ODR-KÄYTTÄJÄKUNNOSSAPIDON MITTAUSKIERROSTEN KEHITTÄMINEN STORA ENSON ENOCELLIN TEHTAALLA
|
|
|
- Jorma Kinnunen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Jussi Nuutinen Teemu Ronkainen ODR-KÄYTTÄJÄKUNNOSSAPIDON MITTAUSKIERROSTEN KEHITTÄMINEN STORA ENSON ENOCELLIN TEHTAALLA Opinnäytetyö Huhtikuu 2016
2 OPINNÄYTETYÖ Huhtikuu 2016 Kone- ja tuotantotekniikan koulutusohjelma Tekijä(t) Jussi Nuutinen Teemu Ronkainen Karjalankatu JOENSUU p. (013) Nimeke ODR-käyttäjäkunnossapidon mittauskierrosten kehittäminen Stora Enson Enocellin tehtaalla. Toimeksiantaja Stora Enso Oyj Enocellin tehdas Tiivistelmä Työn tarkoituksena oli tarkastella ODR-mittauskierroksia Enocellin sellutehtaalla. Tehtaalla on koettu haasteelliseksi saavuttaa asetettuja tavoitteita ODRmittauskierrosten määrässä. Työn tavoitteena oli selvittää ongelmakohdat ja kehittää mittauskierroksia niin, että mittauskertatavoitteet täyttyisivät. Työtä lähdettiin suorittamaan osallistumalla mittauskierroksille ja haastattelemalla käytön henkilöstöä. Teoriaosiossa käydään läpi ODR:n ja kunnonvalvonnan teoriaa, laitteistoa sekä niiden mittauskyvykkyyttä. Mittausmääriä ja kierrosten kestoja kaavioitiin ja tehtiin havaintoja kierrosten kulusta. Haastatteluiden ja kierrosten tulokset on käyty läpi tulososiossa. Työn aikana järjestettiin vierailu Kaukopään kartonkitehtaalla Imatralla. Vierailun tarkoituksena oli suorittaa vertailua ODR-toiminnan toteutuksessa. Kieli suomi Asiasanat Sivuja 47+6 Liitteet 2 ODR, kunnossapito, kunnonvalvonta, kuitulinja, kuivauskone

3 Author (s) Jussi Nuutinen Teemu Ronkainen THESIS April 2016 Degree programme in Mechanical and Production Engineering Karjalankatu JOENSUU FINLAND Tel Title Development of Operator Driven Reliability based measuring cycles at Stora Enso Enocell mill Commissioned by Stora Enso Oyj Enocell mill Abstract The main purpose of this thesis was to examine the ODR-measuring cycles at Enocell pulp mill. It has been considered challenging at the mill to reach the set quantity levels of ODR-measurements. The main goal was to solve the problem points and develop measuring cycles so that the set measuring quantities would be fulfilled. The work started by taking part on the measuring cycles and interviewing mill operators. The theory part deals with the ODR and condition monitoring theory, the equipment and its measuring ability. Measuring quantities and durations were charted and observations were made. The results of the interviews and participation on the cycles are dealt with in the result section. The authors visited Kaukopää board mill in Imatra during this thesis work. The main purpose of the visit was to perform comparison of executing the ODR-operation. Language Finnish Keywords Pages 47+6 Appendices 2 ODR, maintenance, condition monitoring, fiber line, drying machine
4 Sisältö 1 Johdanto Toimeksianto ja esittely Työn tavoitteet ja rajaus Toimeksiantaja: Stora Enso Oyj, Enocellin tehdas Kunnonvalvonta Kunnossapito Kunnonvalvonta Kunnonvalvonnan värähtelymittausten suorittaminen ODR käsitteenä ODR-kunnonvalvonnan välineet Enocellin tehtaalla SKF Microlog inspector WMCD-kunnontunnistusanturi ja sillä mitattavat suureet Analyst Mittauspaikan valinta ja merkintä ODR-kierrokset Enocellissä ODR-toiminnan aloitus ODR-toiminnan nykytila Mittausmäärät Prosessinhoitajien haastattelut Mittauskierrokset ODR-toiminnan kehitys Benchmarking Kaukopään kartonkitehtaalla Imatralla ODR-toiminnan johtaminen Esimiestoiminta ja motivaatiotekijät Vuoroesimiesten haastattelut Tulokset ja analysointi Kuitulinjat Kuivaamo Analysointi Pohdinta Lähteet Liitteet Liite 1 Liite 2 Haastattelurunko Mittauspisteiden merkintäopas
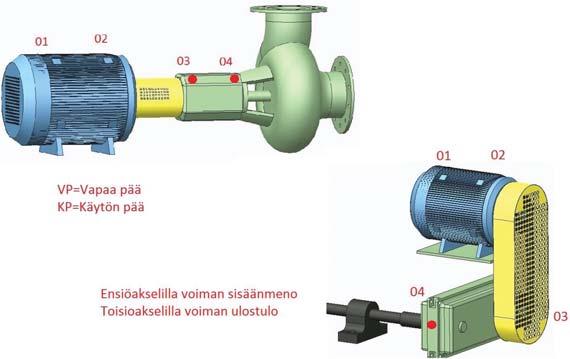
5 Sanasto Efora Oy KL KU Kunnonvalvonta Kunnossapito ODR Optivision SAP Stora Enso Oyj:n omistama kunnossapito- ja engineeringpalveluihin erikoistunut yritys (Efora 2016). Kuitulinja, johon kuuluvat sellumassan keittämö, pesemö ja valkaisu. Kuivauskone, käsittää sellumassan kuivauksen, paalauksen ja varastoinnin. Kunnossapidon osa-alue, jonka tarkoituksena on tuottaa tehdaslaitoksen investointien, käytön ja kunnossapidon kannalta oleellisia tietoja ja sitä kautta lisätä tuotantoaikaa (Opetushallitus 2016a). Yleistermi, jolla tarkoitetaan teollisuudessa tuotantoon liittyvien koneiden, laitteiden ja rakennusten toimintakunnon ylläpitämistä (Opetushallitus 2016b). Operator driven reliability, käsittää käyttäjän suorittamaa kunnonvalvontaa (SKF 2016a). Honeywellin toimittama tehdastietojärjestelmä, jota käytetään tuotannonohjaukseen (Ignatius 2016). Ohjelmatoimittaja, käytännössä puhuttaessa SAP:sta tarkoitetaan kuitenkin toiminnanohjausjärjestelmää, ERPiä. Verhokäyräkiihtyvyys Pyöriviä osia sisältävien laakereiden tai hammaspyörien pulssiluonteisia signaaleja korostava arvo (SKF 2013). Värinä WMCD "Yleiskäyttöinen" värähtelymittaus koneiston ongelmien havaitsemisessa (SKF 2013). Wireless machine condition detector, langaton kunnontunnistusanturi (SKF 2016b).
6 6 1 Johdanto 1.1 Toimeksianto ja esittely Tämä opinnäytetyö on saatu toimeksiantona Stora Enson Enocellin sellutehtaalta. Työ käsittelee käyttäjän suorittamaa kunnonvalvontaa sellutehtaan kunnossapidossa. ODR tulee sanoista operator driven reliability, ja se tarkoittaa käyttäjäkeskeistä kunnossapitoa. ODR-kierroksilla tehdään havaintoja laitteiden toiminnasta. ODR-prosessi perustuu käytännössä siihen, että käyttäjät huomaavat yleensä ensimmäisenä pienimmätkin muutokset laitteen käytöksessä (SKF 2016a). Enocellin tehtaalla on käytössä SKF Microlog Inspector-kämmenlaitteen sovellus, jota apuna käyttäen prosessinhoitajat käyvät kiertämässä tehtaan tuotantolaitteita. Tähän liitetyllä anturilla voidaan tuotantolaitteista tutkia käyntilämpötilaa, värinää sekä verhokäyräkiihtyvyyttä. Tämän lisäksi suoritetaan aistinvaraista kunnonvalvontaa. Laitekierrokset kirjataan Analyst -tietojenhallintajärjestelmään. Jokaisella vuorolla on omat vastuualueet, joiden koneet tulee käydä mittaamassa. Alueet vaihtuvat tietyin väliajoin. Tehdas toimii jatkuvakäyntisesti viiden vuoron voimin. Joulukuussa 2015 tehtaalla otettiin käyttöön uusi 12-tuntinen työvuorokiertokokeilu. Tämä käytäntö on joulukuusta 2015 lähtien vuoden kokeilujaksolla, jonka jälkeen päätetään uudesta käytännöstä. 1.2 Työn tavoitteet ja rajaus Tehtaalla on koettu haasteelliseksi saavuttaa asetettuja tavoitteita ODRmittauskierrosten määrässä. Työn tavoitteena on selvittää ongelmakohdat ja kehittää mittauskierroksia niin, että mittauskertatavoitteet täyttyisivät. ODRtoimintaa toteutetaan tehtaalla neljällä osastolla, jotka ovat puunkäsittely,

7 7 voimalaitos, kuitulinjat ja kuivaamo. Työ rajattiin koskemaan kuitulinjojen ja kuivaamon ODR-toimintaa. 2 Toimeksiantaja: Stora Enso Oyj, Enocellin tehdas Stora Enso on uusiutuvien tuotteiden maailmanlaajuinen toimittaja. Konsernin päätuotteita ovat pakkaukset, biomateriaalit, puutuotteet ja paperi. Tavoitteena yrityksellä on tarjota ja kehittää ympäristöystävällisiä sekä uusiutuviin materiaaleihin pohjautuvia vaihtoehtoja. Yrityksellä on yli 70 tuotantolaitosta yli 20 maassa. Henkilöstö koostuu työntekijästä. Toiminta on jaettu viiteen divisioonaan: Consumer board, Packaging Solutions, Biomaterials, Wood Products ja Paper. Stora Enson liikevaihto vuonna 2014 oli 10,2 miljardia euroa. (Stora Enso 2015, 2 3, 6 7.) Kuva 1. Enocellin tehdas Uimaharjussa (Stora Enso 2016). Stora Enson Enocellin tehdas sijaitsee Pohjois-Karjalassa, Uimaharjussa, noin 50 kilometriä pohjoiseen Joensuusta. Tehtaan kapasiteetti on tonnia
8 8 valkaistua havu- ja lehtipuusellua sekä liukosellua vuodessa. Tehtaalla työskentelee vakituisessa työsuhteessa 170 työntekijää. (Stora Enso 2016.) Ehdotus opinnäytetyön aiheeseen tuli tehtaan puolelta. Työn ohjaajina tehtaan puolelta toimivat tuotantoinsinööri Pekka Ignatius ja käyttöinsinööri Ari Surakka. Koulun puolelta ohjaajana toimi lehtori Markku Havu. Ensimmäinen aloituspalaveri työn aloittamiselle pidettiin joulukuussa 2015, ja työn suorittamisaikatauluksi sovittiin toimeksiantajan kanssa tammi-maaliskuu Kunnonvalvonta 3.1 Kunnossapito Kunnossapito on yleistermi, jolla tarkoitetaan teollisuudessa tuotantoon liittyvien koneiden, laitteiden ja rakennusten toimintakunnon ylläpitämistä. Sen tavoitteena on saavuttaa käyttövarmuus (Opetushallitus 2016b). Kunnossapito on käsitteenä määritelty useissa alan teoksissa sekä kansainvälisissä ja kansallisissa standardeissa. Kunnossapito on kaikkien niiden teknisten, hallinnollisten ja johtamiseen liittyvien toimenpiteiden kokonaisuus, joiden tarkoituksena on säilyttää kohde tilassa tai palauttaa se tilaan, jossa se pystyy suorittamaan vaaditun toiminnon sen koko elinjakson aikana. (PSK 6201, Kunnossapitoyhdistys Promaint 2009, 26.) Enocellin tehtaalla kunnossapito on ulkoistettu Stora Enson kokonaisuudessaan omistamalle Efora Oy:lle. Efora on perustettu vuonna 2009, ja yrityksen vaiheissa on ollut mukana myös ABB. Eforalla on tarkoituksena tuottaa asiakkaalle lisäarvoa älykkäällä kunnossapidolla. Efora toimii kunnossapidossa myös muissa Stora Enson tehdasyksiköissä. (Efora 2016.) Tämän lisäksi tehtaalla suoritetaan tietyissä tapauksissa vuorotyössä käyttäjäkunnossapitoa tuotannon henkilöstön toimesta.
9 9 3.2 Kunnonvalvonta Kunnonvalvonta on olennainen osa yrityksen toimintoja. Se on yksi kunnossapidon osa-alue, jonka tehtävä on tuottaa yrityksen investointien, käytön ja kunnossapidon kannalta oleellisia tietoja. Kunnonvalvonnalla on suuri merkitys yrityksen kannattavuuteen. Oikealla tavalla suoritetun kunnonvalvonnan hyötyjä ovat esimerkiksi yrityksen tuottavuuden kasvu, kunnossapidon suunnitelmallisuus, seisokkeihin varattujen resurssien tehokkaampi hyödyntäminen sekä koneiden pidentynyt elinikä ja sitä kautta turhien seisokkien väheneminen. (Lumme & Nohynek 2004, 11.) Kuvio 1. Kunnonvalvonnan liityntöjä (Opetushallitus 2016a). Kunnonvalvonnan ansiosta keskimääräistä kunnossapitoaikaa voidaan lyhentää, koska viat eivät pääse kehittymään vaurioasteelle ja tarvittavat kunnossapitotyöt voidaan suunnitella paremmin, koska laitteiden viat ovat jo tiedossa. (Lumme&Nohynek 2004, 13.)
10 10 Kuvio 2. Kunnonvalvonnan vaikutus keskimääräiseen seisokkiaikaan (Opetushallitus 2016a). Yrityksen kannalta tärkeitä syitä mittaavan kunnonvalvonnan käyttöön on useita. Jos esimerkiksi tuotantolinjoja rakennetaan ilman varakoneita, yksittäisen koneen käynti tulee kriittisemmäksi koko tehtaan kannalta. Myös tuotantomäärien jatkuvan kohoamisen aiheuttama muutos seisokkituntien hintoihin kannustaa yrityksiä tehokkaampaan kunnonvalvontaan. (Lumme & Nohynek 2004, 13.) Ennen koneiden kunnonvalvontaa suoritettiin enimmäkseen aistihavaintojen perusteella. Käyttöhenkilökunta esimerkiksi kokeili koneenosien lämpöä ja tunnusteli koneen tärinää. Nämä ovat hyviä menetelmiä vielä nykyäänkin, mutta aina nämä menetelmät eivät anna riittävästi tietoa laitteiden kunnosta. Jos esimerkiksi laitteen toimintaympäristö on meluisa, vaarallinen tai muuten epämiellyttävä, suoritetaan kunnonvalvontaa erilaisilla mittauksilla aistihavaintojen sijaan. Myös huolto-ja käyttöhenkilökunnan vähentäminen tuotantolaitoksissa on aiheuttanut sen, että säännöllinen aistinvarainen valvonta koneiden luona on vähentynyt. (Lumme & Nohynek 2004, 13.) Värähtelymittauksia suoritetaan yleisesti teollisuudessa laitteiden ja koneiden kunnonvalvonnassa. Valvontamenetelmä valitaan valvottavan kohteen ja sen kriittisyysluokan mukaan. Myös taloudelliset tekijät vaikuttavat menetelmän valintaan. (Kunnossapitoyhdistys Promaint 2009, 223.)
11 Kunnonvalvonnan värähtelymittausten suorittaminen Mittaukset tehdään yleensä reittimittauksina ja saatuja tuloksia verrataan hälytysrajoihin ja aiempiin mittaustuloksiin. Reitti määrittää kohteiden mittauspisteiden mittausjärjestyksen. (Kunnossapitoyhdistys Promaint 2009, 169.) Kunnonvalvonnan kannalta kattavin tulos saataisiin tilanteessa, jossa laitoksen kaikkia koneita mitattaisiin ja analysoitaisiin kaikista mahdollisista mittauspisteistä kaikkia mahdollisia mittausmenetelmiä käyttäen. Tämä ei kuitenkaan ole yrityksen kannalta taloudellisesti kannattavaa, joten mittaustarve tulee määrittää konekohtaisesti. Tärkeimmille koneille suoritetaan mittaukset säännöllisin väliajoin sopivimpia mittausmenetelmiä käyttäen. Muiden koneiden mittaukset suoritetaan tarpeen vaatiessa. (Lumme & Nohynek 2004, 24.) Mittausvälin määrityksessä tulee ensisijaisesti huomioida laitteen häiriöherkkyys ja vaurioiden kehittymisnopeus. Mittausvälin tulee olla määritetty niin, etteivät ennakoidut viat ehdi kehittymään vaurioiksi. Uuden koneen kohdalla mittausvälin tulee olla lyhyt, koska koneen käyttäytymisestä ei ole vielä riittävästi tietoa. Mittausväliä voidaan myöhemmin pidentää. Jos koneessa havaitaan vikaantumisen merkkejä, mittausväliä on lyhennettävä. (Lumme & Nohynek 2004, ) ODR-mittauksissa ja prosessiteollisuudessa ylipäätään tulee mittaustaajuuden määrityksessä ottaa huomioon myös kunnonvalvontaan kuluva aika, varaosien hankinta, työn suunnittelu, kunnossapitohenkilöstön varaaminen ja seisokkiajankohdat. Optimitilanteessa voidaan ODR:n avulla jatkaa laitteen käyttöikää, koska laitteen poikkeava käyttäytyminen huomataan hyvissä ajoin, jopa ennen laitteen vikaantumista. Jos mittausväli asetetaan pidemmäksi kuin kaksi kuukautta, ei voida enää puhua ennakoivasta kunnonvalvonnasta. Näin pitkällä välillä koneessa ilmenneet viat voivat kehittyä vaurioasteelle. Jos taas mittauksia suoritetaan liian tiheästi, on vaarana se, että mittaajat turhautuvat työhönsä. Mittauksilla
12 12 saavutettavat hyödyt eivät myöskään kata mittauskustannuksia. Jos mittauksia suoritetaan liian harvoin, niiden teko saattaa ajan myötä unohtua kokonaan. Mittauksiin ja niiden tulosten tarkasteluun tulisi varata riittävästi aikaa, jotta mittaustoiminta pystytään suorittamaan kunnolla. Mittalaitteen pitää myös olla helppokäyttöinen. Mittaajien tulee osata oikea mittaustekniikka ja mittaustaitoisia tulee olla yrityksessä riittävästi. (Lumme & Nohynek 2004, 30,32.) Kuvio 3. Kunnonvalvonnan optimointi (PSK 5709, Opetushallitus 2016a). Kustannuksia kunnonvalvonnan suorittamisessa tulisi pyrkiä kontrolloimaan niin, että saavutetaan optimitaso kokonaissäästössä. Kunnonvalvonnan kustannusten noustessa liikaa, menetetään sillä saavutettavat hyödyt. 3.4 ODR käsitteenä Operator Driven Reliability, ODR tarkoittaa käyttäjäkeskeistä kunnossapitoa eli käyttäjän suorittamia kunnossapitotoimintoja. Kunnossapitotehtävät ovat yleensä ehkäiseviä, jotta tuotantolaitoksen koneet pysyvät toimintakunnossa mahdollisimman pitkään. ODR:ää käytetään yksittäisten koneiden paremman

