465102A Konetekniikan materiaalit, 5op
|
|
|
- Katariina Uotila
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 465102A Konetekniikan materiaalit, 5op Luento n:o 6 materiaalinvalinnasta Timo Kauppi
2 Yleistä Tuotteen suunnittelemiseen liittyy aina tärkeänä osana materiaali(e)n valinta. Lähtöaineksen laatu, mitat ja muoto on tavalla tai toisella määritettävä. On olemassa erilaisia tapoja valita materiaali. Yleisimmin materiaali valitaan jollakin alla olevan kuvan menettelyllä: standardivalinta tuotevalinta systemaattinen valinta. Näistä kolmesta standardivalinta ja tuotevalinta ovat ylivoimaisesti käytetyimpiä. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
3 Yleistä Tuotteen ja materiaalin vaatimusprofiilista sekä materiaalin ominaisuusprofiilista lähtevä valinta vaatii sen sijaan runsaasti tiedonhankintaa ja työtä. Niinpä sitä käytetään lähinnä uusien tai uudistettujen tuotteiden materiaalien valinnassa. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
4 Standardivalinta Materiaalinvalinta yksittäistuotteita tuottavassa konepajassa on käytännössä useimmiten päivittäistä rutiinityötä. Samantapaisia tuotteita on suunniteltu ja suunnitellaan jatkuvasti. Materiaali otetaan tavallisesti standardoitujen varastolaatujen joukosta. Standardilaadut ja mitat on valittu yksittäisten tuotteiden materiaalitarpeiden perusteella siten, että tuotteiden laatu- ja hintavaatimukset täyttyvät mahdollisimman hyvin. Materiaalin valintaan tarvittavia tietoja saadaan yrityksen sisäisten standardien ja varastoluetteloiden lisäksi suunnitteluohjeista, asiakkaan ohjeista, viranomaismääräyksistä ja käyttökokemuksista. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
5 Standardivalinta Materiaalin standardivalintaan uhrattu työpanos ja siten yritykselle aiheutuva palkkakustannus on pieni. Standardivalinta lisää mahdollisimman vähän tuotteen suunnittelukustannuksia. Menettely on myös turvallinen. Epäonnistumisia ei juurikaan tapahdu, sillä ratkaisut ovat moneen kertaan käytännössä testattuja ja siten toimivia. Standardivalinnan vaarana on huomaamaton jälkeen jääminen kehityksestä. Samoja vanhoja ratkaisuja toistetaan, vaikka uudet ja paremmat materiaalit ovat vallanneet markkinat. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
6 Standardivalinta Tuotteiden materiaalivalinnat pitäisi tarkistaa vähintään 10 vuoden välein, vaikka varsinaista syytä ei olisi tullutkaan esille. Tarkistus kohdistetaan tiettyyn tuoteryhmään tai materiaalivaraston laatu- ja mittastandardeihin sekä varastotavaravalikoimaan. Siten tutkitaan, onko materiaalinvalintamenettely pysynyt ajan tasalla. Jos kustannusten kannalta on samantekevää pitäydytäänkö tuttuihin materiaalilaatuihin vai siirrytäänkö uusiin, parasta on käyttää uusia materiaalilaatuja. Näin menetellen uusista materiaalilaaduista saadaan käyttökokemuksia, niitä opitaan käsittelemään ja niiden käytöstä koituvia etuja opitaan käyttämään hyväksi. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
7 Tuotevalinta Tehtäessä sopimus tuotteen suunnittelusta, valmistamisesta ja asentamisesta sovitaan samalla materiaalit, joista tuote rakennetaan. Suunnittelijan tehtäväksi jää sovittujen materiaalien käyttäminen ja konstruktion suunnittelu materiaaliominaisuuksien perusteella. Materiaalin tuotevalinnassa on valintaperusteena pitkän ajan käyttökokemus vastaavista tuotteista. Kysymyksessä on eräänlainen koko tuotetta koskeva materiaalinvalinnan kertaratkaisu eli standardi. Eräiden tuotteiden laskenta- ja suunnitteluohjeet opastavat valintaa. Näin tehdyt valinnat ovat osoittautuneet teknisesti onnistuneiksi ja kustannuksiltaan edullisiksi. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
8 Systemaattinen valinta Tuotteen käyttö, valmistus ja markkinointi asettavat materiaalille omia vaatimuksiaan. Valitun materiaalin on täytettävä nämä vaatimukset mahdollisimman hyvin. Valintaan on perehdyttävä perusteellisesti etenkin silloin, kun kyseessä on uusi tai uudistettu tuote. Menettelynä on tällöin materiaalin systemaattinen valinta. Materiaalin systemaattinen valinta sisältää seuraavat vaiheet: tuotteen ja osan vaatimusprofiilin laatiminen materiaalin vaatimusprofiilin laatiminen materiaalin ominaisuusprofiilin laatiminen materiaalin valinta Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
9 Vaatimusprofiili Rakenneosaan kohdistuu vaatimuksia osan toiminnasta, käyttöoloista, valmistuksesta ja kustannuksista. Tärkeintä on ensin pystyä teknisesti valmistamaan osa, saada se toimimaan ja kestämään. Järjestyksessä seuraavia kehityskohteita ovat pitkän aikavälin kestävyys, kustannusten suhde ominaisuuksiin ja valmistusmenetelmien kehittäminen. Osan toiminnoista aiheutuu vaatimuksia itse osalle: muodon säilytys öljysäiliöille, kuormankanto nostokoukulle jne. Käyttöolot asettavat omat vaatimuksensa. Valmistusmenetelmien vaatimukset kohdistuvat valmistuksen mahdollisuuteen, helppouteen ja kustannuksiin. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016

10 Toimintojen asettamat vaatimukset vaatimuksia materiaalille osan tai kokonaisuuden tekemien toimintojen kautta Rikhard o: Lahtinen tasomainen ei liukas tukeva kova hyvä energian varastointikyky Materiaalioppi 1 T. Kauppi muodon säilyttäminen kuormankantokyky energian sitominen lämmönjohtokyky sähkönjohtokyky pintaominaisuudet paino yleensä päädytään kompromisseihin vrt. keveys / kuormankantokyky


11 Käyttöolosuhteiden asettamat vaatimukset käyttöolosuhteiden tai ympäristön asettamat vaatimukset lämpötila ja sen vaihtelut lämpölaajeneminen viruminen kylmähauraus ympäristö ilmasto kemiallinen sähköinen biologinen Materiaalioppi 1 T. Kauppi


12 Valmistusmenetelmien asettamat vaatimukset valmistusmenetelmät asettavat myös vaatimuksia materiaalille hitsattavuus työstettävyys särmättävyys pinnanlaatu syvävedettävyys Materiaalioppi 1 T. Kauppi
 analyysi Materiaalioppi 1 T.")
