JAUHEPEDIN MEKANIIKAN SUUNNITTELU
|
|
|
- Ella Hyttinen
- 6 vuotta sitten
- Katselukertoja:
Transkriptio
1 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka TUTES Jani Heinonen JAUHEPEDIN MEKANIIKAN SUUNNITTELU
2 OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka TUTES sivua, 131 liitesivua Jani Heinonen JAUHEPEDIN MEKANIIKAN SUUNNITTELU Tämän opinnäytetyön tarkoituksena on jauhepetitulostimen mekaniikan suunnittelu Koneteknologiakeskus Turku Oy:lle. Mekaniikan suunnittelun lisäksi opinnäytetyötä varten on selvitetty jauhepetimenetelmän perusteoriaa ja koottu suunnittelussa valittujen komponenttien tekniset tiedot yhteen sekä verrattu markkinoilla olevien kaupallisten koneiden ominaisuuksia suunniteltavaan laitteeseen. Aiempi opiskelijaryhmä on suunnitellut jauhepetimenetelmällä toimivaa laitetta Koneteknologiakeskukselle, jonka suunnittelu on jäänyt kuitenkin kesken. Projektista on jäänyt materiaalia jota on saanut käyttää hyödyksi tätä opinnäytetyötä tehdessä. Opinnäytetyötä varten tehdyt 3D-mallit on joko tehty SolidWorks 2016 ohjelmalla tai komponenttien mallit on otettu suoraan valmistajien sivuilta. Ainetta lisäävässä valmistuksessa kappale valmistetaan kerros kerrokselta kunnes rakennettava kappale on valmis. Yksi lisäävän valmistuksen menetelmistä on jauhepetimenetelmä, jossa kerros jauhetta levitetään rakennusalustalle ja sulatetaan. Sulatuksen jälkeen uusi kerros jauhetta levitetään edeltävän päälle ja prosessi toistetaan kunnes kappale on valmis. Kaksi tärkeintä metallijauhetta sulattavia menetelmiä ovat metallien lasersintraus ja elekronisuihkusulatus. Lasersulatukseen perustuvat menetelmät voidaan myös jakaa eri alalajeihin riippuen sulatusasteesta mutta nämä menetelmät ovat muuten samanlaisia Opinnäytetyön lopputuloksena on valmis 3D-malli jauhepedin mekaniikasta, jonka pohjalta tulevat suunnittelijat voivat aloittaa oman suunnittelutyönsä. Lisäksi kaikki valitut komponentit ja niiden käyttötarkoitukset suunnitellussa laitteessa ovat kuvattu ja niihin liittyvät liitteet ovat liiteosiossa. ASIASANAT: 3D-tulostus, jauhepeti, jauhepetimenetelmä, jauhepulveri, lisäävä valmistus
3 BACHELOR S THESIS ABSTRACT TURKU UNIVERSITY OF APPLIED SCIENCES Mechanical Engineering and Production Engineering TUTES pages, 131 appendices Jani Heinonen DESIGNING THE MECHANISM OF A POWDER BED SYSTEM Click here to enter text. The aim of this thesis was to design the mechanism of a powder bed system for Machine Technology Center Turku Ltd. In addition to designing the mechanism of the machine the basic theory of powder bed fusion had to be looked up, the technical specifications of the components had to be gathered together in one place and the capabilities of currently available commercial machines had to be compared to the designed machine s features. A previous group of students had begun designing their own version of a powder bed for Machine Technology Center but their design was not completed in time. Materials relating to that project could be used in this thesis. The 3D models seen in this thesis were either designed with SolidWorks 2016 or taken straight from manufacturers websites. In additive manufacturing a part is constructed layer by layer until the part in question is finished. Powder bed fusion is one method of additive manufacturing in which a layer of powder is deposited on a build plate which is then melted. A new layer of powder is then deposited on top of the previous layer and the process is repeated until the part is ready. Two main processes exist with which to melt powder, namely metal laser sintering for metals and electronic beam melting. Powder bed fusion processes based on laser melting can also be divided into different subcategories depending on the powder s rate of melting but these processes are nonetheless the same. The end result of this thesis is a 3D model of the powder bed system s mechanism which can be used by future designers as a base to start their designs on. Additionally all the selected components and their purposes in the designed machine are explained in detail. KEYWORDS: 3D printing, powder, powder bed, powder bed fusion, additive manufacturing
4 SISÄLTÖ KÄYTETYT LYHENTEET TAI SANASTO 7 1 JOHDANTO Koneteknologiakeskus Turku Oy Työn aihe 9 2 MATERIAALIA LISÄÄVÄ VALMISTUS 10 3 JAUHEPETIMENETELMÄ Jauhemateriaalit ja niiden ominaisuudet Eri levitystavat ja niiden vaikutus Menetelmän muuttujat Käytetyt termit jauhepetimenetelmästä 14 4 OLEMASSA OLEVAT KAUPALLISET RATKAISUT 16 5 PROJEKTIN OLEMASSA OLEVAT OSAT JA SUUNNITELMAT Askelmoottori ja kuularuuvi Kuitulaser ja sen optiikka Vanha kokoonpanokuva 21 6 SUUNNITELTAVAN SYSTEEMIN KOMPONENTIT JA KOKOONPANOKUVA Alumiinirunko ja aluslevy sekä työstölevy Jauheen syöttöjärjestelmä Jauheen levitysmekanismi Suojakotelo lineaarijohteille Liikuttava moottori jauheenlevitykselle ja sen adapteri Jauhepetitulostimen kokoonpano 30 7 YHTEENVETO JA JOHTOPÄÄTELMÄT 32 LÄHTEET 33
5 LIITTEET Liite 1. Vanha PowerPoint -esitys Liite 2. MDrive 23 Liite 3. IPG YLS SM Liite 4. Fiber Elephant Liite 5. Pohjalevyn tekninen piirustus Liite 6. Työstölevyn tekninen piirustus Liite 7. Sylinteriputki Liite 8. Pronssiholkki Liite 9. Laakeri LMEK8UU Liite 10. Ohjaava akseli 8 mm Liite 11. Laakeri 626-2Z Liite 12. Kiinnityslevyn tekninen piirustus Liite 13. Terän tekninen piirustus Liite 14. Kaapan tekninen piirustus Liite 15. Lineaarijohteeseen HSR15A tulevan kiinnityspalan tekninen piirustus Liite 16. HSR15A Liite 17. KR30H Liite 18. Suojakotelon tekninen piirustus Liite 19. MDrive 23 Linear Actuator Liite 20. MDrive 23 Linear Actuatorin ja KR30H-johteen välisen adapteripalan tekninen piirustus Liite 21. Pedin pohjan tekninen piirustus Liite 22. Jauhepedin tekninen piirustus KUVAT Kuva 1. Koneteknologiakeskus. 8 Kuva 2. PBF:n toimintaperiaate (Lawrence Livermore National Laboratory). 11 Kuva 3. PBF-menetelmällä valmistettuja kappaleita. 12 Kuva 4. Pulverin hienorakeisuuden vaikutus (Inside Metal Additive Manufacturing) 13 Kuva 5. MDrive 23 -moottori. 19 Kuva 6. Moottorin liikuttamiseen tarkoitettu kuularuuvi ja sen tuotetiedot (Schneider Electric, 367). 19 Kuva 7. Fiber Elephant optiikka ja YLS 2000-SM kuitulaser. 20 Kuva 8. Fiber Elephant -optiikan tekniset tiedot (Arges GmbH, 36). 21 Kuva 9. Keskeneräiseksi jäänyt kokoonpano. 22 Kuva 10. 3D-malli vanhasta kokoonpanosta. 23 Kuva 12. Uuden kokoonpanon alumiinirunko. 24 Kuva 13. Vasemmalla puolella alusalusta, oikealla puolella sen päälle tuleva työstöalusta. 25 Kuva 14. Vasemmalla sylinteriputki, oikealla mäntä jonka päälle olevalle alustalle syötetään jauhetta sekä messinkiholkki että O-rengas ja kaksi LMEK8UU-laakeria joiden läpi menee kaksi paikoittavaa akselia. 26 Kuva 15. Kiinnitysalusta moottoreille, LMEK8UU -laakereille ja sylinteriputkille. 27 Kuva 16. Kaappasysteemi, kuvan yläosassa KR30H ja alaosassa HSR15A - lineaarijohteet. 28
6 Kuva 17. Suunniteltu liikerata jauheensyötölle ja levitykselle ja laserintulolle. 28 Kuva 18. Suojakotelo särmättynä ja litistyskuvana. 29 Kuva 19. MDrive 23 Linear Actuator ja adapteripala. 30 Kuva 20. Lopullinen kokoonpano. 31 TAULUKOT Taulukko 1. Metallijauheella toimivien PBF-menetelmien vertailua keskenään. 15 Taulukko 2. Laitevalmistajien ja KTK:n laserin vertailua keskenään. 16
7 KÄYTETYT LYHENTEET TAI SANASTO 3D AM AMF ANSI CNC DMLS FDM ISO mls KTK PBF PLC SLS SLM STL Kolmiulotteinen Additive manufacturing Additive manufacturing file American National Standards Institute Numeerinen ohjaus Direct metal laser sintering Fused deposition modeling International Organization for Standardization Metal laser sintering Koneteknologiakeskus Powder bed fusion Programmable Logic Controller Selective laser sintering Selective laser melting STereoLithography

8 8 1 JOHDANTO 1.1 Koneteknologiakeskus Turku Oy Koneteknologiakeskus Turku Oy on Turussa toimiva koulutus- ja kehittämiskeskus joka sijaitsee Lemminkäisenkatu 28:ssa. Yritys on perustettu vuonna Yrityksen pääomistajia ovat Turun Ammattikorkeakoulu Oy, Turun Kaupunki, Turun Aikuiskoulutussäätiö ja Teknologiateollisuus ry, joiden lisäksi sen osakkaina on 80 lähialueella toimivaa yritystä. Koneteknologiakeskus antaa opiskelijoille mahdollisuuden suorittaa omat työharjoittelunsa yrityksen tilojen puitteissa. Koneteknologiakeskus tarjoaa myös koulutuspalveluja ja -tiloja yrityksille ja täydennystä yritysten tarpeisiin. Koneteknologiakeskuksella on käytössä muun muassa Finn-Powerin LPE levytyöstökeskus, Fastems FMS - laitekokonaisuus ja kaksi kappaletta robottihitsausasemia. Kuva 1. Koneteknologiakeskus. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
9 9 1.2 Työn aihe Opinnäytetyön aiheena oli jauhepetitulostimen jauheensyöttöjärjestelmän ja mekaniikan suunnittelu. Aihe tuli Koneteknologiakeskus Turku Oy:n Aki Piiroiselta jolle aikaisempi opiskelijaryhmä oli suunnitellut kokonaista jauhepetitulostinkokonaisuutta. Kyseinen ryhmä oli jo ehtinyt hankkia suunnitelmiensa pohjalta komponentteja jauhepetimenetelmällä toimivaa tulostinta varten. Projektia ei kuitenkaan saatettu loppuun saakka joten aihe vapautui opinnäytetyön tekijälle. Opinnäytetyötä varten tuli sekä tutkia jauhepetimenetelmää että suunnitella jauhepetitulostimen mekaniikka edeltävän ryhmän suunnitelmien avustamana ja olemassa olevan teorian pohjalta. Olemassa olevien komponenttien tietoja piti myös selvittää tulevia suunnittelijoita varten ja saada suunniteltavasta järjestelmästä mahdollisimman yhteensopiva niiden kanssa. Jauhepedin koneistettavien ja leikattavien komponenttien tulisi myös oltava mahdollisimman yksinkertaisia sekä KTK:n laitteilla valmistettavia. Tarkoituksena oli myös koota kaikki tiedot yhteen paikkaan tulevia suunnittelijoiden työtä helpottamaan. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
10 10 2 MATERIAALIA LISÄÄVÄ VALMISTUS Materiaalia lisäävän valmistuksen eli 3D-tulostuksen perusperiaatteena kappale valmistetaan kerros kerrokselta ja prosessi toistetaan kunnes kappale on valmis. Käytettävä materiaali voi olla muovia, metallia, polymeeria tai keraamia (Bruun ja Honkanen 2016, 18). Perinteisesti teollisuudessa valmistettavat kappaleet on tehty CNC-koneella työstämällä materiaalia pois kappaleesta tai tekemällä kappale valumuotista. Viimeisen parin vuosikymmenen aikana on kuitenkin yleistynyt kiinnostus materiaalia lisäävää valmistusta kohtaan. Esimerkiksi Suomessa suuret mediayhteisöt kuten Yle ja MTV3 ovat alkaneet viime vuosina kiinnittää huomiota 3D-tulostuksen aihepiiriin ja julkaista aiheesta uutisia (MTV3 2013; Yle 2015). Materiaalia lisäävästä valmistuksesta käytetään muun muassa englanninkielistä termiä Additive Manufacturing eli AM. Tunnetuin menetelmä arkikielessä on 3D-tulostuksen yksi alamuodoista FDM-menetelmä, jonka pohjalta esimerkiksi ovat syntyneet harrastelumielessä rakennettavat halvat 3D-tulostimet kuten RepRapit. On myös mahdollista ostaa kotikäyttöön kaupallisia koneita. Alun perin 3Dtulostusta käytettiin pääosin prototyyppien valmistamiseen. Tekniikan kehittyessä ja uusien menetelmien tullessa markkinoille on kuitenkin alettu siirtyä yhä käytännöllisempien ja pinnanlaadultaan tarkempien kappaleiden valmistukseen jotka sopivat teollisuuden käyttöön. 3D-tulostuksen kehitystä nykyisenkaltaiseksi ovat edistäneet paremmat CADohjelmistot, tietokoneiden tehojen kasvu, laserien hintojen aleneminen, varsinkin kuitulaserien, uusien tulostustekniikoiden tulo markkinoille ja nykyaikaiset PLC:t. Lisäksi vanhojen patenttien raukeaminen on nopeuttanut 3D-tulostuksen yleistymistä. (Gibson ym. 2015, 19-27) 3D-tulostuksen ja sitä myötä jauhepetimenetelmän ollessa suhteellisen uusi valmistustapa ei ole vielä ehtinyt kehittyä standardeja jotka käsittelisivät 3D-tulostusta tai jauhepetimenetelmää perinpohjaisesti. Suuret standardisointiorganisaatiot ovat vasta viimeisen parin vuoden aikana ryhtyneet julkaisemaan omia standardejaan. Esimerkiksi amerikkalainen standardisointisäätiö ANSI on julkaissut muutaman standardin PBF -menetelmässä käytettävistä pulverimateriaaleista, muun muassa ASTM F3091/F3091M-14 ja ASTM F e1. Lisäksi on kehitetty standardi ISO/ASTM 52915:2016 AMF -tiedostomuodolle, joka tulee korvaamaan sitä edeltäneen vakiintuneessa käytössä olevan STLtiedostomuodon ja joka tulee sopimaan kaikkiin AM-menetelmällä toimiviin koneisiin. Lisäksi kyseisellä tiedostomuodolla pyritään saavuttamaan parempia tarkkuuksia, pienempiä tiedostokokoja ja suurempia värivalikoimia tulostettaville materiaaleille. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

11 11 3 JAUHEPETIMENETELMÄ Jauhepetimenetelmässä tai Powder bed fusionissa eli PBF-menetelmässä kerros jauhepulveria levitetään tasaisesti alustalle, jonka jälkeen laser tai elektronisuihku sulattaa tai yhdistää, riippuen lämmöntuontitavasta, jauhepulverin rakeet yhteen. Yhden kerroksen tullessa valmiiksi rakennusalustaa lasketaan saman verran ja uusi jauhekerros levitetään vanhan päälle. Jauheen tasainen leviäminen varmistetaan kaapalla johon on kiinnitetty joko terä tai rulla. Tämä prosessi toistetaan kerros kerrokselta kunnes kappale on valmis. Kuvassa 2 kuvataan jauhepetimenetelmän toimintaperiaate. Valmistettava kappale lämpenee koko prosessin ajan ja on hyvin kuuma valmistuttuaan. Kappaleen täytyy antaa jäähtyä hetken suuren kuumuuden takia, jonka jälkeen se otetaan pois. Valmis kappale voi vielä tarvita jatkokäsittelyä kuten hiontaa tai jännitystenpoistohehkutusta ennen kuin se on käyttökelpoinen. (Chekurov ym. 2017, 9) Kuva 2. PBF:n toimintaperiaate (Lawrence Livermore National Laboratory). Jauhepetimenetelmän etuja ovat jauhepetimenetelmällä valmistettujen kappaleiden sisärakenteet kuten ilma- ja jäähdytyskanavat, sisäiset tukirakenteet ja muut kappaleen ulkomuodot joita ei välttämättä pystyisi koneistamaan niiden epäedullisen sijainnin takia. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

12 12 Tukirakenteille ei myöskään ole tarvetta yhtä paljon kuin muissa AM-prosesseissa sillä jauhepulveri tukee kappaleen rakennetta sitä valmistettaessa. Poikkeuksena ovat metallipulverilla valmistetut kappaleet, joihin syntyvät jäännösjännitykset voivat aiheuttaa kappaleille ei-haluttuja muodonmuutoksia. Niitä voidaan kuitenkin ehkäistä käyttämällä tukirakenteita valmistusvaiheessa. Haittoja prosessissa ovat kappaleiden heikompi pinnanlaatu ja tarkkuus kuin vastaavassa nestemäisessä AM-prosessissa tai perinteisessä koneistuksessa. Lisäksi haittana on pidempi kokonaisvalmistusaika, johon vaikuttaa muun muassa esilämmitys ja kappaleen jäähtymisen odotusaika. Kuvassa 3 esitetään jauhepetimenetelmällä tehtyjä valmiita esimerkkikappaleita. Ne on valmistettu metallisesta jauheesta. (Gibson ym. 2015, 143). Kuva 3. PBF-menetelmällä valmistettuja kappaleita. 3.1 Jauhemateriaalit ja niiden ominaisuudet Käytettävä jauhepulveri voi olla metallia, keraamia, polymeeriä tai komposiittia. Käytetyn jauheen partikkelin kokoluokka vaihtelee välillä 0,02-0,1 mm riippuen jauheen materiaalista, sulatusmenetelmästä ja levitystavasta. Metallista jauhepulveria käytettäessä ker- TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

13 13 roksen paksuus vaihtelee välillä 0,02 0,15 mm (Bhavar ym. 2014, 4). Kuvassa 4 esitetään pulverin hienorakeisuuden vaikutusta jauheen virtaukseen ja sen mahdollista vaikutusta jauheen levittämiseen. Mitä pienempää ja hienompaa jauhepulveria käytetään sitä parempi pinnanlaatu ja ohuempi kerroskoko saavutetaan. Hienorakeisuus on kuitenkin joissain tapauksissa haittatekijä sillä varsinkin metallinen jauhepulveri reagoi herkästi hapen kanssa sen ollessa sulatilassa ja on täten räjähdysvaarallinen. Metallipulveri pyritään tästä johtuen sulattamaan joko kammiossa jossa on tyhjiö tai joka on täytetty jollain inertillä suojakaasulla kuten esimerkiksi argonilla, heliumilla, typellä tai muulla seoskaasulla. (Gibson ym. 2015, 124, 128) Kuva 4. Pulverin hienorakeisuuden vaikutus (Inside Metal Additive Manufacturing) 3.2 Eri levitystavat ja niiden vaikutus Levitystapoina voidaan käyttää muun muassa rullainta, ohutta terää tai näiden yhdistelmää. Ohuen terän käyttäminen on yksinkertaisinta, mutta tällöin voidaan vain säätää korkeutta eikä terä pysty pakkaamaan jauhepulveria tiiviiksi. Rullain on käytetyin tapa levittää jauhe alustalle pakkautumiskyvyn vuoksi. Jauhe voidaan myös syöttää pedille joko ala- tai yläpuolisella syötöllä joka voi olla integroitu rullaimen tai ohuen terän tai niiden yhdistelmän kanssa. Kuvassa 2, jossa kuvattiin PBF:n toimintaperiaate, on käytössä rullalla toimiva järjestelmä. (Budding & Vaneker 2013, ) 3.3 Menetelmän muuttujat PBF-menetelmällä valmistetun kappaleen lopullinen laatu ja koostumus riippuvat pitkälti seuraavista muuttujista: 1) laserin ominaisuuksista, 2) laserin ajonopeudesta, 3) jauheen TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
14 14 mekaanisista ja kemiallisista ominaisuuksista ja 4) lämpötilamuuttujista. Jauheen mekaanisten ja kemiallisten ominaisuuksien lisäksi jauheen hienorakeisuus ja pakkautuvuus eli tiiveys vaikuttavat lopputulokseen. Laserin ajettava liikerata ja käytettävä kuvio liikeradalle ovat myös oma osatekijänsä kappaleen lopullisessa laadussa. Nämä muuttujat vaikuttavat toisiinsa samanaikaisesti, mikä voi vaikeuttaa prosessin optimointia. Muuttujien ei-haluttuja vaikutuksia voidaan myös lieventää ja jopa ehkäistä jälkikäsittelyllä. (Gibson ym. 2015, ) 3.4 Käytetyt termit jauhepetimenetelmästä Jauhepetimenetelmästä puhuttaessa käytetään eri termejä riippuen joko jauheen sulattamistavasta tai laitevalmistajien käyttämistä termeistä. Käytetyimmät nimitykset ovat Direct Metal Laser Sintering (DMLS) ja Selective Laser Sintering (SLS). Molemmat toimivat samalla periaatteella yhdellä eroavaisuudella; DMLS-menetelmässä kuitulaser sulattaa jauhepulverin yhteen kun taas SLS-menetelmässä laser sintraa pulverin yhteen. SLSmenetelmästä on myös olemassa nimitys SLM eli Selective Laser Melting, jossa metalli sulatetaan kokonaan. PBF-nimitystä käytetään yleisenä terminä käsiteltäessä kaikkia mahdollisia materiaaleja. Metallimateriaaleja käsiteltäessä voidaan myös käyttää termiä mls eli metal Laser Sintering. Edellä mainittujen menetelmien lisäksi ruotsalainen Arcam AB on kaupallistanut Chalmersin teknillisessä yliopistossa kehitetyn Electronic Beam Melting -menetelmän (EBM), jossa laserin sijasta käytetään elektronisuihkua sulatustapana. EBM on muihin sulatustapoihin verrattuna paljon nopeampi elektronisuihkun korkeamman sulatustiheyden ja sen virransäädön avulla helpon ohjattavuuden ansiosta. Lisäksi jäännösjännityksiä syntyy vähemmän kuin muissa menetelmissä. EBM soveltuu kuitenkin vain sähköä johtaville metalleille ja menetelmällä valmistettavien kappaleiden pinnantarkkuus ei ole yhtä hyvää kuin laserilla tehdessä joten sen käyttö on jäänyt rajatummaksi. (Mansikka-aho 2014, 14-17; Gibson ym. 2015, ) TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

15 15 Taulukko 1. Metallijauheella toimivien PBF-menetelmien vertailua keskenään. Taulukossa 1 vertaillaan edellä mainittuja sulatusmenetelmiä keskenään. DLSM:stä, SLS:stä ja muista hyvin samankaltaisista menetelmistä käytetään niitä kaikkia kattavaa termiä mls metalleja käsiteltäessä ja kyseistä termiä verrataan EBM:n kanssa sen erilaisuuden vuoksi. Taulukossa olevat tiedot on saatu Gibsonin ym. kokoamasta taulukosta 5.1 (2015, 137) josta saadut termit on käännetty suoraan suomeksi. Vastaavanlainen taulukko löytyy myös Bhavarin ym. (2014, 4) kokoamasta CHARACTERISTIC FEA- TURES OF SLM AND EBM taulukosta. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

16 16 4 OLEMASSA OLEVAT KAUPALLISET RATKAISUT PBF-menetelmällä toimivien laitteiden valmistajia on ilmaantunut markkinoille siitä lähtien kun ensimmäiset tekniikat kuten SLS kehitettiin 1980-luvun puolivälissä ja 1990-luvun alussa Yhdysvalloissa. Yritysten hankkimat ja vielä voimassa olevat patentit ovat kuitenkin hidastaneet uusien laitteiden kehityskulkua. Suurin osa yrityksistä on myös joko patentoinut omia teknisiä ratkaisujaan tai ne käyttävät omia nimityksiään muuten samoista tai hyvin samankaltaisista menetelmistä, mikä voi hämätä asiaan perehtymätöntä. Tässä kappaleessa vertaillaan eri laitevalmistajien koneita keskenään niiden teknisten ominaisuuksien perusteella. Koneiden erot näytetään taulukossa 2. Koneet on pyritty valitsemaan siten että ne eroavat mahdollisimman vähän toisistaan kappaleiden rakennuskoon perusteella. Lisäksi koneiden tehoja ja muita ominaisuuksia verrataan KTK:lla olevaan IPG:n YLS 2000 SM -kuitulaseriin, joka näkyy taulukossa sinisellä pohjalla. Suluissa olevat arvot tai ominaisuudet ovat tavoitteita joihin pyrittiin pääsemään suunniteltavassa jauhepetitulostimessa. Taulukko 2. Laitevalmistajien ja KTK:n laserin vertailua keskenään. Koneiden vertailua varten etsittäviä tietoja oli vaikea löytää. Joitakin verrattavia arvoja tai ominaisuuksia ei joko mainittu joidenkin koneiden virallisissa tiedoissa, niistä käytettiin eri mittayksikköjä tai mitattava asia on esitetty eri tavalla eri valmistajien koneiden esitteissä tai teknisissä spesifikaatioissa. Osaa tiedoista ei myöskään löytynyt suoraan valmistajilta itseltään vaan ne piti etsiä kolmansien osapuolten sivuilta, kuten jälleenmyyjiltä tai koneiden arvostelusivuilta. Osa tiedosta löytyi Bhavarin ym. (2014, 6) tekemästä FEATURES OF DIFFERENT PBF BASED AM MACHINES taulukosta. Kuitulaserilla toimivien koneiden tiedetään olevan lähellä KTK:n oman laserin arvoa koska ne käyttävät samaa laserin aallonpituutta. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
17 17 Erityistapauksena vertailtavien joukossa oli varsinkin Arcam Q10Plus -kone. Arcam AB:n kone toimii EBM-menetelmällä jossa ei käytetä laseria vaan jauhepulverin sulatus tapahtuu elektronisuihkulla. Tästä syystä sille ei saatu määritettyä laserin aallonpituutta. Skannausnopeus on myös hyvin suuri verrattuna muiden koneiden arvoihin joka johtuu EBMmenetelmän toimintaperiaatteesta. Q10Plus eroaa muihin koneisiin nähden myös siinä että kappale valmistetaan tyhjiössä jossa on lievä heliumin paine. Tavoitteena oli käyttää suunniteltavassa koneessa argonia suojakaasuna edellisen ryhmän tapaan. Argon on ilmaa painavampaa ja se on inertti kaasu joten sillä voidaan helpommin suojata valmistettava kappale hapettumiselta ja pulveri räjähdysvaaralta. Yhden kerroksen paksuus voi olla minimissään 10,6 μm. Tämä on määritetty MDrive 23 moottorin yhden askeleen pituudesta. Arvo saattaa kuitenkin muuttua lopullisen laitteen arvoja säädettäessä jos halutaan esimerkiksi saada suurempi kerroskoko pulverille tai työstökohdan jauhesäiliö tarvitsee enemmän jauhetta kuin sen mitä yhdellä askeleella saa tuotua. Tavoiteltu kappalekoko 125x125x100 mm oli haluttu alun perin saavutettavan suunniteltavalla laitteella. Polttopisteen koko on määritetty Fiber Elephant -optiikan polttopisteen koosta, jonka tekniset tiedot löytyvät liitteestä 4. Rakennus- ja skannausnopeudet haluttiin saada koneessa lähelle 9 cm 3 /h ja 3 m/s. Nämä voivat kuitenkin muuttua suuremmaksi tehokkaamman 2000 W laserin takia. Toisaalta tämä vaatisi paremmat peilit kuin mitä Fiber Elephant -optiikalla joten arvot toidennäköisesti jäävät samoihin arvoihin. Ulkomitat laserille eivät ole itse laserkoneen omat mitat vaan sen Fiber Elephant -optiikan. Optiikka tullaan sijoittamaan suoraan pedin yläpuolelle joten sen ullkomitat tuli huomioida. Muiden koneiden ulkomitoilla tarkoitetaan kokonaisuutta eikä vain yhtä tiettyä komponenttia. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
18 18 5 PROJEKTIN OLEMASSA OLEVAT OSAT JA SUUNNITELMAT Edelliseltä suunnitteluryhmältä jäi projektia varten materiaalia jota sai käyttää hyödyksi omaa suunnittelutyötä ajatellen. Kyseinen ryhmä oli saanut tehtyä alustavan 3D-mallin ja kustannusarvion jauhepetitulostimesta. En saanut kyseistä 3D-mallia käyttööni. Jauhepulverin syöttöjärjestelmä perustui heidän mallissaan kaappaan, jossa ruuvien avulla säädettävällä terällä jauhe levitetään alustalle. Jauhe syötetään yläpuolella olevasta säiliöstä sylinterimoottorin avulla. He myös valitsivat sopivan moottorimallin pedin lineaariliikettä varten. Valituksi oli tullut MDrive 23, joita myös hankittiin kaksi kappaletta. Moottoreihin oli myös hankittu sopivat kuularuuvit joilla jauhepedin laskeminen ja nostaminen suoritettaisiin. Projektia varten hankittiin sähkökaappi johon jauhepedin sähköinen ohjausyksikkö ja muut johdotukset tulisi sijoittaa. Jauheen pelättiin pöllyävän sitä levitettäessä ylös jolloin sitä voisi päätyä optiikan peileihin. Lasersäteen läpäisyaukkoa varten hankittiin tästä johtuen mitoiltaan sopiva lasilevy joka on lasersäteen kestävä. Alumiinirunko oli myös kokoonpantu heidän suunnitelmiensa pohjalta alumiiniprofiileista. Koneteknologiakeskuksella on myös olemassa Arges GmbH:n valmistama Fiber Elephant - laseroptiikka ja IPG:n YLS SM -kuitulaser joita olisi käytetty vanhassa järjestelmässä. Lisäksi systeemissä käytettävä pulveri rajattiin AISI 316l -teräslaatuun, jota KTK:lla oli käytettävissä. Seuraavissa alakappaleissa esitetään olemassa olevien osien tekniset tiedot ja kuvat ja kuvataan niiden tarkoitus vanhassa järjestelmässä. Edellisen ryhmän tekemä PowerPoint esitys laitteesta on liitteessä 1. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen


19 Askelmoottori ja kuularuuvi Kuva 5. MDrive 23 -moottori. Kuvassa 5 näkyvä MDrive 23 moottori on tarkoitettu pedin liikuttamista varten ja niitä on hankittu jauhepetiä varten kaksi kappaletta. Moottorien jännite on +24 V. Erikoisominaisuutena kyseisessä moottorimallissa on moottorin sisäpuolinen kierre. Kierteen avulla kuularuuvi pääsee liikkumaan moottorin läpi. Moottoreissa on myös sisäisesti integroitu ohjaus. Edeltävä suunnitteluryhmä oli selvittänyt kyseisen mallin manuaalista että yksi moottori pystyy kantamaan noin 91 kg edestä massaa. Moottorin tekniset tiedot ovat liitteessä 2. Kuva 6. Moottorin liikuttamiseen tarkoitettu kuularuuvi ja sen tuotetiedot (Schneider Electric, 367). TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

20 20 Kuvassa 6 näkyvä ruuvi on hankittu MDrive 23 moottoria varten liikuttamaan petiä kaksi kappaletta. Ruuvien kokonaispituus on 183 mm. Ruuvit menevät moottorista läpi joten koko ruuvin pituutta ei pystytä käyttämään hyödyksi pedin liikeradassa. Samaisessa kuvassa näkyy myös olemassa olevan kuularuuvin tekniset tiedot jotka on otettu samasta liitteestä 2 mistä moottorin tiedot on saatu. 5.2 Kuitulaser ja sen optiikka Kuva 7. Fiber Elephant optiikka ja YLS 2000-SM kuitulaser. Kuvassa 7 näkyy jauheen sulattamiseen tarkoitettu IPG:n YLS 2000-SM kuitulaser ja sen skannerioptiikka. Kyseisen laserin aallonpituus on 1064 nm ja se on Single Mode pohjainen eli sen ydinosan halkaisija josta laser kulkee on hyvin pieni. Sen teho on 2000 W. Kuvassa 8 on myös kuvattu Arges GmbH:n Fiber Elephantin tekniset tiedot. Sen teho on 2000 W. Laseroptiikan ja sulatettavan pinnan välisen etäisyyden tulee olla 450 mm. Ulkomitat Fiber Elephantilla ovat 42,5x16,5x18,85 cm. Tarkoituksena oli käyttää kyseisiä TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
21 21 laitteita suunnitellussa laitteessa jauheen sulattamisessa. Molempien tekniset tiedot löytyvät liitteistä 3 ja 4. Kuva 8. Fiber Elephant -optiikan tekniset tiedot (Arges GmbH, 36). 5.3 Vanha kokoonpanokuva Kuvissa 9 esitetään edellisen ryhmän valmiiksi kokoama kokoonpano. Edeltävä ryhmä oli päätynyt alumiinirunkoon helpon paikoituksen, yksinkertaisen kokoamisen ja pienen hinnan takia. Alumiinin profiili on 45x45 mm. Valmiiksi koottua alumiinirunkoa ei kuitenkaan tulla käyttämään sellaisenaan uudessa suunniteltavassa järjestelmässä. Kyseiseen alumiinirunkoon oli saatu kiinnitettyä sähkökaappi ja MDrive 23 moottorit jotka uusiokäytetään uudessa systeemissä. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

22 22 Kuva 9. Keskeneräiseksi jäänyt kokoonpano. Kuvassa 11 on kuvattu vanhan järjestelmän 3D-kokoonpanokuva. Järjestelmässä käytetään jauheen yläpuolista syöttöä, jossa terällä varustettu kaappa levittää yläpuolisesta säiliössä tulevan jauheen keskellä olevaan säiliöön tasaisesti. Terää on mahdollista säädellä ruuvien avulla. Lisäksi systeemissä on säiliö ylijäämäpulveria varten. MDrive 23 moottorien oli tarkoitus laskea petiä jauheen syötön jälkeen. Kokoonpano on mukana liitteen 1 PowerPoint-esityksessä. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

23 23 Kuva 10. 3D-malli vanhasta kokoonpanosta. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

24 24 6 SUUNNITELTAVAN SYSTEEMIN KOMPONENTIT JA KOKOONPANOKUVA 6.1 Alumiinirunko ja aluslevy sekä työstölevy 3D-mallissa päätettiin käyttää samanlaista 45x45 mm -alumiiniprofiileilla valmistettua runkoa osittain samoilla perusteilla kuin aiempi ryhmä. Alumiinirunko oli heidän mielestä edullinen, yksinkertainen ja käytännöllinen ratkaisu joista olin samaa mieltä. Kuvassa 12 näkyvän alumiinirungon mittoja suunnitellessa tuli myös ottaa huomioon olemassa olevan sähkökaapin ja laserin ulkomitat, jotka olivat sähkökaapilla 30x40x20 cm ja laserin optiikalla 42,5x16,5x18,85 cm. Optiikka tulee rungossa sen päälle ja sähkökaappi sivulle. Lisäksi järjestelmään tulee kuvassa 13 esitetty kuvan oikealla puolella oleva levy, jonka päällä jauhetta levitetään. Levy kuluu jauhetta levitettäessä pikku hiljaa joten se on suunniteltu olemaan mahdollisimman yksinkertainen valmistaa. Järjestelmässä on myös aluslevy jonka päälle työstöalusta ja muut komponentit sijoitetaan. Aluslevyssä sijaitsevat kaikkien komponenttien kiinnitysreiät. Se on esitetty kuvassa 13 vasemmalla puolella. Edellä mainitut levyt tullaan laserleikkaamaan KTK:n FinnPower LPE 5 koneella. Levyjen tekniset piirustukset ovat lliitteissä 5 ja 6. Kuva 11. Uuden kokoonpanon alumiinirunko. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

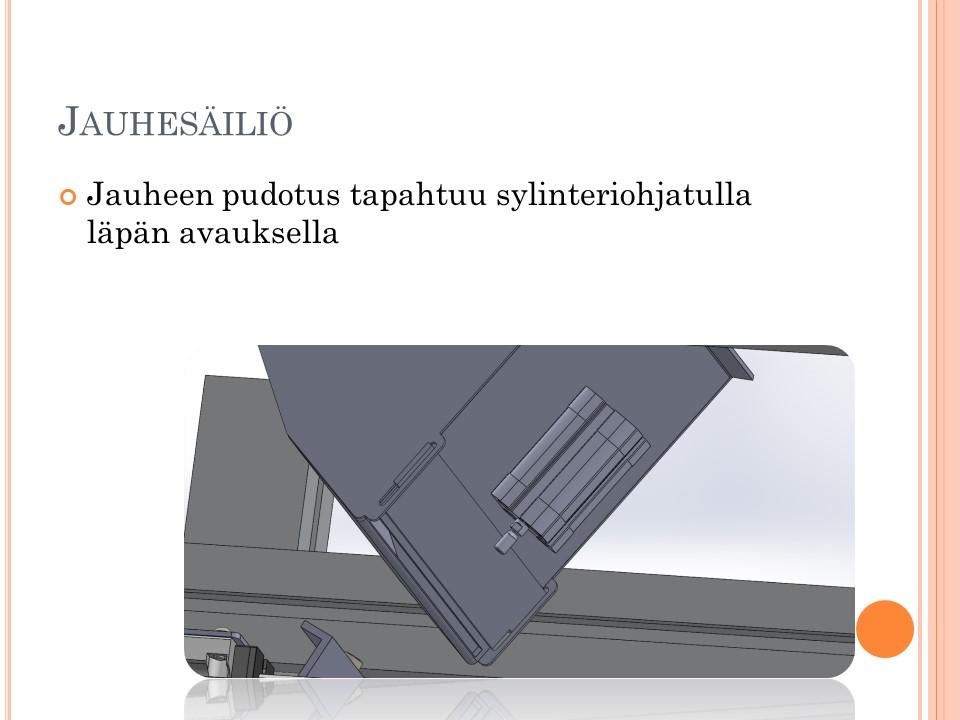
25 25 Kuva 12. Vasemmalla puolella alusalusta, oikealla puolella sen päälle tuleva työstöalusta. 6.2 Jauheen syöttöjärjestelmä Edellinen ryhmä oli päättänyt käyttää heidän suunnittelemassa järjestelmässään jauheen yläpuolista syöttöä. Tässä työssä päädyttiin kuitenkin käyttämään kuvassa 14 kuvattua jauheen alapuolista syöttöä sen helpomman toteuttamisen ja yläpuolisen syötön mahdollisen pulverin pöllyämisen takia. Jauheen määrää on myös helpompi säädellä alapuolisella ratkaisulla kuin alkuperäisessä systeemissä kuvassa 11. Järjestelmässä päädyttiin käyttämään sylinteriputkea jauheen säilytyksessä. Jauhetta mahtuu yhteen säiliöön noin 10 kg AISI 316l -laadun terästä, jonka MDrive 23 moottorien pitäisi kestää. Paino on määritetty kertomalla yhteen säiliöön mahtuvan AISI 316 -jauheen kokonaistilavuus 0, m 3 kyseisen teräslajikkeen ominaispainolla 8000 kg/m 3. Korkeussuunnassa jauhetta mahtuu noin 10 cm verran. Jauhesäiliön tiivistys toteutetaan toistaiseksi tiivistämällä männät O-renkaalla ja pronssiholkilla, joilla myös estetään metallijauheen päätymistä pedin alapuolella olevaan tilaan mutta kuitenkin pääsee vielä liikkumaan. Säiliöt on kiinnitetty alusalustaan M5-kupukantaruuveilla jotta sen päälle saa helposti työstölevyn. Jauhesäiliöt tullaan valmistamaan sisämitaltaan 125 mm ja korkeudeltaan 180 mm sylinteriputkesta, jotka on mahdollista tilata PolarPutkelta. Niiden sisäseinämän pintatoleranssi on ISO H8. O-renkaat voidaan hankkia Etrasta ja pronssiholkit SKS Groupilta. Mäntää ohjaavat osat ovat kaksi LMEK8UU-laakeria joiden läpi menee Rollcon valmistama 8 mm paksuinen ohjausakseli. Akselit ovat kiinni männän pohjassa ruuveilla. Männän pohjassa on myös kiinni SKS Groupin 626-2Z laakeri, johon moottorin kuularuuvi on kiinnitetty. Kuvassa 14 on kuvattu vasemmalla puolella sylinteriputki ja oikealla TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

26 26 puolella mäntä jonka päälle tulevaan levyyn jauhetta levitetään. Kuvassa 14 oikealla puolella näkyvät myös O-rengas ja messinkiholkki sekä paikoittavat akselit. Männän päällä olevat kohdistimet ohjaavat vaihdettavan levyn sen päälle. Sylinteriputket, MDrive 23 moottorit sekä LM8UU laakerit ovat kiinni kiinnitysalustassa, joka on kuvattu kuvassa 15. Se leikataan FinnPower LPE 5 -koneella muiden levyjen tavoin. Sylinteriputken tekniset tiedot ovat liitteessä 7, pronssiholkin liitteessä 8, LMEK8UU ja siihen sopivan akselin tiedot liitteissä 9 ja 10, 626-2Z laakerin liitteessä 11 ja kiinnityslevyn tekninen piirustus liitteessä 12. Kuva 13. Vasemmalla sylinteriputki, oikealla mäntä jonka päälle olevalle alustalle syötetään jauhetta sekä messinkiholkki että O-rengas ja kaksi LMEK8UU-laakeria joiden läpi menee kaksi paikoittavaa akselia. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

27 27 Kuva 14. Kiinnitysalusta moottoreille, LMEK8UU -laakereille ja sylinteriputkille. 6.3 Jauheen levitysmekanismi Jauheen levittämistä varten päädyttiin aluksi rullalla toimivaan systeemiin sen paremman pakkautuvuusominaisuuden takia terällä toimivaan systeemiin nähden. Jälkikäteen se muutettiin rullan ruuveilla säädettävään terään sen helpomman säädeltävyyden ja pienemmän kokonaispainon ja helpomman huoltamisen takia. Kaappasysteemi on nähtävissä kuvassa 16. Terä, kaappa ja kiinnike jolla systeemi kiinnitetään lineaarijohteeseen tullaan valmistamaan KTK:n koneilla. Terää liikuttavaksi johteeksi valittiin THK:n valmistaman HSR15A ja vastapuolelle KR30H -lineaarijohteen. Lisäksi kuvassa 18 näytetään suunnitellut liikesuunnat terälle ja jauhesäiliöille. Nuoli 1 kuvaa jauhesäiliön liikettä ylöspäin sen nostaessa toiselle pedille syötettävää jauhetta yhden kerroksen verran. Nuoli 2 vastaavasti kuvastaa jauhepedin laskua saman verran alaspäin. Molemmat nuolet 3 kuvaavat teräkaapan edestakaista liikettä jossa se levittää jauheen jauhesäiliön noustua työstöalustalle ja palaa takaisin aloituspisteeseen. Viimeinen nuoli 4 kuvaa laserin tuloa alustalle ylhäällä olevasta laseroptiikasta. Terän ja terää pitelevän kaapan tekniset pii- TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen


28 28 rustukset ovat liitteessä 13 ja 14, lineaarijohteeseen HSR15A tuleva kiinnityspala tekninen piirustus on liitteessä 15 ja HSR15A ja KR30H-lineaarijohteiden tekniset tiedot liitteissä 16 ja 17. Kuva 15. Kaappasysteemi, kuvan yläosassa KR30H ja alaosassa HSR15A - lineaarijohteet. Kuva 16. Suunniteltu liikerata jauheensyötölle ja levitykselle ja laserintulolle. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

29 Suojakotelo lineaarijohteille Terän levittäessä jauhetta alustalla sitä voi joutua sivuille lineaarijohteille. Pulveria ei saa päästä johteiden liikeradalle joten niille pitää suunnitella suojakotelo pitämään jauhe poissa niiltä. Suojakotelo on kuvattu kuvassa 18. Molemmalle lineaarijohteelle tehään omat suojakotelot. Ne valmistetaan 2 mm levystä jotka laserleikataan ja sitten särmätään KTK:n laitteilla. Suojakotelon tekninen piirustus on liitteessä 18. Kuva 17. Suojakotelo särmättynä ja litistyskuvana. 6.5 Liikuttava moottori jauheenlevitykselle ja sen adapteri Moottori joka valittiin johteita ja sitä myötä terää liikuttamaan on MDrive 23 Linear Actuator. Se on samalta valmistajalta kuin aiemmin hankitut pedin MDrive 23 moottorit. Moottori on mahdollista saada jänniteväliltä V joka takaa yhteensopivuuden jo hankittujen moottorien kanssa ja helpottaa tulevaa suunnittelua sähköistyksen kannalta. MDrive 23 Linear Actuator on myös tarpeeksi vahva työntämään jauhetta eteenpäin mahdollisista tössähdyksistä huolimatta. Jauhetta voi sulaa yhteen kohtaa liikaa jolloin muodostuu pieniä kupuja jolloin tarvitaan suurempia voimia kuin normaalisti. Se kiinnitetään KR30H lineaarijohteeseen joka tarvitsee adapteripalan moottorin ja sen välille. Adapteripala on ulkomitoiltaan 56,12x56,12.x12 mm ja se tullaan koneistamaan. Sekä moottori että adapteripala on kuvattu kuvassa 19. Liitteessä 19 on MDrive 23 Linear Actuatorin tekniset tiedot ja liitteessä 20 adapteripalan tekninen piirustus. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

30 30 Kuva 18. MDrive 23 Linear Actuator ja adapteripala. 6.6 Jauhepetitulostimen kokoonpano Kuvassa 20 on kuvattu järjestelmän kaikista edellä kuvatuista osista tehty lopullinen kokoonpanokuva. Fiber Elephant -optiikka on laitteen päällä 450 mm etäisyydellä työstöpinnasta. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

31 31 Kuva 19. Lopullinen kokoonpano. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
32 32 7 YHTEENVETO JA JOHTOPÄÄTELMÄT Työn aiheena oli suunnitella jauhepetitulostimen mekaniikka vanhojen suunnitelmien avustamana. Suunnittelutyöstä rajattiin pois jo ensimmäisessä tapaamisessa Aki Piiroisen kanssa jauhepedin sähköliitosten ja automatisoinnin suunnittelu. Ajanpuutteen ja muiden edellä mainittujen osioiden puuttumisen vuoksi laitetta ei tulla kokoonpanemaan tai testaamaan vielä tämän opinnäytetyön päätyttyä. Automatisoinnin ja sähköliitosten suunnittelu annetaan tulevien suunnittelijoiden tehtäväksi myöhempään ajankohtaan. Edellisen opiskelijaryhmän tekemää valmista 3D-mallia ei ollut mahdollista saada käyttöön. Heidän tekemän PowerPoint -esityksen ja 3D-PDF-kuvan suunnitellusta systeemistä olivat kuitenkin käytettävissä joiden pohjalta lähdettiin suunnittelemaan järjestelmää alusta alkaen. Kaikki 3D-mallit jotka näkyvät kokoonpanossa ja muissa 3D-kuvissa on joko tehty SolidWorks 2016 ohjelmalla omin käsin tai ne on ladattu suoraan komponenttivalmistajien sivuilta, varsinkin lineaarikomponentit, moottorit ja alumiiniprofiili sekä laserin optiikka. Kaikkien valittujen ja jo olemassa olevien komponenttien tekniset tiedot on kuvattu liiteosiossa. Valmiin mallin ja yhteen kerättyjen tietojen pohjalta voivat automaation ja sähköjen kytkentöjen tulevat suunnittelijat aloittaa oman suunnittelutyönsä. TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
33 33 LÄHTEET Arges Gmbh Scan Heads Data Sheet. Viitattu ASTM F e1. Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion. ANSI. ASTM F3091/F3091M-14. Standard Specification for Powder Bed Fusion of Plastic Materials. ANSI. Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K. & Singh, R A Review on Powder Bed Fusion Technology of Metal Additive Manufacturing. Pune: Bharat Forge Ltd. Bruun, M. & Honkanen, M Materiaalia lisäävä valmistus. Opinnäytetyö. Mikkelin ammatikorkeakoulu. Viitattu Budding, A. & Vaneker New strategies for powder compaction in powder-based rapid prototyping techniques. Enschede: University of Twente. Chekurov, S.; Eklund, P.; Kujanpää, V.; Pekkarinen, J.; Syrjälä, K. & Vihinen, J D-tulostuksen suunnittelu- ja päätöksenteko-opas yrityksille. Tampere: DIMECC Oy. Saatavilla myös sähköisesti osoitteesta MECC_3D_tulostuksen_suunnittelu_ja_paatoksenteko_opas_yrityksille.pdf. Gibson, I.; Rosen, D. & Stucker, B Additive Manufacturing Technologies. New York: Springer. Inside Metal Additive Manufacturing Qualifying and quantifying powder flowability for powder bed fusion technology. Viitattu ISO/ASTM 52915:2016. Specification for additive manufacturing file format (AMF) Version 1.2 (ISO/ASTM 52915:201). Lawrence Livermore National Laboratory. Powder bed AM. Viitattu Mansikka-aho, P Materiaalia lisäävä valmistus. Opinnäytetyö. Metropolia Ammattikorkeakoulu. Viitattu MTV D-tulostimella leluja ja implantteja. Viitattu Schneider Electric MDrive Motion Control MDrive and Linear Actuator Products. Viitattu Yle Tulevaisuudentutkija ennustaa paluuta menneisyyteen 3D-tulostus tuo käsityöammatit takaisin. Viitattu Yle Tulevaisuudentutkija ennustaa paluuta menneisyyteen 3D-tulostus tuo käsityöammatit takaisin. Viitattu TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen


34 Liite 1 (1) LIITTEET Liite 1 Vanha PowerPoint esitys TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
")
35 Liite 1 (2)
")
36 Liite 1 (3)
")
37 Liite 1 (4)
")
38 Liite 1 (5)
")
39 Liite 1 (6)
40 Liite 2 (1) Liite 2 MDrive 23 TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
41 Liite 2 (2)
42 Liite 2 (3)
43 Liite 2 (4)
44 Liite 2 (5)
45 Liite 2 (6)
46 Liite 2 (7)
47 Liite 2 (8)
48 Liite 2 (9)
49 Liite 2 (10)
50 Liite 2 (11)
51 Liite 2 (12)
52 Liite 2 (13)
53 Liite 2 (14)
")
54 Liite 2 (15)
55 Liite 2 (16)
56 Liite 2 (17)
57 Liite 2 (18)
58 Liite 2 (19)
59 Liite 2 (20)
60 Liite 2 (21)
61 Liite 2 (22)
62 Liite 2 (23)
63 Liite 2 (24)
64 Liite 2 (25)
65 Liite 2 (26)
66 Liite 2 (27)
67 Liite 2 (28)
68 Liite 2 (29)
69 Liite 2 (30)
70 Liite 2 (31)
71 Liite 2 (32)
72 Liite 2 (33)
73 Liite 2 (34)
74 Liite 2 (35)
75 Liite 2 (36)
76 Liite 2 (37)
77 Liite 2 (38)
78 Liite 2 (39)
79 Liite 2 (40)
80 Liite 2 (41)
81 Liite 2 (42)
82 Liite 2 (43)
83 Liite 2 (44)
84 Liite 2 (45)
85 Liite 2 (46)
86 Liite 2 (47)
87 Liite 2 (48)
88 Liite 2 (49)
89 Liite 2 (50)

90 Liite 3 (1) Liite 3 IPG YLS SM TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
91 Liite 4 (1) Liite 4 Fiber Elephant TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
92 Liite 4 (2)
93 Liite 4 (3)
")
94 Liite 4 (4)
95 Liite 5 (1) Liite 5 Pohjalevyn tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
96 Liite 6 (1) Liite 6 Työstölevyn tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

97 Liite 7 (1) Liite 7 Sylinteriputki TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen

98 Liite 8 (1) Liite 8 Pronssiholkki TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
99 Liite 9 (1) Liite 9 Laakeri LMEK8UU TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
100 Liite 10 (1) Liite 10 Ohjaava akseli 8 mm TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
101 Liite 11 (1) Liite 11 Laakeri 626-2Z TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
102 Liite 12 (1) Liite 12 Kiinnityslevyn tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
103 Liite 13 (1) Liite 13 Terän tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
104 Liite 14 (1) Liite 14 Kaapan tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
105 Liite 15 (1) Liite 15 Lineaarijohteeseen HSR15A tulevan kiinnityspalan tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
106 Liite 16 (1) Liite 16 HSR15A TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
107 Liite 16 (2)

108 Liite 17 (1) Liite 17 KR30H TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
109 Liite 17 (2)
110 Liite 17 (3)
111 Liite 17 (4)
112 Liite 18 (1) Liite 18 Suojakotelon tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
113 Liite 19 (1) Liite 19 MDrive 23 Linear Actuator TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
114 Liite 19 (2)
115 Liite 19 (3)
116 Liite 19 (4)
117 Liite 19 (5)
118 Liite 19 (6)
119 Liite 19 (7)
120 Liite 19 (8)
121 Liite 19 (9)
122 Liite 19 (10)
123 Liite 19 (11)
124 Liite 19 (12)
125 Liite 19 (13)
126 Liite 19 (14)
")
127 Liite 19 (15)
128 Liite 19 (16)
129 Liite 19 (17)
130 Liite 19 (18)
131 Liite 19 (19)
132 Liite 19 (20)
133 Liite 19 (21)
134 Liite 19 (22)
135 Liite 19 (23)
136 Liite 19 (24)
137 Liite 19 (25)
138 Liite 19 (26)
139 Liite 19 (27)
140 Liite 19 (28)
141 Liite 19 (29)
142 Liite 19 (30)
143 Liite 19 (31)
144 Liite 19 (32)
145 Liite 19 (33)
146 Liite 19 (34)
147 Liite 19 (35)
148 Liite 19 (36)
149 Liite 19 (37)
150 Liite 19 (38)
151 Liite 19 (39)
152 Liite 19 (40)
153 Liite 19 (41)
154 Liite 19 (42)
155 Liite 19 (43)
156 Liite 19 (44)
157 Liite 19 (45)
158 Liite 19 (46)
159 Liite 19 (47)
160 Liite 19 (48)
161 Liite 19 (49)
162 Liite 19 (50)
163 Liite 20 (1) Liite 20 MDrive 23 Linear Actuatorin ja KR30H-johteen välisen adapteripalan tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
164 Liite 21 (1) Liite 21 Pedin pohjan tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
165 Liite 22 (1) Liite 22 Jauhepedin tekninen piirustus TURUN AMK:N OPINNÄYTETYÖ Jani Heinonen
3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan
 3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 3.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 3.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan
 3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 16.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 16.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
Metallien 3D-tulostuksen trendit
 Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet
 Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Konepajamiesten seminaari, 3D-tulostuksen teknologiat
 Konepajamiesten seminaari, Messukeskus, 5/2014 3D-tulostuksen teknologiat Jouni Partanen Aalto-yliopisto Lääketieteen sovellutukset Kirurkinen suunnittelu Kirurkinen inertti implantti Salmi M et al., Patient
Konepajamiesten seminaari, Messukeskus, 5/2014 3D-tulostuksen teknologiat Jouni Partanen Aalto-yliopisto Lääketieteen sovellutukset Kirurkinen suunnittelu Kirurkinen inertti implantti Salmi M et al., Patient
3D-tulostus. ebusiness Forum. Jukka Tuomi Finnish Rapid Prototyping Association, FIRPA Aalto University. Linnanmäki 21.5.2013
 ebusiness Forum Linnanmäki 21.5.2013 3D-tulostus Jukka Tuomi Finnish Rapid Prototyping Association, FIRPA Aalto University 1 Jukka Tuomi, Aalto-yliopisto Materiaalia lisäävä valmistus 3D-tulostus = Additive
ebusiness Forum Linnanmäki 21.5.2013 3D-tulostus Jukka Tuomi Finnish Rapid Prototyping Association, FIRPA Aalto University 1 Jukka Tuomi, Aalto-yliopisto Materiaalia lisäävä valmistus 3D-tulostus = Additive
YRITYS JA PALVELUT. Toni Järvitalo. www.3dformtech.fi
 YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
Teollisuuden 3D-tulostaja
 Teollisuuden 3D-tulostaja 1 Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen, Sami Mattila ja Timo Peltonen Pääliiketoimintana
Teollisuuden 3D-tulostaja 1 Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen, Sami Mattila ja Timo Peltonen Pääliiketoimintana
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
YOUR NEW DIMENSION OF POSSIBILITIES. Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.
 YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
3D-tulostuksen kaasut. 3D-päivä, Vossi Group Oy.
 3D-tulostuksen kaasut. 3D-päivä, Vossi Group Oy. Mikko Vaittinen Tampere, 12.3.2019 Kaasut Kaasulaadut Esimerkki Case Jakeluverkostot Atmosfäärin hallinta 3D tulostuksen aloitus Uunin kaasu syöttö Jauheiden
3D-tulostuksen kaasut. 3D-päivä, Vossi Group Oy. Mikko Vaittinen Tampere, 12.3.2019 Kaasut Kaasulaadut Esimerkki Case Jakeluverkostot Atmosfäärin hallinta 3D tulostuksen aloitus Uunin kaasu syöttö Jauheiden
3D Printing Applications in Industry and Home
 FRC+ Project Riihimäki April 15, 2014 3D Printing Applications in Industry and Home Jukka Tuomi Aalto University Finnish Rapid Prototyping Association FIRPA 1 Jukka Tuomi, Aalto-yliopisto 2 Jukka Tuomi,
FRC+ Project Riihimäki April 15, 2014 3D Printing Applications in Industry and Home Jukka Tuomi Aalto University Finnish Rapid Prototyping Association FIRPA 1 Jukka Tuomi, Aalto-yliopisto 2 Jukka Tuomi,
3D-tulostus ja laserleikkaus. Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen
 3D-tulostus ja laserleikkaus Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen Fyysisten kappaleiden mallinnus tietokoneelle Ohjelmia 2D- ja 3D-mallien tekoon
3D-tulostus ja laserleikkaus Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen Fyysisten kappaleiden mallinnus tietokoneelle Ohjelmia 2D- ja 3D-mallien tekoon
Pekka Mansikka-aho. Materiaalia lisäävä valmistus
 Pekka Mansikka-aho Materiaalia lisäävä valmistus Metropolia Ammattikorkeakoulu Insinööri Kone- ja tuotantotekniikka Insinöörityö Päivämäärä 1.6.2014 Tiivistelmä Tekijä Otsikko Sivumäärä Aika Tutkinto Pekka
Pekka Mansikka-aho Materiaalia lisäävä valmistus Metropolia Ammattikorkeakoulu Insinööri Kone- ja tuotantotekniikka Insinöörityö Päivämäärä 1.6.2014 Tiivistelmä Tekijä Otsikko Sivumäärä Aika Tutkinto Pekka
Teollisuuden tulostaja. Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla
 1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Materiaalia lisäävä valmistus (AM) ja 3D-tulostus
 ja 3D-tulostus") Materiaalia lisäävä valmistus (AM) ja 3D-tulostus Tietotekniikan ja Elektroniikan Seuran kokous 13.2.2014 Pasi Puukko, Pentti Eklund, Hannu Linna VTT 2 "3D printing is worth my time, attention, money and
Materiaalia lisäävä valmistus (AM) ja 3D-tulostus Tietotekniikan ja Elektroniikan Seuran kokous 13.2.2014 Pasi Puukko, Pentti Eklund, Hannu Linna VTT 2 "3D printing is worth my time, attention, money and
Teollisuuden tulostaja. Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla
 1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
Metallien 3D-tulostus Tilanne ja kehitysnäkymät Itä-Suomen Teollisuusfoorumi Joensuu,
 Metallien 3D-tulostus Tilanne ja kehitysnäkymät Itä-Suomen Teollisuusfoorumi Joensuu, 11.5.2016 Tuomas Purtonen tuomas@layermetal.fi 050 535 1560 Sisältö Metallien 3D-tulostus Tulostuslaitteet ja tulostuksen
Metallien 3D-tulostus Tilanne ja kehitysnäkymät Itä-Suomen Teollisuusfoorumi Joensuu, 11.5.2016 Tuomas Purtonen tuomas@layermetal.fi 050 535 1560 Sisältö Metallien 3D-tulostus Tulostuslaitteet ja tulostuksen
Manufacturing 4.0. Future of Manufacturing SP3, LUT Laser
 Manufacturing 4.0 Future of Manufacturing WP 2: Automation and distributed manufacturing Subproject 3 Aktiviteettejä LUT Laser Toimenpiteitä tähän mennessä Asiantuntijalausunnon esittäminen lisäävän valmistuksen
Manufacturing 4.0 Future of Manufacturing WP 2: Automation and distributed manufacturing Subproject 3 Aktiviteettejä LUT Laser Toimenpiteitä tähän mennessä Asiantuntijalausunnon esittäminen lisäävän valmistuksen
Välkky työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus
 SO STANDARDI TULOSSA 2017 työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus Mika Haapalainen Liiketoimintaa 3D-tulostuksella Aika Tapahtuma 8.30-9.00 Kahvitarjoilu 9.00-9.15 Tilaisuuden avaus
SO STANDARDI TULOSSA 2017 työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus Mika Haapalainen Liiketoimintaa 3D-tulostuksella Aika Tapahtuma 8.30-9.00 Kahvitarjoilu 9.00-9.15 Tilaisuuden avaus
3D-tulostustekniikat
 3D-tulostustekniikat Jorma Vihinen Yleistietoa (2014) Laitteiden, materiaalien ja palvelujen liikevaihto yli $4 miljardia Laitteiden osuus noin 50% ja materiaalien sekä palvelujen osuus toinen puoli Liikevaihdon
3D-tulostustekniikat Jorma Vihinen Yleistietoa (2014) Laitteiden, materiaalien ja palvelujen liikevaihto yli $4 miljardia Laitteiden osuus noin 50% ja materiaalien sekä palvelujen osuus toinen puoli Liikevaihdon
3D-tulostuksen mahdollisuudet. Saarijärvi
 3D-tulostuksen mahdollisuudet Saarijärvi 7.5.2018 Ainetta lisäävät valmistustekniikat 7 erilaisia AM-valmistusteknologiaa (AM = Additive Manufacturing) ja puhekielessä 3D-tulostusteknologiaa Valokovetus
3D-tulostuksen mahdollisuudet Saarijärvi 7.5.2018 Ainetta lisäävät valmistustekniikat 7 erilaisia AM-valmistusteknologiaa (AM = Additive Manufacturing) ja puhekielessä 3D-tulostusteknologiaa Valokovetus
Omavalmisteinen 3d-printteri Arduino Megan ohjaamana. Sisällysluettelo
 Omavalmisteinen 3d-printteri Arduino Megan ohjaamana Sisällysluettelo 1. 3d-printtauksen kerrosmainen toiminta-ajatus 2. Runkorakenne 3. Kytkentäkaavio ja kytkennät 4. Cura 3.3, ohjausohjelma 1. 3d-printtauksen
Omavalmisteinen 3d-printteri Arduino Megan ohjaamana Sisällysluettelo 1. 3d-printtauksen kerrosmainen toiminta-ajatus 2. Runkorakenne 3. Kytkentäkaavio ja kytkennät 4. Cura 3.3, ohjausohjelma 1. 3d-printtauksen
Konetekniikan koulutusohjelman opintojaksomuutokset
 Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
ALVO 3D-tulostuksen vaikutus tuotesuunnitteluun
 ALVO 3D-tulostuksen vaikutus tuotesuunnitteluun Arto Urpilainen 2016 Tuotteen suunnittelun parametreja Tuotteelta vaadittavat ominaisuudet Toiminnalliset, visuaaliset Valmistusmenetelmät Aika Valmistuskustannukset
ALVO 3D-tulostuksen vaikutus tuotesuunnitteluun Arto Urpilainen 2016 Tuotteen suunnittelun parametreja Tuotteelta vaadittavat ominaisuudet Toiminnalliset, visuaaliset Valmistusmenetelmät Aika Valmistuskustannukset
3D-tulostus lääketieteessä. 15.4.2014 Eero Huotilainen Aalto-yliopisto, Insinööritieteiden korkeakoulu
 3D-tulostus lääketieteessä 15.4.2014 Eero Huotilainen Aalto-yliopisto, Insinööritieteiden korkeakoulu Pikavalmistus Pikavalmistus (Rapid Prototyping, Rapid Manufacturing, Additive Manufacturing, Free-form
3D-tulostus lääketieteessä 15.4.2014 Eero Huotilainen Aalto-yliopisto, Insinööritieteiden korkeakoulu Pikavalmistus Pikavalmistus (Rapid Prototyping, Rapid Manufacturing, Additive Manufacturing, Free-form
Välkky työpaja 1: Tilaisuuden avaus
 SO STANDARDI TULOSSA 2017 työpaja 1: Tilaisuuden avaus Mika Haapalainen Agenda Aika Tapahtuma 9.30-10.00 Kahvitarjoilu 10.00-10.20 Tilaisuuden avaus Erikoistutkija ja -hankkeen projektipäällikkö Mika Haapalainen,
SO STANDARDI TULOSSA 2017 työpaja 1: Tilaisuuden avaus Mika Haapalainen Agenda Aika Tapahtuma 9.30-10.00 Kahvitarjoilu 10.00-10.20 Tilaisuuden avaus Erikoistutkija ja -hankkeen projektipäällikkö Mika Haapalainen,
Puolustusvoimien tutkimuslaitos
 Puolustusvoimien tutkimuslaitos Tiedolla tulevaisuuteen Nimi Työ Osasto AIHE "Kriittisen infrastruktuurin teknisen resilienssin kehittäminen materiaalia lisäävällä valmistuksella" 23.5.2018 2 TUTKIMUSKOHDE
Puolustusvoimien tutkimuslaitos Tiedolla tulevaisuuteen Nimi Työ Osasto AIHE "Kriittisen infrastruktuurin teknisen resilienssin kehittäminen materiaalia lisäävällä valmistuksella" 23.5.2018 2 TUTKIMUSKOHDE
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Lasertekniikan mahdollisuudet uusien materiaalien ja rakenteiden valmistamisessa
 Lasertekniikan mahdollisuudet uusien materiaalien ja rakenteiden valmistamisessa Jari Tuominen Tampereen teknillinen yliopisto Materiaaliopinlaitos Laser Application Laboratory Esityksen sisältö: Laseravusteiset
Lasertekniikan mahdollisuudet uusien materiaalien ja rakenteiden valmistamisessa Jari Tuominen Tampereen teknillinen yliopisto Materiaaliopinlaitos Laser Application Laboratory Esityksen sisältö: Laseravusteiset
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta
 Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät
 Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät Dosentti Heidi Piili, TkT Tutkimusapulainen Atte Heiskanen LUT-yliopisto Lasertyöstön tutkimusryhmä Lisäävän valmistuksen mahdollisuudet-tapahtuma,
Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät Dosentti Heidi Piili, TkT Tutkimusapulainen Atte Heiskanen LUT-yliopisto Lasertyöstön tutkimusryhmä Lisäävän valmistuksen mahdollisuudet-tapahtuma,
VBE2 Työpaketit Jiri Hietanen / TTY
 VBE2 Työpaketit Jiri Hietanen / TTY 1 WP2.1 Technology review and VBE platform 2 Tavoitteet In In charge: charge: Method: Method: Jiri Jiri Hietanen, Hietanen, TUT TUT Analysis Analysis of of existing
VBE2 Työpaketit Jiri Hietanen / TTY 1 WP2.1 Technology review and VBE platform 2 Tavoitteet In In charge: charge: Method: Method: Jiri Jiri Hietanen, Hietanen, TUT TUT Analysis Analysis of of existing
Jarruakseli, -vipu ja -holkki, vaihteistokotelo, lukitusruuvi sekä kahdeksan ruuvia
 RAKENNUSOHJE Jarruakseli, -vipu ja -holkki, vaihteistokotelo, lukitusruuvi sekä kahdeksan ruuvia 251 Lehden nro 60 mukana sait 13 uutta radio-ohjattavan F2007-autosi osaa. Osat ovat vaihteistokotelo, jarruakseli,
RAKENNUSOHJE Jarruakseli, -vipu ja -holkki, vaihteistokotelo, lukitusruuvi sekä kahdeksan ruuvia 251 Lehden nro 60 mukana sait 13 uutta radio-ohjattavan F2007-autosi osaa. Osat ovat vaihteistokotelo, jarruakseli,
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
225 litran kapasiteetilla polymeerisessä syöttölokerossa voi olla jopa 180 kg kuivaa #1 vuorisuolaa, kalsiumkloridia tai muuta jäänestoainetta.
 LP-8 Spreader Paranna liukkaudentorjunnan tehokkuutta Blizzard LP-8 Tailgate -levittimellä, joka on takanäkyvyyden parantamiseksi malliltaan matalaprofiilinen ja jonka kapasiteetti on 225 litraa, jotta
LP-8 Spreader Paranna liukkaudentorjunnan tehokkuutta Blizzard LP-8 Tailgate -levittimellä, joka on takanäkyvyyden parantamiseksi malliltaan matalaprofiilinen ja jonka kapasiteetti on 225 litraa, jotta
Digitaalinen valmistus. Teknologiademot on the Road
 Digitaalinen valmistus Teknologiademot on the Road 29.11.2016 CAM, Computer-aided Manufacturing Koneistus: 3D-mallin käyttö työstökoneiden ohjelmoinnissa (CAM) Ohjelmistoja käytetään erilaisten työstökeskusten
Digitaalinen valmistus Teknologiademot on the Road 29.11.2016 CAM, Computer-aided Manufacturing Koneistus: 3D-mallin käyttö työstökoneiden ohjelmoinnissa (CAM) Ohjelmistoja käytetään erilaisten työstökeskusten
Kitkapalat, tiivistysrengas, välilevy, pyöreä jousi, rullalaakerit ja ruuvi
 RAKENNUSOHJE Kitkapalat, tiivistysrengas, välilevy, pyöreä jousi, rullalaakerit ja ruuvi 325 Lehden nro 77 mukana sait osat, joita tarvitset mittakaavan 1:7 F2007-autosi kytkimen rakentamiseen. Uudet osat
RAKENNUSOHJE Kitkapalat, tiivistysrengas, välilevy, pyöreä jousi, rullalaakerit ja ruuvi 325 Lehden nro 77 mukana sait osat, joita tarvitset mittakaavan 1:7 F2007-autosi kytkimen rakentamiseen. Uudet osat
Laser additive manufacturing (aka 3D printing) of metallic materials
 of metallic materials") Laser additive manufacturing (aka 3D printing) of metallic materials Heidi Piili Lappeenranta University of Technology Faculty of Technology Laser processing research group June 16 th 2014 LASER ADDITIVE
Laser additive manufacturing (aka 3D printing) of metallic materials Heidi Piili Lappeenranta University of Technology Faculty of Technology Laser processing research group June 16 th 2014 LASER ADDITIVE
FAST FLEXIBLE RELIABLE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. FINNISH EXPERTISE
 FAST FLEXIBLE RELIABLE FINNISH EXPERTISE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. CERTIFIED CUSTOMIZED PROFILES PROFESSIONAL AREAS CONSTRUCTION INDUSTRY HEAVY INDUSTRY HEAVY
FAST FLEXIBLE RELIABLE FINNISH EXPERTISE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. CERTIFIED CUSTOMIZED PROFILES PROFESSIONAL AREAS CONSTRUCTION INDUSTRY HEAVY INDUSTRY HEAVY
PIENOISLINEAARIJOHTEET
 RSR Z ja RSH Z PIENOISLINEAARIJOHTEET MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 5 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 5 172 Vantaa
RSR Z ja RSH Z PIENOISLINEAARIJOHTEET MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 5 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 5 172 Vantaa
 3D-tulostus Virtuaalinen 3D-malli muutetaan fyysiseksi esineeksi Materiaalia lisäävä valmistus menetelmä Additive Manufacturing Materiaalia lisätään kerros kerrokselta Tämä mahdollistaa: Sisäkkäiset muodot
3D-tulostus Virtuaalinen 3D-malli muutetaan fyysiseksi esineeksi Materiaalia lisäävä valmistus menetelmä Additive Manufacturing Materiaalia lisätään kerros kerrokselta Tämä mahdollistaa: Sisäkkäiset muodot
3D-tulostus. Pikavalmistus 3-D printing Additive Manufacturing. Salla Sepponen, Metropolia Ammattikorkeakoulu
 3D-tulostus Pikavalmistus 3-D printing Additive Manufacturing Salla Sepponen, Metropolia Ammattikorkeakoulu 3D-tulostus Mitä on 3D-tulostus? Miksi 3D-tulostusta käytetään? Miten 3D-tulostus toimii? Mitä
3D-tulostus Pikavalmistus 3-D printing Additive Manufacturing Salla Sepponen, Metropolia Ammattikorkeakoulu 3D-tulostus Mitä on 3D-tulostus? Miksi 3D-tulostusta käytetään? Miten 3D-tulostus toimii? Mitä
TEKNILLINEN TIEDEKUNTA
 TEKNILLINEN TIEDEKUNTA AINETTA LISÄÄVÄT VALMISTUSMENETELMÄT: METALLIN LASERSINTRAUS Karhunen Ville KONETEKNIIKAN TUTKINTO-OHJELMA Kandidaatintyö 2017 TIIVISTELMÄ Ainetta lisäävät valmistusmenetelmät: metallin
TEKNILLINEN TIEDEKUNTA AINETTA LISÄÄVÄT VALMISTUSMENETELMÄT: METALLIN LASERSINTRAUS Karhunen Ville KONETEKNIIKAN TUTKINTO-OHJELMA Kandidaatintyö 2017 TIIVISTELMÄ Ainetta lisäävät valmistusmenetelmät: metallin
3D tulostus kierrätetystä materiaalista. Antti Salminen
 3D tulostus kierrätetystä materiaalista Antti Salminen 2 Valmistustekniikoita A) B) A) 3D tulostus B) Koneistus C) Valaminen C) 3 Lisäävä valmistus / 3D tulostus ISO standardikomitean suositus: 1. Additive
3D tulostus kierrätetystä materiaalista Antti Salminen 2 Valmistustekniikoita A) B) A) 3D tulostus B) Koneistus C) Valaminen C) 3 Lisäävä valmistus / 3D tulostus ISO standardikomitean suositus: 1. Additive
Matalaemissiivinen ja tutkasäteitä absorboiva hybridimaali- HYBRIDPAINT. MATINE vuosiseminaari 17.11.2011 Pertti Lintunen, VTT
 Matalaemissiivinen ja tutkasäteitä absorboiva hybridimaali- HYBRIDPAINT MATINE vuosiseminaari 17.11.2011 Pertti Lintunen, VTT 2 Tutkimusryhmän jäsenet ja hankkeen koko Tutkijat jotka mukana VTTltä: Erikoistutkija
Matalaemissiivinen ja tutkasäteitä absorboiva hybridimaali- HYBRIDPAINT MATINE vuosiseminaari 17.11.2011 Pertti Lintunen, VTT 2 Tutkimusryhmän jäsenet ja hankkeen koko Tutkijat jotka mukana VTTltä: Erikoistutkija
Teollisuustason 3D-tulostus. Jyväskylä Jouni Mäkelä
 Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Efficiency change over time
 Efficiency change over time Heikki Tikanmäki Optimointiopin seminaari 14.11.2007 Contents Introduction (11.1) Window analysis (11.2) Example, application, analysis Malmquist index (11.3) Dealing with panel
Efficiency change over time Heikki Tikanmäki Optimointiopin seminaari 14.11.2007 Contents Introduction (11.1) Window analysis (11.2) Example, application, analysis Malmquist index (11.3) Dealing with panel
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
LYTH-CONS CONSISTENCY TRANSMITTER
 LYTH-CONS CONSISTENCY TRANSMITTER LYTH-INSTRUMENT OY has generate new consistency transmitter with blade-system to meet high technical requirements in Pulp&Paper industries. Insurmountable advantages are
LYTH-CONS CONSISTENCY TRANSMITTER LYTH-INSTRUMENT OY has generate new consistency transmitter with blade-system to meet high technical requirements in Pulp&Paper industries. Insurmountable advantages are
CROSSTRAINER (Model E 7000P)
") CROSSTRAINER (Model E 7000P) Kuva 1 Poista pultit (C4) tiivisterenkaat (C5) ja mutterit (C6) takavakaajasta (C). Laita kaksi pulttia (C4) takavakaajan läpi, kiinnittääksesi kannattimen laitteeseen (A),
CROSSTRAINER (Model E 7000P) Kuva 1 Poista pultit (C4) tiivisterenkaat (C5) ja mutterit (C6) takavakaajasta (C). Laita kaksi pulttia (C4) takavakaajan läpi, kiinnittääksesi kannattimen laitteeseen (A),
Robotiikka ja 3D-tulostus
 Teknologiateollisuuden Ennakointikamari, 6.11.2014 Robotiikka ja 3D-tulostus Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys, FIRPA 1 Jukka Tuomi, Aalto-yliopisto Robotiikan ja 3D-tulostuksen
Teknologiateollisuuden Ennakointikamari, 6.11.2014 Robotiikka ja 3D-tulostus Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys, FIRPA 1 Jukka Tuomi, Aalto-yliopisto Robotiikan ja 3D-tulostuksen
Kallistettava paistinpannu
 Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat
: Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat") Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat ehdottomia? 2012-2013 Lasse Lensu 2 Nykyiset tietokoneet
Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat ehdottomia? 2012-2013 Lasse Lensu 2 Nykyiset tietokoneet
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
Collaborative & Co-Creative Design in the Semogen -projects
 1 Collaborative & Co-Creative Design in the Semogen -projects Pekka Ranta Project Manager -research group, Intelligent Information Systems Laboratory 2 Semogen -project Supporting design of a machine system
1 Collaborative & Co-Creative Design in the Semogen -projects Pekka Ranta Project Manager -research group, Intelligent Information Systems Laboratory 2 Semogen -project Supporting design of a machine system
Lehden nro 83 mukana sait
 RAKENNUSOHJE Bensiinisäiliö, silikoniputki, kaksi O-rengasta ja kaksi ruuvia 357 Lehden nro 83 mukana sait kuusi uutta osaa radio-ohjattavaan pienoismalliisi. Osat kuuluvat pienoismallisi polttoainejärjestelmään.
RAKENNUSOHJE Bensiinisäiliö, silikoniputki, kaksi O-rengasta ja kaksi ruuvia 357 Lehden nro 83 mukana sait kuusi uutta osaa radio-ohjattavaan pienoismalliisi. Osat kuuluvat pienoismallisi polttoainejärjestelmään.
Voitelulaitteen kannessa olevalla säätöruuvilla voidaan ilmaan sekoittuvan öljyn määrä säätää helposti.
 LUETTELO > 2015 > Sarja MD voitelulaitteet Sarja MD voitelulaitteet Uutta Liitännät vaihdettavin patruunoin: sisäkierre (1/8, 1/4, /8) tai pistoliittimet Ø 6, 8 ja 10 mm putkelle. Modulaarinen asennus
LUETTELO > 2015 > Sarja MD voitelulaitteet Sarja MD voitelulaitteet Uutta Liitännät vaihdettavin patruunoin: sisäkierre (1/8, 1/4, /8) tai pistoliittimet Ø 6, 8 ja 10 mm putkelle. Modulaarinen asennus
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
MATERIAALIA LISÄÄVÄN VALMISTUKSEN KEHITTÄMINEN KONETEKNOLOGIAKESKUS TURKU OY:N YMPÄRISTÖÖN
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka 2018 Erkki Virkki MATERIAALIA LISÄÄVÄN VALMISTUKSEN KEHITTÄMINEN KONETEKNOLOGIAKESKUS TURKU OY:N YMPÄRISTÖÖN OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka 2018 Erkki Virkki MATERIAALIA LISÄÄVÄN VALMISTUKSEN KEHITTÄMINEN KONETEKNOLOGIAKESKUS TURKU OY:N YMPÄRISTÖÖN OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU
siirrettävät jätepuristimet www.werner-weber.com sarja MPC SKPC PCS.PD WEBER WERNER
 sarja MPC SKPC PCS.PD ➀ MPC-sarja suositun PCA/M/S-sarjan uusin, linjakkaasti muotoiltu malli erittäin suuri täyttösuppilo (2330 x 1948 mm MPC/L suuri suoritusteho (2,2 m 3 /työliike MPC/L) suuri puristusvoima
sarja MPC SKPC PCS.PD ➀ MPC-sarja suositun PCA/M/S-sarjan uusin, linjakkaasti muotoiltu malli erittäin suuri täyttösuppilo (2330 x 1948 mm MPC/L suuri suoritusteho (2,2 m 3 /työliike MPC/L) suuri puristusvoima
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Digitaalinen kappaletuotanto - Nopeasti markkinoille
 Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
Jäähdytysturva Oy Koivukummuntie 4 01510 Vantaa puh. +358 (0)20 754 5235 info@jaahdytysturva.fi www.jaahdytysturva.fi
20 754 5235 info@jaahdytysturva.fi www.jaahdytysturva.fi") Testo 106-T1:ssä on erittäin nopea ja tarkka NTC-anturi yhdistettynä ohueen mittauskärkeen joka ei jätä jälkiä. Testo 106-T1 soveltuu erinomaisesti elintarvikkeiden lämpötilojen mittaukseen esimerkiksi
Testo 106-T1:ssä on erittäin nopea ja tarkka NTC-anturi yhdistettynä ohueen mittauskärkeen joka ei jätä jälkiä. Testo 106-T1 soveltuu erinomaisesti elintarvikkeiden lämpötilojen mittaukseen esimerkiksi
Tekijä: Markku Savolainen. STIRLING-moottori
 Tekijä: Markku Savolainen STIRLING-moottori Perustietoa Perustietoa Palaminen tapahtuu sylinterin ulkopuolella Moottorin toiminta perustuu työkaasun kuumentamiseen ja jäähdyttämiseen Työkaasun laajeneminen
Tekijä: Markku Savolainen STIRLING-moottori Perustietoa Perustietoa Palaminen tapahtuu sylinterin ulkopuolella Moottorin toiminta perustuu työkaasun kuumentamiseen ja jäähdyttämiseen Työkaasun laajeneminen
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
Rakennussarjan sisältö (osat eivät ole oikeassa mittakaavassa) Vasen portaali oranssi, alumiini. Oikea portaali oranssi, alumiini
 Vasen portaali oranssi, alumiini. Oikea portaali oranssi, alumiini") Suomenkielinen käännös: SLOWorks Ky / Stepcraft.fi versio 1.0/2015 Hyvä asiakas, Kiitos kun olet hankkinut korkealaatuisen STEPCRAFT-sarjan koneen. Ennen kasaamista, lue tämä opas läpi, jotta saat yleiskäsityksen
Suomenkielinen käännös: SLOWorks Ky / Stepcraft.fi versio 1.0/2015 Hyvä asiakas, Kiitos kun olet hankkinut korkealaatuisen STEPCRAFT-sarjan koneen. Ennen kasaamista, lue tämä opas läpi, jotta saat yleiskäsityksen
DEADMAN-TUTKIMUS- HANKKEEN LOPPURAPORTTI
 TEKNOLOGIA- JA YMPÄRISTÖALA DEADMAN-TUTKIMUS- HANKKEEN LOPPURAPORTTI kokemuksia metallikappaleiden ainetta lisäävästä valmistuksesta KIRJOITTAJAT Antti Alonen, Esa Hietikko, Mikko Hoffren, Matti Kesonen
TEKNOLOGIA- JA YMPÄRISTÖALA DEADMAN-TUTKIMUS- HANKKEEN LOPPURAPORTTI kokemuksia metallikappaleiden ainetta lisäävästä valmistuksesta KIRJOITTAJAT Antti Alonen, Esa Hietikko, Mikko Hoffren, Matti Kesonen
Metal 3D. manufacturing. Kimmo K. Mäkelä Post doctoral researcher
 Metal 3D manufacturing Kimmo K. Mäkelä Post doctoral researcher 02.11.2016 Collaboration! 2 Oulun yliopisto Definition - What does Additive Manufacturing mean? Additive manufacturing is a manufacturing
Metal 3D manufacturing Kimmo K. Mäkelä Post doctoral researcher 02.11.2016 Collaboration! 2 Oulun yliopisto Definition - What does Additive Manufacturing mean? Additive manufacturing is a manufacturing
Metallien 3D-tulostus mahdollisuus ja haasteet. LUT School of Energy Systems Konetekniikan osaamisalue Lasertyöstön tutkimusryhmä
 Metallien 3D-tulostus mahdollisuus ja haasteet LUT School of Energy Systems Konetekniikan osaamisalue Lasertyöstön tutkimusryhmä Nämä kalvot on koostettu LUT Laserin (LUT) toimesta lisätietoja: Professori
Metallien 3D-tulostus mahdollisuus ja haasteet LUT School of Energy Systems Konetekniikan osaamisalue Lasertyöstön tutkimusryhmä Nämä kalvot on koostettu LUT Laserin (LUT) toimesta lisätietoja: Professori
METALLITULOSTUS 3D INVEST JA 3D BOOSTI - HANKKEET
 METALLITULOSTUS 3D INVEST JA 3D BOOSTI - HANKKEET 8.2.2017 3D INVEST JA 3D BOOSTI - HANKKEET Tampereen teknillinen yliopisto (TTY), Tampereen ammattikorkeakoulu (TAMK) SASKY koulutuskuntayhtymän (SASKY)
METALLITULOSTUS 3D INVEST JA 3D BOOSTI - HANKKEET 8.2.2017 3D INVEST JA 3D BOOSTI - HANKKEET Tampereen teknillinen yliopisto (TTY), Tampereen ammattikorkeakoulu (TAMK) SASKY koulutuskuntayhtymän (SASKY)
Alternative DEA Models
 Mat-2.4142 Alternative DEA Models 19.9.2007 Table of Contents Banker-Charnes-Cooper Model Additive Model Example Data Home assignment BCC Model (Banker-Charnes-Cooper) production frontiers spanned by convex
Mat-2.4142 Alternative DEA Models 19.9.2007 Table of Contents Banker-Charnes-Cooper Model Additive Model Example Data Home assignment BCC Model (Banker-Charnes-Cooper) production frontiers spanned by convex
Julkaisutiedot. Scania Diagnos & Programmer 3 versio 2.27
 fi-fi Julkaisutiedot Scania Diagnos & Programmer 3 versio 2.27 Versio 2.27 korvaa Scania Diagnos & Programmer 3 -version 2.26 ja tukee P-, G-, R- ja T-sarjan ajoneuvojen, F-, K- ja N-sarjan ajoneuvojen
fi-fi Julkaisutiedot Scania Diagnos & Programmer 3 versio 2.27 Versio 2.27 korvaa Scania Diagnos & Programmer 3 -version 2.26 ja tukee P-, G-, R- ja T-sarjan ajoneuvojen, F-, K- ja N-sarjan ajoneuvojen
Halton Zen Circle ZCI - syrjäyttävä tuloilmalaite
 Halton Zen Circle ZCI - syrjäyttävä tuloilmalaite Laaja ilmavirran säätöalue Tasainen ilmavirran virtauskuvio saadaan aikaan pienillä rei'illä, jotka muodostavat optimaaliset virtausolosuhteet hajottimen
Halton Zen Circle ZCI - syrjäyttävä tuloilmalaite Laaja ilmavirran säätöalue Tasainen ilmavirran virtauskuvio saadaan aikaan pienillä rei'illä, jotka muodostavat optimaaliset virtausolosuhteet hajottimen
ASCII-taidetta. Intro: Python
 Python 1 ASCII-taidetta All Code Clubs must be registered. Registered clubs appear on the map at codeclubworld.org - if your club is not on the map then visit jumpto.cc/18cplpy to find out what to do.
Python 1 ASCII-taidetta All Code Clubs must be registered. Registered clubs appear on the map at codeclubworld.org - if your club is not on the map then visit jumpto.cc/18cplpy to find out what to do.
Tuotekehityksestä tuotantoon Case-esimerkkejä 3D-tulostuksen hyödyntämisestä Välkky-seminaari, Konepajamessut Riitta Noponen
 Tuotekehityksestä tuotantoon Case-esimerkkejä 3D-tulostuksen hyödyntämisestä Välkky-seminaari, Konepajamessut 20.3.2018 Riitta Noponen 3DTech Oy Päätoimipiste Salossa Henkilöstöä 7 + 2 tällä hetkellä Kaksi
Tuotekehityksestä tuotantoon Case-esimerkkejä 3D-tulostuksen hyödyntämisestä Välkky-seminaari, Konepajamessut 20.3.2018 Riitta Noponen 3DTech Oy Päätoimipiste Salossa Henkilöstöä 7 + 2 tällä hetkellä Kaksi
L 99/10 Euroopan unionin virallinen lehti 5.4.2012
 L 99/10 Euroopan unionin virallinen lehti 5.4.2012 Suorakaiteen muotoinen tavara, jonka mitat ovat noin 60 300 cm ja joka koostuu kahdesta yhteenliimatusta kerroksesta (joista toinen on tekstiilikangasta
L 99/10 Euroopan unionin virallinen lehti 5.4.2012 Suorakaiteen muotoinen tavara, jonka mitat ovat noin 60 300 cm ja joka koostuu kahdesta yhteenliimatusta kerroksesta (joista toinen on tekstiilikangasta
PASSION PROSYSTEM. Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI. Since 1912
 PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
Ammatillinen opettajakorkeakoulu
 - Ammatillinen opettajakorkeakoulu 2 JYVÄSKYLÄN KUVAILULEHTI AMMATTIKORKEAKOULU Päivämäärä 762007 Tekijä(t) Merja Hilpinen Julkaisun laji Kehittämishankeraportti Sivumäärä 65 Julkaisun kieli Suomi Luottamuksellisuus
- Ammatillinen opettajakorkeakoulu 2 JYVÄSKYLÄN KUVAILULEHTI AMMATTIKORKEAKOULU Päivämäärä 762007 Tekijä(t) Merja Hilpinen Julkaisun laji Kehittämishankeraportti Sivumäärä 65 Julkaisun kieli Suomi Luottamuksellisuus
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit. Uusi moottorisukupolvi
 Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Moderni, työelämälähtöinen, teknologiateollisuuden tarpeisiin keskittyvä koulutus- ja kehittämisympäristö.
 1.12.2017 Koneteknologiakeskus Turku Oy 63 teknologiateollisuuden yritystä Moderni, työelämälähtöinen, teknologiateollisuuden tarpeisiin keskittyvä koulutus- ja kehittämisympäristö. Opiskelijoille työelämälähtöinen
1.12.2017 Koneteknologiakeskus Turku Oy 63 teknologiateollisuuden yritystä Moderni, työelämälähtöinen, teknologiateollisuuden tarpeisiin keskittyvä koulutus- ja kehittämisympäristö. Opiskelijoille työelämälähtöinen
KAAPELIN SUOJAAMINEN SUOJAMATOLLA
 KAAPELIN SUOJAAMINEN SUOJAMATOLLA Laitteisto koostuu: Kaapelin suojamatosta DAFIGAINE Maton asennuslaitteesta SPIRALERDALEN Motorisoidusta kaapelikelatrailerista DAFISTOCKER. Kaapelikelatraileri mahdollistaa
KAAPELIN SUOJAAMINEN SUOJAMATOLLA Laitteisto koostuu: Kaapelin suojamatosta DAFIGAINE Maton asennuslaitteesta SPIRALERDALEN Motorisoidusta kaapelikelatrailerista DAFISTOCKER. Kaapelikelatraileri mahdollistaa
Käytännön kokemuksia osallistumisesta EU projekteihin. 7. puiteohjelman uusien hakujen infopäivät 2011
 Käytännön kokemuksia osallistumisesta EU projekteihin 7. puiteohjelman uusien hakujen infopäivät 2011 15.3.2010 07.09.2011 Markku Timo Ture Nikkilä T&K yritys, 8 henkilöä Elastopoli Oy PK-yritys, omistajina
Käytännön kokemuksia osallistumisesta EU projekteihin 7. puiteohjelman uusien hakujen infopäivät 2011 15.3.2010 07.09.2011 Markku Timo Ture Nikkilä T&K yritys, 8 henkilöä Elastopoli Oy PK-yritys, omistajina
When Innovation & Nature Combine
 When Innovation & Nature Combine Yhdellä pystyruuvilla 8 14 16 sto Mixell 8 10 12 14 16 Kahdella pystyruuvilla 20 22 sto Mixell 20 22 24 26 30 Kolmella pystyruuvilla 40 30 sto Mixell 30 35 40 45 RMH lla
When Innovation & Nature Combine Yhdellä pystyruuvilla 8 14 16 sto Mixell 8 10 12 14 16 Kahdella pystyruuvilla 20 22 sto Mixell 20 22 24 26 30 Kolmella pystyruuvilla 40 30 sto Mixell 30 35 40 45 RMH lla
WGS - Kiskot ja kiinnitysosat
 WGS - kiskot ja kiinnitysosat, yleistä WGS -tarttujajärjestelmään kuuluu erikokoista alumiinikiskoa, kaikki valmistettu hyvälaatuisesta raaka-aineesta, mikä takaa korkean vääntö- ja taivutusjäykkyyden.
WGS - kiskot ja kiinnitysosat, yleistä WGS -tarttujajärjestelmään kuuluu erikokoista alumiinikiskoa, kaikki valmistettu hyvälaatuisesta raaka-aineesta, mikä takaa korkean vääntö- ja taivutusjäykkyyden.
Päällirakenteen kiinnitys. Kiinnitys apurungon etuosassa
 Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
FYSIIKKA. Mekaniikan perusteita pintakäsittelijöille. Copyright Isto Jokinen; Käyttöoikeus opetuksessa tekijän luvalla. - Laskutehtävien ratkaiseminen
 FYSIIKKA Mekaniikan perusteita pintakäsittelijöille - Laskutehtävien ratkaiseminen - Nopeus ja keskinopeus - Kiihtyvyys ja painovoimakiihtyvyys - Voima - Kitka ja kitkavoima - Työ - Teho - Paine LASKUTEHTÄVIEN
FYSIIKKA Mekaniikan perusteita pintakäsittelijöille - Laskutehtävien ratkaiseminen - Nopeus ja keskinopeus - Kiihtyvyys ja painovoimakiihtyvyys - Voima - Kitka ja kitkavoima - Työ - Teho - Paine LASKUTEHTÄVIEN
Kuva 1. VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen, malli 510
 VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
Rakenna oma puukuivuri
 Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Laserpinnoitus. Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola
 Laserpinnoitus Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola Esityksen sisältö Laserpinnoituksen ja pintakäsittelyn periaatteet Pinnoitemateriaalit
Laserpinnoitus Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola Esityksen sisältö Laserpinnoituksen ja pintakäsittelyn periaatteet Pinnoitemateriaalit
A13-03 Kaksisuuntainen akkujen tasauskortti. Projektisuunnitelma. Automaatio- ja systeemitekniikan projektityöt AS-0.
 A13-03 Kaksisuuntainen akkujen tasauskortti Projektisuunnitelma Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 25.9.2013 Sisällysluettelo Sisällysluettelo...
A13-03 Kaksisuuntainen akkujen tasauskortti Projektisuunnitelma Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 25.9.2013 Sisällysluettelo Sisällysluettelo...
MATERIAALIA LISÄÄVÄN VALMIS- TUKSEN KÄYTTÖ PIRKANMAALAI- SISSA YRITYKSISSÄ
 MATERIAALIA LISÄÄVÄN VALMIS- TUKSEN KÄYTTÖ PIRKANMAALAI- SISSA YRITYKSISSÄ Jarmo Hanhela Opinnäytetyö Toukokuu 2015 Kone- ja tuotantotekniikka Tuotekehitys TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone-
MATERIAALIA LISÄÄVÄN VALMIS- TUKSEN KÄYTTÖ PIRKANMAALAI- SISSA YRITYKSISSÄ Jarmo Hanhela Opinnäytetyö Toukokuu 2015 Kone- ja tuotantotekniikka Tuotekehitys TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone-
7.4 Variability management
 7.4 Variability management time... space software product-line should support variability in space (different products) support variability in time (maintenance, evolution) 1 Product variation Product
7.4 Variability management time... space software product-line should support variability in space (different products) support variability in time (maintenance, evolution) 1 Product variation Product
Tee-se-itse.fi Ja saat sellaisen, kuin sattuu tulemaan! http://www.tee-se-itse.fi
 Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Metallijauheiden valmistus ja 3D tulostuksen asettamat vaatimukset
 TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Kuvapaikka (ei kehyksiä kuviin) Metallijauheiden valmistus ja 3D tulostuksen asettamat vaatimukset Senior Scientist Juha Lagerbom, VTT Sisällys Markkinat AM-jauheille
TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Kuvapaikka (ei kehyksiä kuviin) Metallijauheiden valmistus ja 3D tulostuksen asettamat vaatimukset Senior Scientist Juha Lagerbom, VTT Sisällys Markkinat AM-jauheille
JUHO-PETTERI STORBERG MATERIAALIA LISÄÄVÄN VALMISTUKSEN ARVONTUOTTO
 JUHO-PETTERI STORBERG MATERIAALIA LISÄÄVÄN VALMISTUKSEN ARVONTUOTTO Diplomityö Tarkastajat: Associate Professor Minna Lanz ja Tekn. lis. Jorma Vihinen Tarkastajat ja aihe hyväksytty Teknisten tieteiden
JUHO-PETTERI STORBERG MATERIAALIA LISÄÄVÄN VALMISTUKSEN ARVONTUOTTO Diplomityö Tarkastajat: Associate Professor Minna Lanz ja Tekn. lis. Jorma Vihinen Tarkastajat ja aihe hyväksytty Teknisten tieteiden
3D-tulostuksen hyödyntäminen valutuotteiden valmistuksessa. Valunkäytön seminaari, Tampere Roy Björkstrand
 3D-tulostuksen hyödyntäminen valutuotteiden valmistuksessa Valunkäytön seminaari, 31.03 2017 Tampere Roy Björkstrand 3D-tulostus periaate + Luokittelu ja teknologiat - Metallien 3D-tulostus Hyödyntäminen
3D-tulostuksen hyödyntäminen valutuotteiden valmistuksessa Valunkäytön seminaari, 31.03 2017 Tampere Roy Björkstrand 3D-tulostus periaate + Luokittelu ja teknologiat - Metallien 3D-tulostus Hyödyntäminen
Yhteistyössä: 3D Boosti ja Invest. 3D Boosti materiaalia lisäävän valmistuksen kehityshankkeet Tampere, TTY
 3D Boosti ja Invest 3D Boosti materiaalia lisäävän valmistuksen kehityshankkeet Tampere, TTY 2015-10-28 Sisältö 3D Boosti ja 3D Invest yleisesti 3D Invest, suorakerrostus BusinessChampion kehitettävän
3D Boosti ja Invest 3D Boosti materiaalia lisäävän valmistuksen kehityshankkeet Tampere, TTY 2015-10-28 Sisältö 3D Boosti ja 3D Invest yleisesti 3D Invest, suorakerrostus BusinessChampion kehitettävän