13 13 tehokkuuden, ja tätä kautta optimaalisen tuotannon saavuttamiseksi. (Makkonen 2012, 16.) Enocellin tehtaalla tehdään ODR-mittauskierroksia osana käyttäjäkunnossapitoa. Kierrokset ovat käytännössä prosessinhoitajien suorittamaa kunnonvalvontaa. 3.5 ODR-Kunnonvalvonnan välineet Enocellin tehtaalla SKF Microlog inspector SKF:n valmistama Microlog Inspector on laitteistosovellus, joka toimii kämmenlaitteessa. Laite on suunniteltu erityisesti koneiden kunnonvalvontatietojen ja teollisten prosessitietojen syöttöä, tallennusta ja esitystä varten. (SKF 2013.) Kuva 2. Microlog inspector-kämmenmikro (SKF 2016b).

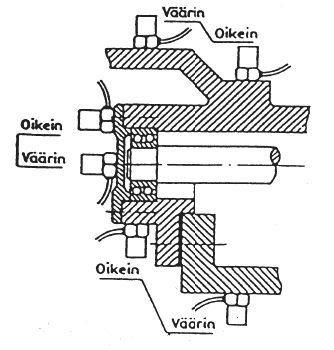
14 14 Järjestelmän avulla kunnonvalvonta- ja prosessitiedot voidaan tallentaa ja seurata poikkeavuuksia normaalitilasta. Microlog Inspector -järjestelmän komponentit suorittavat toiminnot kentällä, ja kerättyjä tietoja voidaan seurata -ohjelmistoa suorittavalla isäntätietokoneelle. (SKF 2013.) Kämmenmikrolle on saatavilla erilaisia lisälaitteita, joista yksi on WMCD-anturi. WMCD muodostuu sanoista wireless machine condition detector ja tarkoittaa siis langatonta kunnonkoetinanturia WMCD-kunnontunnistusanturi ja sillä mitattavat suureet Kuva 3. Bluetooth-yhteydellä toimiva WMCD-kunnonkoetinanturi (SKF 2016c). Langattomaan anturiin voidaan kytkeä magneettinen mittapää, jolla anturi kiinnitetään mitattavaan koneeseen. Anturi mittaa laitteesta värähtelyn nopeutta, verhokäyräkiihtyvyyttä ja lämpötilaa. Kerätyt tiedot anturi välittää bluetooth-yhteydellä kämmenlaitteeseen. Tasainen mittauspinta takaa anturin paremman kiinnittymisen koneeseen. Anturilla voidaan mitata myös kaarevalta pinnalta, mutta tällöin tulee huomioida anturin kontaktipintojen asettuminen
15 15 oikein päin laitteeseen, jolloin se ei pääse värähtelemään huonon kiinnittymisen takia. Useimmat koneiston ongelmat aiheuttavat liiallista värähtelyä. Mekaaninen löysyys, epätasapaino, pehmeä alusta, kohdistusvirhe, roottorin taipuma, laakerin kuluma, hammaspyöräviat tai katkenneet roottorinlavat voidaan kaikki havaita värähtelymittauksin. Suoritettaessa mittauksia, WMCD:n värähtelyn tulosignaali käsitellään kahden erittäin merkityksellisen värähtelymittauksen saamiseksi jokaisesta PISTEestä. (SKF 2013.) Nopeus Värähtelyn nopeuden katsotaan olevan "yleiskäyttöinen" värähtelymittaus koneiston ongelmien havaitsemisessa. Tämä johtuu siitä, että useimmat koneiston ongelmat aiheuttavat matalista keskitaajuuksiin olevia siniaaltoisia värähtelysignaaleja (ongelmat kuten epätasapaino, kohdistusvika, vääntynyt akseli tai osia löysällä) ja nopeusmittaus keskittyy tällä taajuusalueella esiintyvien siniaaltoisten värähtelysignaalien havaitsemiseen. ISO-standardeissa on yleisiä suosituksia koskien värähtelyjen vakavuutta nopeuskriteerein. (SKF 2013.) Verhokäyräkiihtyvyys Pyöriviä osia sisältävien laakereiden viat aiheuttavat matalan amplitudin pulssimuotoisia värähtelysignaaleja toistuvalla taajuudella. Kun valvonta tehdään nopeusmittauksin, nämä matalan energiatason pulssisignaalit yleensä häviävät muuhun koneen epätasapainon, kohdistusvikojen ja löysien liitosten aiheuttamaan värähtelymeluun. Verhokäyräkiihtyvyyden mittaukset suodattavat ympäröivän värähtelymelun ja korostavat pyöriviä osia sisältävien laakereiden tai hammaspyörien pulssiluonteisia signaaleja, tehden mahdolliseksi huomattavasti aikaisemman ja tarkemman vikahavainnon. Verhokäyräkiihtyvyysmittauksia ei käytetä koneen kokonaisvärähtelyjen valvontaan vaan tuottamaan yhdenmukaista ennakkovaroitusta laakeri- ja hammasratastyyppisistä vioista. (SKF 2013.)

16 16 Lämpötila Lämpötilamittaus on hyödyllinen mekaanisen kunnon tai tiettyyn osaan kohdistuvan kuormituksen mittari. Kun laakeri tai sen voitelu pettää, kitka saa sen lämpötilan nousemaan. Lämpötilan mittaus laakerista mahdollistaa ongelmien tunnistamisen ajoissa ja huoltoajan varaamisen ennen vakavaa ja kallista rikkoutumista. WMCD kykenee suorittamaan kaksi värähtelymittausta ja lämpötilamittauksen samanaikaisesti. WMCD:n lämpötilamagneettianturikärkeä tai muistisirulla varustettua MQC-anturikiinnitintä tulee käyttää lämpötilan mittaukseen. WMCDlämpötransientin asettumisaika voi kestää keskimäärin 16 sekuntia, kun se vaihtelee huoneenlämmöstä 100 C:hen. (SKF 2013.) Analyst Analyst-ohjelma toimii mittausdatan tietovarastona, analysoinnin työkaluna ja havaintojen keruupaikkana (SKF 2016d). Ohjelmaan pystytään tekemään käyttöoikeuksia, jolloin voidaan rajata eri käyttäjien suorittamia toimintoja kierrosten muokkaamisesta mittausten suorittamiseen. Syötetyt tiedot voidaan tallentaa palvelimelle, jolloin ohjelmaa pystytään kontrolloimaan usealta tietokoneelta yhtä aikaa. Kuva 4. Hierarkianäkymä Analyst-ohjelmistossa Analyst 2016).
17 Mittauspaikan valinta ja merkintä Mittauspaikan tarkka määrittäminen on tärkeää luotettavien mittaustulosten saamisen kannalta. Tämän vuoksi mittauspisteiden selvä merkintä on tärkeää. Merkinnän voi tehdä esimerkiksi maalilla, piirtokynällä tai hiomalla mittauspinta mitattavasta laitteesta. Merkintätavasta riippumatta on kuitenkin tärkeintä luoda tuotantolaitokseen sisäinen käytäntö tietyn tyyppisten koneiden mittauspisteistä. Jos jokainen mittaaja suorittaa mittauksen eri kohdasta, ei mittaustuloksia voida pitää täysin vertailukelpoisina. Mitattavasta koneesta on valittava niin monta mittauspistettä, ettei mikään ennalta arvioitava vika jää havaitsematta mittauspisteiden puutteen vuoksi. Mittauspisteiden määrässä pitää kuitenkin ottaa huomioon työturvallisuus, tilan ahtaus ja anturin muoto ja koko. Mittauspisteitä voidaan tarvittaessa myös karsia, kun kokemus mitattavan koneen käyttäytymisestä kasvaa. (Lumme & Nohynek 2004, ) ODR-mittauksissa kuitenkin kentältä saadaan sellaista tietoa laitteiden kunnosta, että niiden perusteella ei varsinaista vikadiagnoosia pystytä tekemään. Ennemminkin mittauksilla saadaan tukea muiden havaintojen lisäksi. 4 ODR-kierrokset Enocellissä Työn tarkoitus oli Enocellin käyttöhenkilökunnan tekemien ODRkunnonvalvontakierrosten kehittäminen. Käytön henkilöstö koostuu prosessinhoitajista, joilla on taustalla erilaisia koulutuksia pääasiassa tekniikan alalta. Moniosaamisen yleistyessä metsäteollisuudessa on myös esimerkiksi sähkö-, automaatio- ja metallialan koulutuksen käyneet työntekijät yleistyneet prosessinhoitajan työssä.

18 18 Kuva 5. Värähtelymittaus käynnissä (Kuva: Jussi Nuutinen). Jokaisella vuorolla on omat kunnonvalvontareitit, jotka on luotu mittaustarpeiden mukaisesti. Laitteella mitataan sähkömoottoreiden, pumppujen ja vaihteistojen värähtelyn nopeutta, lämpötilaa ja vierintälaakereiden verhokäyräkiihtyvyyttä. Lisäksi laitteeseen kirjataan aistihavaintoja, kuten esimerkiksi pumpun öljyn väri, tiivisteiden kunto ja voitelujärjestelmän toimivuus. Kerätyt tiedot raportoidaan Windows-pohjaiseen järjestelmään ja puretaan SKF:n ohjelmalla. Kuvio 4. ODR-havainnon välittyminen Enocellin tehtaalla (Stora Enso 2013).
19 19 Havaituista vioista tehdään ilmoitus SAP-toiminnanohjausjärjestelmään, josta sen näkee tehtaan kunnossapitoyritys Efora. Efora tekee viasta lisätutkimusta ja tekee päätöksen mahdollisesta korjausaikataulusta yhdessä Enocellin kanssa. Enocellillä ei ODR-mittauksen perusteella tehdä minkäänlaisia päätöksiä korjaustoimenpiteistä, vaan mittausta käytetään suuntaa antavana tietona varsinaisen kunnonvalvontaresurssin ohjaamiseksi oikeaan paikkaan oikeaan aikaan. ODR-kierroksia tehdään tehtaalla kaikilla osastoilla, joita ovat puunkäsittely, voimalaitos, kuitulinjat ja kuivaamo. Työ rajattiin koskemaan pääasiassa kuitulinjojen ja kuivaamon ODR-kierroksia. Tarkoituksena oli kiertää kaikkien viiden vuoron kierrokset molemmilla osastoilla käyttöhenkilökunnan kanssa. Lisäksi haastattelimme vuorojen henkilöitä ja kyselimme heidän mielipiteitään kunnonvalvontakierroksista. Tarkoituksena oli saada kierroksista sujuvampia eli toisin sanoen luoda edellytykset asetettuihin mittauskierrostavoitteisiin pääsemiselle. Tässä opinnäytetyössä mittauskierroksilta kerättiin tietoa kierroksen kestosta ajallisesti ja määrällisesti. Kierrosten kesto kellotettiin ylös ja kaavioitiin vertailua varten. 4.1 ODR-toiminnan aloitus Enocellin ODR-kunnonvalvonnan voidaan katsoa alkaneeksi keväällä 2010, jolloin siitä pidettiin ensimmäinen palaveri. ODR otettiin aluksi käyttöön vain parilla osastolla, joista se myöhemmin levisi myös tehtaan muille osastoille. Ensiksi se otettiin käyttöön puunkäsittelyssä ja voimalaitoksella. Kuitulinjoilla ja kuivaamolla se alkoi elokuussa 2011, jolloin siitä pidettiin aloituspalaveri. (Surakka 2016.)
20 ODR-toiminnan nykytila Mittausmäärät Mittausmäärätavoitteet on laskettu kierroksille sisältyvistä mittaus- ja havaintopaikoista. Osastokohtaisesti on mietitty kuukausittaisia tavoitemääriä, sekä huomioitu kerroin, joka sisältää inhimillisiä tekijöitä, koneiden käyntiä ja taukoaikoja. (Surakka 2016.) Tavoitetasot eivät päivity automaattisesti mittapistemuutoksien mukana, joten ne tarkastettiin uudelleen. Uudet tavoitemäärät ovat 2200 (kuivaamo) ja 3100 (kuitulinjat) pistettä kuukaudessa. Jäljempänä esitetyissä kaavioissa toukokuu on vuosiseisokkikuukausi, ja mittauskierrokset ovat vaihtuneet vuorojen kesken (Surakka 2016). Mittausmäärissä voi esiintyä kappalemääräisiä eroja myös aluejaollisista syistä. Kuvioksi valittiin kalenterivuoden 2015 palkkidiagrammi, jolloin opinnäytetyöprojektin aikaiset mittausmäärät eivät ole vielä vaikuttaneet mittausmääriin. Työn kesto oli noin 3 kuukautta, ja alkuvuoden 2016 diagrammit ovat poikenneet edellisvuodesta joissakin kohden työn edetessä.

21 21 Kuvio 5. Vuoden 2015 vuorokohtaiset ODR-mittaus- ja havaintomäärät kuivaamolla (SKF Reliability Systems 2016). Kuvion mukaan kuivaamolla on päästy tasaisen varmasti tavoitetasoon, ja kaikki vuorot ovat osallistuneet mittaukseen tasapuolisesti. Mittausalueiden vaihto ei ole vaikuttanut merkittävästi mittausmääriin. Seisokkikuukausi toukokuu erottuu selvästi muusta vuodesta. Tämän perusteella voisi olettaa tavoitetason asetuksen sattuneen kohdalleen ja työn omaksutun hoidettavaksi muiden työtehtävien ohella.

22 22 Kuvio 6. Vuoden 2015 vuorokohtaiset ODR-mittaus- ja havaintomäärät kuitulinjoilla (SKF Reliability Systems 2016). Kuitulinjojen osalta tavoitetaso on jäänyt kauaksi. Erityisesti kesäkuukaudet ovat ongelmallisia, ja mittausmäärät ovat heitelleet tilanteen mukaan vuoden mittaan. Tavoitetason tarkistus 3100 kappaleeseen lähentää tavoitetta vain hieman. Kaksi vuoroa on onnistunut tekemään kierroksia joka kuukausi. Kuitulinjoilla onkin eniten kehitettävää ODR-toiminnassa koko tehtaan osalta Prosessinhoitajien haastattelut Haastattelimme kuitulinjojen ja kuivaamon kaikkia vuoroja yleensä aina vuoron ODR-kierroksen jälkeen. Teimme haastattelurungon teemahaastattelurunkoa mukaillen toimeksiantajan suosituksesta. Varsinaisessa teemahaastattelussa haastattelu kohdennetaan tiettyihin teemoihin yksityiskohtaisten kysymysten sijaan. Haastattelu etenee näiden tiettyjen keskeisten teemojen varassa. Tällä haastattelumuodolla on se etu, että
23 23 se tuo tutkittavien äänen paremmin kuuluviin. Kyseinen haastattelumuoto ottaa huomioon myös sen, että haastateltavien tulkinnat asioista ja heidän asioille antamansa merkitykset ovat keskeisiä. (Hirsjärvi & Hurme 2010, ) Haastattelu ei siis ole varsinainen teemahaastattelu, vaikka haastattelukysymykset onkin jaettu niin sanottujen teemojen alle. Haastattelu suoritettiin jokaisen vuoron kohdalla kyseisen linjan valvomossa, jossa haastateltava pystyi vastailemaan kysymyksiin työtehtäviensä ohella. Haastatteluun saivat osallistua kaikki halukkaat. Haastateltavien määrä vaihteli yhdestä neljään. Haastatteluissa sana oli niin sanotusti vapaa ja haastateltavien tulkinnat ja kokemukset ODR-kierroksista tulivat hyvin esille. Parhaimmillaan haastatteluun osallistuneita oli useita, jolloin voitiin puhua ryhmähaastattelusta. Tässä on etuna se, että tietoa tulee paljon ja nopeasti usealta vastaajalta ja haastattelusta tulee monipuolinen (Hirsjärvi & Hurme 2010, 61). Toisaalta, vaikka joistakin vuoroista haastatteluun osallistui varsinaisesti vain yksi, tietoa tuli kyllä riittävästi, varsinkin sosiaalisimpien henkilöiden osalta. Tämä ilmeni hyvin haastatteluissa, joihin osallistui oman vuoronsa valvomonhoitaja. He kuvasivat vuoronsa ODR-toimintaa hyvinkin kattavasti. Alla olevassa taulukossa 1 käsitellään tarkemmin niitä kysymyksiä, joihin tuli eniten vastauksia ja mielipiteitä. Teksti koskee kumpaakin osastoa. Taulukko 1. Yhteenveto eniten materiaalia antaneista haastattelukysymyksistä vastauksineen. Kysymys Onko ODR-osaamisesta annettu koulutusta? Vastaus -Alussa oli koulutuspäivä. -Koulutusta aiheesta on järjestetty. -Yksi opetteli ja on sitten opettanut muille. jatkuu
24 24 Taulukko 1 jatkuu. Kysymys Onko hyötyä? ODR-kierroksista Vastaus -Täysin ylimääräistä työtä, kunnonvalvonta kuuluu kunnossapidolle. -Ei tule mieleen mitään tiettyä kohdetta, minkä hajoaminen olisi tällä saatu ajoissa kiinni. -On hyvä, jos joudetaan käymään, mittauksilla saa kiinni alkavat viat ja Efora käy tutkimassa tarkemmin. Vuorotteletteko kierrosten käymistä, ja jakautuuko kierrosten käyminen tasaisesti vuoron kesken? Onko kierrokselle varattu joku tietty päivä? Onko anturin paikat merkitty selvästi? Jos ei, onko tarvetta lisämerkinnöille? Vaikuttaako uusi vuorokiertokokeilu kierroksiin? -Aika lailla vuoron perään käydään, työtehtävien mukaan. -Ei jakaudu ihan tasaisesti jo sijoituspaikkojenkin perusteella. -Osa ei kierrä ollenkaan. -Jos joku ei aktiivisesti kierrä, työtaakka jakautuu loppuporukan kesken. -Ei ole mitään tiettyä päivää. -Tilanteen mukaan. -Riippuu siitä, miten paljon porukkaa on töissä, että pystyykö irtaantumaan. -Tehdään mieluummin yövuorossa, kun on rauhallisempaa. -Mittauspisteet pitäisi saada selkeiksi. -Joissakin laitteissa on liikaakin merkintöjä. -Kierrokselta puuttuu lähes kaikki merkinnät. -Joillakin kierroksilla on merkitty hyvin, merkkaillaan tussin kanssa kierroksella, jos puuttuu. -Jos laite vaihtuu, niin kukaan ei laita uusia merkintöjä. -Ei vaikuta, samat tunnit tehdään. -Vaikuttaa, kenttähommissa aika menee nopeammin jolloin kierrokset lisääntyvät. -Vaikuttaa, viimeisessä yössä saattaa mittaus kärsiä väsymyksen takia. jatkuu
25 25 Taulukko 1 jatkuu. Kysymys Onko kierrosten vaihto vuorojen kesken hyvä asia? Onko mittauspaikat merkitty selvästi? Onko kierrosten jälkeinen raportointi helppoa? Käytetäänkö Analystia? Kehittämisehdotuksia? Vastaus -On hyvä, entinen reitti alkoi jo leipäännyttää. -Porukka oppii paremmin tuntemaan koneet, paikat ja tekniikan. -Vuosi olisi ehkä sopiva vaihtoväli. -Vaihtoväli voisi olla pidempikin kuin vuosi. -Ei liian tiheästi, että reitin käyminen on sujuvaa, ensimmäisillä kerroilla menee aikaa etsiessä positioita. -Merkit puuttuvat suurimmasta osasta koneita. -Kun tulee uusi laite, niin kukaan ei merkitse anturin paikkoja. -On niitä ollut, mutta ovat kuluneet pois. -Merkintöjä on vähän siellä täällä. -Sujuu kyllä. -Joskus tiedonsiirto- tai synkronointiongelmia. -SAP:n tai Optivisionin kautta. -Joskus seuraillaan käyrien kehittymistä. -Ei juurikaan käytetä. -Edellisen mittauskerran ajankohtaa katsotaan. -Ilmoitus voisi mennä suoraan SAP:iin. -Palkkausta voisi miettiä. -Moottorin suojamuoveihin voisi tehdä anturin mentävän kolon. -Mittauksia/laite voisi järkeistää. -Turhat laitteet pois kierrokselta. -Tiedonsiirto-ongelmat pois. -Kierrosten pituutta voisi lyhentää. -Kierrosten vaihtoväliksi vähintään vuosi. -Mittaustavoitteissa voisi ottaa paremmin huomioon osastokohtaiset erot. -Mittauspisteet selkeiksi. -Porukkaa voisi olla enemmän. Pääasiassa ODR-kierrokset koetaan hyväksi keinoksi havaita mahdolliset laiteviat eikä sen koeta lisäävän työtaakkaa juuri ollenkaan. Varsinkin vuoroissa, joissa miehitys on hyvä, kierrokset sujuvat. Ongelmia on vuoroissa, joiden
26 26 miehitys on huonompi. Näissä aktiivisia kiertäjiä saattaa olla vain kaksi. Tällaisissa tilanteissa motivaatio kierrosten käymiseen hiipuu, kun töitä koetaan olevan muutenkin jo tarpeeksi. Joissakin vuoroissa osa henkilöistä ei tee kierroksia ollenkaan. Tämä lisää tietenkin muiden vuoron jäsenten työmäärää ODR-toiminnan osalta. Osa henkilöistä kokee ODR-kierrokset turhiksi, koska tehtaan kunnossapidosta vastaavan Efora Oy:n kunnonvalvojat tekevät kuitenkin omat kunnonvalvontakierroksensa koko tehtaan alueeella. Heidän käyttämänsä värähtelymittalaitteet ovat myös SKF:n valmistamia, mutta ne ovat tarkempia, ja soveltuvat vikadiagnosointiinkin. Kierroksilta kerätyn datan siirto Analystiin sujuu pääasiassa hyvin. Joskus ilmenee tiedonsiirtovaikeuksia, kun laitteen synkronointi ei onnistu. Tällaisissa tilanteissa on auttanut keskeyttää tiedonsiirto ja yrittää sen jälkeen synkronointia uudelleen. Kerättyjä tietoja ei suuremmin tarkkailla Analystissa, tosin joidenkin vuorojen henkilöt seuraavat laitteiden trendikäyrien kehittymistä useinkin. Kierroksella havaituista laitehäiriöstä tehdään ilmoituksia sekä Optivisioniin että suoraan SAP:iin, jonne ilmoitus menee Optivisioninkin kautta. Optivision koetaan helppokäyttöisemmäksi. Enemmän SAP-järjestelmää käyttävät tekevät ilmoituksen mieluummin suoraan SAP:n käyttöliittymästä. Sieltä näkee myös ilmoituksen nykytilan ja kommentit. Tehtaalla on yleisenä käytäntönä, että tehtäessä SAP-ilmoitus ODR-kierroksella havaitusta ongelmasta tulisi ilmoituksen otsikon alkuun laittaa sana ODR. Näin Eforalla huomataan heti, että kyse on ODR-kierroksella havaitusta viasta, ja heidän kunnonvalvojansa käy tarkistamassa laitteen. Tämä helpottaa myös tuotannon henkilöstöä kartoittamaan ODR-toiminnalla saavutettuja tuloksia. SAP-Ilmoitukseen tulisi myös valita suorituspaikaksi kunnonvalvonnan toimipaikka. Näin toimien ilmoitus ohjautuu suoraan kunnonvalvontaan sotkeutumatta muiden kunnossapitoilmoitusten sekaan, josta se jouduttaisiin ohjaamaan kunnonvalvontaan.
27 27 Uusi vuorokiertokokeilu ei ole vaikuttanut kierrosten käymiseen. Kierroksia tehdään kuten ennenkin. Osa henkilöistä tosin sanoo uuden 12-tunnin työvuoron vaativan joskus veronsa, varsinkin yövuoroissa. Toiset taas sanovat sen vaikuttavan kierroksiin vain positiivisesti, kun aikaa kierrosten tekoon on enemmän. Tilanteet vaihtuvat nopeasti selluprosessissa. Välillä menee pitkään tasaisesti ja silloin kierrosten käyminen on helppoa. Kun prosessissa on ajokatkoja tai muita häiriöitä, koko vuoron miehitys alkaa olla täystyöllistetty. Tällaisissa tilanteissa ODR-kierrokset jäävät toiselle sijalle. Kesälomien aikaan ODR-kierrosten käyminen voi myös unohtua, varsinkin vuoroissa, joiden miehitys on muutenkin huono. Tehtaalle otetaan kesäisin kesätyöntekijöitä prosessinhoitajien kesälomitukseen kaikille osastoille, ja käyttöhenkilöstön puolesta esitettiin toive, että myös kesätyöntekijöille voisi opettaa vuoron ODR-kierroksen. Nykyisin se ei varsinaisesti kuulu kesätyöntekijöille opetettaviin työtehtäviin, mutta tapauskohtaisesti tätä voitaisiin huomioida työn suunnittelussa. Tässä tulisi ottaa huomioon työntekijän aiempi työkokemus ja koulutustausta. Vuoroissa, joissa kiertäjiä on vähän, vastuu kierroksista kasautuu vain parin työntekijän harteille. Tämä lisää näiden henkilöiden työtehtäviä. Kiertäjien puute joissain vuoroissa johtuu siitä, että osa työntekijöistä on kieltäytynyt tekemästä kierroksia ja osalla taas esteenä ovat terveydelliset syyt. Kierrokselle lähtemisen mielekkyyttä laskee haastattelujen perusteella osaston huono sisäilma varsinkin kuitulinja 1:llä. Tähän on vaikeaa keksiä parannusta, sillä selluprosessissa syntyy aina väistämättä hajuhaittoja. Tämä koskee erityisesti kuitulinjoja. Kierroksien vaihto vuorojen kesken koetaan hyväksi asiaksi, koska näin henkilöstö oppii paremmin tuntemaan eri alueet. Alueiden vaihdolla koetaan olevan myös virkistävä vaikutus. Sopivaksi kierrosten vaihtoväliksi enemmistö haastateltavista sanoi vuoden. Tämä käytäntö on ollut tehtaan voimalaitoksella ja puunkäsittelyssä käytössä.
28 28 Yksi isoimmista ongelmista ODR-kierroksilla on mitattavien koneiden mittauspisteiden merkinnät ja niiden puuttuminen. Pisteet merkittiin aluksi maalitusseilla, mutta ajan saatossa merkit ovat kuluneet pois tai mitattava kone on vaihtunut uuteen ja mittapiste on jäänyt merkitsemättä. Lisäksi laitteissa on kunnonvalvonnan tekemiä merkintöjä, jolloin kiertäjä ei välttämättä tiedä, mistä edellinen mittaaja on mitannut. Tarkoituksena on tulevaisuudessa kiertää kaikki mitattavat laitteet läpi ja tehdä niihin uudet merkinnät. Osa haastateltavista oli sitä mieltä, että kierroksilla tehdään liikaa mittauksia aina yhdestä koneesta. Osa karsisi pois ainakin öljyn värianalyysiin, koska he kokevat, että öljyn väriä enemmän merkitystä on sillä, onko laitteessa öljyä riittävästi. Myös rasvavoitelujen tarkistamisen osa haastateltavista jättäisi pois listalta. Lisäksi mittalaitteen ajoittainen hitaus koetaan rasittavaksi. Kierrosten kestoissa on ajallisesti iso ero kuitulinjojen ja kuivaamon välillä. Kuivaamolla kierrosten kestävät noin 50 minuuttia, kun taas kuitulinjoilla kierrosten pituus vaihtelee 70 ja 130 minuutin välillä. Haastateltavat sanoivat, että kun ODR tuli tehtaalle, sitä markkinoitiin heille noin vartin hommana, mutta totuus oli kuitenkin toinen. Haastateltavien mielestä kierrosten käymisen mielekkyys kärsii, jos kierrosten kesto alkaa olla yli tunnin. Alueet koetaan pääosin selkeiksi ja sujuviksi kiertää. Tehtaan jätevedenkäsittelyn eli JVK:n kierros kuitenkin koetaan hieman työläämmäksi, koska se sijaitsee kauempana itse tehtaasta. Sinne mennään yleensä autolla tai kesäaikaan polkupyörällä. Alueella ei ole montaa mitattavaa laitetta, mutta siirtymiset vievät aikaa. Toinen hankalaksi koettu alue on keittämön alakerta, koska siellä on useita laitteita, jotka eivät pyöri jatkuvasti. Näitä ovat esimerkiksi kiertopumput. Näistä myös vertailukelpoisen tuloksen saaminen voi olla hankalaa, kun ei tiedetä, kuinka pitkään laite on ollut käynnissä. Jos haluaisi mitata kaikki kierrokselle kuuluvat laitteet, aikaa menisi liian paljon. Tämän vuoksi onkin ohjeistettu, että vain käynnissä olevat laitteet mitataan. Anturin kiinnittäminen joihinkin pisteisiin on koettu hankalaksi varsinkin yksinään mittauskierrosta tehdessä. Esimerkiksi joidenkin sähkömoottoreiden suojakopat
29 29 peittävät mittauspaikat, joten koppaa joutuu nostamaan reunasta anturin kiinnittämiseksi sähkömoottoriin. Joissakin tapauksissa kopan joutuu ottamaan pois kokonaan. Suojakoppiin voisi tehdä pienet kolot, joista mittauksen pystyy suorittamaan. Tästä on myös maininta merkintävihkosessa. Muuten suojat eivät haittaisi mittausta, mutta ODR-mittaus tehdään kuitenkin melko tiheään, jolloin mittaustapahtuma saisi olla tehty sujuvaksi. Anturin kiinnityksissä tulisi kiinnittää huomiota pyöreälle pinnalle kiinnittäessä, että anturi asetetaan pintaan oikein päin. Turvallisuusasiat on pääosin huomioitu hyvin osastoilla. Muutamia mittauksia suorittaessa olisi kuitenkin hyvä uusia työskentelytasoja. Vanhojen säiliöiden yläpinnat voivat olla pehmentyneitä eikä siellä tule liikkua. Näistä on tehty ilmoitus tehtaan TURVAan. TURVA on Stora Enson käyttämä turvallisuushavaintopaikka, jonne tehdään ilmoituksia tehtaalla havaituista turvallisuusasioista selvitystä varten Mittauskierrokset Kaikista kuitulinjojen ja kuivaamon kierroksista pyrittiin saamaan keskenään vertailukelpoinen työaika. Kierroksille pyrittiin ottamaan mukaan yksi vakituinen käytön henkilö tilanteen niin salliessa. Pääasiassa kierrokset suoritti käytön prosessinhoitaja, ja tästä mittauksesta pyrittiin tekemään havaintoja. Koska kierroksia suoritettiin eri tavoilla paloissa, kierrokseen menevä aika on huomioitu niin, että kierros suoritetaan yhdellä käynnillä. Useampaan osaan jaettaessa voi siirtymiin mennä pääsääntöisesti 5 10 minuuttia lisää. Lisäksi aikaan vaikuttaa työn tarkkuus, ja mikäli kierroksilla ilmenee puhdistustarpeita tai öljyn täyttöjä, voi aikaa mennä helposti moninkertainen määrä.


30 30 Kuvio 7. Mittauskierrosten kesto kuitulinjoilla minuutteina. Kaiken kaikkiaan kierrospituudet ovat ajallisesti kuitulinjoilla suurempia kuin kuivaamolla. Tämä on suoraan seurausta mittauspisteiden suuremmasta määrästä kyseisellä osastolla. Myös vuorojen välillä esiintyi enemmän hajontaa kierrosten pituudessa. Kuvio 8. Mittauskierrosten kesto kuivaamolla minuutteina.

31 31 Kuivaamon kierrokset ovat jakautuneet tasaisesti vuorojen kesken. Yksi vuoro käy hieman pidempää kierrosta, mutta tämä ei ole vaikuttanut mittauksiin. 4.3 ODR-toiminnan kehitys Enocellin tehtaalla on valmiiksi käynnissä olevia kehitysprojekteja koskien havaintotietojen välittymistä kunnossapidolle. Yksi näistä on MCD-mittauksiin perustuvien havaintojen suorempi välittyminen kunnonvalvontaan. (Ignatius 2016.) Kierroksille osallistuessa löytyi pieniä yksityiskohtia, joilla mittaustapahtumaa saadaan jonkin verran parannettua. Sähkömoottorien suojien leikkaus niiltä osin kuin mittauspisteet vaativat. Muovisia koppia on kätevä leikata esimerkiksi akkupistosahalla. Kuva 6. Moottorin suojakopan leikkaus (Kuva: Jussi Nuutinen).

32 32 MCD-mittauspisteet tulisi merkitä kaikkiin mitattaviin laitteisiin samalla tavalla. Vertailukelpoisten tulosten saaminen on ODR-mittaustoiminnan kannalta tärkeää, jotta laitteen epänormaali käytös tunnistetaan riittävän ajoissa. Tehtaalle olisi hyvä luoda oma sisäinen käytäntö pisteiden merkintään. Tämä on jo tiedostettu aiemmin ja merkintään on hankittu spraymaalia. Pisteiden merkinnästä oikeisiin paikkoihin tehtiin käytölle yleisimmistä laitteista vihkonen. Kuva 7. Neljä mittauspistemerkintää samassa vaihdelaatikossa (Kuva: Teemu Ronkainen). Keskipakopumppujen ja MC-pumppujen eli keskisakean massan pumppujen mittauskohdat ovat selkeitä, mutta jo vaihdelaatikoiden pisteiden puuttuminen aiheuttaa heittoja mittaustuloksissa, sillä mahdollisia mittauskohtia on paljon. Tällä hetkellä joissakin vaihdelaatikoissa on useampia merkintöjä. Osa merkinnöistä on tehtaan kunnossapitoyrityksen kunnonvalvojien merkintöjä heidän omille mittauskierroksilleen. Nämä menevät helposti sekaisin ODRmittauspisteiden merkintöjen kanssa.

33 33 Kuva 8. Hihnakotelo (Kuva: Teemu Ronkainen). Hihnakoteloihin tulisi tehdä selkeät merkinnät hihnojen määrästä, jolloin hihnat olisi nopeampi tarkastaa. Osa hihnakoteloista on erittäin suljettuja, jonka takia hihnojen tarkistus on vaikeaa jopa lampun kanssa. Merkintä pitäisi tehdä sellaiseen paikkaan, että sen huomaa heti laitteelle tultaessa. Reikiä koteloihin ei voida tehdä laiteturvallisuuden nimissä.

34 34 Kuva 9. KU1 valkaisutornin päältä (Kuva: Jussi Nuutinen). Ritilätasoja on tarpeen lisätä esimerkiksi KU1 valkaisutornien päälle. Tämä nopeuttaa mittausta ja lisää työturvallisuutta. Mainittakoon myös, että laitteen liittäminen langattomaan verkkoon on vähentänyt tiedonsiirto-ongelmia Imatran Kaukopäässä.

35 35 5 Benchmarking Kaukopään kartonkitehtaalla Imatralla Kuva 10. Kaukopään tehtaat Imatralla (GL&V 2015). Kävimme tutustumiskäynnillä Imatran Kaukopään kartonkitehtaalla Vierailun tarkoituksena oli käydä kartoittamassa toisen yksikön ODR-toiminnan toimintatasoa. Uimaharjussa mittauskierroksia on nykytilanteen tavalla tehty pidempään. Sovimme vierailun kartonkikoneen vuoropäällikkö Juha Solehmaisen kanssa, joka on ollut käynnistämässä ODR-toimintaa kyseisellä tehtaalla. Tarkastelimme ODR-kierroksia kahdella osastolla, jotka olivat KA4 eli kartonkikone 4 ja CTMP eli puolikemiallisen massan-, niin sanotun kemikuumahierteen, osasto. Imatralla ODR-kierrosten toteumaa seurataan viikkotasolla. Vuorojen välistä mittausmääräeroa seurataan kuukausitasolla. Kierrokset tehdään laitteiden ja mittauspisteiden erääntymisen mukaan kriittisyysjärjestyksessä. Reitit on jaettu suoraan laitehierarkian mukaan eikä vuoroilla ole niin sanottuja vastuualueita. Kiertäjä voi valita laitteesta erääntyvän kierroksen, jolla on erääntyviä pisteitä.
36 36 Myös Imatran tehtaalla on havaittu eroja vuorojen välisissä mittausmäärissä. Joissakin vuoroissa on henkilöitä, jotka suorittavat ODR-kierroksia niin paljon, ettei erääntymisiä osu muiden kohdalle. Kierroksen käyminen riippuu yksilöstä, toisilla on motivaatiota enemmän. CTMP-laitoksella työskentelee vakituisesti kaksi henkilöä vuorossa, joista toinen on kentällä ja toinen valvomossa. Laitoksella mitataan noin viisi laitetta vuoron aikana ja mittaukset jakautuvat tasaisesti vuorojen kesken. Näiden kierrosten kesto on noin 20 minuuttia. Konelinjoilla työskentelee keskimäärin seitsemän henkilöä kullakin koneella. Siellä kierroksia tehdään pidemmissä pätkissä. Mittauspisteet on merkitty tussimerkintänä ja niitä vahvistettiin tai lisättiin käytön voimin kierrosta suorittaessa. Imatralla käytössä olevasta SEITTI-ohjelmasta näkee SAP-järjestelmää käyttäjäystävällisemmin SAP-häiriöilmoitusten tilan, sekä kunnossapidon tekemät kommentit. 6 ODR-toiminnan johtaminen 6.1 Esimiestoiminta ja motivaatiotekijät Esimiestoiminnalla on suuri merkitys ODR-toiminnan sujuvuuden kannalta. Haastatteluissa kävi ilmi, että asennoituminen kierrosten käymiseen voisi joissakin vuoroissa olla korkeampi. Tämän vuoksi henkilöstöjohtaminen on avainasemassa. Itsenäinen työskentely ja valinnanvapaus ovat toimiessaan hyviä tapoja työskennellä, ja niillä voidaan lisätä henkilökohtaisen vastuun tunnetta. Kuitenkin yrityksen asettaessa tavoitteita on niiden toteutumista hyvä käsitellä lähemmin myös esimiestasolla.

37 37 Kuvio 9. Herzbergin motivaatioteoria (Hokkanen & Strömberg 2003). Frederick Herzbergin teorian mukaan ihmisen motivaatio jakautuu kahteen osaan, toimeentulotekijöihin ja kannustetekijöihin. Toimeentulotekijöitä ovat esimerkiksi olosuhteet, työnjohto, hallinto ja palkka. Nämä saavat huonosti hoidettuna ihmiset valittamaan, mutta hyvinkään hoidettuna ne eivät takaa tyytyväisyyttä. Motivaatio- eli kannustetekijöitä ovat esimerkiksi saavutukset, tunnustukset, vastuu ja kasvu. Nämä saavat hyvin hoidettuina aikaan tyytyväisyyttä, mutta eivät kuitenkaan huonosti hoidettuinakaan tee ihmistä erityisen tyytymättömäksi. (Hokkanen & Strömberg 2003, ) Tuloksiemme perusteella tuntuisi siltä, että kannustetekijöiden lisäämisellä voitaisiin parantaa ODR-kierrosten käymisen motivaatiota varsinkin kuitulinjojen osalta. Käytön henkilöstölle tulisi antaa enemmän palautetta kunnonvalvojilta ja kunnossapidon henkilöiltä ODR-kierroksilla havaituista vioista, jotka on raportoitu SAP-toiminnanohjausjärjestelmään. SAP-järjestelmän ilmoituksiin tehdään kommentteja ja tilamuutoksia, mutta niitä pitäisi osata poimia esiin ohjelmasta. Ohjelmisto-osaamista voisi tällä saralla parantaa.
38 38 Jo pelkkä positiivisen palautteen saaminen motivoi ihmistä parempiin suorituksiin. Kun tiedetään, että toiminnalla on saavutettu tuloksia, se omaksutaan paremmin muiden työtehtävien joukkoon. Motivaatiota tutkineet henkilöt ovat päätyneet tulokseen, että tärkein yksilöä motivoiva tekijä on suorittajan tietoisuus siitä, että suoritus on oikein. (Hokkanen & Strömberg 2003, 117.) Valvomonhoitajan vaikutusta vuoron toimintaan ei pidä jättää huomioimatta. Valvomonhoitaja on vuoron työntekijä, joka vastaa oman vuoronsa prosessista. Aktiivinen henkilö, joka kannustaa ja motivoi vuoroaan parempiin suorituksiin, saa vuoronsa tuottamaan tulosta. Tämä pätee hyvin myös ODR-toimintaan. Jos valvomonhoitajan asennoitumisessa ODR-toimintaan on parantamista, se heijastuu myös toisiin. Kierrosten käyminen tulisi ottaa yhteiseksi tavoitteeksi, jonka saavuttamiseksi tarvitaan yhteistyötä puolin ja toisin myös työnjohdon osalta. 6.2 Vuoroesimiesten haastattelut Haastattelimme prosessinhoitajien lisäksi kolmea vuoroesimiestä, jotta saisimme tutkimukseemme materiaalia myös esimiesten näkökulmasta. Haastattelun kysymysrunko oli lyhennetty ja tiivistetympi versio prosessinhoitajille esitetystä ja kysymykset koskivat enemmän ODR-toiminnan johtamista. Haastatteluun valikoitui skaala eri tyyleillä kierroksia suorittavia vuoroja. Haastatteluissa esimiehet korostivat valvomonhoitajan merkitystä oman vuoronsa aktivisuuteen ODR-kierrosten suhteen. He korostivat myös palautteen saamisen tärkeyttä tehdyistä ilmoituksista. Haastateltavat olivat samaa mieltä siitä, että kuivaamolla ja voimalaitoksella työntekijät ovat aktiivisempia kiertämään ODR-kierroksia. Yhden haastateltavan mukaan kuitulinjoilla vuorojen henkilöt ovat jakautuneet muita osastoja enemmän tiettyihin tehtäviin ja ODR mielletään helposti hieman toissijaiseksi työtehtäväksi. Joissakin vuoroissa on enemmän työntekijöitä, jotka haluavat keskittyä varsinaiseen
39 39 prosessinohjaukseen eivätkä koe tiettyjä oheisia työtehtäviä niin tärkeiksi. Toisaalta vuoroissa on myös työmyyriä, jotka haluavat tehdä vähän kaikkea. Haastatteluissa todettiin myös, että kuitulinjoilla on enemmän prosessihäiriöitä kuin muilla osastoilla. Näiden aikana ODR-kierrokset jäävät taka-alalle henkilöstön keskittyessä pitämään prosessia pystyssä. Säännöllisesti mittauksia tekevän vuoron esimies kertoi, ettei hänen ole juuri tarvinnut puuttua vuoronsa ODR-toimintaan, koska se toimii omalla painollaan. Haastatteluissa korostui etenkin valvomonhoitajan merkitys vuoron ODRtoiminnassa. Yksi haastateltavista esimiehistä toivoi helppoa valvontatyökalua vuoron ODR-toiminnan seuraamiseen. Nykytilassaan tieto liikkuu sähköpostilla tai intranetin kautta, jolloin tiedonkulussa tulee viivettä. 7 Tulokset ja analysointi Vuorojen haastattelujen ja kierrosten perusteella suoritimme vertailua kuitulinjojen ja kuivaamon välillä. Tarkoituksena oli selvittää mahdolliset eroavaisuudet näiden kahden osaston ODR-toiminnassa ja listata ne asiat, jotka vaikuttavat vuorojen henkilöiden mielestä eniten ODR-kierrosten tekemiseen. 7.1 Kuitulinjat Positiivisia asioita ODR-toiminnassa kuitulinjojen vuorojen haastatteluiden perusteella olivat alueiden vaihto ja kierrosten muokkausvapaus. Nämä tulivat useimmin esille. Näiden lisäksi mainittiin uuden 12-tunnin vuorokiertokokeilun positiivinen vaikutus kierrosten käymiseen, koska aikaa on enemmän. Myös itse mittauslaite koettiin hyvänä asiana, koska sillä saadaan varmuus laitteen kunnosta aiemmin tehtyjen aistihavaintojen lisäksi.
40 40 Negatiivisia asioita olivat operaattoreiden mielestä kierrosten kesto, mittauspisteiden merkintöjen puuttuminen, palautteen saaminen tehdyistä ilmoituksista, vuorojen työntekijämäärä ja mittauspisteiden määrä verrattuna kuivaamoon ja voimalaitokseen. Tuloksien perusteella käy ilmi, että suhtautuminen ODR-kierroksiin on kuivaamolla positiivisempi kuin kuitulinjoilla. Tämä johtuu todennäköisesti kuitulinjojen mittauskierrosten pidemmästä kestosta, joka taas on seurausta mittauspisteiden määrästä kyseisellä osastolla. Myös työntekijämäärä on hieman pienempi kuitulinjoilla. 7.2 Kuivaamo Kuivaamolla positiivisiksi asioiksi ODR-toiminnassa mainittiin mittauskierrosten reittien selkeys, alueiden vaihto tietyin väliajoin, kierrosten tasaisuus vuorojen kesken ja kierrospituus. Tosin kierroksen kestosta mainittiin, että se ei saisi olla ainakaan pidempi. Uusi vuorokiertokokeilu mainittiin myös hyväksi asiaksi. Negatiivisia asioita kuivaamon operaattoreiden mielestä ovat mittauspisteiden merkintöjen puuttuminen, mittalaitteen hitaus ja ajoittaiset datan siirto-ongelmat ja palautteen saaminen tehdyistä ilmoituksista. Palautteen saaminen tehdyistä ilmoituksista koettiin puutteelliseksi molemmilla osastoilla. Tämän parantaminen voisi tuoda vuoroille lisämotivaatioita kierrosten käymiseen, kun heille tulee varmuus siitä, että joku seuraa aktiivisesti heidän tekemiään ilmoituksia. 7.3 Analysointi Jos tarkastellaan kierrettyjä kierroksia vuodelta 2015 ja verrataan niitä kierrosten kestoihin ajallisesti, havaitaan, että vaikka kuitulinjojen 2-vuoron kierros kestää pidempään kuin muiden vuorojen kierrokset, vuoro teki silti
41 41 aktiivisesti mittauksia läpi vuoden. Tästä voidaan tehdä johtopäätös, että ODRkierrosten kesto ei juurikaan vaikuta kierrosmääriin. Todennäköisesti enemmän vaikutusta on vuoron työntekijämäärällä ja mielenkiinnolla kunnonvalvontaan. Haastatteluiden perusteella käy ilmi, että osa operaattoreista kokee työmäärän olevan tarpeeksi suuri ilman ODR-kierroksiakin. Heidän mielestään kunnonvalvonnan voisi jättää kokonaan tehtaan kunnossapidosta vastaavan yrityksen tehtäväksi. Vuorot, joiden kierrosmäärät ovat suurempia, ovat omaksuneet ODR-kierrokset muiden työtehtävien joukkoon ja omaavat enemmän mielenkiintoa kunnonvalvontaa kohtaan. Käytön henkilöstö on tehtaalla ympärivuorokautisesti, ja heidän tiedossaan on valtava määrä tietoa laitteiden kunnosta ja käytöksestä. Tämän tiedon hyödyksi käyttäminen on tärkeää kunnossapidon suunnittelun kannalta. ODRmittauskierrokset tukevat tätä käyttäjän tekemää havainnointia ja parantaa tiedon välittymistä kunnossapidolle. (Pölönen 2016) Koska mittauspistemerkinnät puuttuivat useasta laitteesta ja operaattorit mainitsivat sen yhdeksi isoimmista puutteista ODR-kierroksien toimivuudessa, tehtiin mittauspisteiden merkintäohje opinnäytetyömme produktina toimeksiantajallemme (liite 2). Ohje on yleismuotoinen vihkonen, ja siinä esitetään muutamia pääperiaatteita mittauspisteen valintaan. Se koskee kuitulinjoja, mutta sitä voi soveltaa myös muille osastoille. Tutkimuksemme mukaan vaikuttaisi siltä, että pääsyyt heikkoihin ODRkierrosmääriin pääasiassa kuitulinjoilla ovat siinä, että ODR-mittauksen merkitystä ei ole painotettu kenttätyöskentelyolosuhteet ovat huonommat kuitulinjoilla huonon sisäilman vuoksi kierroksen kesto tulisi suunnitella niin, että sen voi toteuttaa sujuvasti muun työskentelyn ohessa kierrokset halutaan tehdä yhdellä kerralla alta pois kiinnostus ODR-kierroksiin on alhaisempi kuin kuivaamolla
42 42 palautteen saamisen lisäämiseksi olisi aiheellista järjestää SAPkoulutusta mittauspistemerkinnät ovat puutteelliset mittaajien määrä on joissakin vuoroissa alhainen esimiehen ja valvomonhoitajan roolia ODR-toiminnassa tulisi selkeyttää. Motivaatiota kierrosten käymiseen laskee se, että tehtaan kunnossapitoyritys tekee kunnonvalvontakierroksia joka tapauksessa. Osa mieltää ODR-kierrokset turhiksi. Myös heikko palautteen saanti laskee työntekijän motivaatiota tehdä kierroksia, koska hän ei saa varmuutta siitä, onko hänen tekemästään kierroksesta hyötyä. Prosessinhoitajia on opastettu, että kierroksen voi tehdä joko kerralla tai paloissa. Tehtaalla suositaan kerralla pois-käytäntöä, jolloin riskinä on, että kierros aletaan mieltää liian työlääksi ja kynnys kierroksen suorittamiselle nousee. Tällä käytännöllä voi olla haittapuolena myös se, että kiertäjä ei välttämättä syvenny mittaukseen riittävästi ja varsinkin aistihavainnot mitattavan laitteen kunnosta jäävät vajavaisiksi. Jos kierroksen tekisi paloissa, havainnoinnille jäisi enemmän aikaa. Kiertäjää voisi myös vaihtaa kierroksen puolivälissä, jolloin työmäärä kierroksista jakaantuisi tasaisemmin vuoron sisällä. Mikäli kierroksia myöhemmin jaetaan uudelleen, tuntuisi noin minuutin mittaisen kierroksen suorittaminen soveltuvan hyvin vielä muiden tehtävien ohessa suoritettavaksi. Ehdotus koskee erityisesti kuitulinjojen pitkiä kierroksia. Lyhyet kierrokset voisi jatkossakin tehdä totutun toimivalla tavalla kerralla pois, kiertäjää säännöllisin väliajoin vaihdellen. Nykytilassaankin kierroksen pystyy jättämään kesken, ja jatkamaan tästä myöhemmin. Tämä vaatii hieman perehtymistä laitteen käyttöön, eikä ole kovin nopea tapa työskennellä. Kuitulinjojen sisäilmaongelmille on vaikeaa keksiä ratkaisua, sillä selluprosessissa syntyy väistämättä hajuhaittoja osaston sisälle ilmanvaihdosta huolimatta, tai parannus vaatisi merkittäviä taloudellisia investointeja. Tällä hetkellä tämä pitää hyväksyä osastokohtaisena erona.
43 43 Tavoitemäärissä voisi tehdä kuitulinjoilla esimerkiksi yhden kuukauden kokeilun, jolloin kaikki vuorot tekisivät omat kierroksensa mahdollisimman hyvin. Tämän kuukauden perusteella voisi sitten määrittää realistisen tavoitetason ODRkierroksille. Tulospalkkiojärjestelmää voisi myös harkita kierrosten yhteyteen. Riittävästä määrästä tehtyjä kierroksia kiertäjät saisivat mittausmääriin sidotun palkkion. Myös vuoroesimiehen sitouttamista kierroksiin voisi harkita. Hän olisi vastuussa vuoronsa ODR-kierroksista. Yhtenä vaihtoehtona voisi olla myös henkilökohtaisten kirjautumistunnusten käyttö mittalaitteessa vuorotunnusten sijaan. Kuivaamolla ODR-kierrokset ovat kuitulinjoja paremmalla tolalla. Kierroksia tehdään säännöllisesti ja asetettuihin kierrosmäärätavoitteisiin on päästy useana kuukautena. Toki kehitettävää löytyy aina ja omaa suoritustaan voi aina parantaa. Suurimmat kehittämiskohteet kuivaamolla ovat tutkimuksemme ja tekemiemme haastattelujen perusteella: mittauspisteiden puuttuminen joistakin laitteista mittalaitteen hitaus ja ajoittaiset datan siirto-ongelmat palautteen saaminen tehdyistä ilmoituksista. Vaikka mittauspisteitä on kuivaamolla merkitty paremmin kuitulinjoihin verrattuna, puuttuvat ne silti joistakin laitteista. Mittalaitteen hitaus on nykyisen laitteiston ominaisuus. Datan siirto-ongelmiin voisi olla aiheellista kiinnittää huomiota ja esimerkiksi kokeilla laitteen liittämistä langattomaan verkkoon, jolloin telakka jäisi ainoastaan latausta varten. Palautteen saamisessa oli haastattelujen perusteella kehitettävää samalla tavalla kuin kuitulinjoilla. Raportoinnin sujuvuuden parantamiseksi olisi perusteltua järjestää työntekijöille lisää koulutusta SAP-toiminnanohjausjärjestelmän käyttöön. Näin toimien häiriöilmoitusten tekeminen ODR-kierroksilla havaituista ongelmista olisi sujuvampaa. Tämä tehostaisi myös työtehtävien muita osa-alueita. Esimerkiksi varastovarausten teko sujuisi helpommin, kun SAP-järjestelmää käytettäisiin aktiivisemmin.
44 44 Tiedon kulkeminen molempiin suuntiin on tärkeää kunnossapidon ja käyttöhenkilöstön välillä. Jos tehdyistä ilmoituksista ei saada kommenttia, ODRtoiminnan uskottavuus laskee. Imatralla käytössä oleva SEITTI-ohjelma palvelee käyttäjäänsä tässä tapauksessa Optivisionia paremmin. Samankaltaisen lisäosan käyttöönottoa Optivisioniin voisi harkita myös Enocellillä. Tehdastietojärjestelmää pystytään rakentamaan melko laajasti yhdessä ohjelmistotoimittajan kanssa. Lisäominaisuudet kuitenkin luovat omat haasteensa tulevaisuudessa järjestelmien päivittämistä silmällä pitäen. Ennen kaikkea käyttäjän pitää tuntea tekemänsä työ tärkeäksi. Tätä laskee päällekkäisten mittauksien määrä ODR:n ja kunnonvalvojien välillä. Tulevaisuudessa tehtaalla on tarkoitus karsia päällekkäisyyksiä ODR- ja kunnonvalvontamittauksien välillä (Pölönen 2016). Tämä kuitenkin vaatii sen, että ODR-mittaustoiminta saadaan ensin toimimaan kunnolla koko tehtaan alueella. 8 Pohdinta Opinnäytetyön toimeksiantaja oli Stora Enso Oyj Enocellin tehdas. Työn tavoitteena oli ODR-mittauskierrosten kehittäminen. Työn aikatauluksi sovittiin toimeksiantajan kanssa tammi-maaliskuu Työ rajattiin koskemaan kuitulinjoja ja kuivaamoa. Teimme tutkimusta pääasiassa haastattelemalla vuorojen operaattoreita molemmilla osastoilla. Lisäksi kävimme vierailulla Imatralla Kaukopään tehtaalla tutustumassa ODR-toiminnan nykytilaan kyseisessä paikassa. Onnistuimme listaamaan asioita, jotka heikentävät ODR-kierrosten tehokasta suorittamista. Materiaalia saimme mielestämme hyvin ja riittävästi tekemistämme haastatteluista. Haastateltavat suhtautuivat haastattelutilanteisiin hyvin ja keskustelu oli vapaata. Yhteistyö toimeksiantajan kanssa sujui hyvin. Lähdemateriaalia opinnäytetyöhön oli riittävästi ja se oli helposti saatavilla.
45 45 Työssä oli vaikeinta juurisyiden etsiminen mittauskierrosmäärien puutteiden selvittämiseksi. Toimeksiannolle on vaikeaa selittää yhtä selkeätä lopputulosta, jonka ansiosta päästäisiin suoraan tavoitteeseen. Myös aikataulujen yhteensovittaminen operaattoreiden kanssa oli haastavaa vuorokierron takia. Koska haastattelut tehtiin aina päiväaikaan, voi tietyn vuoron tapaamista joutua odottamaan yhdeksän päivää. Jotta ODR-toiminta kehittyisi parempaan suuntaan, tulisi tiedon kulkemisen olla sujuvaa käytön henkilöstön, kunnonvalvonnan ja kunnossapidon välillä. Palautteen antaminen puolin ja toisin on ensiarvoisen tärkeää. Pelkkä sähköinen viestintä ei yksin riitä vaan henkilöiden tulisi jalkautua ja käydä tapaamassa toisiaan paikan päällä. Palaute olisi näin toimien helpompi kertoa ja se olisi monipuolisempaa. Toinen parannusehdotus koskee ODR-toiminnan johtamista. Esimiesten tulisi ottaa enemmän kantaa vuoronsa ODR-toimintaan. Toiminnan tehostamiseksi heillä tulisi olla helppokäyttöinen seurantatyökalu. Esimies voisi toimia oman vuoronsa ODR-toiminnan vastuuhenkilönä. Tällä hetkellä hänen roolinsa ODR:ssä ei ole niin selkeä.
46 46 Lähteet Efora Tietoa meistä GL&V Successful Pulper Rebuild at Kaukopää Mill. GL&V. glvpulppaper.com/news/successfulpulperrebuildatkaukopaamill Hirsjärvi S. & Hurme H Tutkimushaastattelu Teemahaastattelun teoria ja käytäntö. Helsinki: Gaudeamus. Hokkanen S. & Strömberg O Ihmisten johtaminen. Jyväskylä: Sho Business Development Oy. Ignatius, P Tuotantoinsinööri. Stora Enso Oyj Enocellin tehdas. Palaveri Kunnossapitoyhdistys Promaint Kuntoon perustuva kunnossapito. Helsinki: KP-Media Oy. Käsikirja. Lumme V.E. & Nohynek P Kunnonvalvonnan värähtelymittaukset. Rajamäki: KP-Media Oy. Makkonen A Käyttäjäkunnossapidon parantaminen tuotantolaitoksessa. Jyväskylän ammattikorkeakoulu. Paperikoneteknologian koulutusohjelma. Opinnäytetyö. Opetushallitus. 2016a. Johdanto kunnonvalvontaan. oppimateriaalit/kunnossapito/mekaniikka_k1_ johdanto_ kunnonvalvontaan.html Opetushallitus. 2016b. Mitä on kunnossapito? oppimateriaalit/kunnossapito/perusteet_1-1_mita_on_kunnossapito. html Pölönen, E Kehityspäällikkö. Efora Oy. Haastattelu SKF SKF Microlog Inspectorin / SKF langattoman laitteen kuntotunnistimen käyttö. Käyttöohje. SKF. 2016a. Operator Driven Reliability. service-contracts/operator-driven-reliability/index.html SKF. 2016b. SKF Microlog Inspector system SKF. 2016c. Acessórios para sistemas de inspeção. com/br/ products/condition-monitoring/inspection-systems/accessories/ index.html SKF. 2016d. Analyst and Inspector. skf.com/us/products/condition-monitoring/software/skf-aptitudemonitoring-suite/skf-aptitude-analyst-and-skf-aptitude-inspector/ index.html?switch=y SKF Reliability Systems Stora Enso Uimaharju ODR-toteumat alueittain/ kk. PowerPoint-esitelmä. Analyst Hierarkianäkymä. Kuvakaappaus. Stora Enso Käyttäjien suorittama kunnonvalvonta Enocellissä. Power- Point-esitelmä. WeShare-intranet. Pääsy vain Stora Enson henkilöstöllä Stora Enso Progress book -osa vuosikertomusta Helsinki: Stora Enso Oyj.
47 Stora Enso Enocell Surakka, A Käyttöinsinööri. Stora Enso Oyj. Enocellin tehdas. Haastattelu
48 Liite 1 1 (2) Haastattelu ODR-kierroksista 1. Tausta Tavoitteena kehittää kierroksia niin, että luodaan mahdollisuus ODRmittausmäärien tavoitteisiin pääsemiselle. ODR-kierrosten käyttöönotto Enocellissä, toimintatavat nykyisin, kuinka toteutettiin ennen? Onko ODR-kierroksista hyötyä? Ovatko ne hyvä juttu vai ylimääräistä työtä? Kuinka käyttäjäkunnonvalvonta on omaksuttu käyttöhenkilöstön vakituisiin työtehtäviin? Tuntuvatko ODR-kierrokset turhalta, kun kunnonvalvontaa suoritetaan myös Eforan toimesta? Asetettuja mittaustavoitteita ei saavuteta. Koetaanko työmäärissä osasto/vuorokohtaisia eroja kierroksilla? 2. Nykytilan analyysi ODR-osaaminen o Onko koulutusta annettu mielestänne riittävästi? o Marlin -laitteen käyttö? Suurimmat haasteet laitteen käytössä? Kierrokset o Vuorotteletteko kierrosten käymistä? o Jakautuuko kierrosten käyminen tasaisesti vuoron kesken? Onko tarvetta? o Onko kierrokselle sovittu joku tietty päivä/kierto vai satunnaisesti? Kierrosnopeus o Meneekö liikaa aikaa työntekijän mielestä? Kuinka paljon? o Ovatko jotkut reitit huomattavasti pidempiä kuin toiset? o Koetaanko joku reitti työläämmäksi/hankalammaksi kuin muut? o Ovatko reitit selkeitä vai sekavia?
49 Liite 1 2 (2) o Tehdäänkö kierrokset kerralla vai paloissa o Onko vaikutusta? Resurssit o Riittääkö työntekijöitä yhtä aikaa valvomaan prosessia ja suorittamaan kierroksia? Mikä on suurin ongelma resurssien riittämisen kanssa? o Kuinka kierroksia on tähän asti tehty? MCD-mittauspisteet o Onko anturin paikat merkitty selvästi? Jos ei, onko tarvetta lisämerkinnöille? o Onko joitain koneita hankala mitata? Esim. joutuuko menemään ahtaaseen paikkaan tai kurottelemaan? o Onko koneita, joiden tulisi olla kierroksella? Kierrosten jälkeinen raportointi o Onko helppoa vai vaikeaa? o Koetaanko, että sillä on merkitystä? o Meneekö viesti kunnossapidolle? o Miten sap-häiriöilmoitus tehdään/kuka tekee? o Onko ilmoitusten tekemisessä priorisointia/tärkeimmät ilmoitukset tehdään? o Saadaanko palautetta/huomataanko parannusta? o Analyst-ohjelman käyttö Onko käytetty, saadaanko tietoa ulos? Millaista tietoa sieltä on saatavissa? Vaikuttaako uusi vuorosysteemi kierroksiin? Kierrosten vaihto vuorojen kesken Muita huomioita mittausten koskien mittauskierroksia? 3. Kehittämisehdotukset Koetaanko tarvetta lisäkoulutukselle? Pitäisikö reitin vaihtua useammin/olla selkeämpi? Onko vuoroille asetetut kierrosmäärät saavutettavissa? Minkä tulisi muuttua eniten?
")
50 Liite 2 1 (4)
")



51 Liite 2 2 (4)




52 Liite 2 3 (4) Osassa MC-pumppuja mittauskohdat sijaitsevat lähekkäin, jolloin reitille on otettu vain yksi mittaus laakerointiyksiköstä. Suuntaa mittauskohdille saadaan laitteissa olevista kiinteistä mittauspisteistä.
")

53 Liite 2 4 (4)
5$32577, 1 (8) Kokeen aikana vaihteisto sijaitsi tasalämpöisessä hallissa.
 Kokeen aikana vaihteisto sijaitsi tasalämpöisessä hallissa.") 5$32577, 1 (8) 5967(&12/2*
5$32577, 1 (8) 5967(&12/2*
Tornio Works käynnissäpidon toimintamalli
 Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
Jaksamiskysely S-ryhmä 10/2016 Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt
 Jaksamiskysely S-ryhmä 10/2016 Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt Vastaus%: 54 Havaintoja A (omat esimiehet ja johto): 5/9 hakee tukea omasta esimiehestään, kun tarve siihen on. Reilu
Jaksamiskysely S-ryhmä 10/2016 Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt Vastaus%: 54 Havaintoja A (omat esimiehet ja johto): 5/9 hakee tukea omasta esimiehestään, kun tarve siihen on. Reilu
Jaksamiskysely 10/2016 (netti) Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt
 Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt") Jaksamiskysely 10/2016 (netti) Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt Vastaus%: 60 Havaintoja A (omat esimiehet ja johto): Reilu 3/7 hakee tukea omasta esimiehestään, kun tarve siihen on.
Jaksamiskysely 10/2016 (netti) Tulosvastuulliset esimiehet ja ylemmät toimihenkilöt Vastaus%: 60 Havaintoja A (omat esimiehet ja johto): Reilu 3/7 hakee tukea omasta esimiehestään, kun tarve siihen on.
Ilmanvirtauksen mittarit
 Swema 3000 yleismittari/monitoimimittari sisäilmastomittauksiin Ilmastoinnin yleismittari, Vahva metallirunkoinen Swema 3000 on suunniteltu ilmastoinnin, sisäilmaston ja olosuhdemittausten tarpeisiin erityisesti
Swema 3000 yleismittari/monitoimimittari sisäilmastomittauksiin Ilmastoinnin yleismittari, Vahva metallirunkoinen Swema 3000 on suunniteltu ilmastoinnin, sisäilmaston ja olosuhdemittausten tarpeisiin erityisesti
Koulutuskysely esimiehille huhtikuu 2015 Koko Tervis- alue
 Koulutuskysely esimiehille huhtikuu 2015 Koko Tervis- alue Vastaajien määrä maakunnittain (N=17) Pohjois- Savo 11, vastannut 8 (53 % oman alueen osalta) Pohjois- Karjala 17, vastannut 6 (35 % oman alueen
Koulutuskysely esimiehille huhtikuu 2015 Koko Tervis- alue Vastaajien määrä maakunnittain (N=17) Pohjois- Savo 11, vastannut 8 (53 % oman alueen osalta) Pohjois- Karjala 17, vastannut 6 (35 % oman alueen
Kurssit 2015. Ennakoivan kunnossapidon kurssit ammattilaisille
 Kurssit 2015 Ennakoivan kunnossapidon kurssit ammattilaisille Kurssit 2015 Ennakoivan kunnossapidon kurssit ammattilaisille Sisältö Pyörivien koneiden linjauskoulutus... 3 Värähtelymittaus ja analysointi...
Kurssit 2015 Ennakoivan kunnossapidon kurssit ammattilaisille Kurssit 2015 Ennakoivan kunnossapidon kurssit ammattilaisille Sisältö Pyörivien koneiden linjauskoulutus... 3 Värähtelymittaus ja analysointi...
Aktiivisen tuen toimintatavan itsearviointityökalu
 1 (5) Aktiivisen tuen toimintatavan itsearviointityökalu Aktiivisen tuen toimintatapa tukee työhyvinvoinnin ja työkyvyn johtamista. Aktiivisen tuen toimintatavan tavoitteena on varmistaa sujuva työ työpaikoilla.
1 (5) Aktiivisen tuen toimintatavan itsearviointityökalu Aktiivisen tuen toimintatapa tukee työhyvinvoinnin ja työkyvyn johtamista. Aktiivisen tuen toimintatavan tavoitteena on varmistaa sujuva työ työpaikoilla.
Asiakaspalveluprosessin kehittäminen jakelun vaikutuspiiriin kuuluvien asioiden osalta
 Asiakaspalveluprosessin kehittäminen jakelun vaikutuspiiriin kuuluvien asioiden osalta Tehtävät 1. Asiakaspalvelun ja asiakkaiden vaatimukset jakelulle => haastateltavat organisaatiot/henkilöt => lukijaraatien
Asiakaspalveluprosessin kehittäminen jakelun vaikutuspiiriin kuuluvien asioiden osalta Tehtävät 1. Asiakaspalvelun ja asiakkaiden vaatimukset jakelulle => haastateltavat organisaatiot/henkilöt => lukijaraatien
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Tutkijaseminaari, Espoo
 Tutkijaseminaari, Espoo 20.5.2005 Nosturin toimintatilojen prognostisointi ja langattoman tiedonsiirron hyödyntäminen nosturin diagnostiikassa Jaakko Leinonen Oulun yliopisto Johdanto 1 Toimintatilojen
Tutkijaseminaari, Espoo 20.5.2005 Nosturin toimintatilojen prognostisointi ja langattoman tiedonsiirron hyödyntäminen nosturin diagnostiikassa Jaakko Leinonen Oulun yliopisto Johdanto 1 Toimintatilojen
Kurssit Ennakoivan kunnossapidon ja mittauksien kurssit ammattilaisille
 Kurssit 2019 Ennakoivan kunnossapidon ja mittauksien kurssit ammattilaisille Kurssit 2019 Ennakoivan kunnossapidon ja mittauksien kurssit ammattilaisille Sisältö Pyörivien koneiden linjauskoulutus... 3
Kurssit 2019 Ennakoivan kunnossapidon ja mittauksien kurssit ammattilaisille Kurssit 2019 Ennakoivan kunnossapidon ja mittauksien kurssit ammattilaisille Sisältö Pyörivien koneiden linjauskoulutus... 3
RÄÄTÄLÖITY ILMAPIIRIMITTARI
 Karl-Magnus Spiik Ky Räätälöity ilmapiirimittari 1 RÄÄTÄLÖITY ILMAPIIRIMITTARI Ilmapiirimittarin vahvuus on kysymysten räätälöinti ko. ryhmän tilannetta ja tarpeita vastaavaksi. Mittaus voi olla yritys-,
Karl-Magnus Spiik Ky Räätälöity ilmapiirimittari 1 RÄÄTÄLÖITY ILMAPIIRIMITTARI Ilmapiirimittarin vahvuus on kysymysten räätälöinti ko. ryhmän tilannetta ja tarpeita vastaavaksi. Mittaus voi olla yritys-,
4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014
 4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014 27. kesäkuuta 2014 Omnitele Ltd. Mäkitorpantie 3B P.O. Box 969, 00101 Helsinki Finland Puh: +358 9 695991 Fax: +358 9 177182 E-mail: contact@omnitele.fi
4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014 27. kesäkuuta 2014 Omnitele Ltd. Mäkitorpantie 3B P.O. Box 969, 00101 Helsinki Finland Puh: +358 9 695991 Fax: +358 9 177182 E-mail: contact@omnitele.fi
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö. www.outokumpu.com
 Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Muistitko soittaa asiakkaallesi?
 webcrm Finland 1 webcrm Finland Muistitko soittaa asiakkaallesi? Riippumatta siitä, oletko myyntipäällikkö, markkinoija vai työskenteletkö HR tehtävissä, voit käyttää CRM ratkaisua erilaisiin tarpeisiin.
webcrm Finland 1 webcrm Finland Muistitko soittaa asiakkaallesi? Riippumatta siitä, oletko myyntipäällikkö, markkinoija vai työskenteletkö HR tehtävissä, voit käyttää CRM ratkaisua erilaisiin tarpeisiin.
Nimi: Muiden ryhmäläisten nimet:
 Nimi: Muiden ryhmäläisten nimet: PALKKIANTURI Työssä tutustutaan palkkianturin toimintaan ja havainnollistetaan sen avulla pienten ainepitoisuuksien havainnointia. Työn mittaukset on jaettu kolmeen osaan,
Nimi: Muiden ryhmäläisten nimet: PALKKIANTURI Työssä tutustutaan palkkianturin toimintaan ja havainnollistetaan sen avulla pienten ainepitoisuuksien havainnointia. Työn mittaukset on jaettu kolmeen osaan,
Paperiteollisuuden perustutkinto
 Paperiteollisuuden perustutkinto Ammatti-osaamisen näyttö erikoispäällystys ja laminointi opintokokonaisuudesta Kuva: Janne Hietanummi: Valkeakosken ammattiopisto Taustaa Ammattiosaamisen näyttö suoritettiin
Paperiteollisuuden perustutkinto Ammatti-osaamisen näyttö erikoispäällystys ja laminointi opintokokonaisuudesta Kuva: Janne Hietanummi: Valkeakosken ammattiopisto Taustaa Ammattiosaamisen näyttö suoritettiin
Konepajatekniset mittaukset ja kalibroinnit
 Veli-Pekka Esala - Heikki Lehto - Heikki Tikka Konepajatekniset mittaukset ja kalibroinnit T E K N I N E N T I E D O T U S 3 2 0 0 3 A L K U S A N A T Tarkoitus Tämä tekninen tiedotus on tarkoitettu käytettäväksi
Veli-Pekka Esala - Heikki Lehto - Heikki Tikka Konepajatekniset mittaukset ja kalibroinnit T E K N I N E N T I E D O T U S 3 2 0 0 3 A L K U S A N A T Tarkoitus Tämä tekninen tiedotus on tarkoitettu käytettäväksi
Haastattelut e-kioskin käyttäjäkokemuksista. Mira Hänninen Haaga-Helia ammattikorkeakoulu
 Haastattelut e-kioskin käyttäjäkokemuksista Mira Hänninen Haaga-Helia ammattikorkeakoulu Sukupuoli ja ikä Haastattelin Kirjasto 10:ssä 14 henkilöä, joista seitsemän oli naisia (iät 24, 25, 36, 36, 50,
Haastattelut e-kioskin käyttäjäkokemuksista Mira Hänninen Haaga-Helia ammattikorkeakoulu Sukupuoli ja ikä Haastattelin Kirjasto 10:ssä 14 henkilöä, joista seitsemän oli naisia (iät 24, 25, 36, 36, 50,
Väliraportti: Vesipistekohtainen veden kulutuksen seuranta, syksy Mikko Kyllönen Matti Marttinen Vili Tuomisaari
 Väliraportti: Vesipistekohtainen veden kulutuksen seuranta, syksy 2015 Mikko Kyllönen Matti Marttinen Vili Tuomisaari Projektin eteneminen Projekti on edennyt syksyn aikana melko vaikeasti. Aikataulujen
Väliraportti: Vesipistekohtainen veden kulutuksen seuranta, syksy 2015 Mikko Kyllönen Matti Marttinen Vili Tuomisaari Projektin eteneminen Projekti on edennyt syksyn aikana melko vaikeasti. Aikataulujen
LIITE 1 VIRHEEN ARVIOINNISTA
 1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN
 PUUSTELLI GROUP OY LOPPURAPORTTI TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN Laatija: Timo Hemmilä, Hemcon Oy Päiväys: Luottamuksellisuus: julkinen Hyväksynyt: Tarmo Vesimäki, Puustelli Group Oy Projektin
PUUSTELLI GROUP OY LOPPURAPORTTI TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN Laatija: Timo Hemmilä, Hemcon Oy Päiväys: Luottamuksellisuus: julkinen Hyväksynyt: Tarmo Vesimäki, Puustelli Group Oy Projektin
1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4
 Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
2 Kuinka montaa suoritusmittaria toimipaikassa seurattiin vuosina 2011 ja 2016?
 Osa A Johtaminen 1 Mikä seuraavista kuvaa parhaiten toimipaikassa tehtyjä toimenpiteitä, kun tuotannossa havaittiin ongelma vuosina 2011 ja 2016? Esimerkki: laadullisen vian löytäminen tuotteesta tai koneiston
Osa A Johtaminen 1 Mikä seuraavista kuvaa parhaiten toimipaikassa tehtyjä toimenpiteitä, kun tuotannossa havaittiin ongelma vuosina 2011 ja 2016? Esimerkki: laadullisen vian löytäminen tuotteesta tai koneiston
LIITE 1 VIRHEEN ARVIOINNISTA
 Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
RVS-TECNOLOGYN KOKEILU HAMMASVAIHTEESSA
 RAPORTTI 1 (8) RVS-TECNOLOGYN KOKEILU HAMMASVAIHTEESSA 1. Yleistä Kokeilukohteena oli koulutuskäytössä oleva yksiportainen vinohampainen hammasvaihde, jonka välityssuhde on 2.7 Vaihdetta kuormitettiin
RAPORTTI 1 (8) RVS-TECNOLOGYN KOKEILU HAMMASVAIHTEESSA 1. Yleistä Kokeilukohteena oli koulutuskäytössä oleva yksiportainen vinohampainen hammasvaihde, jonka välityssuhde on 2.7 Vaihdetta kuormitettiin
Osaava henkilöstö kunnossapidossa. Anne Heinonen,
 Osaava henkilöstö kunnossapidossa Anne Heinonen, 11.4.2019 Sisältö Efora Oy Osaavan henkilöstön rekrytointi Rekrytointi Eforassa Työnantajamielikuvan rakentaminen Osaamisen kehittäminen Yleiset haasteet
Osaava henkilöstö kunnossapidossa Anne Heinonen, 11.4.2019 Sisältö Efora Oy Osaavan henkilöstön rekrytointi Rekrytointi Eforassa Työnantajamielikuvan rakentaminen Osaamisen kehittäminen Yleiset haasteet
LIITE 1 VIRHEEN ARVIOINNISTA
 1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä
 Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Juoksun ja pituushypyn matemaattinen mallintaminen
 Koostanut: Juho Salminen, Elina Viro, Essi Rasimus Opettajalle Juoksun ja pituushypyn matemaattinen mallintaminen Kohderyhmä: Luokat 8-9 Esitiedot: Vertailuprosentti Taustalla oleva matematiikka: Suoran
Koostanut: Juho Salminen, Elina Viro, Essi Rasimus Opettajalle Juoksun ja pituushypyn matemaattinen mallintaminen Kohderyhmä: Luokat 8-9 Esitiedot: Vertailuprosentti Taustalla oleva matematiikka: Suoran
Jyrki Kurtti Sairaanhoitaja (ylempi AMK), asiakkuuspäällikkö Medanets Oy
, asiakkuuspäällikkö Medanets Oy") Jyrki Kurtti Sairaanhoitaja (ylempi AMK), asiakkuuspäällikkö Medanets Oy Medanets Oy Perustettu 2003 (aiemmin WHealth Oy) WILHO-hankkeen teollinen asiantuntija ja siinä syntyvien sovellusten ja toimintamallien
Jyrki Kurtti Sairaanhoitaja (ylempi AMK), asiakkuuspäällikkö Medanets Oy Medanets Oy Perustettu 2003 (aiemmin WHealth Oy) WILHO-hankkeen teollinen asiantuntija ja siinä syntyvien sovellusten ja toimintamallien
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
Kuntajohtajien työhyvinvointi 2018
 Kuntajohtajien työhyvinvointi 2018 Timo Kietäväinen 9.8.2018 / Kuntajohtajapäivät (Joensuu) Tausta Kuntajohtajien työhyvinvointikysely on toteutettu aikaisemmin Kevan ja Kuntajohtajat ry:n yhteistyönä
Kuntajohtajien työhyvinvointi 2018 Timo Kietäväinen 9.8.2018 / Kuntajohtajapäivät (Joensuu) Tausta Kuntajohtajien työhyvinvointikysely on toteutettu aikaisemmin Kevan ja Kuntajohtajat ry:n yhteistyönä
JÄTEHUOLLON ERIKOISTYÖ
 Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Kartonkikone 5:n mekaaninen online kunnonvalvonta
 Saimaan ammattikorkeakoulu Tekniikka Lappeenranta Konetekniikka Tuotantotekniikka ja kunnossapito Tim Lindfors Kartonkikone 5:n mekaaninen online kunnonvalvonta Opinnäytetyö 2011 TIIVISTELMÄ Tim Lindfors
Saimaan ammattikorkeakoulu Tekniikka Lappeenranta Konetekniikka Tuotantotekniikka ja kunnossapito Tim Lindfors Kartonkikone 5:n mekaaninen online kunnonvalvonta Opinnäytetyö 2011 TIIVISTELMÄ Tim Lindfors
Tietoturvakonsulttina työskentely KPMG:llä
 Tietoturvakonsulttina työskentely KPMG:llä Helsingin Yliopisto 28 Helmikuuta 2014 Agenda Agenda Työtehtävistä yleisesti Esimerkkejä Osaamisen/toiminnan kehittäminen 1 Turvallisuuden arviointi / auditointi