13 Taloudellisuusvaatimukset suorat valmistuskustannukset materiaalikustannukset työkustannukset lämpökäsittelykustannukset viimeistelykustannukset varastointikustannukset pääomakulut käsittelykulut testauskulut materiaalin vaihtamisesta aiheutuvat kustannukset konstruktionmuutoskulut varastoinninmuutoskulut LCC (Life Cycle Cost) analyysi Materiaalioppi 1 T. Kauppi
14 Materiaalin vaatimusprofiili Rakenneosaan kohdistetut vaatimukset on muutettava vaadittaviksi materiaaliominaisuuksiksi. Sen jälkeen voidaan laatia materiaalin vaatimusprofiili. On huomattava, että osaan kohdistuva vaaatimus voidaan tyydyttää useimmiten sekä konstruktiivisin että materiaalivalinnan keinoin. Materiaalin vaatimusprofiiliin vaikuttaa tuotteelle asetettujen vaatimusten lisäksi myös tuotteen muotoilu. Siinä taas voidaan ottaa huomioon materiaalin ominaisuudet. Esimerkiksi ajoneuvoliikennettä varten voidaan rakentaa silta puusta, betonista, kivestä, teräksestä ja monesta yhdistelmämateriaalista. Terässilta ja kivisilta muotoillaan täysin eri tavalla. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
15 Materiaalin vaatimusprofiili OSAN VAATIMUS ESIMERKKEJÄ MATERIAALIN VAATIMUS Muodon säilyminen Arpanoppa, auton pölykapseli Kimmokerroin iso, kovuus suuri Kuorman kantaminen Aluslaatta Kimmokerroin, myötöraja, iskusitkeys riittävät Voiman siirtäminen Hammaspyörä, kampiakseli Kovuus, lujuus ja kimmokerroin riittävät Energian varastoiminen Joustotyö - elastinen Jousi - plastinen Auton turvakorin - kineettinen kokoonpuristuva osa Jarrupala ja levy Kemialliset tekijät Korroosionkestävyys Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
16 Materiaalin ominaisuusprofiili Osan materiaali etsitään haluttujen ominaisuuksien perusteella. Aluksi keskitytään muutamaan tärkeimpään ominaisuuteen, jollaisia yleisimmin ovat lujuus, jäykkyys, sitkeys, väsymiskestävyys ja kulumiskestävyys. Ominaisuuksia haetaan materiaaliryhmittäin: metallit, keraamiset aineet, kumit, muovit ja orgaaniset aineet. Lisäksi tarkistetaan mahdollisuus yhdistelmäaineiden, lujiteaineiden, laminaattien ja pinnoitettujen materiaalien käyttämiseen. Ehdokkaista karsitaan muutaman tärkeimmän ja kriittisimmän ominaisuuden perusteella ehdottomasti sopimattomat materiaaliryhmät ja materiaalit. Tällöin käytetään niin sanottua totuustaulukkoa. Tarkempi vertailu tehdään jäljelle jääneiden materiaalien kesken. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
17 Materiaalin valintaprosessi Täsmällisillä lukuarvoilla voidaan esittää eräitä harvoja materiaaliominaisuuksia: myötölujuus, murtolujuus, kovuus, kimmokerroin. Vähemmän täsmällisiä ovat kulumiskestävyys, korroosionkestävyys, hitsattavuus, muovattavuus, lastuttavuus, valettavuus jne. Materiaalin valmistusteknistä sopivuutta voidaan tarvittaessa selvittää tapausta varten suunnitelluilla teknologisilla kokeilla. Lopullinen tulos materiaalinvalinnan onnistumisesta saadaan aikanaan käyttökokemuksista, takuukorjauksista, kunnossapitoraporteista sekä tuotteen kilpailukyvystä markkinoilla ja vaihtoehtoisten materiaalien onnistumisesta samoissa käyttöoloissa. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
18 Materiaalin valintaprosessi Vaatimus- ja ominaisuusprofiilin vertailun avulla pystytään osaan valitsemaan monen lähes tasavertaisen vaihtoehdon joukosta sopivin materiaali. Kaikista vaatimusprofiilin täyttävistä aineista on valittava parhaan kokonaistaloudellisuuden antava materiaali. Valintamenetelmänä voidaan käyttää arvoanalyysia (VA, Value Analysis), elinikäkustannuksia (LCC, Life Cycle Costs) yms. menetelmiä. Tässä vertailussa vaikuttavat mm materiaalin kilohinta, osan valmistuskustannukset ja tuotteen elinkelpoisuusominaisuudet. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
19 Materiaalin valintaprosessi Materiaalin valinta ei ole ainutkertainen tapahtuma, vaan jatkuva prosessi. Joissakin tapauksessa se voi kestää koko tuotteen eliniän. Yleensä valintaprosessi koostuu seuraavista vaiheista: 1. Vaatimusprofiilin laadinta tuotteen tehtävän selvitys (toiminnot, ympäristö) valmistettavuuden selvitys alustava kustannustarkastelu (eri materiaalien saatavuus, varastotilanne jne)
20 Materiaalin valintaprosessi 2. Valintastrategian päättäminen halpa valmistus ja hinta => käytön aikaiset kustannukset kohoavat paras mahdollinen tuote ja minimikäyttökustannukset alustava life cycle costs tarkastelu 3. Materiaalien esivalinta vaihtoehtojen listaus epätodennäköisten karsinta
21 Materiaalin valintaprosessi 4. Materiaalien tarkempi tarkastelu (ominaisuusprofiili) tietojen hankinta ominaisuuksista eri ominaisuuksien painottaminen ja ominaisuusprofiilin laadinta tunnuslukujen laskenta eri materiaaleille 5. Lopullinen valinta (vaatimus- ja ominaisuusprofiilien yhteensovittaminen) eri materiaalien vertailu (tunnusluvut) => parhaan valinta reunaehtojen (saatavuus, valmistettavuus jne) tarkistus
22 Vaatimusprofiili Menetelmät: omakohtainen harkinta erilaiset kyselyt (aikaisempien vastaavien tuotteiden kohdalla) vauriotapausten ja reklamaatioiden seuranta (aikaisempien vastaavien tuotteiden kohdalla) Kaikki valintaan vaikuttavat vaatimukset tulisi ottaa huomioon!

23 Kaivinkoneen kauhapuomi
24 Ominaisuusprofiili Ominaisuusprofiili on materiaalikohtainen laadintamenettely, jossa vastataan kysymyksiin: Mitä ominaisuuksia asetetut vaatimukset edellyttävät? Mitkä ovat ko. ominaisuudet kysymyksiin tuleville materiaaleille? Mikä on kunkin ominaisuuden painoarvo (merkitys) tuotteen toiminnan kannalta (ominaisuuksien tärkeysjärjestys)? Näin on saatu lista halutuista ominaisuuksista. Seuraavaksi määritetään ko. ominaisuuksien tärkeysjärjestys ja numeroarvot tarkastelussa mukana oleville materiaaleille. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
25 Kaivinkoneen kauhapuomi Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
26 Vaatimusten ja ominaisuuksien yhteensovitus Voidaan tehdä esimerkiksi siten, että valitaan suurehko määrä mahdollisia materiaaleja niin sanottuun totuustaulukkokarsintaan. Sen läpäisseet pääsevät seuraavaan, arvoanalyysiin ja vertailulukuihin perustuvaan valintamenettelyyn. Materiaalien välinen paremmuus ratkeaa kyseisten vertailulukujen pohjalta. Totuustaulukkoon kannattaa ottaa mukaan monenlaisia ajateltavissa olevia materiaalivaihtoehtoja, jottei vain sopivin jäisi pois loppukilpailusta. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
27 Vaatimukset ja ominaisuudet yhteensovitus Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
28 Vaatimukset ja ominaisuudet yhteensovitus Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
29 Vertailulukujen määrittäminen Arvoanalyysiin pohjautuvassa valinnassa vertailuluku määräytyy periaatteen ARVO = Toiminnot / Kustannukset mukaisesti. Koska arvon määrittäminen suoraan tästä on vaikeaa, korvataan se ominaisuusprofiilin avulla laskettavilla tunnusluvuilla. VERTAILULUKU = WiMi/C Wi = tietyn ominaisuuden painokerroin (merkitys), Mi = materiaalin kyseinen ominaisuus numeroarvoina, C = materiaalin käytöstä tuotteeseen kohdistuva kustannus. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
30 Vertailulukujen määrittäminen Ylläoleva lauseke siis tuottaa yhdelle materiaalille lasketun vertailuluvun. Se sisältää ko. materiaalin painotetun hyvyyden kaikkien vaadittujen ominaisuuksien osalta. Kullekin materiaalille saadaan siis oma lukunsa, ja se materiaali, joka saa suurimman vertailuluvun, yleensä valitaan käyttöön. Usein vaihtoehtoiset materiaalit ovat melko tasavertaisia. Sellaiset tekijät kuin saatavuus, imago yms. saattavat ratkaista lopulta valinnan. Vertailulukujen laskennan pohjana ovat siis (1) materiaalin ominaisuudet lukuarvoina, (2) materiaalin tuomat kustannukset ja (3) eri ominaisuuksien painokertoimet (=merkitys). Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
31 Vertailulukujen määrittäminen Taulukossa on esitetty, miten kunkin ominaisuuden painokertoimet määräytyvät vertaamalla ominaisuuksien tärkeyttä keskenään, esimerkiksi: A (myötölujuus), B (venymä), C (kovuus), D (kimmomoduli), E (hitsattavuus), F (lastuttavuus) ja G (korroosionkestävyys). Kahta ominaisuutta kerrallaan vertaamalla suoritettava painotus tapahtuu parhaiten taulukkomuodossa. Taulukossa verrataan aina kahta ruutua vastaavaa ominaisuuutta keskenään, esim. C ja E. Jos C on valinnan kannalta selvästi tärkeämpi ominaisuus kuin E, merkitään ao ruutuun C, 2C, 3C jne. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
32 Vertailulukujen määrittäminen Eli 1, 2 tai 3 pistettä C:lle sen mukaan kuinka paljon tärkeämmäksi ominaisuus C arvioidaan kuin ominaisuus E. Jos molemmat arvioidaan yhtä tärkeiksi, merkitään asianomaiseen ruutuun CE. Vastaavalla tavalla käydään läpi kaikki ominaisuusparit. Lopuksi laskemalla A:n, B:n, C:n jne pisteet yhteen koko taulukosta saadaan painokertoimet kullekin ominaisuudelle. Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
33 Vertailulukujen määrittäminen Painokertoimien laskentamalli. B C D E F G Painokerroin Myötölujuus A B A D 2E A G 2 Venymä B 2B B E B G 6 Kovuus C D E C 3G 1 Kimmomoduli D 2E 2F 2G 2 Hitsattavuus E E G 2 Lastuttavuus F G 3 Korroosionkestävyys G 9 Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
34 Alustava vertailu Helpoimmin täyttämällä vertailulukutaulukko (ks. alla). Materiaalit, jotka saavat suurimmat vertailuluvut, ovat sopivimpia. Ominaisuuden painokerroin Ominaisuus Materiaalien (A, B, C) vertailuluvut A B C W1 M1 W1M1A W1M1B W1M1C W2 M2 W2M2A W2M2B W2M2C W3 M3 W3M3A W3M3B W3M3C : : : : : : : : : : WN MN WNMNA WNMNB WNMNC Vertailuluvut WiMiA/CA WiMiB/CB WiMiC/CC Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
35 Vaihtoehtojen vertailu Arvostus Myyvyys Luotettavuus Kilpailukyky LOPULLINEN MATERIAALIN VALINTA => Hankinta Työnsuunnittelu Toteutus Seuranta Leinonen J., Konetekniikan materiaalit, luentomoniste, 2016
36 Materiaalinvalinta esimerkki Valitaan sopiva teräs EN 14015:2005 mukaisesti valmistettavaan metanolin varastosäiliön vaippaan, jonka ainespaksuus t = 4mm. Varastosäiliön loppusijoituspaikka on jätevedenpuhdistamo Lapissa (napapiirin yläpuolella).
37 Tarjolla olevat materiaalit Standardi SFS-EN 14015:2005 sallii käytettäväksi hiili- ja hiilimangaaniteräksiä sekä ruostumattomia teräksiä säiliöiden valmistuksessa seuraavin ehdoin: Hiili- ja hiilimangaaniteräslevyjen myötölujuudet saavat olla välillä MPa. Käyttölämpötilan ollessa alle 100 C on sallittua käyttää EN 10025:1993, EN :1993 tai EN :1993 mukaisia kuumavalssattuja rakenneteräksiä. Korkeammissa käyttölämpötiloissa tulee käyttää EN :1993 tai EN :1993 mukaisia kuumalujia teräksiä. SFS-EN 14015:2005
38 Tarjolla olevat materiaalit Ruostumattomien teräslevyjen ja -profiilien on täytettävä standardien EN ja -2 vähimmäisvaatimukset. Martensiittisia ruostumattomia teräksiä ei saa käyttää. Ferriittisiä ruostumattomia teräksiä saa käyttää enintään 10 mm paksuisina. Austeniittiset ja austeniittis-ferriittiset ruostumattomat teräkset on valittava taulukosta 12. SFS-EN 14015:2005
39 Vaatimuksia Puhdas metanoli ei aiheuta korroosiota useimmille metalleille, poikkeuksia ovat magnesium ja lyijy. Eli periaatteessa korroosion kannalta ei ole suurta merkitystä mikä materiaalinvalinta tehdään. Jos kuitenkin ajatellaan säiliön huollettavuutta, on järkevää valita ruostumaton teräs. Tällöin ei tarvita erillistä pintakäsittelyä (maalausta tai muuta pinnoitusta) myöskään ulkopinnalle. Ja mikäli valitaan jokin austeniittinen ruostumaton teräslaatu, niin myöskään iskusitkeyden suhteen ei ole mitään ongelmia. Tällöin standardin taulukon 12 mukaan valittavana on 25 teräslaatua.
40 EN 14015:2005 materiaalit SFS-EN 14015:2005
41 Alustava valinta Triviaali valinta on jokin Mo seosteinen eli haponkestävä teräslaatu. Nyt on syytä pitää mielessä, että ruostumattoman teräksen kilohinta riippuu tietysti kromin, mutta erityisesti nikkelin ja molybdeenin pitoisuuksista. Vaihtoehtoja löytyy nyt 18 kpl. Näissä on kromia 17 31%, nikkeliä 11 27% ja molybdeeniä 2 7%. Loppusijoituspaikan ilmasto ei ole erityisen agressiivinen, joten esim. EN tai EN teräslaadut ovat hyviä vaihtoehtoja. Näistä EN on nk. niukkahiilinen laatu, jolla esim. hitsauksessa ei ole vaaraa herkistymisestä ja sitä kautta raerajakorroosiosta. EN : %C < 0.03, %Cr = , %Ni = , %Mo =
42 Huomioitavaa Koska säiliön vaippa tehdään hitsaamalla, täytyy selvittää onko siihen liittyen jotain huomioitavia reunaehtoja. Standardin 14015:2005 kohdan mukaan hitsausaineiden on oltava standardin EN 1600 mukaisia ja niiden mukana on toimitettava asianmukainen ainestodistus ja niitä on käytettävä kohdan 17 mukaisissa menetelmäkokeissa. Menetelmäkokeen on osoitettava, että hitsausliitoksen myötöja murtolujuus ylittävät liitettävien perusmateriaalien arvot. Hitsausliitoksen on oltava kemiallisesti yhteensopiva liitettävien materiaalien ja varastoitavan tuotteen kanssa. Tähän liittyy pieni haaste: EN 1600 on kumottu standardi voimassa oleva on EN ISO 3581:2012!
43 Huomioitavaa Toinen haaste voi olla se, että EN ISO 3581:2012 määrittelee hitsauspuikot ruostumattomien ja tulenkestävien terästen puikkohitsaukseen jos EN 14015:2005 standardia tulkitaan tiukasti, niin säiliö on hitsattava puikkohitsauksella (hitsausprosessi 111). Kolmas haaste liittyy jo tekstissä mainittuun menetelmäkokeeseen. Standardin EN 14015:2005 kohdassa on teksti: Rikkova aineenkoetus on tehtävä standardin EN ISO :2004 kohdan 7.4 mukaisesti seuraavissa olosuhteissa: a) Liitoksen vetokokeessa koekappaleen on murruttava perusaineen kohdalta
44 Huomioitavaa Menetelmäkoestandardissa SFS-EN :2004 (kohta 7.1 taulukko 1) määritellään läpihitsatulle päittäisliitokselle tehtäväksi 2 poikittaista vetokoetta. Hitsien poikittaisen vetokokeen vetokoesauvan mitat on määritelty standardin SFS-EN 4136:2012 kohdassa Kohdassa määritellään seuraavasti: Koesauvan viimeistely tehdään koneistamalla tai hiomalla riittävän huolellisesti välttäen pintojen muokkauslujittumista tai liiallista aineen kuumenemista. Koesauvan pinnat koneistetaan siten, että hitsin korkea kupu poistuu kokonaan, ellei sovellutusstandardissa ole toisin määritetty.
45 Vetosauva, hitsiliitos
46 Lujuudesta Hitsin rakenne on jähmettymisen tuloksena syntyvä ja on lähtökohtaisesti samalla kemiallisella koostumuksella aina perusaineen muokattua ja lämpökäsiteltyä rakennetta heikompi. Tämä johtuu mm. siitä, että teräksen valmistuksessa syntyvä jähmettymisrakenne on erilainen ja muokkausprosessit (kuuma- ja kylmävalssaus) sekä niitä seuraavat lämpökäsittelyt parantavat mekaanisia ominaisuuksia. Samansuuntainen vaikutus on monipalkohitsauksella, jossa primääri jähmettymisrakenne hienonee uusien palkojen lämpökäsittelyn vaikutuksesta. pitäisi löytää lisäaine, jonka lujuus on suurempi kuin perusaineen.

47 Ainestodistus
48 Lisäaineen valinta Lisäaineen suhteen tulee huomioida seuraavaa: lujuuden pitää olla korkeampi kuin perusaineen koostumuksen pitää olla yliseostettu korroosionkestävyyden varmistamiseksi. Lisäaineen murtolujuuden Rm > 630MPa Korroosionkestävyyttä voidaan arvioida esim. siten, että valitaan lisäaineen koostumus sellaiseksi, että laskennallinen PRE arvo on n. 5 yksikköä perusainetta suurempi. PRE = %Cr x %Mo + 13 x %N

49 Lisäaineen valinta valitaan 3581 A N L tyyppinen lisäaine.
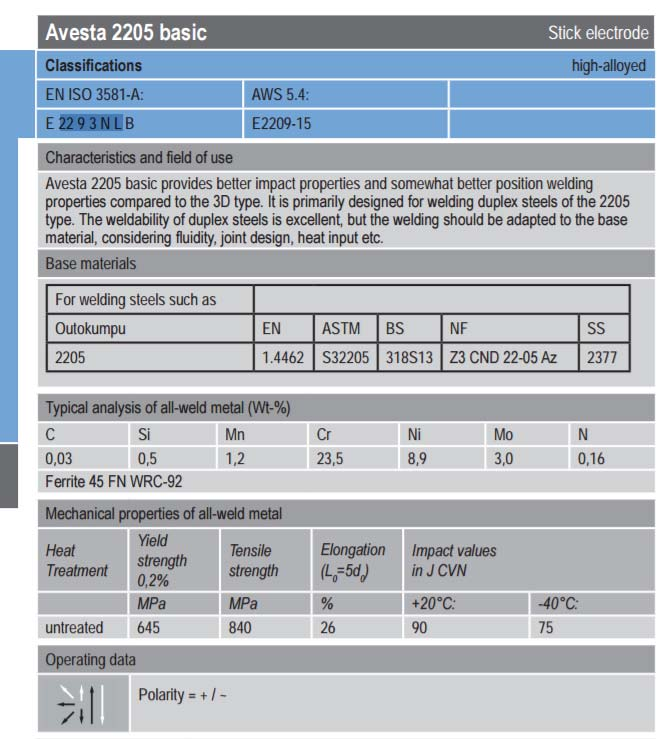
50 Lisäaineen valinta file:///c:/users/tkauppi/downloads/weldingguide_eng.pdf
51 Ja lisää huomioitavaa Lisäaine on austeniittis-ferriittinen täytyy tarkistaa mitä tämä merkitsee menetelmäkokeen ja hitsaajien pätevyysvaatimusten kannalta. EN 14015:2005 kohdan perusteella ruostumattomilta teräksiltä ei vaadita iskukoetta Perusaineen materiaaliryhmä on 8.2 ja lisäaineen 10.1 Tämä tarkoittaa sitä, että hitsaajilla täytyy olla suoritettuna SFS-EN ISO :2013 mukainen pätevyyskoe lisäaineryhmälle FM5.
52 Ja tämänkin luennon teille tarjosi: Materiaali- ja tuotantotekniikan tutkimusyksikkö
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
BK10A3500 Materiaalitekniikka
 BK10A3500 Materiaalitekniikka Raimo Suoranta I periodi h. 1215 F Timo Kärki II periodi Materiaalit muokkaavat ihmiskunnan kehitystä Ihmisen selviytyminen on materiaalien kehittymisen ansiota? Kivikausi
BK10A3500 Materiaalitekniikka Raimo Suoranta I periodi h. 1215 F Timo Kärki II periodi Materiaalit muokkaavat ihmiskunnan kehitystä Ihmisen selviytyminen on materiaalien kehittymisen ansiota? Kivikausi
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS
 Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS Muokkaus kasvattaa dislokaatioiden määrää moninkertaiseksi muokkaamattomaan metalliin verrattuna. Tällöin myös metallin lujuus on kohonnut huomattavasti,
Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS Muokkaus kasvattaa dislokaatioiden määrää moninkertaiseksi muokkaamattomaan metalliin verrattuna. Tällöin myös metallin lujuus on kohonnut huomattavasti,
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
BK20A2100 Konstruktiomateriaalit Luennot / syksy 2012 TkT Harri Eskelinen. LUENTO 3 Materiaalin valintaprosessi 2012
 BK20A2100 Konstruktiomateriaalit Luennot / syksy 2012 TkT Harri Eskelinen LUENTO 3 Materiaalin valintaprosessi 2012 Tämän luentokerran tavoitteet: Opiskelija osaa suorittaa materiaalin valinnan käyttökohteen
BK20A2100 Konstruktiomateriaalit Luennot / syksy 2012 TkT Harri Eskelinen LUENTO 3 Materiaalin valintaprosessi 2012 Tämän luentokerran tavoitteet: Opiskelija osaa suorittaa materiaalin valinnan käyttökohteen
MEKAANINEN AINEENKOETUS
 MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
TERÄKSISTÄ Terästen luokittelusta
 TERÄKSISTÄ Terästen luokittelusta Seostamattomat teräkset (niukkaseosteiset teräkset) Ruostumattomat teräkset Mangaaniteräkset Pikateräkset Työkaluteräkset Kuumalujat teräkset Tulenkestävät teräkset 1
TERÄKSISTÄ Terästen luokittelusta Seostamattomat teräkset (niukkaseosteiset teräkset) Ruostumattomat teräkset Mangaaniteräkset Pikateräkset Työkaluteräkset Kuumalujat teräkset Tulenkestävät teräkset 1
 Luento 5 Hiiliteräkset Hiiliteräkset Rauta (
Luento 5 Hiiliteräkset Hiiliteräkset Rauta ( Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
Ferriittisten ruostumattomien terästen käyttökohteita
 Ferriittisten ruostumattomien terästen käyttökohteita Toukokuu 12, 2011 (Place of presentation here) www.outokumpu.com Sisältö Ruostumattoman teräksen markkinat Ferriittiset ruostumattomat teräkset Materiaalinvalinta
Ferriittisten ruostumattomien terästen käyttökohteita Toukokuu 12, 2011 (Place of presentation here) www.outokumpu.com Sisältö Ruostumattoman teräksen markkinat Ferriittiset ruostumattomat teräkset Materiaalinvalinta
SYLINTERIPUTKET JA KROMATUT TANGOT
 SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
ThyssenKrupp Steel Europe
 Erikoislujat erikoisrakenneteräkset Laatu ennen määrää Steel Europe Meidän tulevaisuus on teräksessä high strength Erikoislujat nuorrutuskarkaistut N-A-XTRA XABO ja XABO high strength -rakenneteräkset
Erikoislujat erikoisrakenneteräkset Laatu ennen määrää Steel Europe Meidän tulevaisuus on teräksessä high strength Erikoislujat nuorrutuskarkaistut N-A-XTRA XABO ja XABO high strength -rakenneteräkset
Jouko Seppäläinen Indewe QC Oy
 Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Alumiinin ominaisuuksia
 Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin
 Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
HYDRAULIIKKATUOTTEET
 HYDRAULIIKKATUOTTEET www.polarputki.fi 2 Uranien kuukausittainen tuotantokapasiteetti on 3500 tonnia kromattuja tankoja. 23000 m 2 :n tuotanto- ja varastotilat sijaitsevat Pariisin läheisyydessä Le Meux:ssa.
HYDRAULIIKKATUOTTEET www.polarputki.fi 2 Uranien kuukausittainen tuotantokapasiteetti on 3500 tonnia kromattuja tankoja. 23000 m 2 :n tuotanto- ja varastotilat sijaitsevat Pariisin läheisyydessä Le Meux:ssa.
Ruostumattomat ja haponkestävät neliöputket Welded stainless steel square tubes
 Ruostumattomat ja haponkestävät neliöputket Welded stainless steel square tubes Ainestandardi: EN 10088-2/EN 10028-7 Ainestodistus: EN 10204/3.1 Mittatoleranssit: Pr EN 10219-2 Pituus 6 m RST-LEVYT RST-PUTKET
Ruostumattomat ja haponkestävät neliöputket Welded stainless steel square tubes Ainestandardi: EN 10088-2/EN 10028-7 Ainestodistus: EN 10204/3.1 Mittatoleranssit: Pr EN 10219-2 Pituus 6 m RST-LEVYT RST-PUTKET
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
HYDRAULIIKKATUOTTEET
 HYDRAULIIKKATUOTTEET www.polarputki.fi 2 HYDRAULIIKKATUOTTEET 3 Polarputki on toimittanut teräksiä suomalaiseen sylinterinvalmistukseen vuodesta 1973. Vuosikyenien kokemuksella olee valinneet kumppaneiksee
HYDRAULIIKKATUOTTEET www.polarputki.fi 2 HYDRAULIIKKATUOTTEET 3 Polarputki on toimittanut teräksiä suomalaiseen sylinterinvalmistukseen vuodesta 1973. Vuosikyenien kokemuksella olee valinneet kumppaneiksee
RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN
 RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN KAIKKEEN KULUMISEEN KAIKISSA OLOSUHTEISSA Raex-teräs on kehitetty kulumiselle alttiisiin teräsrakenteisiin. Raexteräksen ominaisuudet voivat pidentää koneiden
RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN KAIKKEEN KULUMISEEN KAIKISSA OLOSUHTEISSA Raex-teräs on kehitetty kulumiselle alttiisiin teräsrakenteisiin. Raexteräksen ominaisuudet voivat pidentää koneiden
RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET
 RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET www.polarputki.fi saumaton mahdollisuus RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET PUTKET Saumattomat putket Hitsatut tarkkuusteräsputket Hitsatut kierreputket Hitsatut
RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET www.polarputki.fi saumaton mahdollisuus RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET PUTKET Saumattomat putket Hitsatut tarkkuusteräsputket Hitsatut kierreputket Hitsatut
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2/19 Ympäristöministeriön asetus
 2/19 Ympäristöministeriön asetus rakennusten vesilaitteistoihin tarkoitettujen kupariputkien tyyppihyväksynnästä Ympäristöministeriön päätöksen mukaisesti säädetään eräiden rakennustuotteiden tuotehyväksynnästä
2/19 Ympäristöministeriön asetus rakennusten vesilaitteistoihin tarkoitettujen kupariputkien tyyppihyväksynnästä Ympäristöministeriön päätöksen mukaisesti säädetään eräiden rakennustuotteiden tuotehyväksynnästä
Murtolujuus, Rm, MPa 49-186 196-372 196-372 343-490 (=N/mm ) Myötöraja, Re, MPa 10-167 59-314 137-334 206-412
 Myötöraja, Re, MPa 10-167 59-314 137-334 206-412") N:o 765 2679 LIITE A VAARALLISET AINEET JA ESINEET SEKÄ NIIDEN PAKKAAMINEN JA MERKITSEMINEN III OSA LISÄYS A.2 A. Luokan 2 tiettyjen kaasujen kuljetuksessa käytettäviä alumiiniseosastioita koskevat määräykset
N:o 765 2679 LIITE A VAARALLISET AINEET JA ESINEET SEKÄ NIIDEN PAKKAAMINEN JA MERKITSEMINEN III OSA LISÄYS A.2 A. Luokan 2 tiettyjen kaasujen kuljetuksessa käytettäviä alumiiniseosastioita koskevat määräykset
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
Fysikaaliset ominaisuudet
 Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
Hitsausmessut TAMPEREEN MESSUKESKUS
 Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita
 Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Valujen raaka-ainestandardit - Valurauta
 Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA.
 1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET
 SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
R-Group Finland Oy. RT-vakioteräsosat Käyttöohje. Eurokoodien mukainen mitoitus
 R-Group Finland Oy RT-vakioteräsosat Käyttöohje Eurokoodien mukainen mitoitus 18.5.2017 2 / 17 Tämä ohje on laadittu yhteistyössä alla mainittujen yritysten sekä Betoniteollisuus ry:n kanssa. Mainitut
R-Group Finland Oy RT-vakioteräsosat Käyttöohje Eurokoodien mukainen mitoitus 18.5.2017 2 / 17 Tämä ohje on laadittu yhteistyössä alla mainittujen yritysten sekä Betoniteollisuus ry:n kanssa. Mainitut
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Tuoteluettelo. Tuoteluettelo
 Tuoteluettelo Tuoteluettelo Valbruna Nordic Oy on toiminut vuodesta 1988 ruostumattomien teräksien maahantuojana ja varastoijana. Varastomme sijaitsee Lappersissa ja vahvuuksiamme ovat korkealaatuiset
Tuoteluettelo Tuoteluettelo Valbruna Nordic Oy on toiminut vuodesta 1988 ruostumattomien teräksien maahantuojana ja varastoijana. Varastomme sijaitsee Lappersissa ja vahvuuksiamme ovat korkealaatuiset
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset
 Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Kon Harjoitus 8: Ruostumattomat teräkset. Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto
 Kon-67.3110 Harjoitus 8: Ruostumattomat teräkset Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto EN AISI/SAE Tyyppi 1.4021 1.4301 1.4401 1.4460 304L 201 316LN 321H EN vs AISI/SAE tunnukset
Kon-67.3110 Harjoitus 8: Ruostumattomat teräkset Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto EN AISI/SAE Tyyppi 1.4021 1.4301 1.4401 1.4460 304L 201 316LN 321H EN vs AISI/SAE tunnukset
CD-hitsauspultit. Tuoteluettelo Tekniset tiedot
 CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
TEOBAL Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa
 TEOBAL 2011- Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa 17.11.2011 MATINE Tutkimusseminaari Tomi Lindroos & Pertti Lintunen 2 Rahoituspäätös MAT804 suojamateriaaleissa
TEOBAL 2011- Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa 17.11.2011 MATINE Tutkimusseminaari Tomi Lindroos & Pertti Lintunen 2 Rahoituspäätös MAT804 suojamateriaaleissa
LIIKENNEVIRASTON OHJEITA
 Lnk enne vira sto 24 2012 LIIKENNEVIRASTON OHJEITA Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012
Lnk enne vira sto 24 2012 LIIKENNEVIRASTON OHJEITA Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012
Ohutlevymateriaalien korroosio merivesiolosuhteissa
 Ohutlevymateriaalien korroosio merivesiolosuhteissa Ohutlevypäivät Esittely - korroosiotutkimukset Hanke WP 1 Materiaalit Korroosiotestaukset Testitulokset Mitä vielä tutkitaan Mitä olisi kiinnostava tutkia
Ohutlevymateriaalien korroosio merivesiolosuhteissa Ohutlevypäivät Esittely - korroosiotutkimukset Hanke WP 1 Materiaalit Korroosiotestaukset Testitulokset Mitä vielä tutkitaan Mitä olisi kiinnostava tutkia
RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET
 RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET saumaton mahdollisuus RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET PUTKET JA PUTKEN OSAT Saumattomat putket Hitsatut tarkkuusteräsputket Hitsatut kierreputket Hitsatut
RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET saumaton mahdollisuus RUOSTUMATTOMAT JA HAPONKESTÄVÄT TUOTTEET PUTKET JA PUTKEN OSAT Saumattomat putket Hitsatut tarkkuusteräsputket Hitsatut kierreputket Hitsatut
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Optim erikoisluja teräs. Nostureiden uusi sukupolvi - teoriasta käytäntöön. www.ruukki.fi
 Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Ferriittiset ruostumattomat teräkset ja niiden hitsaus. May 12, 2011 www.outokumpu.com
 Ferriittiset ruostumattomat teräkset ja niiden hitsaus May 12, 2011 www.outokumpu.com Ruostumattomat teräkset Ferriittisten ominaisuudet Ferriittisten hitsaus 2 12.5.2011 Hannu-Pekka Heikkinen Ruostumaton
Ferriittiset ruostumattomat teräkset ja niiden hitsaus May 12, 2011 www.outokumpu.com Ruostumattomat teräkset Ferriittisten ominaisuudet Ferriittisten hitsaus 2 12.5.2011 Hannu-Pekka Heikkinen Ruostumaton
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus
 Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
Corthal, Thaloy ja Stellite
 Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Laatutason määrittely ja laatustandardit - Valurauta
 Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
RUOSTUMATTOMIEN TERÄSTEN MEKAANISET OMINAISUUDET 3/11/13
 RUOSTUMATTOMIEN TERÄSTEN MEKAANISET OMINAISUUDET 1 2 σ (Stress) [MPa] STAATTINEN LUJUUS vetokoe R m R p0.2 kimmoinen alue R = Eε 0.2% A ε (strain) plastinen alue kuroumaalue AUST RST VRT. HIILITERÄKSEEN
RUOSTUMATTOMIEN TERÄSTEN MEKAANISET OMINAISUUDET 1 2 σ (Stress) [MPa] STAATTINEN LUJUUS vetokoe R m R p0.2 kimmoinen alue R = Eε 0.2% A ε (strain) plastinen alue kuroumaalue AUST RST VRT. HIILITERÄKSEEN
Sulametallurgia (Secondary steelmaking)
") Sulametallurgia (Secondary steelmaking) 1 Senkkauuni Raahessa näytteenotto/ happi- ja lämpötilanmittaus seosainejärjestelmä apulanssi 3-4 C/min 20 MVA 105-125 t Ar langansyöttö Panoskoko 125 t (min 70
Sulametallurgia (Secondary steelmaking) 1 Senkkauuni Raahessa näytteenotto/ happi- ja lämpötilanmittaus seosainejärjestelmä apulanssi 3-4 C/min 20 MVA 105-125 t Ar langansyöttö Panoskoko 125 t (min 70
Betoniterästen tyyppihyväksyntä
 Betoniterästen tyyppihyväksyntä Kansallinen tuotehyväksyntä tarvitaan, koska ei ole CE-merkintään johtavaa hen-standardia Hanna Järvenpää METSTA Metalliteollisuuden Standardisointiyhdistys METSTA ry on
Betoniterästen tyyppihyväksyntä Kansallinen tuotehyväksyntä tarvitaan, koska ei ole CE-merkintään johtavaa hen-standardia Hanna Järvenpää METSTA Metalliteollisuuden Standardisointiyhdistys METSTA ry on
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Mekaaniset ominaisuudet
 Mekaaniset ominaisuudet Kertaus Jäykkyys E Lujuus Myötö- Murto- Muokkauslujittuminen Sitkeys 2 2 Esimerkkejä Golf-maila Keinonivel Hammaspyörä 3 3 Esimerkki: Golf-maila Golf-mailalta vaadittavat ominaisuudet
Mekaaniset ominaisuudet Kertaus Jäykkyys E Lujuus Myötö- Murto- Muokkauslujittuminen Sitkeys 2 2 Esimerkkejä Golf-maila Keinonivel Hammaspyörä 3 3 Esimerkki: Golf-maila Golf-mailalta vaadittavat ominaisuudet
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsaustekniikkaa suunnittelijoille koulutuspäivä Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm
 Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3
 MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
SEMKO OY RR-NOSTOANKKURIT KÄYTTÖOHJE, EUROKOODIEN MUKAINEN SUUNNITTELU
 SEMKO OY RR-NOSTOANKKURIT KÄYTTÖOHJE, EUROKOODIEN MUKAINEN SUUNNITTELU FMC no. 41874.126.300 4.12.2012 2 Sisällysluettelo 1 Toimintatapa... 3 2 Rakenne... 3 2.1 Osat ja materiaalit... 3 2.2 Valmistustapa...
SEMKO OY RR-NOSTOANKKURIT KÄYTTÖOHJE, EUROKOODIEN MUKAINEN SUUNNITTELU FMC no. 41874.126.300 4.12.2012 2 Sisällysluettelo 1 Toimintatapa... 3 2 Rakenne... 3 2.1 Osat ja materiaalit... 3 2.2 Valmistustapa...
AUSTENIITTISIEN RUOSTUMATTOMIEN TERÄKSIEN MIG/MAG-HITSAUSSAUMOJEN LUJUUDEN HALLINTA
 AUSTENIITTISIEN RUOSTUMATTOMIEN TERÄKSIEN MIG/MAG-HITSAUSSAUMOJEN LUJUUDEN HALLINTA EN 1.4404 Markus Harrinkoski Opinnäytetyö Tekniikan ja liikenteen ala Kone- ja tuotantotekniikka Insinööri (AMK) 2016
AUSTENIITTISIEN RUOSTUMATTOMIEN TERÄKSIEN MIG/MAG-HITSAUSSAUMOJEN LUJUUDEN HALLINTA EN 1.4404 Markus Harrinkoski Opinnäytetyö Tekniikan ja liikenteen ala Kone- ja tuotantotekniikka Insinööri (AMK) 2016
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
UUDET TYÖVÄLINEMATERIAALIT 3-D TULOSTUKSEEN JA PERINTEISEEN TYÖVÄLINEVALMISTUKSEEN
 UUDET TYÖVÄLINEMATERIAALIT 3-D TULOSTUKSEEN JA PERINTEISEEN TYÖVÄLINEVALMISTUKSEEN Työväline- ja Muoviteollisuuden neuvottelupäivät 2018 Lars Lindfors Uddeholm Oy Ab The voestalpine Group voestalpine is
UUDET TYÖVÄLINEMATERIAALIT 3-D TULOSTUKSEEN JA PERINTEISEEN TYÖVÄLINEVALMISTUKSEEN Työväline- ja Muoviteollisuuden neuvottelupäivät 2018 Lars Lindfors Uddeholm Oy Ab The voestalpine Group voestalpine is
HUOM. Kirjan taulukoissa on käytetty suomalaisesta käytännöstä poiketen pistettä erottamaan kokonais- ja desimaaliosaa toisistaan.
 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI
 Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI KOBOLTTI www.somotec.fi SISÄLLYSLUETTELO SEOSTAMATTOMAT
Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI KOBOLTTI www.somotec.fi SISÄLLYSLUETTELO SEOSTAMATTOMAT
FPC+manuaali" XXXX"Oy" Tämä"FPC+manuaali"sisältää"kuvauksen"yrityksemme"standardin"SFS+EN"1090+ 1"mukaisesta"laadunhallintajärjestelmästä.
 ! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
selectarc - KOVAHITSAUSPUIKOT Somotec Oy KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE
 selectarc - KOVAHITSAUSPUIKOT KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE Somotec Oy Tototie 2 70420 KUOPIO puh 0207 969 240 fax 0207 969 249 email: somotec@somotecfi internet: wwwsomotecfi SISÄLLYSLUETTELO
selectarc - KOVAHITSAUSPUIKOT KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE Somotec Oy Tototie 2 70420 KUOPIO puh 0207 969 240 fax 0207 969 249 email: somotec@somotecfi internet: wwwsomotecfi SISÄLLYSLUETTELO
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Väsymissärön ydintyminen
 Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
LISÄMODULI. PSS Ruostumattomat teräkset ja niiden hitsaus
 LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
Rauno Toppila. Kirjallisuusselvitys. Ferriittiset ruostumattomat teräkset
 Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat teräkset Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja E. Työpapereita 1/2010 Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat
Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat teräkset Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja E. Työpapereita 1/2010 Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Jälkikäsittelyt. Tuotantohitsaus. ValuAtlas Hiekkavalimon valimoprosessi - Seija Meskanen, Tuula Höök
 Jälkikäsittelyt Puhdistuksen jälkeen valuille voidaan tehdä vielä seuraavia jälkikäsittelytoimenpiteitä: tuotantohitsaus lämpökäsittely koneistus pintakäsittely Tuotantohitsaus Tuotantohitsaus jakaantuu
Jälkikäsittelyt Puhdistuksen jälkeen valuille voidaan tehdä vielä seuraavia jälkikäsittelytoimenpiteitä: tuotantohitsaus lämpökäsittely koneistus pintakäsittely Tuotantohitsaus Tuotantohitsaus jakaantuu
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO A1+A2:2012
 HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
Materiaalin valinta. Miksi tärkeää? Keskeinen kustannustekijä Tuotteen painon hallinta Laatutekijä Toiminta erilaisissa olosuhteissa
 Materiaalinvalinta Materiaalin valinta Miksi tärkeää? Keskeinen kustannustekijä Tuotteen painon hallinta Laatutekijä Toiminta erilaisissa olosuhteissa Ongelmat! Teräksinen maailma Valmistustekniikka ja
Materiaalinvalinta Materiaalin valinta Miksi tärkeää? Keskeinen kustannustekijä Tuotteen painon hallinta Laatutekijä Toiminta erilaisissa olosuhteissa Ongelmat! Teräksinen maailma Valmistustekniikka ja
SBKL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
HYDRAULIIKKATUOTTEET. w w w. p o l a r p u t k i. f i
 HYDRAULIIKKATUOTTEET w w w. p o l a r p u t k i. f i 2 Uranien kuukausittainen tuotantokapasiteetti on 5000 tonnia kromattuja tankoja. 72000 m 2 :n tuotanto- ja varastotilat sijaitsevat Pariisin läheisyydessä
HYDRAULIIKKATUOTTEET w w w. p o l a r p u t k i. f i 2 Uranien kuukausittainen tuotantokapasiteetti on 5000 tonnia kromattuja tankoja. 72000 m 2 :n tuotanto- ja varastotilat sijaitsevat Pariisin läheisyydessä
Teräsrakentamisen T&K-päivät Lujista rakenneputkista valmistettavien liitosten kestävyys
 5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö