Kim Johansson Erityisasiantuntija, DI. Suomen Betoniyhdistys ry
|
|
|
- Johanna Majanlahti
- 6 vuotta sitten
- Katselukertoja:
Transkriptio



1 Kim Johansson Erityisasiantuntija, DI Suomen Betoniyhdistys ry
2 Hitsausliitokset ja hitsaaminen työmaalla Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet Hitsausolosuhteet Laadunvalvonta Suunnitelmissa esitettävät asiat
3 2 Esitys perustuu hitsausasiantuntija Tuomo Oravan aikaisempiin kurssiesityksiin ja RTT:n laatimaan julkaisuun Betonielementtirakentamisen työmaahitsausohje Esityksessä käsitellään sekä teräsrakenteiden hitsaamista että betoniterästen hitsaamista. Betoniterästen hitsaamisesta puhutaan silloin, kun joko molemmat liitettävät osat ovat betoniteräksiä tai toinen liitettävistä materiaaleista on betoniterästä. Betoniterästen hitsaamista koskevat omat ohjeet ja vaatimukset 2016 syksyllä myös sillanrakennusta suorittavan yrityksen hitsauskoordinoijalta vaadittiin ns. betoniterästen hitsauskoordinoijien kansainvälisesti tunnustettu pätevyys (EWF 544 koulutus ja siitä todistus).
4 2
5 Esim CE merkintä Teräsrakenteille EN mukaan edellyttää valmistajan laatujärjestelmän hyväksymistä Ilmoitetun laitoksen toimesta. Vaadittavat menettelyt määritellään EN standardissa, jota on noudatettava niin sertifioidussa valmistuksessa kuin myös työmaalla suoritettavissa töissä! Sitä kautta määräytyy todellisuudessa noudatettavat menettelyt ja niiden tasovaatimuksetkin. Siis vaikka CE merkintä ei koske työmaalla tehtävää valmistusta, niin esim. kantavien teräsrakenteiden valmistusta koskeva standardi EN KOSKEE sielläkin tehtäviä töitä. 4
6 Ongelmia hitsaukseen liittyen Puutteellinen tai olematon laadunvalvonta, tarkastukset puuttuvat Virheelliset materiaalivalinnat tai materiaalit Vastaanottotarkastukset tekemättä Mitta- ja sijaintivirheet Puutteelliset hitsaajien pätevyydet Huonot laitteet Valmistusohjeet puutteelliset tai puuttuvat kokonaan (WPS) Hitsattavien materiaalien tai lisäaineiden kosteus
7 Hitsaaminen rakennustyömailla Hitsaamisen vaatimukset ovat TÄYSIN SAMAT valmistavalla konepajalla ja asennustyömaalla. Asennustyömaalla jopa haastavammat ympäristöolosuhteiden vuoksi 1. Betoniterästen hitsaukset
8 Otteita työmaahitsausohjeista. 12
9 Pääsääntöisesti voisi sanoa että lähes kaikki normaali rakentaminen on EXC 2 luokkaa ja vaativat kohteet sitten korkeampia (EXC3 tai 4) Hitsattavilla rakenteilla PC2 olisi ainoa käytettävissä oleva tuotantoluokka, jos materiaali S>=355 (Teräksen myötöraja >= 355 N/mm2)
10 Otteita työmaahitsausohjeesta

11 Hitsaajan pätevyys Olennainen vaatimus kaikille jotka suorittavat hitsausta Pätevyyden oltava standardin SFS-EN 287-1/SFS-EN ISO mukainen Pätevyys on voimassa 2 (tai valittaessa myös 3) vuotta myöntämispäivästä ja pätevyystodistukseen oltava merkitä pätevyyden voimassaolon vahvistamismerkinnät 6kk:n välein Hitsaus on laatujärjestelmissä erikoisprosessi Yrityksen kelpuutettava kaikki sellaiset tuotantoon liittyvät prosessit, joiden tuloksia ei voida todentaa myöhemmällä seurannalla tai mittauksilla ja joiden puutteet siksi ilmenevät vasta kun tuote on käytössä. Lopputulosta ei voida jälkikäteen 100%:sti varmistaa edes DT (rikkovilla testauksilla). Vaatimuksia asetetaan ennakkoon työprosessiin, ohjeisiin, pätevyyksiin jarikkomattomiin tarkastuksiin ja valvotaan
12 - Laitteet Hitsauslaitteilta edellytetään huoltoja ja tarkistuksia määrävälein mm koneiden käyttöohjeissa (myös EN1090-2!), ja niitä ei saa ylittää jo mahdollisesti vajaa laatuepäilyissä tulevien vastuidenkaan takia Työmailta toiselle kiertävät koneet pitäisi tarkistaa aina siirtojen yhteydessä - Hitsausohje WPS Hitsausohjeella osoitetaan miten vaatimukset täyttävä lopputulos saavutetaan WPS:ssä esitetään hitsaustyötä varten mm hitsausmenetelmä, hitsauslisäaine, hitsausasennot, hitsausparametrit(= hitsausenergia) ja mahdollinen vaatimus korotettuun työlämpötilaan ja mahdolliset muut erityistoimet (mm hitsien jälkikäsittely) - Hitsausmenetelmän hyväksyntätodistus (WPQR) Hyväksyttyyn hitsausohjeeseen liittyy AINA menetelmänhyväksyminen Menetelmäkokeessa (joka on vaativin hyväksymistapa) hitsataan koekappaleet, testataan ne NDT+DT testeillä, jolloin tiedetään että näin toimien saavutetaan vaadittavat ominaisuudet hitseille (toistettavasti..)
13 (jatko) Hitsausolosuhteet -Kosteus, epäpuhtaudet Kosteus on erittäin vahingollista hitsin loppulaadulle, koska hitsiin voi syntyä huokosia ja vedyn aiheuttamaa halkeiluriskiä Kylmä tai kostea teräs on lämmitettävä kuivaksi. -Hitsauspuikkojen on oltava kuivia Kaikki levyjen liitospinnoilla oleva epäpuhtaus poistettava rälläköimällä, myös pohjamaali ja sinkitys ellei WPS:ssä ole sen esiintymistä huomioitu -Hitsausympäristö, sääsuojat Työympäristö oltava sellainen että aiottu hitsi voidaan toteuttaa aiotussa ja WPS:n sallimissa hitsausolosuhteissa ja -asennoissa Sääsuojat tarpeellisia varsinkin kosteuden kannalta Pakkanen ei sinällään estä hitsaamista. Vaatii kuitenkin esilämmittämisen Eurooppalainen teräsrakenteiden toteutusstandardi (EN ) sanoo että kun lämpötila on alle +5 C saatetaan tarvita sopivaa esikuumennusta (huom! WPQR:n hyväksytty min. työlämpötila voi vaatia sitä jo aiemminkin!)
14 Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet - Hitsauskoordinoija SFS-EN (ja EN ) edellyttää että valmistajalla on käytettävissään riittävä hitsauksen koordinointihenkilö. Koordinointihenkilöstö osaamistasot SFS-EN ISO mukaan (esimerkiksi IWE, IWT, IWS ; yritys nimeää päteväksi katsomansa henkilön) Kun yrityksessä on hitsauskoordinaattori, hänen vastullaan ovat mm. edellä luetellut asiat hitsaajapätevyyksistä, hitsausohjeista ja jäljempänä lueteltuja asioita hoituu hänen kauttaan ja kuuluu hänen vastuuseen (asennustyöjohto saa ohjeet toimintoihin yrityksen hitsauskoordinoijalta) Hitsauskoordinoija on ko. asioiden spesialisti jonka tulisi tietää ja ymmärtää vaatimukset ja miten ne täytetään -Tarkastus-/testausvaatimukset Määritellään yleensä suunnitelmissa (menettelyt ja vaatimukset esitetty valmistusmääräyksissä / SFS EN )
15 Tekstiä hitsausohjeesta
16 Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet Tarkastuksista (EN ) Tarkastuslaajuus Kaikki hitsit tulee tarkastaa silmämääräisesti koko pituudeltaan. Jos pintavirheitä havaitaan, tarkastetuille hitseille tulee suorittaa tunkeumaneste- tai magneettijauhetarkastus. Toteutusluokan EXC1 hitseille ei vaadita muuta kuin silmämääräinen tarkastus, ellei toisin esitetä. Toteutusluokkien EXC2, EXC3 ja EXC4 hitseille NDT-tarkastuksen laajuus määräytyy seuraavasti. NDT:n laajuus koskee sekä pinta- että sisäisten virheiden tarkastamista soveltuvin osin. Viiden ensimmäisen samaa uutta hitsausohjetta (WPS) käyttäen hitsatun hitsin tulee täyttää seuraavat vaatimukset: a) hitsiluokka B vaaditaan osoittamaan, että hitsausohje (WPS) toimii tuotanto-olosuhteissa b) tarkastuslaajuus on kaksinkertainen taulukon 24 arvoihin verrattuna (vähintään 5% ja enintään 100 %) c) vähimmäistarkastuspituus on 900 mm. Jos tarkastus antaa ei-vaatimustenmukaisia tuloksia, tulee selvittää mistä tämä johtuu ja tarkastaa uusi viiden liitoksen sarja. Tarkastuksessa noudatetaan standardin EN 12062:1997 liitteen C ohjeita. HUOM. Edellä kuvatun tarkastuksen tarkoitus on vahvistaa, että hitsausohjeella (WPS) voidaan tuottaa tuotantoolosuhteissa vaatimusten mukaista laatua.
17 Betoniterästen hitsaus työmaalla
18 SFS EN ja sen sovellusstandardi SFS 5975 (2019 tulossa on lausuntokierroksella) Hitsaustoimintaa suorittavalla yrityksellä tulee olla nimetty hitsauskoordinoija, joka vastaa hitsaustoiminnasta. Työmaalla voidaan tehdä sekä voima- että kiinnitysliitoksia tässä esitettyjen ehtojen mukaisesti. Voima- ja kiinnityshitsaukseen soveltuvat vain teräkset, jotka sisältyvät ko. hitsausta koskevan hitsausohjeen (WPS) pätevyysalueeseen. Väsytyskuormitetuissa rakenteissa sallitaan voima- ja kiinnityshitsausliitokset vain teräsluokilla, joille on hitsauksen menetelmäkokeissa tehty väsytyskokeet. Väsymiskuormitettujen rakenteiden raudoituksia ei saa hitsata, ellei sitä ole erikseen sallittu toteutuseritelmässä. Väsymiskuormitettuja rakenteita ovat mm. rautatiesillat, maantiesiltojen kansirakenteet, nosturiradat, koneperustukset ja tietyt merirakenteet.
19 Hitsauskohdat suojataan hitsaustyön ajaksi tuulelta ja kosteudelta. Jos työkohteen lämpötila alittaa -5 C tai ympäristö on poikkeuksellisen kostea, hitsattava teräs esikuumennetaan. Sopiva esikuumennuksen tavoitelämpötila on yleensä noin +100 C. Työmaalla hitsattavissa voimaliitoksissa sallitaan raudoitustankojen osalta vain niiden väliset limiliitokset ja tankojen liitokset muihin teräsosiin. Työmaalla hitsattaville voimaliitoksille edellytetään tehtäväksi SFS-EN ISO (kohta 11) mukaiset hitsausohjeen hyväksymismenettelyt (menetelmäkokeet), joilla varmistetaan mm. teräksen lujuusominaisuuksien säilyminen sekä SFS-EN ISO (kohta 12) mukaiset laadunvarmistukseen liittyvät työkokeet. Lisäksi edellytetään hitsausprosessikohtainen hyväksytty hitsausohje (WPS) ja hitsaajan pätevöinti standardin SFS-EN ISO mukaisesti. Hitsausohje laaditaan sitä koskevan standardin SFS-EN ISO mukaisesti. Hitsaaminen suoritetaan hitsauskoordinoijan hyväksymien hitsausohjeiden mukaan. Betoniterästankojen välisissä limiliitoksissa voidaan edellisestä poiketa SFS-EN ISO mukaisten työkokeiden osalta seuraavasti.
20 Kokeita ei edellytetä, mikäli kaikki seuraavat ehdot täyttyvät: Rakenneosan SFS-EN mukainen toteutusluokka on 1 tai 2K Käytettävälle hitsausliitokselle ja hitsaussuunnitelman mukaiselle hitsausmenetelmälle on tehty hyväksytysti menetelmäkoe. Menetelmän toimivuus on varmistettu työmaaolosuhteissa työkokeilla. Liitoksen ylimitoitus suhteessa standardin SFS-EN ISO vaatimuksiin on vähintään 50% toteutusluokassa 1 ja vähintään 100% toteutusluokassa 2. Ylimitoitus toteutetaan hitsaamalla liitoksiin ylimääräisiä hitsejä, ei hitsien kokoa kasvattamalla. Ylimitoituksen määrittelee rakenteen suunnittelija, joka laatii siitä hitsaussuunnitelman. Kevennetty työkoemenettely on hyväksytty toteutuseritelmässä. Toteutusluokassa 3 voimaliitosten tarkastus tehdään aina standardin SFS-EN ISO mukaan. Voimaliitoksia hitsaavalla hitsaajalla tulee olla SFS-EN ISO (voimaliitokset) mukainen pätevyys betoniterästen hitsaukseen.

21 Betoniterästen hitsaus työmaalla SFS EN
22 SFS-EN Voimaliitokset
23

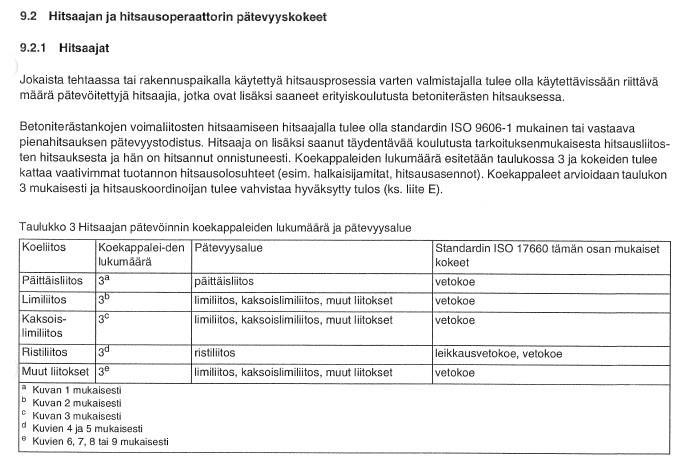
24 BETONITERÄSTEN VOIMALIITOKSIEN HITSAAJAN PÄTEVYYSKOKEET Huomioitaessa tuo halkaisija-alue, niin limiliitoksia joutuu pätevyyskokeena hitsaamaan 3 kpl kutakin -pienimmän halkaisijaiset -suurin halkaisijaiset -yhdistelmä pieni/suuri (jos hits. eri halkaisijaisia) Pätevyyskokeita varten tarvitaan tietenkin hitsausohjeet, joita hitsari noudattaa Kokeet voi valvoa hitsauskoordinoija, mutta kappaleille suoritettava vetokokeet (laboratoriossa, jossa voidaan määritellä VOIMA!)
25
26



27 ISO Kiinnitysliitokset Saksalaisissa määräyksissä määritelty hitsin minimipituus kiinnitysliitoksillekin!

28
29 Hitsaaminen rakennustyömailla 2. Teräsrakenteista ja niitä koskevista määräyksistä (näissä rakenteissa materiaalit eivät ole betoniteräksiä! Ei sallita myöskään sekaliitoksia [muu teräs-betoniteräs]!) Hitsaajien pätevöinti SFS-EN 287-1:2011 (tai SFS-EN ISO ) Hitsausohjeet SFS-EN ISO Hitsausohjeiden hyväksyntä SFS-EN ISO mukaan Huom! SFS EN asetti alkaen tarkat vaatimukset kantavien teräsrakenteiden hitsaamiseen
30
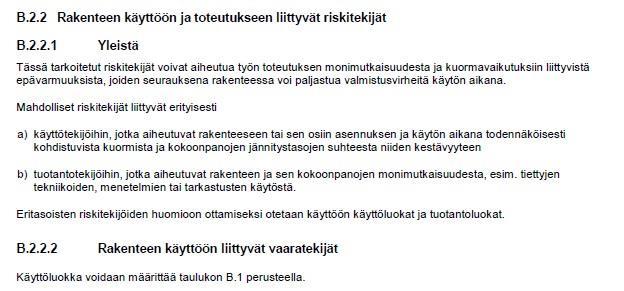
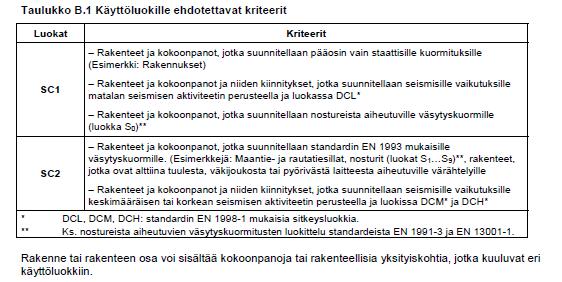
31 58 Esimerkiksi venesuuli ei täytä tilapäisen oleskelun vaatimusta! Tämä seuraamusluokkamäärittely mukana myös Eurocoodin kansallisissa poikkeuksissa
32

33 Kiinnityslevyt S355
34 Hitsattavilla rakenteilla PC2 olisi ainoa käytettävissä oleva tuotantoluokka, jos materiaali S>=355
35 EN ISO ei aseta vaatimuksia hitsausohjeelle ja sen hyväksynnälle! Vaatimukset siihen tulevat EN :sta
36 63 Suorakaideputket vähintään S355 luokkaa, uusimmat jopa S420 luokkaa. Eli EXC 2:ssä ei testatut hitsausaineet sovellu hyväksyntätavaks i!


37 Esim. Betoniteollisuus on laatinut standardihitsausohjeita Ongelmaksi tulee tietenkin millä ehdoilla yritykset ovat oikeutettuja niiden käyttämiseen? Lähinnä ajattelen Laatujärjestelmävaatimuksia (esim hitsauskoordinoijasta..) ja käyttöoikeuden antamisesta

38 SFS-EN ISO SFS-EN ISO
 ei edellytä")

39 Huom! EN ISO (EXC 1!) ei edellytä hitsauskoordi nointia B esim. IWS S esim. IWT C esim. IWE
40 7.5.3 Suojaaminen säältä Sekä hitsaaja että työ tulee suojata asiamukaisesti tuulen, sateen ja lumen vaikutuksilta. HUOM. Suojakaasua käyttävät hitsausprosessit ovat erityisen herkkiä tuulen vaikutuksille. Hitsattavat pinnat tulee pitää kuivina ja kondensoituminen tulee estää. Jos hitsattavan teräksen lämpötila on alle 5 C, saatetaan tarvita sopivaa kuumennusta. Teräslajeille, joiden lujuusluokka on yli S355, tulee käyttää sopivaa kuumennusta, jos teräksen lämpötila on alle 5 C. Vaatimus esilämmityksestä voi tulla vastaan menetelmähyväksynnän perusteella jo aikaisemminkin! (Esim. 15 C?) 67

41
42

43
44 Kiinnitys- ja sidehitseille riittää pienempi a-mitta. Symmetriselle pienalle a < 0.5 mm levyn paksuus (t) ja yksipuoliselle pienalla a < t. Varusteluhitseillä a [mm]. Varusteluhitseille on yleensä lämmöntuonti kriittinen hitsauksen onnistumisen edellytys. Jos lämpöä tuodaan liian vähän, seuraa kylmähalkeiluvaaraa etenkin nuorrutusteräksille. Liika lämpö taas aiheuttaa etenkin lujissa teräksissä kuumahalkeilua, rakeenkasvua ja näin ollen lujuuden menetystä Hitsin a-mitan korkeus määräytyy ensisijaisesti staattisen lujuuden ja lämmöntuonnin perusteella. Juurenpuolen särönkasvuvaara voi lisäksi olla a-mitan määräävä tekijä, kun liitos joutuu väsytyskuormitukselle alttiiksi. A-mitan ylimitoittaminen aiheuttaa ylimääräisiä kustannuksia ja mahdollisesti liiallisia muodonmuutoksia. Alimitoittaminen sen sijaan voi olla kohtalokasta rakenteen kestävyyden ja lujuuden kannalta. Voimaliitoksen a-mitoille on lujuuslaskennallisesti määritetty tasaluja mitoitus. Päittäishitsin a-mitan tulisi olla yhtä suuri kuin levyn min. paksuus (a = t min ), symmetrisen pienahitsin a- mitan tulisi olla 0.7 levyn paksuus. Yksipuolisen pienan a-mitan tulisi olla 1.4 levyn paksuus. Pituussuhteiden rajoitukset tulisi lisäksi olla 8 a a.
45 Miniminä tarkastettava kaikki hitsit silmämääräisesti! Varmistettava että niiden mitat (suuruus ja muotovirheet) täyttävät vähintään hitsiluokan C vaatimukset, ellei muuta (esim. En standardin EXC luokan kautta määräydy jotain korkeampaa laatuvaatimusta! (esim! Pienoissa a mitta ja kateettipoikkeama ovat vaatimusten sisällä) Varmistettava että hitsissä ei ole muita hitsausvirheitä jotka eivät täytä vaatimuksia! [halkeamat, kylmäjuoksut (liitosvirheet), aloitus- ja lopetusvirheet, raapaisujäljet, roiskeet]
46 Tarkastuksia pitää suorittaa MYÖS jonkun muun kuin hitsaustyön suorittanut hitsaaja! (Mutta tarkastuksia tekevän tulee tietää vaatimukset ja pystyttävä arvioimaan hitsejä!) Esimerkiksi yrityksen hitsauskoordinoija tai hänen valtuuttama ( kouluttama ) henkilö
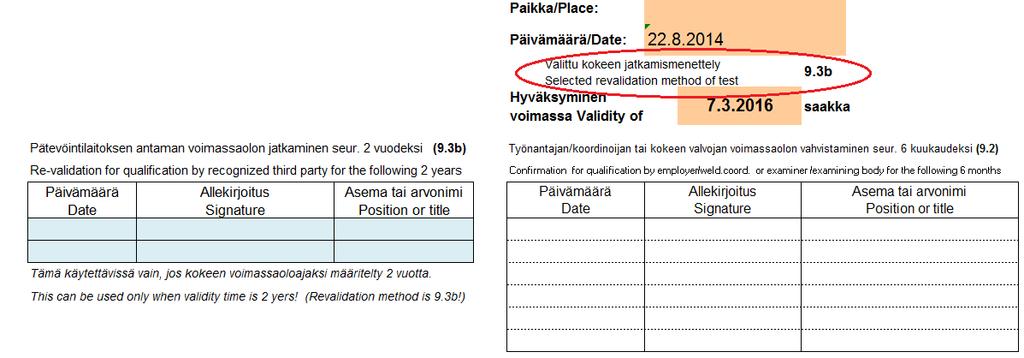
47 Pätevyyden oltava standardin SFS-EN mukainen (uutena tullut SFS-EN ISO standardi jossa kokeiden voimassaoloaika VOI olla jopa 3 vuotta) (huom! Betoniterästen hitsaukselle omat pätevöinnit SFS-EN ISO :ssä!) Pätevyydet ovat voimassa yleensä 2 vuotta hitsauspäivästä Huom! Todistuksessa oltava merkintä pätevyyden voimassaolon vahvistamisesta 6kk:n välein. (hitsaus päivämäärästä lähtien) Merkintä allekirjoituksin osoittaa että hitsaaja tehnyt ko aikana pätevyystodistuksensa mukaisia töitä Sanonta hitsarilla on Luokat / Luokkahitsari on unohdettava. Pätevyyskoe antaa hitsarille pätevyyden tehdä erilaisia hitsejä, ei yleispätevyyttä (= Luokkahitsari )
48 75
49 Kaikki hitsaajien pätevyyskoestandardit Pätevyyskokeiden voimassaoloajasta riippumatta on AINA tarkistettava että kokeen voimassaolo on vahvistettu (alle < 6 kk ). Todistuksen julkaisu päivämäärä ei ole olennainen, vaan kokeen hitsaamis pvm! Tarvitaan voimassaolon vahvistamiset
50
51
52 79
53 Pienaliitoksia koskevia Kaasuhitsausta koskevia
54
55
56
57
58 85
59 86
60
61
62
63
64
65 92
66 Selkokielinen kuva koeasennoista PH PJ PJ PH
 Kuva A.10 Laklasento (PE) ki!ltevuusto leranssi Kuva A.11.Laklasento (PE) klertymtttoleranssl 75 I Kuva A.")
67 HITSIT. HITSAUSASENNOT Welding and allied processes. Welding positions STANDARD! Vahvistettu i SFS-EN ISO palnos 1 (1 -t 42) 7 PC I "'-, I / '\,. ' / 210 ' w.. 6,/ -, I i ' I 180' w 0. 5 "o' Hitsausasennot tuotann Kuva A.9 Perusasenlo (PE) Kuva A.10 Laklasento (PE) ki!ltevuusto leranssi Kuva A.11.Laklasento (PE) klertymtttoleranssl 75 I Kuva A.12 Perusasento (PF, PG) KuvaA.15 Pysyasento (PF, PG) kaltevuustoleranssl ja klertymatoleranssi K u v A.13 Pystyasento (PF, PG) kaltevuustoleranssl Kuva A.14 Pys!yasento (PF, PG) kaltevuustoleranssi



68 SFS-EN asentojen pätevyysalueet
69
70
71
72
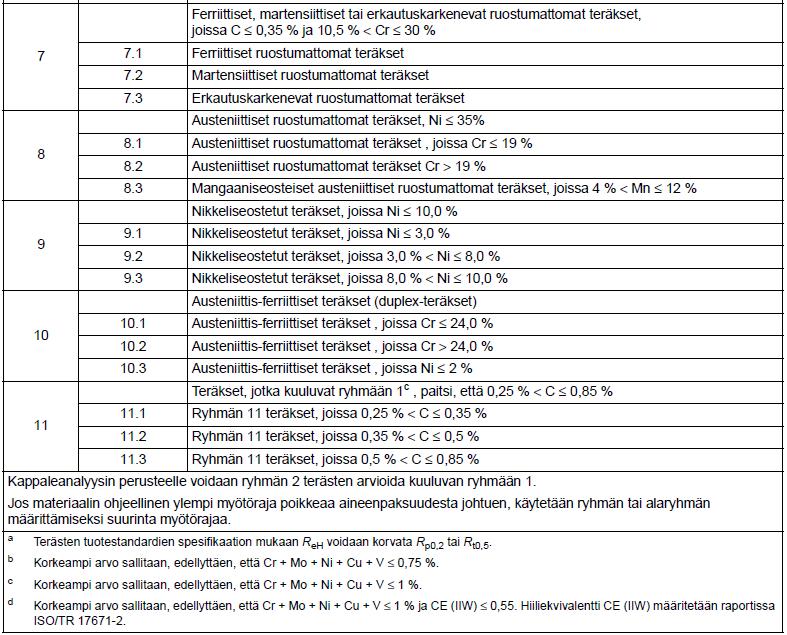
73 Entiseen verrattuna mukaan tulee kaikissa materiaaliryhmissä alaryhmä! Myös kokeen materiaalin merkintä kuuluu todistukseen! 1 Ei riitä ryhmäksi 13CrMo4-5 kokeessa 5 vaan täytyy kirjoittaa 5.1
74

75
76 PH putki pitäisi olla mukana!

77

78
79
80 jauhetäytelanka
81

82
83

84
85
86

87
88
89

90
91 Ei kelpaa PED kokeissa!
92
 SFS-EN")

93 Ajatus tarpeesta rakennustyömaalla) SFS-EN mukaan : Huom! Ei kata betoniterästen hitsauksia!
")


94 Ajatus tarpeesta rakennustyömaalla) ISO : S355 Huom! Ei kata betoniterästen hitsauksia! AISI
95 Koska hitsaajan pätevyyskokeessa tulee olla pätevyysalueessa BW (päittäisliitos) ja koska FW (pienaliitos) 123
96 Rakennustyömaat: Hitsaajien pätevöinti Hitsaajalla oltava kyseiseen kohteeseen soveltuva pätevyys (prosessi, materiaali, dimensiot) Hitsausohjeiden käyttö Nykyisen käytännön mukaan edellytetään WPS:ää (hyväksyttyä) (se kertoo miten hitsaus suoritetaan). Hyväksyjänä joko IWE tai Level 2 NDT tarkastaja Materiaalien tunnistettavuus Tiedettävä mitä materiaalia käytetään (ainestodistustasona minimissään 2.1 laatuvakuutus) Hitsaukselta vaadittava taso määriteltävä Kaikille hitseille vähintään C ( EXC 2 kautta) luokka. Vaativimmille EXC luokille korkeampi vaatimus
97 Hitsaajien pätevöinti Suorakaideputkien hitsaajien pätevöinnit väärä materiaali (SFS-EN 287-1) (esim Ruukki S425MH, tai S355J2H!!) 1.2 ei riitä vaan pitää olla 1.3 tai 2 ryhmä pätevöinnit tehdään usein levykokeilla ( EN 287-1: ei pätevöitä pyörittäenkään <150 putkille!!) ( Iso : ei pätevöitäpyörittäenkään <75 putkille!!) Hitsausohjeiden käyttö tuotannossa ei ole hyväksyttyjä WPS:iä (ja jos on, niin niiden hyväksynnät eivät täytä vaatimuksia)

98 SFS-EN ISO 2553
99
100

101 V a i n t i e d o k s e n n e Uusi merkintästandar di tuonut muutoksia merkintään silloin, kun ei katkoviivaa siinä mukana! En käy tätä laajemmin! Olennainen ero on katkoviivan poisjääminen ja näkyvän puolen hitsin merkitseminen viivan alapuolelle
102
103 131
104
105 UUSIA merkintöjä, jotka selventävät vaatimuksia
106
107
108
109
110
111
112
113 Pienahitsin paksuuden mittoja
114



115 Sekaliitos 8.1/1.1?1.2 ryhmät Rst Liitoksissa on eri lisäaineet! 8.1/8.1 liitos 5 5 Mahdoton hitsata hyväksyttävästi Kuvassa määriteltynä saumana

116 Minkälainen hitsi vaaditaan? Minkälainen hitsi vaaditaan? Minkälainen pätevyys Levy/Putki hitsarilta vaaditaan?

117 Minkälainen hitsi vaaditaan? Minkälainen pätevyys hitsarilla tulisi olla? Olisikohan?
118 Aust. betoniteräs
119 Minkälainen hitsaajan pätevyys vaadittaisiin? Piena? Päittäisliitos? Ainevahvuus?
hitsausnopeus on oikea, mutta virta liian pieni. Hitsin aaltomuoto on epätasainen, hitsissä on reunahaavaa ja tunkeuma on huono. c) Hitsausvirta on hyvä, mutta hitsausnopeus on liian suuri.")
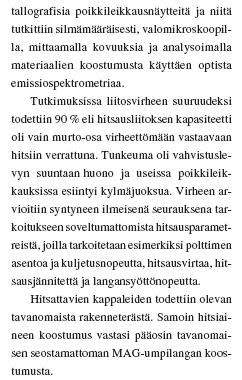
120 Hitsausparametrien vaikutus hitsin ulkomuotoon: a)hitsausvirta on sopiva ja hitsausnopeus liian hidas. Kupu on korkea, mutta tunkeuma huono. b)hitsausnopeus on oikea, mutta virta liian pieni. Hitsin aaltomuoto on epätasainen, hitsissä on reunahaavaa ja tunkeuma on huono. c) Hitsausvirta on hyvä, mutta hitsausnopeus on liian suuri. Aaltomuoto ylimmän palon pinnassa on epätasainen, hitsissä on reunahaavaa ja tunkeuma on huono. d)hitsausnopeus on sopiva, mutta virta on liian korkea.aaltomuodot ovat pitkänomaisia, hitsialueella on roiskeita ja tunkeuma on liiallinen. e)virta on sopiva, mutta valokaari on liian pitkä. Hitsissä on epätasainen tunkeuma, huokoisuutta ja sitoutuneita epämetalleja. f) Hitsausparametrit ovat oikeat. Tunkeuma on hyvä ja hitsi on profiililtaan tasainen.
121

122
123



124
 1700 m2, Halli oli teräsrakenteinen ja se oli noin yhdeksän")
125 Tuoreempi romahtaminen ( Laukaalla Maneesi) 1700 m2, Halli oli teräsrakenteinen ja se oli noin yhdeksän metriä korkea. Halli oli rakennettu ilmeisesti vuonna

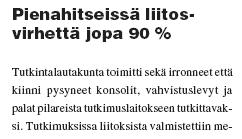
126 Tarkastusvaatimuksia ei ole Laukaan turmahallin rakenteiden tarkastamisesta tai tarkastamatta jättämisestä on käyty kädenvääntöä heti turman jälkeen. Tutkinnanjohtaja Valonen sanoo, että rakennuksen lopputarkastuksen jälkeen ei ole mitään vaatimuksia jatkotarkastuksista. Ainoa vaatimus on, että omistaja pitää rakennukset kunnossa. Kiinteistönomistajat haluavatkin pitää rakennuksensa hyvässä kunnossa, mutta mitään velvoitteita ei ole. Monesti lähdetään siitä, että rakennukset kestävät sen kuorman, mitä pitää kestääkin. Systemaattista menettelyä rakenteiden turvallisuuden tarkastamiseksi ei ole. Onkohan valmistuksen aikanakaan tarkistettu WPS:n oikeellisuutta? Hitsien tarkastukset? B7 mukaan 1996?? Etunimi Sukunimi 32 Onnettomuudesta tehdään aika laaja tutkimus. Tavoitteena on käydä läpi muun muassa suunnittelu, rakennusvaihe ja viranomaistoiminta tämän hallin osalta. Ensimmäiseksi halli ja tapahtumapaikka pitää kokonaisuudessaan dokumentoida ja valokuvata. Sitten pitää tehdä tapahtumapaikkapiirros. - Sen jälkeen voidaan kiinnittää huomiota niihin rakenneosiin, jotka kaipaavat tarkempaa tutkintaa. Ja tietysti silminnäkijöiden kuulemiset ovat alkuvaiheessa tärkeitä, Valonen kertoo. Halli oli teräsrakenteinen ja se oli noin yhdeksän metriä korkea. Halli oli rakennettu ilmeisesti vuonna Teräsrakenteiden tarkastaminen ( katsastaminen käytön aikana?) Varsinainen tarkastaminen on mahdollista vain valmistuksen yhteydessä! (Ja silloinkin pienoille a mitan valvonta!). WPS hyväksynnässä (menetelmäkoe) hieet kertovat hitsin virheettömyyden



127 Etunimi Sukunimi 33

128 Etunimi Sukunimi 3 4
Hitsausmessut TAMPEREEN MESSUKESKUS
 Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan. DI Juha Toivonen, DEKRA
 Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
EN 1090-1 Kantavat teräsrakenteet. Hitsauskoordinoijan ohjekirja. Innover. Innovator Network Oy innover@ innover.fi
 EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
KOPAR GROUP EN 1090:n ja ISO :n soveltaminen ja käytännön kokemuksia. Samuli Saarela, Q&D Manager, IWE, IWI-C
 KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
EWF Betoniterästen hitsauskoordinoijakoulutus Raahe
 EWF 544-01 Betoniterästen hitsauskoordinoijakoulutus 2016 11. 13.10.2016 Raahe Tuomo Orava 11.10 Johdanto kurssille Hitsausprosessit ja laitteet betoniterästen hitsauksessa Materiaalit ja niiden käyttäytyminen
EWF 544-01 Betoniterästen hitsauskoordinoijakoulutus 2016 11. 13.10.2016 Raahe Tuomo Orava 11.10 Johdanto kurssille Hitsausprosessit ja laitteet betoniterästen hitsauksessa Materiaalit ja niiden käyttäytyminen
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>110 yritystä) Ensimmäinen Suomessa? (tietääkseni) Esim. 33kpl auditoituja CE-projekteja Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR)
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>110 yritystä) Ensimmäinen Suomessa? (tietääkseni) Esim. 33kpl auditoituja CE-projekteja Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR)
SFS päivitys Ari Mantila Rakennustuoteteollisuus RTT ry
 SFS 5975 - päivitys 11.12.2018 Ari Mantila Rakennustuoteteollisuus RTT ry BETONISTANDARDIT RakMK Rakenteiden lujuus ja vakaus Betonirakenteet (ohje) Rakennusteollisuus RT 11.12.2018 2 SFS 5975 Betonirakenteiden
SFS 5975 - päivitys 11.12.2018 Ari Mantila Rakennustuoteteollisuus RTT ry BETONISTANDARDIT RakMK Rakenteiden lujuus ja vakaus Betonirakenteet (ohje) Rakennusteollisuus RT 11.12.2018 2 SFS 5975 Betonirakenteiden
HTM. HT-teräspaalujen hitsausohjeet HT-TERÄSPAALUT. ver. 12/2015 HTM. Standardin SFS EN ja ohjeen RIL 254 PO-2011 mukaisesti
 HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Jouko Seppäläinen Indewe QC Oy
 Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE. Betoniteollisuus ry
 Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari
 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Varmista, että saat jatkossakin tietoa koulutuksista: tilaa koulutusuutisia!
 Osoitelähde: Markkinointirekisteri, AEL, 09 53071 Osoitteenmuutokset: ael.fi/osoite Varmista, että saat jatkossakin tietoa koulutuksista: tilaa koulutusuutisia! EU:n uusi tietosuoja-asetus on tulossa keväällä
Osoitelähde: Markkinointirekisteri, AEL, 09 53071 Osoitteenmuutokset: ael.fi/osoite Varmista, että saat jatkossakin tietoa koulutuksista: tilaa koulutusuutisia! EU:n uusi tietosuoja-asetus on tulossa keväällä
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Ohje 1 (6)
") Ohje 1 (6) 15.10.2018 PAINELAITTEIDEN KORJAUS- JA MUUTOSTYÖT Sisällysluettelo 1 YLEISTÄ... 2 2 SOVELLETTAVAT SÄÄDÖKSET... 2 3 TARKASTUSLAITOKSET... 2 4 KORJAUS- JA MUUTOSTYÖN SUUNNITTELU JA HANKINTA...
Ohje 1 (6) 15.10.2018 PAINELAITTEIDEN KORJAUS- JA MUUTOSTYÖT Sisällysluettelo 1 YLEISTÄ... 2 2 SOVELLETTAVAT SÄÄDÖKSET... 2 3 TARKASTUSLAITOKSET... 2 4 KORJAUS- JA MUUTOSTYÖN SUUNNITTELU JA HANKINTA...
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO A1+A2:2012
 HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
R-Group Finland Oy. RT-vakioteräsosat Käyttöohje. Eurokoodien mukainen mitoitus
 R-Group Finland Oy RT-vakioteräsosat Käyttöohje Eurokoodien mukainen mitoitus 18.5.2017 2 / 17 Tämä ohje on laadittu yhteistyössä alla mainittujen yritysten sekä Betoniteollisuus ry:n kanssa. Mainitut
R-Group Finland Oy RT-vakioteräsosat Käyttöohje Eurokoodien mukainen mitoitus 18.5.2017 2 / 17 Tämä ohje on laadittu yhteistyössä alla mainittujen yritysten sekä Betoniteollisuus ry:n kanssa. Mainitut
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Rakentamismääräyskokoelman B-sarja sisältö. Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Tauno Hietanen Rakennusteollisuus RT
 Rakentamismääräyskokoelman B-sarja sisältö Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Rakennusteollisuus RT RakMK luotiin 1970 luvun jälkipuoliskolla Rakennusteollisuus RT ry 2 Rakennusteollisuus
Rakentamismääräyskokoelman B-sarja sisältö Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Rakennusteollisuus RT RakMK luotiin 1970 luvun jälkipuoliskolla Rakennusteollisuus RT ry 2 Rakennusteollisuus
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Säde-, hybridi- ja kitkahitsauksen laatukysymykset
 Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Tarkastuksen ja testauksen tavoite
 HITSAUSMENETELMÄKOKEEN RIKKOVA TESTAUS Käytännön kokemuksia testauksesta ja vinkkejä hitsausmenetelmäkokeen toteutukseen SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / HT 17 päivät, Seminaari 6.4.2017
HITSAUSMENETELMÄKOKEEN RIKKOVA TESTAUS Käytännön kokemuksia testauksesta ja vinkkejä hitsausmenetelmäkokeen toteutukseen SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / HT 17 päivät, Seminaari 6.4.2017
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA
 Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat
 Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat") Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
Tuotantotekniikan erikoisammattitutkinnon perusteet
 Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon suorittaneella hitsauskoordinoijalla on työssä tarvittava
Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon suorittaneella hitsauskoordinoijalla on työssä tarvittava
Teräsrakenteiden toteutuksen standardien muutokset. Janne Tähtikunnas
 Teräsrakenteiden toteutuksen standardien muutokset Janne Tähtikunnas Standardit EN 1090 Teräs- ja alumiinirakenteiden toteutus EN 1090-1 Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden
Teräsrakenteiden toteutuksen standardien muutokset Janne Tähtikunnas Standardit EN 1090 Teräs- ja alumiinirakenteiden toteutus EN 1090-1 Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
ILMAILUMÄÄRÄYS AIR M1-8
 ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
Uudet betoninormit ja eurooppalaiset betonielementtirakentamista koskevat tuotestandardit
 Uudet betoninormit ja eurooppalaiset betonielementtirakentamista koskevat tuotestandardit - Mitä betoninormeihin (rakentamiskokoelmaan) jää jäljelle - Mitä suunnittelijan tulee tietää tuotestandardeista
Uudet betoninormit ja eurooppalaiset betonielementtirakentamista koskevat tuotestandardit - Mitä betoninormeihin (rakentamiskokoelmaan) jää jäljelle - Mitä suunnittelijan tulee tietää tuotestandardeista
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
EN 1090-1 Kantavat teräsrakenteet. Opas FPC järjestelmän kustomointiin ja käyttöönottoon. Innover. Innovator Network Oy innover@innover.
 EN 1090-1 Kantavat teräsrakenteet Opas FPC järjestelmän kustomointiin ja käyttöönottoon Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC
EN 1090-1 Kantavat teräsrakenteet Opas FPC järjestelmän kustomointiin ja käyttöönottoon Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC
SELVITYS OLKILUOTO 3 HITSAUSTOIMINNAN VALVONNASTA
 SÄTEILYTURVAKESKUS SELVITYS 1 (5) 10/095/08 19.8.2008 SELVITYS OLKILUOTO 3 HITSAUSTOIMINNAN VALVONNASTA Yhteenveto Työ- ja elinkeinoministeriö (TEM) on pyytänyt kirjeellä 2743/091/2008 13.8.2008 Säteilyturvakeskukselta
SÄTEILYTURVAKESKUS SELVITYS 1 (5) 10/095/08 19.8.2008 SELVITYS OLKILUOTO 3 HITSAUSTOIMINNAN VALVONNASTA Yhteenveto Työ- ja elinkeinoministeriö (TEM) on pyytänyt kirjeellä 2743/091/2008 13.8.2008 Säteilyturvakeskukselta
KOPAR GROUP EN 1090; kokemuksia hankinnoista ulkomailta. Samuli Saarela Service Manager, IWE, IWI-C
 KOPAR GROUP EN 1090; kokemuksia hankinnoista ulkomailta Samuli Saarela Service Manager, IWE, IWI-C 15.3.2016 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä yksikköä: Kopar
KOPAR GROUP EN 1090; kokemuksia hankinnoista ulkomailta Samuli Saarela Service Manager, IWE, IWI-C 15.3.2016 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä yksikköä: Kopar
SFS-EN 1090 JA CE-MERKKI. Heikki Salkinoja LEKA-hanke
 SFS-EN 1090 JA CE-MERKKI Heikki Salkinoja LEKA-hanke Standardin osat SFS-EN 1090-1+A1: Teräs- ja alumiinirakenteiden toteutus Osa 1: Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden arviointiin
SFS-EN 1090 JA CE-MERKKI Heikki Salkinoja LEKA-hanke Standardin osat SFS-EN 1090-1+A1: Teräs- ja alumiinirakenteiden toteutus Osa 1: Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden arviointiin
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI
 Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
ALKULAUSE. SFS-EN 206-1:n pohjalta tehdyt muutokset olivat niin suuria, että normeille annettiin
 ALKULAUSE Suomen Betoniyhdistys ry:n on julkaissut betoninormeja tekniset ohjeet sarjassaan vuodesta 1977, jolloin ilmestyi by 10 Betoninormit. Vuonna 1980 betoninormit saivat sarjanumerokseen by 15, kun
ALKULAUSE Suomen Betoniyhdistys ry:n on julkaissut betoninormeja tekniset ohjeet sarjassaan vuodesta 1977, jolloin ilmestyi by 10 Betoninormit. Vuonna 1980 betoninormit saivat sarjanumerokseen by 15, kun
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Rei itys kuumasinkittäviin kappaleisiin
 Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Yksinkertaista. Me autamme. TM
 Yksinkertaista. Me autamme. TM EN 1090 ja CE-merkintä Neuvoja teräskokoonpanojen CE-merkintään ja FPC-manuaalin laadintaan Ver. 8 30.6.2015 Ceriffi Oy MKE Aineiston sisältö Mitä tuotteita teräskokoonpanojen
Yksinkertaista. Me autamme. TM EN 1090 ja CE-merkintä Neuvoja teräskokoonpanojen CE-merkintään ja FPC-manuaalin laadintaan Ver. 8 30.6.2015 Ceriffi Oy MKE Aineiston sisältö Mitä tuotteita teräskokoonpanojen
Ydinlaitosten mekaaniset laitteet ja rakenteet. 1 Yleistä 3. 2 Luvanhaltijan velvoitteet 3. 3 Valmistajalle asetetut vaatimukset 4
 OHJE 4.10.1999 YVL 1.14 Ydinlaitosten mekaaniset laitteet ja rakenteet Valmistuksen valvonta 1 Yleistä 3 2 Luvanhaltijan velvoitteet 3 3 Valmistajalle asetetut vaatimukset 4 3.1 Yleistä 4 3.2 Rakenneaineet
OHJE 4.10.1999 YVL 1.14 Ydinlaitosten mekaaniset laitteet ja rakenteet Valmistuksen valvonta 1 Yleistä 3 2 Luvanhaltijan velvoitteet 3 3 Valmistajalle asetetut vaatimukset 4 3.1 Yleistä 4 3.2 Rakenneaineet
Toteutusstandardi EN 13670:2009 Betonirakenteiden toteuttaminen ja kansallinen soveltamisstandardi SFS 5975
 Toteutusstandardi EN 13670:2009 Betonirakenteiden toteuttaminen ja kansallinen soveltamisstandardi SFS 5975 WORKSHOP BETONIRAKENTAMISEN UUDET MÄÄRÄYKSET JA STANDARDIT Erityisasiantuntija, diplomi-insinööri
Toteutusstandardi EN 13670:2009 Betonirakenteiden toteuttaminen ja kansallinen soveltamisstandardi SFS 5975 WORKSHOP BETONIRAKENTAMISEN UUDET MÄÄRÄYKSET JA STANDARDIT Erityisasiantuntija, diplomi-insinööri
Naulalevyrakenteiden CE - merkintä
 Naulalevyrakenteiden CE - merkintä Mikael Fonselius CPD 89/106/EC, Dec-1988 EN 14250, Jan-2010 (2005) PosPap from SG18, May 2009 AC-Ristikot-Over-Feb-11.doc 26 January, 2011 1 (14) Naulalevyristikoiden
Naulalevyrakenteiden CE - merkintä Mikael Fonselius CPD 89/106/EC, Dec-1988 EN 14250, Jan-2010 (2005) PosPap from SG18, May 2009 AC-Ristikot-Over-Feb-11.doc 26 January, 2011 1 (14) Naulalevyristikoiden
EU:N RAKENNUSTUOTEASETUS
 EU:N RAKENNUSTUOTEASETUS - Hyväksyttiin keväällä 2011 - Tavoite rakennustuotteiden kilpailuesteiden poistaminen - Mahdollistaa tuotteiden Ce merkinnän - Erilainen kuin monet muut Ce merkintään tähtäävät
EU:N RAKENNUSTUOTEASETUS - Hyväksyttiin keväällä 2011 - Tavoite rakennustuotteiden kilpailuesteiden poistaminen - Mahdollistaa tuotteiden Ce merkinnän - Erilainen kuin monet muut Ce merkintään tähtäävät
Hakuohje Hitsauskoordinoijat
 1 (6) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN SERTIFIOINTIA HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien sertifioinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen sertifiointielimen
1 (6) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN SERTIFIOINTIA HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien sertifioinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen sertifiointielimen
Talonrakennustyömaan hitsauksien valvonnan kehitys
 Mikko Paju Talonrakennustyömaan hitsauksien valvonnan kehitys Metropolia Ammattikorkeakoulu Rakennusmestari (AMK) Rakennusalan työnjohto Mestarityö 16.10.2014 Tiivistelmä Tekijä Otsikko Sivumäärä Aika
Mikko Paju Talonrakennustyömaan hitsauksien valvonnan kehitys Metropolia Ammattikorkeakoulu Rakennusmestari (AMK) Rakennusalan työnjohto Mestarityö 16.10.2014 Tiivistelmä Tekijä Otsikko Sivumäärä Aika
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat. Standardoinnin koordinointi & työryhmät
 Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin.
 TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
Lausuntopyyntö tuotantotekniikan ammattitutkinnon ja erikoisammattitutkinnon perusteista
 LAUSUNTOPYYNTÖ 1 (3) 8.5.2018 OPH-930-2018 Lausuntopyyntö tuotantotekniikan ammattitutkinnon ja erikoisammattitutkinnon perusteista Opetushallitus pyytää lausuntoanne tuotantotekniikan ammattitutkinnon
LAUSUNTOPYYNTÖ 1 (3) 8.5.2018 OPH-930-2018 Lausuntopyyntö tuotantotekniikan ammattitutkinnon ja erikoisammattitutkinnon perusteista Opetushallitus pyytää lausuntoanne tuotantotekniikan ammattitutkinnon
2/19 Ympäristöministeriön asetus
 2/19 Ympäristöministeriön asetus rakennusten vesilaitteistoihin tarkoitettujen kupariputkien tyyppihyväksynnästä Ympäristöministeriön päätöksen mukaisesti säädetään eräiden rakennustuotteiden tuotehyväksynnästä
2/19 Ympäristöministeriön asetus rakennusten vesilaitteistoihin tarkoitettujen kupariputkien tyyppihyväksynnästä Ympäristöministeriön päätöksen mukaisesti säädetään eräiden rakennustuotteiden tuotehyväksynnästä
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
EU-vaatimustenmukaisuusvakuutus, CE-merkintä ja siirtymäaika
 EU-vaatimustenmukaisuusvakuutus, CE-merkintä ja siirtymäaika Pirje Lankinen 1 EU-vaatimustenmukaisuusvakuutus (Art. 15) vakuutuksessa on ilmoitettava, että liitteessä II olevien sovellettavien olennaisten
EU-vaatimustenmukaisuusvakuutus, CE-merkintä ja siirtymäaika Pirje Lankinen 1 EU-vaatimustenmukaisuusvakuutus (Art. 15) vakuutuksessa on ilmoitettava, että liitteessä II olevien sovellettavien olennaisten
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Hitsaajamestarin erikoisammattitutkinto
 Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinnon suorittanut hallitsee hitsaustyöt eri tasoilla eri prosesseja ja perusaineita käyttäen.
Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinnon suorittanut hallitsee hitsaustyöt eri tasoilla eri prosesseja ja perusaineita käyttäen.
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
Hakuohje teräs- ja alumiinirakenteiden hitsauskoordinoijan rekisteröintiä hakeville
 2017-09-06 Sivu 1 / 5 teräs- ja alumiinirakenteiden n rekisteröintiä hakeville 1 Yleistä hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen elimen suorittama rekisteröintivaatimusten
2017-09-06 Sivu 1 / 5 teräs- ja alumiinirakenteiden n rekisteröintiä hakeville 1 Yleistä hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen elimen suorittama rekisteröintivaatimusten
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
DEKRA Industrial Oy Rakennustuoteasetus ja EN 1090
 DEKRA Industrial Oy Rakennustuoteasetus ja EN 1090 CPD CPR EU:n Asetus No.: 305/2011 Rakennustuoteasetus (CPR), suoraan Suomen lainsäädäntöön Korvaa rakennustuotedirektiivin (CPD) Astuu voimaan 1.7.2013,
DEKRA Industrial Oy Rakennustuoteasetus ja EN 1090 CPD CPR EU:n Asetus No.: 305/2011 Rakennustuoteasetus (CPR), suoraan Suomen lainsäädäntöön Korvaa rakennustuotedirektiivin (CPD) Astuu voimaan 1.7.2013,
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
vakioteräsosat rakmk:n Mukainen suunnittelu
 vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
Hitsaustuotanto haltuun globaalisti. Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.
 Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42
 KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
SBKL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
Betonirakenteiden määräykset. Betonityönjohtajien päivityskurssi Rakennustuoteteollisuus RTT ry Timo Tikanoja
 Betonirakenteiden määräykset Betonityönjohtajien päivityskurssi 29.10.2015 Rakentamismääräysten uusi rakenne Kantavien rakenteiden suunnittelua ohjaavan lainsäädännön rakenne: Maankäyttö- ja rakennuslaki
Betonirakenteiden määräykset Betonityönjohtajien päivityskurssi 29.10.2015 Rakentamismääräysten uusi rakenne Kantavien rakenteiden suunnittelua ohjaavan lainsäädännön rakenne: Maankäyttö- ja rakennuslaki
KL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 KL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu KL-KIINNITYSLEVYT 1 TOIMINTATAPA...2 2 KL-KIINNITYSLEVYJEN MITAT JA MATERIAALIT...3 2.1 KL-kiinnityslevyjen mitat...3 2.2 KL-kiinnityslevyjen tilaustunnukset...4
KL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu KL-KIINNITYSLEVYT 1 TOIMINTATAPA...2 2 KL-KIINNITYSLEVYJEN MITAT JA MATERIAALIT...3 2.1 KL-kiinnityslevyjen mitat...3 2.2 KL-kiinnityslevyjen tilaustunnukset...4
TUTKIMUSRAPORTTI VTT-R-05508-10. Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta
 TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi