidaan seuraavissa ilmasto-olosuhteissa: 5 15 C: enintään 60 % suhteellinen kosteus C: enintään 50 % suhteellinen kosteus >25 C: enintään 40 % suhteellinen kosteus ( 3.1 HITSAUSLISÄAINEIDEN VASTAANOTTO JA TARKASTUS Kaikille hitsauslisäaineille tulee suorittaa vastaanotto tarkastus. Tarkastuksen suorittaa lisäaineista vastaava henkilö. Tarkastus suoritetaan lisäaineiden oston yhteydessä. Tuotannossa käytetään ainoastaan lisäaineita, jotka ovat tarkastettu ohjeen mukaan. Tarkastuksesta vastaava henkilö tarkastaa lisäaineen laadun ja määrän, että ne ovat tilauksen mukaiset. Pakkausten merkkaus ja tunnusmerkit pitää olla standardien mukaiset. Pitää myös tarkastaa, että lisäaineet ovat kunnossa ja kotelot ovat ehjiä. Lisäaineiden ja pakkausten ollessa kunnossa, tarkastaja merkkaa pakkaukseen nimensä ja päivämäärän. Mikäli lisäaine ei läpäise tarkastusta on ne vedettävä suoraan pois käytöstä ja palautettava toimittajalle. HITSAUSPUIKKOJEN VARASTOINTI Lisäaineet tulee säilyttää varastotilassa merkityillä paikoilla. Varaston lämpötilan tulee olla yli 15 C. Suhteellinen kosteus pitää olla alle 60 %. Poikkeuksena ovat hermeettisesti pakatut hitsauspuikot. Tällöin pitää kuitenkin huolehtia, että ne eivät pääse kostumaan tai likaantumaan. Varastossa olevat hitsauspuikot tulee säilyttää alkuperäispakkauksissa jos se on vaan mahdollista. Varastosta pitää mitata kaksi kertaa kuukaudessa kosteus ja lämpötila. Ne on kirjattava varaston kirjaan ylös. Lämpötilan ollessa kylmä, esim. talvella, kosteuspitoisuus voidaan pitää matalana pitämällä varaston lämpötila vähintään 10 C ulkolämpötilan yläpuolella. Kylmässä säilytettyjen
 3.")
20 20 pakettien lämpötilan pitää ennen avaamista antaa saavuttaa ympäristön lämpötila. Asennustyömailla voidaan poiketa vaatimuksista, mutta tällöin erityisesti pitää varmistaa puikkojen säilyminen puhtaana ja kuivana. ( 3.2 UUDELLEENKUIVAUS Hitsauspuikkojen kuivaukseen pitää ryhtyä, jos puikot ovat kostuneet. Kaikki ruostumattomat rutiilipuikot sekä emäspuikot voivat aiheuttaa huokosia, jos niitä ei ole varastoitu kuivissa olosuhteissa. Käyttökelpoisuus voidaan palauttaa uudelleen kuivaamalla. Emäspuikot tulee kuivata, jos niiden epäillään kostuneen tai käyttö asettaa vaatimuksia kuivaukselle esim. paineastioiden valmistuksessa käytettävät puikot. Uudelleen kuivausta ei tarvita VacPac - paketissa oleville puikoille edellyttäen, että pakkaus on kunnossa. Yleensä uudelleen kuivausta ei tarvita seostamattomien terästen rutiili ja hapanpuikoille. Selluloosapäällysteisiä puikkoja ei saa uudelleen kuivata. Pahasti kosteuden takia vaurioituneet puikot on hävitettävä, niitä ei saa saattaa käyttökuntoiseksi uudelleen kuivaamalla. Varastossa avoimissa pakkauksissa olevat puikot kuivataan ennen käyttöönottoa. Kuivauksen jälkeen hitsaaja ottaa lisäaineet hitsaajakohtaiseen lisäainesäilöön. Lisäainesäilön lämpötila on hieman yli 100 C. Työvuoron päätyttyä hitsaajan tulee viedä lisäaineet säilytyskaappiin, jonka lämpötila on 125 C C. Hermeettisesti pakatut puikot voidaan säilyttää avatussa paketisaan neljä tuntia, jonka jälkeen ne on siirrettävä hitsaajan puikkosäilöön. Hermeettisesti pakatut puikot täytyy myös siirtää säilytyskaappiin uudelleenkuivauksen jälkeen. Uudelleenkuivauslämpötilat sekä ajat on ilmoitettu puikkopaketin kyljessä. Uudelleenkuivauslämpötilalla tarkoitetaan hitsauspuikkojen massan lämpötilaa kuivauskaapissa. Kuivumisaika katsotaan alkavaksi kuivauslämpötilan saavuttamishetkestä. Puikkoja voi laittaa vain neljä kerrosta päällekkäin kuivauskaapin hyllylle. Puikkoja suositellaan kuivattavan maksimissaan kolme kertaa. Uudelleenkuivauslämpötiloja OK:n puikoille taulukossa 2. Pitoaika kaksi tuntia. * pitoaika 1h ja ** pitoaika 3h.

21 21 Taulukko 2. Esab Ok hitsauspuikkojen uudelleenkuivauslämpötilat ja ajat ( 80 C 150 C 200 C 250 C 300 C 350 C 350 C OK OK50.10** OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK 310Mo- OK OK OK OK OK OK OK OK OK 92.55* OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK 76.35* OK OK OK OK OK OK OK OK OK OK OK OK 83.29
22 22 HITSAUSPUIKKOJEN PAKKAUKSET Kutistemuovilla ympäröity pahvikotelo ei ole kovinkaan tiivis, joten kosteutta voi päästä ilmasta pakkauksen läpi ja imeytyä puikkojen päällysteeseen. Uudelleen suljettavalla kannella varustettu muovikotelo antaa hyvän suojan ilmasta tulevaa kosteutta vastaan, joten kostuminen tulee olemaan hyvin vähäistä. VacPac - tyhjiöpaketti tarjoaa täydellisen suojan kosteutta vastaan olettaen, että paketti on ehjä. Veitsiä tai muita teräviä esineitä ei saa käyttää ulkopuolisen paketin avaamiseen, jotta pakkaukset pysyvät ehjinä. Puikot täytyy olla pakkauksen sisällä ja ottaa vain yksi puikko kerrallaan pakkauksesta. Puikot tulee heittää pois tai uudelleen kuivata, jos ne ovat olleet alttiina ympäröivällä ilmalle yli kaksitoista tuntia. ( 3.3 HITSAUSLANGAT Umpilankojen säilytyksen pitää olla erillään tilapäisistäkin kosteuslähteistä. Kosketus kosteuden ja veden kanssa pitää estää, esim. kosteuden kondensoituminen kylmän langan pinnalle. Kondensoitumisen estämiseksi langat tulee varastoida alkuperäisissä pakkauksissa ja langan lämpötilan on annettava nousta huoneen lämpöiseksi ennen pakkauksen avaamista. Lankojen pintojen täytyy olla puhtaita öljystä, rasvasta ja muusta sellaisesta liasta. Osittain käytetyt lankakelat pitää säilyttää omissa pakkauksissaan. Langat säilytetään lämpötilassa, joka vastaa kosteudeltaan ja lämpötilaltaan huoneen lämpötilaa. Jos lankoja ei pidetä lialta ja pölyltä suojaavissa pakkauksissa on vältettävä niiden säilyttämistä pölyisissä ja likaisissa paikoissa. TIG - hitsauslankoja säilytetään alkuperäisissä pakkauksissa, joka antaa hyvän suojan kosteutta ja pölyä vastaan. Paketista pois otetut TIG - hitsauslangat pitää säilyttää suojassa pölyltä ja ilman epäpuhtauksilta. Umpilankojen varastointilämpötilan pitäisi olla vähintään 15 C ja kosteuden olla korkeintaan 60 %. Alumiinihitsin laatuun vaikuttaa ilman laatu. Kosteus on vedyn päälähde. Valokaaressa vetyä vapautuu veden elektrolyysin seurauksena. Vety liukenee hitsisulaan, mistä seuraa huokosia. Toistuvasti veden kanssa kosketuksissa olevan alumiinin pinnalle muodostuu lisäksi alumiinihydroksia (AI(OH) 3 ), johon on sitoutunut myös vetyä. Ennen hitsausta kylmemmästä ilmasta tuotavat langat on oltava paketeissaan 24 tuntia, jotta ne saavuttavat ympäristön lämpötilan. Alumiinilangat on säilytettävä alkuperäisissä paketeissaan varastossa. Avattujen lankapakettien langat on säilytettävä suojassa pölyltä, lialta ja kosteudelta. Avattujen pakettien langat olisi hyvä puhdistaa en-
23 23 nen hitsausta sopivalla puhdistusaineella, joita ovat mm. laimeat alkaaliset liuokset ja kaupalliset rasvanpoistajat, jotka eivät kehitä myrkyllisiä höyryjä hitsauksen aikana. Varaston lämpötilan tulee olla vähintään 15 C ja kosteuden alle 60 %. Täytelangat pitää säilyttää avaamattomissa ja ehjissä alkuperäisissä pakkauksissaan. Silloin ne säilyttävät toimintakuntonsa. Varastointiajat on pidettävä lyhyenä. Tuotantoon otto on aina vanhimmasta päästä. Ostopäivämäärät pitää merkitä pakkaukseen. Varaston lämpötilan pitää olla yli 15 C ja kosteuden alle 60 %. Yksittäiset pakkaukset pitää varastoida niin, etteivät viereiset pakkaukset vaurioidu. Varastointiaika ei saa ylittää yli kahta vuotta edellyttäen, että pakkaukset ovat ehjiä. Seostamattomat ja niukkaseosteiset langat eivät ole arkoja nopealle kostumiselle, koska täyteaineet ovat suojassa ilmaa vastaan teräskuoren sisällä. Jotta täytelankojen kosteuspitoisuus pysyisi matalana, pitää langat varastoida edellä mainitulla tavalla. Varaston huonot olosuhteet voivat huonontaa lankojen ominaisuuksia ja heikentää ulkokuoren ominaisuuksia. Pinnan ruostuminen ja kosteuden tunkeutuminen täytteeseen voivat heikentää langansyöttöä ja aiheuttaa vetypitoisuuden kasvua hitsiaineessa. Ruostumattomat täytelangat ovat herkempiä kostumaan kuin seostamattomat ja niukkaseosteiset täytelangat. Tämän takia ne pakataan alumiinifoliopussiin. Varastointiohjeet ovat samat kuin niukkaseostetuilla ja seostamattomilla täytelangoilla. Ruostumattomat täytelangat pitää käytön jälkeen palauttaa varastoon, jossa on edellä mainitut olosuhteet. Lankoja ei saa jättää syöttölaitteeseen tai varaston ulkopuolelle pitkäksi aikaa. Tämän takia veden kondensoituminen langan pinnalle voi vaurioittaa langan pintaa. Hitsauksen jälkeen kelat on laitettava takaisin pakkauksiinsa ja tuotava takaisin lisäainevarastoon. Langan jäädessä pitemmäksi aikaa syöttölaitteeseen on siitä poistettava ainakin päällimmäinen kerros, jossa lanka voi olla likaantunut, kostunut tai hapettunut. Kaikkien täytelankojen varastoinnissa ja käsittelyssä on yritettävä välttää langan suoraa kosketusta kosteuden, veden, pölyn tai lian kanssa. Kondensoitumisen estämiseksi ilman suhteellista kosteutta ja lämpötilaa on tarkkailtava eikä lämpötila saa laskea alle kastepisteen. Runsasseosteisilla täytelangoilla voidaan hitsata suoraan, jos ne otetaan käyttöön suoraan alkuperäispakkauksesta. Langat pitää käyttää kahden vuorokauden sisään
24 24 siitä, kun alkuperäispakkaus on avattu. Muussa tapauksessa on suositus, että jäljelle jäänyt lanka otetaan pois syöttölaitteesta ja laitetaan takaisin alkuperäispakkaukseen. Alumiinifolio on suljettava kunnolla. Mikäli varastointi tapahtuu vastoin edellä mainittuja ohjeita pitää lanka uudelleen kuivata. Uudelleenkuivauslämpötila on 150 C ja pitoaika on yksi vuorokausi. ( VAURIOITUNEET TUOTTEET Puikkojen päällysteen värin muuttuessa varastoinnin aikana, puikot on vedettävä pois tuotannosta ja otettava yhteys lisäainetoimittajaan. Mekaanisesti varioituneet hitsauspuikot, joiden päällysteestä lohkeilee tai puuttuu paloja, eivät tule toimimaan kunnolla ja ne on hävitettävä. Kaikki hitsauslangat, joiden pinnalle on kertynyt ruostetta, tai jotka ovat olleet pitkiä aikoja alttiina vedelle, kosteudelle ja ympäröivälle ilmalle pitää romuttaa, koska niiden alkuperäistä kuntoa ei saada takaisin. ( 3.4 HITSAUSPUIKKOJEN SÄILYTYS JA KUIVAUSLAITTEET Seuraavaksi on esitelty Esabin hitsauspuikonlämmitys ja hitsauspuikon kuivaussäiliöitä Kuva 3. PK 1 on kevyt puikkosäiliö. Säilytyslämpötila n. 100 C. (
25 25 Kuva 4. PK 5 säilytyskaappi puikkojen säilytykseen ja uudelleenkuivaukseen. ( Kuva 5. SK 40 säilytyskaappi kuivien puikkojen säilytykseen. ( Kuva 6. PK 410 säilytyskaappi puikkojen säilytykseen ja kuivaukseen. (
26 26 4 MATERIAALIN TUNNISTETTAVUUS JA JÄLJITETTÄVYYS Materiaalin mekaaniset ominaisuudet sekä kemiallinen koostumus on pystyttävä tunnistamaan materiaalitodistuksista milloin tahansa. Painelaitteissa käytettävissä materiaaleissa tämä tarkoittaa sulatusnumeroita ja ainesleimoja, jotka ovat kovaleimattu materiaaliin. Putkiin ja levyihin on usein jo tehtaalla leimattu molemmat. Työmaalla putkia sekä levyjä joudutaan usein leikkaamaan useisiin eri osiin, jolloin kovaleimat on siirrettävä leikattuihin osiin. Leimansiirto on tehtävä ennen osien paloittelua tai välittömästi paloittelun jälkeen. HITSIEN LEIMAAMINEN Hitsaajat merkkaavat hitsinsä useimmiten hitsaajakohtaisella kovaleimalla. Hitsaajakohtainen kovaleimanumero löytyy hitsaajan pätevyystodistuksesta. Jokaisella hitsaajalla on henkilökohtainen kovaleimasin. Asennustyömailla hitsit merkitään paremman näkyvyyden takia kovaleiman lisäksi myös rasvaliidulla. Punaisella värillä havaintonsa merkkaavat tarkastuslaitoksen edustajat. Hitsaaja leimaa jokaisen hitsaamansa paineenalaisen jatkohitsinsä stanssilla n. 50 mm:n päähän hitsistä. Compound - putket ja vähintään 9 % kromia sisältävien putkien jatkohitsit merkitään tussilla. Useamman hitsaajan hitsatessa samaa jatkohitsiä, kukin leimaa hitsin omalla stanssillaan tai compound- ja ruostumattomat materiaalit leimataan tussilla. Hitsaaja leimaa jokaisen hitsaamansa putkiyhdehitsin stanssilla runkoputkeen hitsin läheisyyteen. 9 %:n kromipitoisuudesta ylöspäin on stanssaukset tehtävä esilämmityslämpötilassa. Ekonomaiseri - ja tulistinlinkoihin hitsaaja leimaa numeronsa hiiliteräsputkeen stanssilla hitsaamansa rivin ensimmäiseen ja viimeiseen hitsiin mutta 9 % ja yli kromia sisältäviin leima tehdään tussilla. Hitsaajan hitsatessa vain osan rivistä, leimaa hän hitsaamistaan hitseistä ensimmäisen ja viimeisen hitsin. Levyosia putkeen hitsattaessa hitsaaja leimaa stanssilla leiman levyosaan hitsin viereen. Compound-putkiseinän pienahitsit merkataan tussilla hitsin viereiseen putkeen.
27 27 Hitsaaja leimaa hitsaamansa ei - kuormaa tai ei - painetta kantavien kattilaosien hitsinsä. Niitä ovat mm. evä - evään hitsatut liitokset ja evien jatkohitsit.
28 28 5 YHTEENVETO Opinnäytetyön tekeminen oli minulle haastava mutta mielenkiintoinen projekti. Opinnäytetyössä saavutettiin asetetut tavoitteet. Projekti oli haastava, koska en ole koskaan aikaisemmin ollut tekemisissä hitsausohjeiden kanssa, hitsaustaustastani huolimatta. Mielenkiintoista työssä oli oppia laatupuolen asioita. Nordic Power Service:n hitsauksen laatu parani hitsausohjeiden myötä, sekä yrityksen uskottavuus parani asiakkaiden silmissä. Hitsauslisäaineiden käyttö on parantunut ja niiden hävikki on vähentynyt. Yrityksessä tämä työ koettiin tärkeäksi, koska aloittelevalla yrityksellä ei ole aikaisemmin ollut hitsausohjeita. Jatkossa Nordic Power Service aikoo hitsata menetelmäkokeita tarpeen mukaan. Tämän opinnäytetyön ja koulun ansiosta sain vakituisen työpaikan Nordic Power Service Oy:stä.
29 29
30 30 LÄHTEET SFS- Käsikirja 66-1 Osa 1: Hitsauksen laadunhallinta. 10. painos. Helmikuu SFS EN ISO HAASTATTELUT Kirjavainen Tommi: haastateltu useita kertoja välisenä aikana Hämäläinen Janne: haastateltu useita kertoja välisenä aikana
31 31 Nordic Power Service Relanderinkatu 60 Logo tähän Varkaus Welding procedure qualification - Details of weld test Viitenro No Valmistaja Manufacturer Projekti Project Nordic Power Service Oy Hitsaaja Welder Tunnus ID Valmistajan hitsausohje Manufacturers WPS Viite nro Reference no. Juha Pohtinen NPS Paikka Place Pvm Date Hyväksymispöytäkirjan nro WPQR no. Varkaus Hitsausprosessi Welding process Esihitsausohje PWPS SFS-EN ISO Railon valmistusmenetelmä ja puhdistus Method of preparation and cleaning 141 Koneistus Hitsausasento Welding position Perusaine Parent material PC,PF 16Mo3 Liitosmuoto Joint type Paksuus Thickness [mm] Ulkohalkaisija Outside diameter [mm] Päittäiliitos 7,1mm 63,5mm Palko Hitsausprosessi Lisäaineen mitat Virta Jännite Virtalaji Langansyöttö Hitsausnopeus Lämmöntuonti Run Process Size of f iller metal Current Voltage Current type Wire feed speed Welding speed Heat input [mm] [A] [V] [AC, DC+, DC-] [m/min] [mm/min] [kj/mm] , DC/ , DC/ , DC/- 70 PC , DC/- 70 Lisäaine Filler metal HITSIN DIMENSIOT Ok Tigrod 13,09 ESILÄMMITYS PREHEAT WELD DIMENSIONS Lisäaineen käsittely Filler metal baking or drying Lämpötila Temperature b Lisäaine valmistajan mukaan 5 C t Volframielektrodin tyyppi/koko Tungsten electrode type/size Mittausmenetelmä Measuring method Wt20 Suojakaasu Gas shielding Virtausnopeus Flow rate Lämmitystapa Method of heating Argon EN439-I Juurikaasu Gas backing Virtausnopeus Flow rate Liitospiirros ja hitsausjärjestys Hae kuva Joint drawing and welding sequence Hae objekti Juuren avaus/juurituki Details of back gouging/backing 37.5 Palkojen välinen työlämpötila Interpass temperature 350 Dec Hitsauksen jälkeinen lämpökäsittely Post-w eld heat treatment Menetelmä Method Lämpötila Temperature Aika Time PF Kuumennusnopeus Heating rate *) Jäähtymisnopeus Cooling rate *) Muu informaatio Other information *) Sivuttaisliike (palon enimmäisleveys) Weaving (maximum w idth of run) PC 1 Vapaalankapituus Stand off distance Plasmahitsauksen yksityiskohdat Plasma w elding details Polttimen/pistoolin kulma Torch angle 1 Muut tiedot Other data *) Jos vaadittu If required Valmistajan edustaja Manufacturer's representative Kokeen valvoja tai testauksen suorittaja Examiner or test body Pvm ja allekirjoitus Date and signature Pvm ja allekirjoitus Date and signature
32 32 Nordic Power Service Relanderinkatu Varkaus Welding procedure qualification - Details of weld test Viitenro No Valmistaja Manufacturer Projekti Project Nordic Power Service Oy Hitsaaja Welder Tunnus ID Valmistajan hitsausohje Manufacturers WPS Viite nro Reference no. Juha Pohtinen NPS A Paikka Place Pvm Date Hyväksymispöytäkirjan nro WPQR no. Varkaus Hitsausprosessi Welding process 141 Koneistus Hitsausasento Welding position Perusaine Parent material PF,PC Esihitsausohje PWPS SFS-EN ISO Railon valmistusmenetelmä ja puhdistus Method of preparation and cleaning 10CrMo910 Liitosmuoto Joint type Paksuus Thickness [mm] Ulkohalkaisija Outside diameter [mm] Päittäiliitos 6,6mm 57mm Palko Hitsausprosessi Lisäaineen mitat Virta Jännite Virtalaji Langansyöttö Hitsausnopeus Lämmöntuonti Run Process Size of f iller metal Current Voltage Current type Wire feed speed Welding speed Heat input [mm] [A] [V] [AC, DC+, DC-] [m/min] [mm/min] [kj/mm] , DC/ , DC/ , DC/- 70 PC , DC/- 70 Lisäaine Filler metal HITSIN DIMENSIOT OK Autrod ESILÄMMITYS PREHEAT WELD DIMENSIONS Lisäaineen käsittely Filler metal baking or drying Lämpötila Temperature b Lisäaine valmistajan mukaan 5 C t Volframielektrodin tyyppi/koko Tungsten electrode type/size Mittausmenetelmä Measuring method Wt20 Suojakaasu Gas shielding Virtausnopeus Flow rate Lämmitystapa Method of heating Argon EN439-I Juurikaasu Gas backing Virtausnopeus Flow rate Liitospiirros ja hitsausjärjestys Hae kuva Joint drawing and welding sequence Hae objekti Juuren avaus/juurituki Details of back gouging/backing Palkojen välinen työlämpötila Interpass temperature 350 Dec Hitsauksen jälkeinen lämpökäsittely Post-w eld heat treatment Menetelmä Method 37.5 Lämpötila Temperature Aika Time PF Kuumennusnopeus Heating rate *) Jäähtymisnopeus Cooling rate *) Muu informaatio Other information *) 1 Sivuttaisliike (palon enimmäisleveys) Weaving (maximum w idth of run) Vapaalankapituus Stand off distance PC Plasmahitsauksen yksityiskohdat Plasma w elding details Polttimen/pistoolin kulma Torch angle 1 Muut tiedot Other data *) Jos vaadittu If required Valmistajan edustaja Manufacturer's representative Kokeen valvoja tai testauksen suorittaja Examiner or test body Pvm ja allekirjoitus Date and signature Pvm ja allekirjoitus Date and signature
33 33 Nordic Power Service Relanderinkatu Varkaus Welding procedure qualification - Details of weld test Viitenro No Valmistaja Manufacturer Projekti Project Nordic Power Service Oy Hitsaaja Welder Tunnus ID Valmistajan hitsausohje Manufacturers WPS Viite nro Reference no. Juha Pohtinen NPS B Paikka Place Pvm Date Hyväksymispöytäkirjan nro WPQR no. Varkaus Hitsausprosessi Welding process 141 Koneistus Hitsausasento Welding position Perusaine Parent material PF,PC Esihitsausohje pwps SFS-EN ISO Railon valmistusmenetelmä ja puhdistus Method of preparation and cleaning 10CrMo910 Liitosmuoto Joint type Paksuus Thickness [mm] Ulkohalkaisija Outside diameter [mm] Päittäiliitos 6,6mm 57mm Palko Hitsausprosessi Lisäaineen mitat Virta Jännite Virtalaji Langansyöttö Hitsausnopeus Lämmöntuonti Run Process Size of f iller metal Current Voltage Current type Wire feed speed Welding speed Heat input [mm] [A] [V] [AC, DC+, DC-] [m/min] [mm/min] [kj/mm] , DC/ , DC/ , DC/- 70 PC , DC/- 70 Lisäaine Filler metal HITSIN DIMENSIOT OK Autrod ESILÄMMITYS PREHEAT WELD DIMENSIONS Lisäaineen käsittely Filler metal baking or drying Lämpötila Temperature b Lisäaine valmistajan mukaan 5 C t Volframielektrodin tyyppi/koko Tungsten electrode type/size Mittausmenetelmä Measuring method Wt20 Suojakaasu Gas shielding Virtausnopeus Flow rate Lämmitystapa Method of heating Argon EN439-I Juurikaasu Gas backing Virtausnopeus Flow rate Liitospiirros ja hitsausjärjestys Hae kuva Joint drawing and welding sequence Hae objekti Juuren avaus/juurituki Details of back gouging/backing Palkojen välinen työlämpötila Interpass temperature 350 Dec Hitsauksen jälkeinen lämpökäsittely Post-w eld heat treatment Menetelmä Method 37.5 Lämpötila Temperature Aika Time Min PF Kuumennusnopeus Heating rate *) 200Dec/h Jäähtymisnopeus Cooling rate *) 275Dec/h Muu informaatio Other information *) 1 Sivuttaisliike (palon enimmäisleveys) Weaving (maximum w idth of run) Vapaalankapituus Stand off distance PC Plasmahitsauksen yksityiskohdat Plasma w elding details Polttimen/pistoolin kulma Torch angle 1 Muut tiedot Other data *) Jos vaadittu If required Valmistajan edustaja Manufacturer's representative Kokeen valvoja tai testauksen suorittaja Examiner or test body Pvm ja allekirjoitus Date and signature Pvm ja allekirjoitus Date and signature
34 34 Nordic Power Service Oy Relanderinkatu Varkaus Welding procedure qualification - Details of weld test Viitenro No Valmistaja Manufacturer Projekti Project Nordic Power Service Oy Hitsaaja Welder Tunnus ID Valmistajan hitsausohje Manufacturers WPS Viite nro Reference no. Juha Pohtinen NPS Paikka Place Pvm Date Hyväksymispöytäkirjan nro WPQR no. Varkaus Hitsausprosessi Welding process Esihitsausohje pwps SFS-EN ISO Railon valmistusmenetelmä ja puhdistus Method of preparation and cleaning 141 Koneistus/hionta Hitsausasento Welding position Perusaine Parent material PC,PF EN Liitosmuoto Joint type Paksuus Thickness [mm] Ulkohalkaisija Outside diameter [mm] Päittäisliitos 2.0mm 48.3mm Palko Hitsausprosessi Lisäaineen mitat Virta Jännite Virtalaji Langansyöttö Hitsausnopeus Lämmöntuonti Run Process Size of filler metal Current Voltage Current type Wire feed speed Welding speed Heat input [mm] [A] [V] [AC, DC+, DC-] [m/min] [mm/min] [kj/mm] , DC/ ,2-0, , DC/ ,2-0,4 Lisäaine Filler metal HITSIN DIMENSIOT Ok TigRod 316 Lsi ESILÄMMITYS PREHEAT WELD DIMENSIONS Lisäaineen käsittely Filler metal baking or drying Lämpötila Temperature b Lisäaine valmistajan mukaan 20 C t Volframielektrodin tyyppi/koko Tungsten electrode type/size Mittausmenetelmä Measuring method Wt 20 Suojakaasu Gas shielding Virtausnopeus Flow rate Lämmitystapa Method of heating Argon EN 439-I Juurikaasu Gas backing Virtausnopeus Flow rate Liitospiirros ja hitsausjärjestys Hae kuva Joint drawing and welding sequence Hae objekti Argon EN 439-I Juuren avaus/juurituki Details of back gouging/backing Palkojen välinen työlämpötila Interpass temperature 150 C Hitsauksen jälkeinen lämpökäsittely Post-w eld heat treatment Menetelmä Method 0-1mm Lämpötila Temperature Aika Time Kuumennusnopeus Heating rate *) Jäähtymisnopeus Cooling rate *) 2 Muu informaatio Other information *) Sivuttaisliike (palon enimmäisleveys) Weaving (maximum w idth of run) 1 2 Vapaalankapituus Stand off distance 1 Plasmahitsauksen yksityiskohdat Plasma w elding details Polttimen/pistoolin kulma Torch angle Muut tiedot Other data *) Jos vaadittu If required Valmistajan edustaja Manufacturer's representative Antti Sutinen Pvm ja allekirjoitus Date and signature Kokeen valvoja tai testauksen suorittaja Examiner or test body Mika Puukko Pvm ja allekirjoitus Date and signature
35 35 Nordic Power Service Oy Relanderinkatu Varkaus Welding procedure qualification - Details of weld test Viitenro No Valmistaja Manufacturer Projekti Project Nordic Power Service Oy Hitsaaja Welder Tunnus ID Valmistajan hitsausohje Manufacturers WPS Viite nro Reference no. Juha Pohtinen NPS A Paikka Place Pvm Date Hyväksymispöytäkirjan nro WPQR no. Varkaus Hitsausprosessi Welding process Esihitsausohje pwps SFS-EN ISO Railon valmistusmenetelmä ja puhdistus Method of preparation and cleaning 141,111 Koneistus/Hionta Hitsausasento Welding position Perusaine Parent material PC 16Mo3 Liitosmuoto Joint type Paksuus Thickness [mm] Ulkohalkaisija Outside diameter [mm] Päittäisliitos 30mm 219.1mm Palko Hitsausprosessi Lisäaineen mitat Virta Jännite Virtalaji Langansyöttö Hitsausnopeus Lämmöntuonti Run Process Size of f iller metal Current Voltage Current type Wire feed speed Welding speed Heat input [mm] [A] [V] [AC, DC+, DC-] [m/min] [mm/min] [kj/mm] , DC/ , DC/ ,4-0, DC/ ,6-1, DC/ ,7-1, DC/ ,7-1, DC/ ,5-1,1 Lisäaine Filler metal HITSIN DIMENSIOT Ok Tigrod Puikko ESILÄMMITYS PREHEAT WELD DIMENSIONS Lisäaineen käsittely Filler metal baking or drying Lämpötila Temperature b Lisäaine valmistajan mukaan 20 C t Volframielektrodin tyyppi/koko Tungsten electrode type/size Mittausmenetelmä Measuring method Wt 20 Suojakaasu Gas shielding Virtausnopeus Flow rate Lämmitystapa Method of heating Argon EN439-I Juurikaasu Gas backing Virtausnopeus Flow rate Liitospiirros ja hitsausjärjestys Hae kuva Joint drawing and welding sequence Hae objekti Juuren avaus/juurituki Details of back gouging/backing Palkojen välinen työlämpötila Interpass temperature 300 C Hitsauksen jälkeinen lämpökäsittely Post-w eld heat treatment Menetelmä Method Lämpötila Temperature Aika Time Kuumennusnopeus Heating rate *) Jäähtymisnopeus Cooling rate *) 1-2mm 3-5mm Muu informaatio Other information *) 1 Sivuttaisliike (palon enimmäisleveys) Weaving (maximum w idth of run) Vapaalankapituus Stand off distance Plasmahitsauksen yksityiskohdat Plasma w elding details Polttimen/pistoolin kulma Torch angle Muut tiedot Other data Palkojen määrä voi vaihdella 8 *) Jos vaadittu If required Valmistajan edustaja Manufacturer's representative Antti Sutinen Pvm ja allekirjoitus Date and signature Kokeen valvoja tai testauksen suorittaja Examiner or test body Mika Puukko Pvm ja allekirjoitus Date and signature PC Palkojenjärjestys alhaalta ylöspäin
Käsikirja Hitsauslisäaineiden varastointi- ja käsittelyohjeet
 Käsikirja Hitsauslisäaineiden varastointi- ja käsittelyohjeet HITSAUSPUIKOT, MIG/MAG-UMPILANGAT, TÄYTELANGAT, TIG-LANGAT SEKÄ JAUHEKAARILANGAT, -NAUHAT JA -JAUHEET Sisältö Ympäristöstä huolehtiminen sivu
Käsikirja Hitsauslisäaineiden varastointi- ja käsittelyohjeet HITSAUSPUIKOT, MIG/MAG-UMPILANGAT, TÄYTELANGAT, TIG-LANGAT SEKÄ JAUHEKAARILANGAT, -NAUHAT JA -JAUHEET Sisältö Ympäristöstä huolehtiminen sivu
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
EN 1090-1 Kantavat teräsrakenteet. Hitsauskoordinoijan ohjekirja. Innover. Innovator Network Oy innover@ innover.fi
 EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ.
 WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG www.eco-tracks.com HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ TELAHOKKIEN HITSAUSOHJE Yleistä Booriseosteisen teräksen ominaisuuksia Karkaistun booriseosteisen
WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG www.eco-tracks.com HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ TELAHOKKIEN HITSAUSOHJE Yleistä Booriseosteisen teräksen ominaisuuksia Karkaistun booriseosteisen
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI
 Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
KOPAR GROUP EN 1090:n ja ISO :n soveltaminen ja käytännön kokemuksia. Samuli Saarela, Q&D Manager, IWE, IWI-C
 KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A5 Hitsausaineet 1
 Hitsauksen teoriaopetus A5 Hitsausaineet 1 A.5 Hitsausaineet A.5.1 Puikkohitsaus Hitsauspuikon periaate Hitsauspuikko muodostuu sydänlangasta, jonka ympärille on puristettu päällyste. Valokaaren lämmön
Hitsauksen teoriaopetus A5 Hitsausaineet 1 A.5 Hitsausaineet A.5.1 Puikkohitsaus Hitsauspuikon periaate Hitsauspuikko muodostuu sydänlangasta, jonka ympärille on puristettu päällyste. Valokaaren lämmön
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Mika Harju TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN
 Mika Harju TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN Mika Harju Opinnäytetyö Kevät 2014 Kone- ja tuotantotekniikan koulutusohjelma
Mika Harju TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN Mika Harju Opinnäytetyö Kevät 2014 Kone- ja tuotantotekniikan koulutusohjelma
Hitsaustuotanto haltuun globaalisti. Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.
 Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE. Betoniteollisuus ry
 Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Hitsausmessut TAMPEREEN MESSUKESKUS
 Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan. DI Juha Toivonen, DEKRA
 Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/M24/2019 Liite 1 / Appendix 1 Sivu / Page 1(8) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
T011/M24/2019 Liite 1 / Appendix 1 Sivu / Page 1(8) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat
 Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat") Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Tasalujat hitsauslangat ultralujille teräksille
 Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
FastMig X. Hitsauksen uusi tulevaisuus
 FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Universal WPS for stick (MMA) welding HITSAAMINEN TYÖMAILLA
 welding HITSAAMINEN TYÖMAILLA") Universal WPS for stick (MMA) welding HITSAAMINEN TYÖMAILLA 5.11.2018 Universal WPS for stick (MMA) welding KATTAVA PAKETTI SISÄLTÄÄ 28 PUIKKOHITSAUKSEEN TARKOITETTUA HITSAUSOHJETTA, JOITA VOI KÄYTTÄÄ
Universal WPS for stick (MMA) welding HITSAAMINEN TYÖMAILLA 5.11.2018 Universal WPS for stick (MMA) welding KATTAVA PAKETTI SISÄLTÄÄ 28 PUIKKOHITSAUKSEEN TARKOITETTUA HITSAUSOHJETTA, JOITA VOI KÄYTTÄÄ
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/M23/2018 Liite 1 / Appendix 1 Sivu / Page 1(10) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
T011/M23/2018 Liite 1 / Appendix 1 Sivu / Page 1(10) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/A22/2017 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
T011/A22/2017 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Turulan konepajalla panostetaan ensiluokkaiseen
 Tehtaanjohtaja Ilkka Hiltunen ja kolme Brasiliaan lähtevää järeää kiekkosuodatinta. Turulan konepajalla panostetaan ensiluokkaiseen teknologiaan Teknologiayritys Outotec on ottanut Turulan konepajansa
Tehtaanjohtaja Ilkka Hiltunen ja kolme Brasiliaan lähtevää järeää kiekkosuodatinta. Turulan konepajalla panostetaan ensiluokkaiseen teknologiaan Teknologiayritys Outotec on ottanut Turulan konepajansa
TEKNIIKAN JA LIIKENTEEN TOIMIALA. Kone- ja tuotantotekniikka. Laivajärjestelmät INSINÖÖRITYÖ HITSAUSOHJEET (WPS) HYDRAULISYLINTEREILLE
 HYDRAULISYLINTEREILLE") TEKNIIKAN JA LIIKENTEEN TOIMIALA Kone- ja tuotantotekniikka Laivajärjestelmät INSINÖÖRITYÖ HITSAUSOHJEET (WPS) HYDRAULISYLINTEREILLE Työn tekijä: Danesh Hajizadeh Työn valvoja: Petri Koivu Työn ohjaaja:
TEKNIIKAN JA LIIKENTEEN TOIMIALA Kone- ja tuotantotekniikka Laivajärjestelmät INSINÖÖRITYÖ HITSAUSOHJEET (WPS) HYDRAULISYLINTEREILLE Työn tekijä: Danesh Hajizadeh Työn valvoja: Petri Koivu Työn ohjaaja:
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO A1+A2:2012
 HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/M21/2015 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address Puh./fax/e-mail/www Tel./fax/e-mail/www
T011/M21/2015 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address Puh./fax/e-mail/www Tel./fax/e-mail/www
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA
 Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
Oppilaitos, standardit ja teollisuus
 Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE HITSAUSKOORDINOIJAN SERTIFIOINTIA HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien sertifioinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen sertifiointielimen suorittama pätevyyden
1 (5) HAKUOHJE HITSAUSKOORDINOIJAN SERTIFIOINTIA HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien sertifioinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen sertifiointielimen suorittama pätevyyden
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Ohje 1 (6)
") Ohje 1 (6) 15.10.2018 PAINELAITTEIDEN KORJAUS- JA MUUTOSTYÖT Sisällysluettelo 1 YLEISTÄ... 2 2 SOVELLETTAVAT SÄÄDÖKSET... 2 3 TARKASTUSLAITOKSET... 2 4 KORJAUS- JA MUUTOSTYÖN SUUNNITTELU JA HANKINTA...
Ohje 1 (6) 15.10.2018 PAINELAITTEIDEN KORJAUS- JA MUUTOSTYÖT Sisällysluettelo 1 YLEISTÄ... 2 2 SOVELLETTAVAT SÄÄDÖKSET... 2 3 TARKASTUSLAITOKSET... 2 4 KORJAUS- JA MUUTOSTYÖN SUUNNITTELU JA HANKINTA...
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
3D-tulostuksen kaasut. 3D-päivä, Vossi Group Oy.
 3D-tulostuksen kaasut. 3D-päivä, Vossi Group Oy. Mikko Vaittinen Tampere, 12.3.2019 Kaasut Kaasulaadut Esimerkki Case Jakeluverkostot Atmosfäärin hallinta 3D tulostuksen aloitus Uunin kaasu syöttö Jauheiden
3D-tulostuksen kaasut. 3D-päivä, Vossi Group Oy. Mikko Vaittinen Tampere, 12.3.2019 Kaasut Kaasulaadut Esimerkki Case Jakeluverkostot Atmosfäärin hallinta 3D tulostuksen aloitus Uunin kaasu syöttö Jauheiden
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>110 yritystä) Ensimmäinen Suomessa? (tietääkseni) Esim. 33kpl auditoituja CE-projekteja Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR)
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>110 yritystä) Ensimmäinen Suomessa? (tietääkseni) Esim. 33kpl auditoituja CE-projekteja Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR)
Jouko Seppäläinen Indewe QC Oy
 Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
ASENNUS JA KÄYTTÖOHJE HÖGFORS 31300CS SARJA
 HÖGFORS 06/06/2014 SISÄLLYSLUETTELO Yleistä... 2 Kuljetus ja varastointi... 3 Nostaminen... 4 Venttiilin paikka putkistossa... 5 Suositeltava asennustapa... 10 Hitsaus... 11 Huuhtelu... 12 Käyttöönotto...
HÖGFORS 06/06/2014 SISÄLLYSLUETTELO Yleistä... 2 Kuljetus ja varastointi... 3 Nostaminen... 4 Venttiilin paikka putkistossa... 5 Suositeltava asennustapa... 10 Hitsaus... 11 Huuhtelu... 12 Käyttöönotto...
Universal WPS for MIG/ MAG welding KATTAVA PAKETTI
 Universal WPS for MIG/ MAG welding KATTAVA PAKETTI 29.04.2019 Universal WPS for MIG/MAG welding SISÄLTÄÄ 84 MIG/MAG-HITSAUKSEEN TARKOITETTUA HITSAUSOHJETTA, JOITA VOI KÄYTTÄÄ KAIKKIEN MIG/MAG-LAITTEIDEN
Universal WPS for MIG/ MAG welding KATTAVA PAKETTI 29.04.2019 Universal WPS for MIG/MAG welding SISÄLTÄÄ 84 MIG/MAG-HITSAUKSEEN TARKOITETTUA HITSAUSOHJETTA, JOITA VOI KÄYTTÄÄ KAIKKIEN MIG/MAG-LAITTEIDEN
HTM. HT-teräspaalujen hitsausohjeet HT-TERÄSPAALUT. ver. 12/2015 HTM. Standardin SFS EN ja ohjeen RIL 254 PO-2011 mukaisesti
 HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
PUTKISTOLUOKKIEN DOKUMENTAATIO
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2014 Jori Holmberg PUTKISTOLUOKKIEN DOKUMENTAATIO (6 & PED I PED III) OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2014 Jori Holmberg PUTKISTOLUOKKIEN DOKUMENTAATIO (6 & PED I PED III) OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
Ydinlaitosten mekaaniset laitteet ja rakenteet. 1 Yleistä 3. 2 Luvanhaltijan velvoitteet 3. 3 Valmistajalle asetetut vaatimukset 4
 OHJE 4.10.1999 YVL 1.14 Ydinlaitosten mekaaniset laitteet ja rakenteet Valmistuksen valvonta 1 Yleistä 3 2 Luvanhaltijan velvoitteet 3 3 Valmistajalle asetetut vaatimukset 4 3.1 Yleistä 4 3.2 Rakenneaineet
OHJE 4.10.1999 YVL 1.14 Ydinlaitosten mekaaniset laitteet ja rakenteet Valmistuksen valvonta 1 Yleistä 3 2 Luvanhaltijan velvoitteet 3 3 Valmistajalle asetetut vaatimukset 4 3.1 Yleistä 4 3.2 Rakenneaineet
Kim Johansson Erityisasiantuntija, DI. Suomen Betoniyhdistys ry
 Kim Johansson Erityisasiantuntija, DI Suomen Betoniyhdistys ry Hitsausliitokset ja hitsaaminen työmaalla Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet Hitsausolosuhteet Laadunvalvonta
Kim Johansson Erityisasiantuntija, DI Suomen Betoniyhdistys ry Hitsausliitokset ja hitsaaminen työmaalla Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet Hitsausolosuhteet Laadunvalvonta
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
HITSAUS- STANDARDIT 2006
 HITSAUS- STANDARDIT 2006 Hitsausta koskevat standardit ovat laajin koko metalli- ja rakennusteollisuuteen vaikuttava perusstandardien osa-alue. Hitsausstandardit ovat horisontaalisia standardeja. Tämä
HITSAUS- STANDARDIT 2006 Hitsausta koskevat standardit ovat laajin koko metalli- ja rakennusteollisuuteen vaikuttava perusstandardien osa-alue. Hitsausstandardit ovat horisontaalisia standardeja. Tämä
B6 Yleiskatsaus hitsausprosesseihin
 B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
Welding quality management
 Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
K.P. Säiliöt Ay, valvojana Matti Koivunen
 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
KEMPPI K7 HITSAUSLAITTEET. FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA
 KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin.
 TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari
 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
Käytössä olevan kaukolämpöjohdon haaroitus porausmenetelmällä
 Käytössä olevan kaukolämpöjohdon haaroitus porausmenetelmällä Suositus L6/1998 Suomen Kaukolämpö ry 1998 ISSN 1238-9307 Viite: Sky-kansio 2/3 Käytössä olevan kaukolämpöjohdon haaroitus porausmenetelmällä
Käytössä olevan kaukolämpöjohdon haaroitus porausmenetelmällä Suositus L6/1998 Suomen Kaukolämpö ry 1998 ISSN 1238-9307 Viite: Sky-kansio 2/3 Käytössä olevan kaukolämpöjohdon haaroitus porausmenetelmällä