Tietoturvakonsulttina työskentely KPMG:llä Helsingin Yliopisto 28 Helmikuuta 2014 Agenda Agenda Työtehtävistä yleisesti Esimerkkejä Osaamisen/toiminnan kehittäminen 1 Turvallisuuden arviointi / auditointi
Kooste maahanmuuttajanaisten kehollisuusryhmän ohjaajien kokemuksista
 Kehollisuutta maahanmuuttajatyöhön opinnäytetyö Maija Lehto, Sini Ollila Fysioterapian koulutusohjelma Kooste maahanmuuttajanaisten kehollisuusryhmän ohjaajien kokemuksista ESITYKSEN SISÄLTÖ Opinnäytetyön
Kehollisuutta maahanmuuttajatyöhön opinnäytetyö Maija Lehto, Sini Ollila Fysioterapian koulutusohjelma Kooste maahanmuuttajanaisten kehollisuusryhmän ohjaajien kokemuksista ESITYKSEN SISÄLTÖ Opinnäytetyön
MAMK/Talotekniikka/Heikki Salomaa 1. MAMK/YT/Talotekniikka/LVI havaintoja
 MAMK/Talotekniikka/Heikki Salomaa 1 MAMK/YT/Talotekniikka/LVI havaintoja Ensimmäiset insinöörityöt MTOL:ssa syksyllä 1988 - aluksi vapaaehtoinen - pian pakollinen - myös teknikkotöitä Iso muutos opiskeluun
MAMK/Talotekniikka/Heikki Salomaa 1 MAMK/YT/Talotekniikka/LVI havaintoja Ensimmäiset insinöörityöt MTOL:ssa syksyllä 1988 - aluksi vapaaehtoinen - pian pakollinen - myös teknikkotöitä Iso muutos opiskeluun
Merkityksellistä johtamista. Ihminen keskiössä suunta, tilannekuva ja tavoite kirkkaana
 Merkityksellistä johtamista Ihminen keskiössä suunta, tilannekuva ja tavoite kirkkaana Henkilöstökokemus Asiakkuudet ja asiakaskokemus Digitalisaatio ja tekoäly Kansainvälistyminen ja kasvu Onko yrityksellänne
Merkityksellistä johtamista Ihminen keskiössä suunta, tilannekuva ja tavoite kirkkaana Henkilöstökokemus Asiakkuudet ja asiakaskokemus Digitalisaatio ja tekoäly Kansainvälistyminen ja kasvu Onko yrityksellänne
LUC-palvelupiste. Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen
 LUC-palvelupiste Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen Taustat - Konsernin strategiasta (2009) löytyy toiminta-ajatus Palvelut tuotettava pääosin yhdessä - Yhdeksi kehityskohteeksi
LUC-palvelupiste Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen Taustat - Konsernin strategiasta (2009) löytyy toiminta-ajatus Palvelut tuotettava pääosin yhdessä - Yhdeksi kehityskohteeksi
KUNNONVALVONNAN OPTIMOINTI. Case: Heinola Fluting
 KUNNONVALVONNAN OPTIMOINTI Case: Heinola Fluting LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2014 Petri Salakka
KUNNONVALVONNAN OPTIMOINTI Case: Heinola Fluting LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2014 Petri Salakka
Paperien pyörittämisestä verkkolaskuihin ja sähköiseen ostolaskujen käsittelyyn. Liisa Boman 31.10.2012
 Paperien pyörittämisestä verkkolaskuihin ja sähköiseen ostolaskujen käsittelyyn Liisa Boman 31.10.2012 Wermundsen Oy Wexon Oy Solotop Oy Gistele Oy OOO Wexon Wermundsen Oy Konsernin emoyhtiö Hallintopalvelut
Paperien pyörittämisestä verkkolaskuihin ja sähköiseen ostolaskujen käsittelyyn Liisa Boman 31.10.2012 Wermundsen Oy Wexon Oy Solotop Oy Gistele Oy OOO Wexon Wermundsen Oy Konsernin emoyhtiö Hallintopalvelut
OPISKELIJAN NÄKÖKULMA. Katja Lempinen Satakunnan ammattikorkeakoulu
 OPISKELIJAN NÄKÖKULMA Katja Lempinen Satakunnan ammattikorkeakoulu 2 EXAM-konsortion käyttäjäkysely opiskelijoille 2017 Vastauksia 2119 kpl 15 eri yliopistosta ja korkeakoulusta. Vastaajista : 36,5% tehnyt
OPISKELIJAN NÄKÖKULMA Katja Lempinen Satakunnan ammattikorkeakoulu 2 EXAM-konsortion käyttäjäkysely opiskelijoille 2017 Vastauksia 2119 kpl 15 eri yliopistosta ja korkeakoulusta. Vastaajista : 36,5% tehnyt
pitkittäisaineistoissa
 Puuttuvan tiedon ongelma p. 1/18 Puuttuvan tiedon ongelma pitkittäisaineistoissa Tapio Nummi tan@uta.fi Matematiikan, tilastotieteen ja filosofian laitos Tampereen yliopisto mtl.uta.fi/tilasto/sekamallit/puupitkit.pdf
Puuttuvan tiedon ongelma p. 1/18 Puuttuvan tiedon ongelma pitkittäisaineistoissa Tapio Nummi tan@uta.fi Matematiikan, tilastotieteen ja filosofian laitos Tampereen yliopisto mtl.uta.fi/tilasto/sekamallit/puupitkit.pdf
Vastausprosentti % Kuntaliitto 2004, n=202 Kuntaliitto 2008, n=198 Kuntaliitto 2011, n=220. Parempi Työyhteisö -kysely Työterveyslaitos 1
 Vastausprosentti % 9 8 75 74 67 Kuntaliitto 4, n=2 Kuntaliitto 8, n=198 Kuntaliitto 11, n=2 Työterveyslaitos 1 Parempi Työyhteisö -Avainluvut 19 Työyhteisön kehittämisedellytykset 18 Työryhmän kehittämisaktiivisuus
Vastausprosentti % 9 8 75 74 67 Kuntaliitto 4, n=2 Kuntaliitto 8, n=198 Kuntaliitto 11, n=2 Työterveyslaitos 1 Parempi Työyhteisö -Avainluvut 19 Työyhteisön kehittämisedellytykset 18 Työryhmän kehittämisaktiivisuus
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Fokusryhmäkeskustelut perheystävällisyyden arvioinnin ja kehittämisen menetelmänä
 Fokusryhmäkeskustelut perheystävällisyyden arvioinnin ja kehittämisen menetelmänä Väestöliitto Perheystävällinen työpaikka -ohjelma Laura Hannola 29.9.2016 Sisältö Fokusryhmähaastattelumenetelmä Mikä toimi/mikä
Fokusryhmäkeskustelut perheystävällisyyden arvioinnin ja kehittämisen menetelmänä Väestöliitto Perheystävällinen työpaikka -ohjelma Laura Hannola 29.9.2016 Sisältö Fokusryhmähaastattelumenetelmä Mikä toimi/mikä
Värähtelymittaus Tämän harjoituksen jälkeen:
 Värähtelymittaus Tämän harjoituksen jälkeen: ymmärrät mittausvahvistimen käytön ja differentiaalimittauksen periaatteen, olet kehittänyt osaamista värähtelyn mittaamisesta, siihen liittyvistä ilmiöstä
Värähtelymittaus Tämän harjoituksen jälkeen: ymmärrät mittausvahvistimen käytön ja differentiaalimittauksen periaatteen, olet kehittänyt osaamista värähtelyn mittaamisesta, siihen liittyvistä ilmiöstä
CASE: UPM Wood Oy, Suomi
 CASE: UPM Wood Oy, Suomi Tuotannon OEE tehokkuudenseurantajärjestelmä yhdelletoista vaneritehtaalle. Asiakas UPM Wood Oy valmistaa vaneria Suomessa yhdellätoista tehtaalla. Yhtiö on Suomen ja Euroopan
CASE: UPM Wood Oy, Suomi Tuotannon OEE tehokkuudenseurantajärjestelmä yhdelletoista vaneritehtaalle. Asiakas UPM Wood Oy valmistaa vaneria Suomessa yhdellätoista tehtaalla. Yhtiö on Suomen ja Euroopan
Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna
 Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna Finesse-seminaari 22.03.00 Matias Vierimaa 1 Mittauksen lähtökohdat Mittauksen tulee palvella sekä organisaatiota että projekteja Organisaatiotasolla
Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna Finesse-seminaari 22.03.00 Matias Vierimaa 1 Mittauksen lähtökohdat Mittauksen tulee palvella sekä organisaatiota että projekteja Organisaatiotasolla
Moottorin kierrosnopeus Tämän harjoituksen jälkeen:
 Moottorin kierrosnopeus Tämän harjoituksen jälkeen: osaat määrittää moottorin kierrosnopeuden pulssianturin ja Counter-sisääntulon avulla, osaat siirtää manuaalisesti mittaustiedoston LabVIEW:sta MATLABiin,
Moottorin kierrosnopeus Tämän harjoituksen jälkeen: osaat määrittää moottorin kierrosnopeuden pulssianturin ja Counter-sisääntulon avulla, osaat siirtää manuaalisesti mittaustiedoston LabVIEW:sta MATLABiin,
Oppiminen ja oivaltaminen
 Oppiminen ja oivaltaminen OPPIMINEN Oppimiseen liittyy usein jotain vanhaa, tai osatun käyttöä uudella tavalla Oppiminen on hyödyllistä liittää jo osattuun Oppiminen on prosessi emme tule koskaan valmiiksi
Oppiminen ja oivaltaminen OPPIMINEN Oppimiseen liittyy usein jotain vanhaa, tai osatun käyttöä uudella tavalla Oppiminen on hyödyllistä liittää jo osattuun Oppiminen on prosessi emme tule koskaan valmiiksi
Koesuunnitelma. Tuntemattoman kappaleen materiaalin määritys. Kon c3004 Kone ja rakennustekniikan laboratoriotyöt. Janne Mattila.
 Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto
 Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Jäähdytysturva Oy Koivukummuntie 4 01510 Vantaa puh. +358 (0)20 754 5235 info@jaahdytysturva.fi www.jaahdytysturva.fi
20 754 5235 info@jaahdytysturva.fi www.jaahdytysturva.fi") Testo 106-T1:ssä on erittäin nopea ja tarkka NTC-anturi yhdistettynä ohueen mittauskärkeen joka ei jätä jälkiä. Testo 106-T1 soveltuu erinomaisesti elintarvikkeiden lämpötilojen mittaukseen esimerkiksi
Testo 106-T1:ssä on erittäin nopea ja tarkka NTC-anturi yhdistettynä ohueen mittauskärkeen joka ei jätä jälkiä. Testo 106-T1 soveltuu erinomaisesti elintarvikkeiden lämpötilojen mittaukseen esimerkiksi
OPPIMISEN MONET MUODOT Työsuhteessa tapahtuva harjoittelu. Anniina Friman Bioanalyytikko, AMK, YAMK- opiskelija TuAMK
 OPPIMISEN MONET MUODOT Työsuhteessa tapahtuva harjoittelu Anniina Friman Bioanalyytikko, AMK, YAMK- opiskelija TuAMK TAUSTA Kliininen harjoittelu olennainen osa Sairaanhoitajan (amk) tutkintoa. Tutkinnon
OPPIMISEN MONET MUODOT Työsuhteessa tapahtuva harjoittelu Anniina Friman Bioanalyytikko, AMK, YAMK- opiskelija TuAMK TAUSTA Kliininen harjoittelu olennainen osa Sairaanhoitajan (amk) tutkintoa. Tutkinnon
Suomen Ekonomien hallitukseen Hallitushaastattelut Taitavaksi haastattelijaksi
 Suomen Ekonomien hallitukseen 2018-2020 Hallitushaastattelut Taitavaksi haastattelijaksi Infoa haastattelijalle Nina Juhava, 29.8.2017 5.9.2017 Hallitushaastattelut Hallitushaastattelut 1. Esityö: Tehtävän
Suomen Ekonomien hallitukseen 2018-2020 Hallitushaastattelut Taitavaksi haastattelijaksi Infoa haastattelijalle Nina Juhava, 29.8.2017 5.9.2017 Hallitushaastattelut Hallitushaastattelut 1. Esityö: Tehtävän
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
Kiinteistöjen ylläpito Talotekniikan kipupisteitä ja hyviä käytäntöjä
 Kiinteistöjen ylläpito Talotekniikan kipupisteitä ja hyviä käytäntöjä Antti Alanko IV-asiantuntija Rakennusterveysasiantuntija (C-24269-26-18) Ylläpito Ylläpito on jonkin järjestelmän oikean toiminnan
Kiinteistöjen ylläpito Talotekniikan kipupisteitä ja hyviä käytäntöjä Antti Alanko IV-asiantuntija Rakennusterveysasiantuntija (C-24269-26-18) Ylläpito Ylläpito on jonkin järjestelmän oikean toiminnan
KouluSUMP koulujen kestävän liikkumisen edistämisen työkalu
 KouluSUMP koulujen kestävän liikkumisen edistämisen työkalu Hankkeen tausta ja tavoitteet Tampereen kaupunkiseudulla on tavoitteena lisätä kestäviä liikkumistapoja arjen liikkumisessa Viime vuosikymmenten
KouluSUMP koulujen kestävän liikkumisen edistämisen työkalu Hankkeen tausta ja tavoitteet Tampereen kaupunkiseudulla on tavoitteena lisätä kestäviä liikkumistapoja arjen liikkumisessa Viime vuosikymmenten
Lefkoe Uskomus Prosessin askeleet
 Lefkoe Uskomus Prosessin askeleet 1. Kysy Asiakkaalta: Tunnista elämästäsi jokin toistuva malli, jota et ole onnistunut muuttamaan tai jokin ei-haluttu käyttäytymismalli tai tunne, tai joku epämiellyttävä
Lefkoe Uskomus Prosessin askeleet 1. Kysy Asiakkaalta: Tunnista elämästäsi jokin toistuva malli, jota et ole onnistunut muuttamaan tai jokin ei-haluttu käyttäytymismalli tai tunne, tai joku epämiellyttävä
Kombinatorinen optimointi
 Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
Piiska vai porkkana? Kiwa Inspecta. Toimittaja-arvioinnit käytännössä. Toivo Pulkkinen, yksikön päällikkö,
 [presentation title] via >Insert >Header & Footer Piiska vai porkkana? Toimittaja-arvioinnit käytännössä Kiwa Inspecta Toivo Pulkkinen, yksikön päällikkö, 6.9.2017 Tietoa Helen Oy:stä Maailman parasta
[presentation title] via >Insert >Header & Footer Piiska vai porkkana? Toimittaja-arvioinnit käytännössä Kiwa Inspecta Toivo Pulkkinen, yksikön päällikkö, 6.9.2017 Tietoa Helen Oy:stä Maailman parasta
RANUAN KUNNAN HENKILÖSTÖN Työhyvinvointikyselyn tulokset
 RANUAN KUNNAN HENKILÖSTÖN Työhyvinvointikyselyn tulokset Yhteenveto vuosilta 2011, 201, 2015, 2016 ja 2017 toteutetuista kyselyistä Kunnanhallitus 7.5.2018 Yleistä kyselystä Ranuan työhyvinvointikyselyssä
RANUAN KUNNAN HENKILÖSTÖN Työhyvinvointikyselyn tulokset Yhteenveto vuosilta 2011, 201, 2015, 2016 ja 2017 toteutetuista kyselyistä Kunnanhallitus 7.5.2018 Yleistä kyselystä Ranuan työhyvinvointikyselyssä
Kuinka onnellisia suomalaiset ovat työssään? Human@Work 30/09/2014 1
 Kuinka onnellisia suomalaiset ovat työssään? Human@Work 30/09/2014 1 Human@Work Human@Work auttaa asiakkaitaan rakentamaan innostavasta yrityskulttuurista kestävää kilpailuetua palveluliiketoimintaan.
Kuinka onnellisia suomalaiset ovat työssään? Human@Work 30/09/2014 1 Human@Work Human@Work auttaa asiakkaitaan rakentamaan innostavasta yrityskulttuurista kestävää kilpailuetua palveluliiketoimintaan.
Kysymykset ja vastaukset
 Viite: TH01/PeRo Lapin ammattikorkeakoulu Oy Kysymykset ja vastaukset TYÖTERVEYSPALVELUIDEN HANKINTA Lapin ammattikorkeakoulu Oy Jokiväylä 11 C, 96300 Rovaniemi Sisältö 1 Kysymykset ja vastaukset... 3
Viite: TH01/PeRo Lapin ammattikorkeakoulu Oy Kysymykset ja vastaukset TYÖTERVEYSPALVELUIDEN HANKINTA Lapin ammattikorkeakoulu Oy Jokiväylä 11 C, 96300 Rovaniemi Sisältö 1 Kysymykset ja vastaukset... 3
Yhteisöllisen toimintatavan jalkauttaminen!
 Yhteisöllisen toimintatavan jalkauttaminen! Käyttöönoton vaiheet Yrityksen liiketoimintatavoitteet Yhteisöllisen toimintatavan käyttöalueet Työkalut Hyödyt yritykselle Hyödyt ryhmälle Hyödyt itselle Miten
Yhteisöllisen toimintatavan jalkauttaminen! Käyttöönoton vaiheet Yrityksen liiketoimintatavoitteet Yhteisöllisen toimintatavan käyttöalueet Työkalut Hyödyt yritykselle Hyödyt ryhmälle Hyödyt itselle Miten
Operaattorivertailu SELVITYS PÄÄKAUPUNKISEUDULLA TOIMIVIEN 3G MATKAVIESTINVERKKOJEN DATANOPEUKSISTA
 Operaattorivertailu SELVITYS PÄÄKAUPUNKISEUDULLA TOIMIVIEN 3G MATKAVIESTINVERKKOJEN DATANOPEUKSISTA SISÄLLYSLUETTELO TIIVISTELMÄ... 3 YLEISTÄ... 4 TAVOITE... 4 PAIKKAKUNNAT... 5 MITATUT SUUREET JA MITTAUSJÄRJESTELMÄ...
Operaattorivertailu SELVITYS PÄÄKAUPUNKISEUDULLA TOIMIVIEN 3G MATKAVIESTINVERKKOJEN DATANOPEUKSISTA SISÄLLYSLUETTELO TIIVISTELMÄ... 3 YLEISTÄ... 4 TAVOITE... 4 PAIKKAKUNNAT... 5 MITATUT SUUREET JA MITTAUSJÄRJESTELMÄ...
TAAJAMALIIKENTEEN JA SUOJATEIDEN TURVALLISUUDEN PARANTAMINEN -TUTKIMUS CASE TURENKI / HANNA REIHE
 TAAJAMALIIKENTEEN JA SUOJATEIDEN TURVALLISUUDEN PARANTAMINEN -TUTKIMUS CASE TURENKI 10.6.2015 / HANNA REIHE TUTKIMUS TOTEUTETTIIN, KOSKA Työn tarkoituksena on ollut taajamaliikenteen rauhoittaminen ja
TAAJAMALIIKENTEEN JA SUOJATEIDEN TURVALLISUUDEN PARANTAMINEN -TUTKIMUS CASE TURENKI 10.6.2015 / HANNA REIHE TUTKIMUS TOTEUTETTIIN, KOSKA Työn tarkoituksena on ollut taajamaliikenteen rauhoittaminen ja
Tämän sybolin esiintyessä, käyttäjän tulee lukea käyttöohje, josta lisätietoa. Tämä symboli normaalikäytössä indikoi vaarallisesta mittausjännitteestä
 Esittely VT30 mittaa AC-jännitteitä 690 V ja DC-jännitteitä 690 V asti, LCD-näyttö, portaittainen jännitenäyttö, positiivisen ja negatiivisen napaisuuden näyttö, sekä kiertosuunnan osoitus. Lisäksi jatkuvuuden
Esittely VT30 mittaa AC-jännitteitä 690 V ja DC-jännitteitä 690 V asti, LCD-näyttö, portaittainen jännitenäyttö, positiivisen ja negatiivisen napaisuuden näyttö, sekä kiertosuunnan osoitus. Lisäksi jatkuvuuden
Ene LVI-tekniikan mittaukset ILMASTOINTIKONEEN MITTAUKSET TYÖOHJE
 Ene-58.4139 LVI-tekniikan mittaukset ILMASTOINTIKONEEN MITTAUKSET TYÖOHJE Aalto yliopisto LVI-tekniikka 2013 SISÄLLYSLUETTELO ILMASTOINTIKONEEN MITTAUKSET...2 1 HARJOITUSTYÖN TAVOITTEET...2 2 TUTUSTUMINEN
Ene-58.4139 LVI-tekniikan mittaukset ILMASTOINTIKONEEN MITTAUKSET TYÖOHJE Aalto yliopisto LVI-tekniikka 2013 SISÄLLYSLUETTELO ILMASTOINTIKONEEN MITTAUKSET...2 1 HARJOITUSTYÖN TAVOITTEET...2 2 TUTUSTUMINEN
Koulussamme opetetaan näppäilytaitoa seuraavan oppiaineen yhteydessä:
 TypingMaster Online asiakaskyselyn tulokset Järjestimme toukokuussa asiakkaillemme asiakaskyselyn. Vastauksia tuli yhteensä 12 kappaletta, ja saimme paljon arvokasta lisätietoa ohjelman käytöstä. Kiitämme
TypingMaster Online asiakaskyselyn tulokset Järjestimme toukokuussa asiakkaillemme asiakaskyselyn. Vastauksia tuli yhteensä 12 kappaletta, ja saimme paljon arvokasta lisätietoa ohjelman käytöstä. Kiitämme
Kansainvälisen opinnäytetyöryhmän ohjaus kokemuksia ja havaintoja. Outi Kivirinta Rovaniemen ammattikorkeakoulu
 Kansainvälisen opinnäytetyöryhmän ohjaus kokemuksia ja havaintoja Outi Kivirinta Rovaniemen ammattikorkeakoulu Thesis Support Group for RAMK s EDP students Taustaa: Opinnäytetyö oli havaittu tulpaksi valmistumiselle
Kansainvälisen opinnäytetyöryhmän ohjaus kokemuksia ja havaintoja Outi Kivirinta Rovaniemen ammattikorkeakoulu Thesis Support Group for RAMK s EDP students Taustaa: Opinnäytetyö oli havaittu tulpaksi valmistumiselle
Suoritusraportointi: Loppuraportti
 1 (5) Suoritusraportointi: Loppuraportti Tiimitehtävä, 20 % kurssin arvosanasta Ryhmän vetäjä toimittaa raportit keskitetysti projektiyrityksille Raportti sisältää kaksi osiota: Johdon tiivistelmän (Executive
1 (5) Suoritusraportointi: Loppuraportti Tiimitehtävä, 20 % kurssin arvosanasta Ryhmän vetäjä toimittaa raportit keskitetysti projektiyrityksille Raportti sisältää kaksi osiota: Johdon tiivistelmän (Executive
Moderni muuntajaomaisuuden kunnonhallinta. Myyntipäällikkö Jouni Pyykkö, Infratek Finland Oy Tuotepäällikkö Juhani Lehto, Vaisala Oyj
 Moderni muuntajaomaisuuden kunnonhallinta Myyntipäällikkö Jouni Pyykkö, Infratek Finland Oy Tuotepäällikkö Juhani Lehto, Vaisala Oyj Kunnonhallinnan strategia Muuntajan kunnossapito ja kunnonhallinta tulee
Moderni muuntajaomaisuuden kunnonhallinta Myyntipäällikkö Jouni Pyykkö, Infratek Finland Oy Tuotepäällikkö Juhani Lehto, Vaisala Oyj Kunnonhallinnan strategia Muuntajan kunnossapito ja kunnonhallinta tulee
Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena
 Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena Mittaaminen ja ohjelmistotuotanto seminaari 18.04.01 Matias Vierimaa 1 Miksi mitataan? Ohjelmistokehitystä ja lopputuotteen laatua on vaikea arvioida
Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena Mittaaminen ja ohjelmistotuotanto seminaari 18.04.01 Matias Vierimaa 1 Miksi mitataan? Ohjelmistokehitystä ja lopputuotteen laatua on vaikea arvioida
ROD -tyypin Sulkusyötin
 Standardi: Q/HFJ02027-2000 ROD -tyypin Sulkusyötin KÄYTTÖOHJE Suomen Imurikeskus Oy Puh. 02-576 700-1 - SISÄLTÖ 1. RAKENNE... 3 2. TOIMINTAPERIAATE JA KÄYTTÖTARKOITUS4 3. TUOTTEEN PIIRTEET... 4 4. TYYPPISELITYS...
Standardi: Q/HFJ02027-2000 ROD -tyypin Sulkusyötin KÄYTTÖOHJE Suomen Imurikeskus Oy Puh. 02-576 700-1 - SISÄLTÖ 1. RAKENNE... 3 2. TOIMINTAPERIAATE JA KÄYTTÖTARKOITUS4 3. TUOTTEEN PIIRTEET... 4 4. TYYPPISELITYS...
KAARINAN SYYSMARATON
 KAARINAN SYYSMARATON 22.10.2016 Mittausraportti Mittauspäivä: 20.10.2016, klo 18:00 19:30 Olosuhteet: Mittaaja: Avustajat: +5 C, pilvistä Jari Tomppo Janne Klasila, Tuomo Sibakov, Jaakko Uotila Kaarinan
KAARINAN SYYSMARATON 22.10.2016 Mittausraportti Mittauspäivä: 20.10.2016, klo 18:00 19:30 Olosuhteet: Mittaaja: Avustajat: +5 C, pilvistä Jari Tomppo Janne Klasila, Tuomo Sibakov, Jaakko Uotila Kaarinan
Verenpainemittarit. Ranne- verenpainemittari, harmaa. 22,95
 Verenpainemittarit Ranne- verenpainemittari, harmaa. 22,95 Tarkka verenpaineen mittaus ranteesta. Näytön kohteet: systolinen, diastolinen, pulssi, päivämäärä, aika Rytmihäiriöilmoitus Muistipaikkoja 60/henkilö,
Verenpainemittarit Ranne- verenpainemittari, harmaa. 22,95 Tarkka verenpaineen mittaus ranteesta. Näytön kohteet: systolinen, diastolinen, pulssi, päivämäärä, aika Rytmihäiriöilmoitus Muistipaikkoja 60/henkilö,
TIETOA MITTAUKSESTA TYÖPERÄINEN ASTMA
 TIETOA MITTAUKSESTA TYÖPERÄINEN ASTMA Olet saanut käyttöösi Vitalograph Lung Monitor BT mittalaitteen (kuva oikealla). Laitteella mitataan keuhkojen toimintakykyä ja puhelimesi lähettää mittauksen jälkeen
TIETOA MITTAUKSESTA TYÖPERÄINEN ASTMA Olet saanut käyttöösi Vitalograph Lung Monitor BT mittalaitteen (kuva oikealla). Laitteella mitataan keuhkojen toimintakykyä ja puhelimesi lähettää mittauksen jälkeen
OSAKE- KOKEMUKSIA TAMPEREELTA
 1 OSAKE- KOKEMUKSIA TAMPEREELTA Piia Tienhaara Seminaari 23.11.2017: Miten nostaa SOTE- asiakas keskiöön? 2 TAUSTAA Selvitys Tampereen kaupungille vuonna 2015 Haastattelut 2016 ( Finnish Service Alliance
1 OSAKE- KOKEMUKSIA TAMPEREELTA Piia Tienhaara Seminaari 23.11.2017: Miten nostaa SOTE- asiakas keskiöön? 2 TAUSTAA Selvitys Tampereen kaupungille vuonna 2015 Haastattelut 2016 ( Finnish Service Alliance
ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL
 ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL 1. Käyttö Vinssi on tehty käytettäväksi varastoissa, rakennuksilla jne. Vinssejä on sekä 230V että 400V käyttöjännitteelle,
ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL 1. Käyttö Vinssi on tehty käytettäväksi varastoissa, rakennuksilla jne. Vinssejä on sekä 230V että 400V käyttöjännitteelle,
Palaute kuvapuhelinpalveluiden toteuttamisesta ammattilaisen näkökulmasta
 Palaute kuvapuhelinpalveluiden toteuttamisesta ammattilaisen näkökulmasta virtu.fi sähköiset palvelut lappilaisille Pohjois-Suomen sosiaalialan osaamiskeskus Käyttäjien osallistuminen suunnitteluprosessiin
Palaute kuvapuhelinpalveluiden toteuttamisesta ammattilaisen näkökulmasta virtu.fi sähköiset palvelut lappilaisille Pohjois-Suomen sosiaalialan osaamiskeskus Käyttäjien osallistuminen suunnitteluprosessiin
Selvitys paristojen ja akkujen keräyksestä vähittäiskaupoissa Henna Kaunismaa
 Selvitys paristojen ja akkujen keräyksestä vähittäiskaupoissa Henna Kaunismaa Hämeenlinnan ympäristöjulkaisuja 14 Lähdeviite: Kaunismaa Henna 2011: Selvitys paristojen ja akkujen keräyksestä vähittäiskaupoissa.
Selvitys paristojen ja akkujen keräyksestä vähittäiskaupoissa Henna Kaunismaa Hämeenlinnan ympäristöjulkaisuja 14 Lähdeviite: Kaunismaa Henna 2011: Selvitys paristojen ja akkujen keräyksestä vähittäiskaupoissa.
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
LAATUMITTARIT LÄÄKETEOLLISUUDESSA
 LAATUMITTARIT LÄÄKETEOLLISUUDESSA Marianne Torkko 27.9.2014 1.10.2014 1 Julkaisut Torkko M, Linna A, Katajavuori N, Juppo A.M. 2013. Quality KPIs in pharmaceutical and food industry. J Pharm Innov. 2013;
LAATUMITTARIT LÄÄKETEOLLISUUDESSA Marianne Torkko 27.9.2014 1.10.2014 1 Julkaisut Torkko M, Linna A, Katajavuori N, Juppo A.M. 2013. Quality KPIs in pharmaceutical and food industry. J Pharm Innov. 2013;
Päällysteiden YP tarvittavat tiedot 1. Työpaja ma
 Päällysteiden YP tarvittavat tiedot 1. Työpaja ma 16.04.2018 Sisältö Käytiin läpi yhdessä mistä vaiheista päällysteiden ylläpito muodostuu sekä millaisia erilaisia kipupisteitä näihin eri vaiheisiin liittyy.
Päällysteiden YP tarvittavat tiedot 1. Työpaja ma 16.04.2018 Sisältö Käytiin läpi yhdessä mistä vaiheista päällysteiden ylläpito muodostuu sekä millaisia erilaisia kipupisteitä näihin eri vaiheisiin liittyy.
PORAPAALUTUKSEN AIHEUTTAMAN MELUN MITTAUS Pasilan Uusi Silta YIT Rakennus Oy
 9.7.2015 PORAPAALUTUKSEN AIHEUTTAMAN MELUN MITTAUS Pasilan Uusi Silta YIT Rakennus Oy 7.7.2015 Helsinki Lf Segersvärd Oy Finnrock Ab Gsm: 010 832 1319 lf.segersvard@finnrock.fi 9.7.2015 SISÄLLYS TERMIT
9.7.2015 PORAPAALUTUKSEN AIHEUTTAMAN MELUN MITTAUS Pasilan Uusi Silta YIT Rakennus Oy 7.7.2015 Helsinki Lf Segersvärd Oy Finnrock Ab Gsm: 010 832 1319 lf.segersvard@finnrock.fi 9.7.2015 SISÄLLYS TERMIT
Kuvailulehti. Korkotuki, kannattavuus. Päivämäärä 03.08.2015. Tekijä(t) Rautiainen, Joonas. Julkaisun laji Opinnäytetyö. Julkaisun kieli Suomi
 Rautiainen, Joonas. Julkaisun laji Opinnäytetyö. Julkaisun kieli Suomi") Kuvailulehti Tekijä(t) Rautiainen, Joonas Työn nimi Korkotuetun vuokratalon kannattavuus Ammattilaisten mietteitä Julkaisun laji Opinnäytetyö Sivumäärä 52 Päivämäärä 03.08.2015 Julkaisun kieli Suomi Verkkojulkaisulupa
Kuvailulehti Tekijä(t) Rautiainen, Joonas Työn nimi Korkotuetun vuokratalon kannattavuus Ammattilaisten mietteitä Julkaisun laji Opinnäytetyö Sivumäärä 52 Päivämäärä 03.08.2015 Julkaisun kieli Suomi Verkkojulkaisulupa
Eye Pal Solo. Käyttöohje
 Eye Pal Solo Käyttöohje 1 Eye Pal Solon käyttöönotto Eye Pal Solon pakkauksessa tulee kolme osaa: 1. Peruslaite, joka toimii varsinaisena lukijana ja jonka etureunassa on laitteen ohjainpainikkeet. 2.
Eye Pal Solo Käyttöohje 1 Eye Pal Solon käyttöönotto Eye Pal Solon pakkauksessa tulee kolme osaa: 1. Peruslaite, joka toimii varsinaisena lukijana ja jonka etureunassa on laitteen ohjainpainikkeet. 2.
Koneistusyritysten kehittäminen. Mittaustekniikka. Mittaaminen ja mittavälineet. Rahoittajaviranomainen: Satakunnan ELY-keskus
 Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET
 FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
DC-moottorin pyörimisnopeuden mittaaminen back-emf-menetelmällä
 1 DC-moottorin pyörimisnopeuden mittaaminen back-emf-menetelmällä JK 23.10.2007 Johdanto Harrasteroboteissa käytetään useimmiten voimanlähteenä DC-moottoria. Tämä moottorityyppi on monessa suhteessa kätevä
1 DC-moottorin pyörimisnopeuden mittaaminen back-emf-menetelmällä JK 23.10.2007 Johdanto Harrasteroboteissa käytetään useimmiten voimanlähteenä DC-moottoria. Tämä moottorityyppi on monessa suhteessa kätevä
Taloushallinnon robotti paiskii jo hommia. Päivi Lahti
 Taloushallinnon robotti paiskii jo hommia Päivi Lahti Ohjelmistorobotiikka Ohjelmistorobotiikan (Robotic Process Automation, RPA) avulla automatisoidaan tietotyöläisen manuaalisia rutiinitehtäviä Ohjelmistorobotti
Taloushallinnon robotti paiskii jo hommia Päivi Lahti Ohjelmistorobotiikka Ohjelmistorobotiikan (Robotic Process Automation, RPA) avulla automatisoidaan tietotyöläisen manuaalisia rutiinitehtäviä Ohjelmistorobotti
ENERGIANKÄYTÖN SEURANTA JA ANALYSOINTI Energiatehokas vesihuoltolaitos 3/2018
 ENERGIANKÄYTÖN SEURANTA JA ANALYSOINTI Energiatehokas vesihuoltolaitos 3/2018 ENERGIANKÄYTÖN SEURANTA JA ANALYSOINTI Energiankäytön seuranta ja analysointi on keskeinen ja välttämätön osa energiatehokkuustyötä.
ENERGIANKÄYTÖN SEURANTA JA ANALYSOINTI Energiatehokas vesihuoltolaitos 3/2018 ENERGIANKÄYTÖN SEURANTA JA ANALYSOINTI Energiankäytön seuranta ja analysointi on keskeinen ja välttämätön osa energiatehokkuustyötä.
Välipalautejärjestelmän suunnittelu ja toteutus Teollisuuden ja luonnonvarojen osaamisalalla
 Lumen 1/2017 ARTIKKELI Välipalautejärjestelmän suunnittelu ja toteutus Teollisuuden ja luonnonvarojen osaamisalalla Päivi Honka, FM, tuntiopettaja, Teollisuuden ja luonnonvarojen osaamisala, Lapin ammattikorkeakoulu
Lumen 1/2017 ARTIKKELI Välipalautejärjestelmän suunnittelu ja toteutus Teollisuuden ja luonnonvarojen osaamisalalla Päivi Honka, FM, tuntiopettaja, Teollisuuden ja luonnonvarojen osaamisala, Lapin ammattikorkeakoulu
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy
 MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan