RÄJÄHDYSHITSAUSLIITOKSEN TUTKIMINEN EXAMINATION OF EXPLOSION WELDED JOINT
|
|
|
- Vilho Pakarinen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari RÄJÄHDYSHITSAUSLIITOKSEN TUTKIMINEN EXAMINATION OF EXPLOSION WELDED JOINT Lappeenranta Harri Hoffrén Tarkastaja: Prof. Martikainen Jukka

2 2 SISÄLLYSLUETTELO LYHENNE- JA SYMBOLILUETTELO 1 JOHDANTO RÄJÄHDYSHITSAUS Räjähdyshitsauksen periaate Yleisimmin räjähdyshitsattavat materiaalit Alumiinit Teräkset Alumiinin ja teräksen sekaliitos Edut ja haitat Räjähdyshitsauksen sovelluskohteita IMC yhdisteet RÄJÄHDYSHITSAUSPROSESSI Räjähdyshitsauksen prosessivaiheet Räjähdyshitsauksen prosessiparametrit Räjähdysnopeus ja hitsausnopeus Levyjen välinen etäisyys, törmäyskulma ja törmäysvoima TUTKIMUSMENETELMÄT Mikro- ja makrokuvaus Kovuuskoe TUTKIMUSOSUUS JA SEN TULOKSET Makrokuvat Mikrokuvat Kovuuskokeen tulokset Elektronimikroskooppitutkimus... 26

3 3 6 YHTEENVETO JA JOHTOPÄÄTÖKSET LÄHTEET LIITTEET LIITE I: Materiaalitodistus LIITE II: Elektronimikroskooppikuva 1-2. LIITE III: Alkuaineanalyysi.

4 4 LYHENNE- JA SYMBOLILUETTELO A5M Venäjän kielinen kauppanimi AlMg5 alumiinista AMg6BM Venäjän kielinen kauppanimi AlMg4 alumiinista B Räjähdysaineen määrä (kg) β Törmäyskulma ( ) EXW Explosion welding h Levyjen välinen etäisyys (mm) HV Vicker`s-kovuus IMC Metalliyhdistefaasi ISO International Organization for Standardization P355NL2 Painelaiteteräs S Törmäyspiste Triplate Kolmea eri materiaalia räjähdyshitsattuna päällekkäin V p Hitsausnopeus ( m ) s V d Räjähdysnopeus ( m ) s
 s V d Räjähdysnopeus")
5 5 1 JOHDANTO Kandidaatintyön tavoitteena on selvittää käytetyn sekaliitoksen hajoamiseen johtaneet virheet, onko hajoamiseen johtanut virhe tapahtunut varsinaisessa räjähdyshitsausvaiheessa, vai onko sekaliitos vaurioitunut jälkeenpäin suoritetun sulahitsausvaiheen liian suuresta lämmöntuonnista. Räjähdyshitsaus on kiinteän tilan hitsausprosessi, jossa materiaalit liittyvät toisiinsa kineettisen energian avulla. Räjähdyshitsausta hyödynnetään erityisesti ominaisuuksiltaan erilaisten materiaalien liittämisessä keskenään, koska räjähdyshitsauksessa perusmateriaalit eivät sula, vaan liittyvät toisiinsa atomitasolla. Työn taustalla on varioitunut sekaliitos Baltic Workboats As:n aluksessa. Baltic Workboats AS käyttää aluksissaan terästä ja alumiinia, joiden liittäminen keskenään sulahitsauksella on todella hankalaa mm. materiaalien hyvin erilaisten ominaisuuksien vuoksi. Ratkaisuna teräksen ja alumiinin sovittamiseen keskenään yritys käyttää räjähdyshitsattua triplatetankoa, mikä mahdollistaa sulahitsausprosessien käyttämisen toimien siltana erimateriaalien välillä. Triplate-tanko koostuu kolmesta toisiinsa keskenään räjähdyshitsatusta metallikerroksesta. Yritys ei itse valmista näitä triplate-metallitankoja, vaan ne tulevat ulkopuolisilta toimittajilta. Yksittäisen aluksen kohdalla on tullut vastaan tilanne, jossa laadunvarmistuksessa on huomattu räjähdyshitsausliitosten revenneen toisistaan (kuva 1), mikä on johtanut korjaustoimenpiteisiin ja triplate-metallisten liitosten vaihtoon viallisten liitosten kohdalla. Kuva 1. Laadunvarmistuksessa huomattu viallinen räjähdyshitsausliitos (Pihl, 2014a).

6 6 Työn alussa käydään läpi räjähdyshitsauksen periaate, yleisimmin käytetyt materiaalit, hitsausprosessin edut ja haitat, sovelluskohteet, sekä IMC-yhdisteet. Seuraavana syvennytään tarkastelemaan räjähdyshitsausprosessia ja siihen kuuluvia työvaiheita. Tärkeänä osa prosessia on parametrien hallitseminen, ja työssä tarkastellaan parametrien vaikutuksia teoriatasolla. Pääpainona työssä on tutkimusvaihe, jossa rikkoutuneista liitoksista otetaan mikro- ja makrokuvat, sekä tehdään kovuuskokeet yli liitosvyöhykkeiden. Työn lopussa tutkimuksessa saadut tulokset kirjataan, sekä tehdään niistä loppuyhteenveto. Työ on rajattu käsittelemään räjähdyshitsauksen teoriaa ja siihen vaikuttavia tekijöitä. Työssä syvennytään tarkastelemaan vioittunutta liitosta, ja siihen liittyviä hieiden mikro- ja makrokuvia, sekä kovuuskokeita. Tarvittaessa liitokselle suoritetaan muitakin tarkastelumenetelmiä, ja menetelmien valintaan vaikuttavat mikrosekä makrokuvista saadut havainnot. Baltic Workboats AS on merkittävä alle 50 metristen laivojen ja veneiden toimittaja Skandinaviassa. Sen toimialaan kuuluu koko tuotantoprosessi suunnittelusta valmistukseen. Päämateriaaleinaan yritys käyttää aluksissaan alumiinia ja terästä. Henkilöstöä yrityksellä on noin 150, joista suurin osa työskentelee yrityksen telakalla Virossa (kuva 2). Baltic Workboats AS on rakentanut yli 130 alusta viimeisen 15 vuoden aikana. Yritys oli ennen alusten rakentamista erikoistunut pääasiassa alusten korjaustöihin. Aluksia on rakennettu mm. rannikkovartiostolle, poliisille, kalastajille ja tutkimuslaitoksille. Baltic Workboats As noudattaa ISO 9001 ja ISO sertifikaatteja. (Baltic Workboats As, 2014.) Kuva 2. Baltic Workboats As:n telakka Virossa (Baltic Workboats As, 2014).

7 7 2 RÄJÄHDYSHITSAUS Räjähdyshitsaus (EXW) prosessina ei ole uusi keksintö, vaan se keksittiin ensimmäisen maailmansodan aikana, kun huomattiin luotien/sirpaleiden hitsautuvan metallisiin tynnyreihin räjähdyksen voimasta. Räjähdyshitsausprosessia on lähdetty hyödyntämään erityisesti eripariliitosten tekemiseen, kun tavoitteena on päällystää perusmateriaali toisella materiaalilla. Räjähdyshitsaus kuuluu prosesseihin, joille pyritään löytämään uusia potentiaalisia käyttökohteita ja tutkimusta prosessin ympärillä kehitetään koko ajan. (Petushkov, 2008, s. 87.) 2.1 Räjähdyshitsauksen periaate Räjähdyshitsaus on kiinteän tilan (solid state) hitsausprosessi, jossa hallitulla räjähdyksellä tuotetaan korkealuokkainen metallisidos metallien välille. Kiinteän tilan hitsausprosesseissa perusaineissa ei tapahdu sulamista, vaan liittyminen tapahtuu atomitasolla. Hitsausvaikutus perustuu räjähdyksen synnyttämään voimakkaaseen elastisplastiseen aaltoon, joka kulkee räjähdyshitsattavien materiaalien läpi. Räjähdys päällysmateriaalin päällä saa materiaalin suureen nopeuteen, joten on ymmärrettävä räjähdyksen etenemismekaniikkaa. Räjähdys ei tapahdu yhtä aikaa kaikkialla, vaan räjähdys etenee aallon lailla. Räjähdyshitsaus perustuu tarkkaan tietämykseen prosessiparametrien vaikutuksesta muodostuvaan liitokseen. Paineaallon tarkalla hallinnalla pyritään luomaan hallittu puuskittainen metallurgisesti erinomainen hitsausliitos (kuva 3). Varsinainen hitsausprosessi kestää vain sekunnin murto-osia, sillä prosessissa käytettävien räjähdysaineiden räjähdysnopeudet ovat todella suuria. Räjähdyshitsaus eroaa myös suurimmasta osasta prosesseja siinä, ettei lisäainetta tarvita prosessin onnistumiseen. Prosessi toteutetaan yleensä normaali-ilmanpaineessa, mutta tavoiteltaessa parempaa hitsautuvuutta hitsaus tulisi suorittaa tyhjiössä. Tyhjiö-olosuhteet soveltuvat pienille kappaleille, kun vastaavasti suuria kappaleita, yleensä levyjä, hitsataan normaali-ilmanpaineessa. (Petushkov, 2008, s )
 hitsausprosessi, jossa hallitulla räjähdyksellä tuotetaan korkealuokkainen metallisidos metallien välille.")
8 8 Kuva 3. Räjäytyshitsauksen periaate (mukaillen Runbang clad metal, 2014). Räjähdyshitsausta hyödynnetään erityisesti eripariliitosten tekemiseen, kun halutaan yhdistää eri materiaalien ominaisuuksia. Materiaalien yhdistämisellä saadaan luotua monikerroksinen materiaali, jossa materiaalien hyvät ominaisuudet esittävät merkittävää roolia tuotteen käyttökelpoisuudesta. Esimerkiksi hiiliterästä päällystetään merialumiinilla, jolloin saadaan hiiliteräksen lujuusominaisuudet pohjamateriaalista ja merialumiini toimii päällystemateriaalina luoden merivettä kestävän pinnan tuotteelle. (Petushkov, 2008, s ) 2.2 Yleisimmin räjähdyshitsattavat materiaalit Räjähdyshitsauksella hitsataan yleisimmin eripariliitoksia, jolloin tavoitteena on päällystää perusmateriaalia toisella materiaalilla. Yleisimmin tämä perusmateriaali on seostamaton tai niukkaseosteinen hiiliteräs. Perusmateriaalin tulee olla riittävän vastustuskykyinen räjähdyshitsauksen aiheuttamille voimavaikutuksille, sillä räjähdys pyrkii muovaaman materiaaleja. (Petushkov, 2008, s ) Yleisimmät käytetyt materiaalit räjähdyshitsausprosessin päällystemateriaaleina ovat ruostumaton teräs, kupari, nikkeli, titaani, zirkonium ja eri alumiinit. Eri materiaaliyhdistelmiä on tutkittu paljon ja niistä on muodostettu sopivuustaulukoita. Käytännössä on tiedettävä mitkä materiaalit on mahdollista liittää luotettavasti toisiinsa. Taulukko (kuva 4) ei anna takuuta siitä, että materiaalit soveltuvat toisilleen, sillä

9 9 materiaaleissa käytetään laajakirjoisesti eri seosaineita, jotka voivat vaikuttaa positiivisesti tai negatiivisesti tarttumiseen. Lähes kaikkia materiaaleja on mahdollista liittää toisiinsa räjähdyshitsauksella. Tunnettuja mahdollisia eri materiaalien välisiä yhdistelmiä on yli 260 tiedossa, ja tulevaisuudessa materiaaliyhdistelmien kirjo tulee kasvamaan. (Petushkov, 2008, s ) Kuva 4. Materiaalien sopivuustaulukko räjähdyshitsaukseen (mukaillen Maritime industrial products, 2007, s. 1).
 Kuva 4.")
10 Alumiinit Alumiineja käytetään räjähdyshitsauksessa yleisimmin päällystemateriaaleina. Mikään ei kuitenkaan poissulje niiden käyttämistä myös pohjamatriisina. Alumiinit ovat kuitenkin huomattavasti teräksiä kalliimpia kilohinnaltaan, mikä osaltaan vaikuttaa siihen, ettei niitä käytetä tavallisesti perusmatriisina. Alumiinit ovat terästä lujuusominaisuuksiltaan heikompia, mikä tarkoittaa sitä, että alumiinia käytettäessä perusmatriisissa ainevahvuuden pitäisi olla suuri, jotta räjähdyksen aiheuttamat voimavaikutukset eivät muovaisi materiaalia pilalle. Kaikkia alumiineja ei ole järkevää yrittää liittää perusmatriisiin. Tällöin on parempi suosia ylimääräisen liitoskerroksen käyttämistä, jolla on mahdollista saavuttaa parempi tartunta materiaalien välillä. Esimerkiksi päällystettäessä niukkaseosteista laivaterästä merialumiinilla, saavutetaan parempilaatuinen liitos käyttämällä puhdasta alumiinia näiden välillä. Kyseisestä liitostyypistä käytetään usein nimitystä triplate, suomenkielessä käännöksenä käytetään tavallisimmin nimikettä kolmikerroslevy. (Aalco, 2014, s ) Teräkset Teräkset ovat yleisimmin päämateriaaleja, joita prosessilla pyritään päällystämään. Edullisen hinnan takia käytetään teräksistä yleisimmin hiili- sekä niukkaseosteisia teräksiä. Runsaasti seostettujen terästen päällystäminen on yleisesti ottaen hankalaa, sillä on vaikeaa ennustaa seosaineiden käyttäytymistä, ja runsas määrä seosaineita lisää IMC yhdisteiden mahdollista muodostumista liitoskohtaan. (American Welding Society, 1980, s ) 2.3 Alumiinin ja teräksen sekaliitos Alumiinien ja terästen välisten sekaliitosten tekeminen räjähdyshitsauksellakaan ei ole aivan yksinkertainen prosessi. On tunnettava materiaalien eroavaisuudet, seosaineiden tuomat vaikutukset, sähkökemiallisen sarjan aiheuttama galvaaninen korroosio, hitsausprosessien vaikutukset materiaaleihin jne. Vaikeudet johtuvat isolta osalta metallien hyvin erilaisista sulamislämpötiloista (alumiinilla noin 660 C ja teräksellä noin 1583 C). Lisäksi alumiinien ja terästen erilaiset lämpölaajenemis- ja lämmönjohtavuusominaisuudet tuottavat ongelmia ja rajoitteita. (Carlholt, 2006, s )

11 11 Erityisen suuri haaste on alumiinien tuominen kosketuksiin sähkökemiallisessa sarjassa jalomman metallin kanssa. Alumiinin galvaanista korroosiota tehostavat erityisesti kupari ja hiiliteräs, kun taas ruostumaton teräs vastaavasti vähentää korroosiotaipumusta. (Carlholt, 2006, s ) 2.4 Edut ja haitat Räjähdyshitsaus mahdollistaa säästämään kalliita materiaaleja, jolloin on mahdollista päällystää huonompaa materiaalia ominaisuuksia parantavalla materiaalilla, jolloin voidaan tinkiä kalliin materiaalin ainepaksuudesta. Haittana on epävarmuus materiaalien ideaalisesta tarttumisesta toisiinsa. Laadunvarmistuksella kyetään löytämään suurin osa epäonnistuneista liitoksista, mutta laadultaan huonoja liitoksia jää kuitenkin paljon huomaamattakin. (Dished-ends, 2014, s. 1-4.) Edut: Mahdollistaa eri metallien liittämisen keskenään Korkeatasoinen hitsausliitos lujuusominaisuuksiltaan Perusmateriaalien lujuudet säilyvät Voidaan hitsata suuria pinta-aloja yhdellä räjähdyksellä (jopa 30m 2 ) Hitsauskustannukset alhaisia ja nopeita takaisinmaksuaikoja Hitsaus mahdollista myös huonossa ympäristössä (Dished-ends, 2014, s. 1-4.) Haitat/rajoitteet: Räjähdyshitsattavilla metalleilla on oltava riittävä iskunkestävyys ja sitkeys, että räjähdyksen aiheuttamat vuorovaikutukset eivät riko materiaaleja Räjähdyksestä aiheutuvat ympäristö- ja meluhaitat Hitsattavat geometriat on oltava yksinkertaisia, tasaisia, lieriömäisiä tai kartiomaisia. Tiukat turvallisuusmääräykset Pätevyysvaatimukset (Dished-ends, 2014, s. 1-4.)

12 Räjähdyshitsauksen sovelluskohteita Räjähdyshitsauksella päällystettyjä kuorimateriaaleja käytetään mm. säiliöissä, reaktoreiden kattiloissa, lämmönvaihtimien putkien päällystemateriaaleina ja putkien sovitekappaleissa (kuva 5). Tämän lisäksi erilaisissa suuttimissa ja tankotyyppisissä materiaaleissa, joita käytetään esimerkiksi siltoina termisessä liittämisessä eri materiaalien välillä. (Petushkov, 2008, s ) Kuva 5. Putken soviterengas, joka on valmistettu räjähdyshitsauksella (mukaillen High energy metals inc, 2014). 2.6 IMC yhdisteet IMC yhdisteet (intermetallic compounds) ovat metalliyhdisteitä, jotka muodostuvat perusfaasien irrallisista perusaineista. Metalliyhdisteet muodostuvat suotautumisen seurauksena, mikä tapahtuma on hyvin havaittavissa juotettaessa. Räjähdyshitsausprosessissa vastaavasti materiaalit käyttäytyvät jähmeän liuoksen lailla, jolloin pintakerroksissa voi tapahtua suotautumista, mikä edesauttaa metalliyhdisteiden kasvua. IMC yhdisteitä on yleisesti pidetty virheenä sekametalliliitoksissa, ja kaikissa kiinteän tilan liittämismenetelmissä sekä juottamisessa. Suuret IMC kerrokset liitoksessa ovat huono asia, sillä ne muuttavat merkittävästi materiaalin koostumusta ja huonontavat liitoskohdan mekaanisia ominaisuuksia. IMC yhdisteet ovat stoikiometrisiä yhdistelmiä kahden tai useamman metallin atomien välillä. Metallien sekä metalliyhdisteiden välisten

13 13 sidosten perusluonne on metallisidos, mutta IMC yhdisteiden luomat sidokset ovat enemmän kovalenttisempiä luonteeltaan. Siksi IMC yhdisteet ovat taipumukseltaan paljon kovempia ja niiden kimmomoduuli on paljon suurempi kuin niiden perusfaasien materiaaleilla. IMC yhdisteiden muodostumisen lähtökohtana on liian pitkä prosessiaika ja lämpötila. Näin ollen muodostunut sekaliitos on altis ulkoisille voimille, jolloin esimerkiksi hitsauksen lämmöntuonnista aiheutuvat jännitykset ja vetelyt voivat repiä liitoksen hajalle. IMC yhdisteitä ei kuitenkaan muodostu aina, vaan niiden muodostumisen aste on kiinni käytetyistä hitsausparametreista. (Olson, 2014, s. 1 4.)

14 14 3 RÄJÄHDYSHITSAUSPROSESSI Räjähdyshitsausprosessissa on karkeasti jaoteltuna kuusi eri vaihetta, mitkä on esitelty kuvassa 6. Ensimmäisessä vaiheessa valitaan käytettävät materiaalit tavoiteltavien ominaisuuksien mukaan. Prosessissa on mahdollista räjäyttää kerrallaan vain kahta materiaalia, jolloin saadaan muodostettua kahden matriisin välinen sekaliitos. Prosessissa on mahdollista käyttää myös valmista sekametallista matriisirakennetta toisena näistä kahdesta hitsattavasta materiaalista, jolloin syntyvässä tuotteessa on kolmea erilaista materiaalia liitettynä toisiinsa sekaliitoksilla. Kerroksia on mahdollista liittää toisiinsa mielivaltainen määrä, mutta tavoitteena on lähtökohtaisesti saavuttaa halutut ominaisuudet käyttämällä mahdollisimman vähän kerroksia, jolloin myös riski virheiden syntymiseen pienenee. Pohjimmaisesta levystä eli päällystettävästä levystä käytetään nimeä base metal, ja päällystävästä levystä nimitystä clad metal. (SMT Holland, 2010a.) Kuva 6. Räjäytyshitsausprosessin eri vaiheet yleisesti (mukaillen Dynamic Materials Corporation, 2014).

15 Räjähdyshitsauksen prosessivaiheet Toisessa vaiheessa pinnat puhdistetaan, jolloin hiontaa voidaan käyttää mahdollisen ruosteen ja hapettumien poistoon. Puhdistaminen edesauttaa metallisidoksen parempaa muodostumista, mutta pintojen ei tarvitse olla absoluuttisen puhtaita, koska räjähdyksen aiheuttama materiaalien toisiinsa iskeytyminen aiheuttaa plasma-tyyppisen aallon, joka puhdistaa omalta osaltaan metallien pintaa. Hionta on prosessina kallis, joten sitä suoritetaan vain, jos se on välttämätöntä. Yleensä riittääkin karkean lian poistaminen pinnoista. (SMT Holland, 2010a.) Kolmannessa vaiheessa räjähdyshitsattavat materiaalit siirretään suorituspaikalle, jossa räjäyttäminen on turvallista suorittaa. Päällystettävä materiaali asetetaan suorituspaikalla tukevalle alustalle. Pieniä kappaleita hitsattaessa on mahdollista käyttää erikoiskiinnittimiä ja tukialustoja. Tukevasti asetellun perusmateriaalin päälle asetetaan päällystävä materiaali ja materiaalien välille asetetaan rako, joka on laskettu muiden prosessiparametrien yhteydessä. Päällystävän materiaalin päälle annostellaan prosessissa tarvittava määrä räjähdysainetta, joka levitetään tasaiseksi kerrokseksi. Viimeisenä asetellaan alkuräjähde halutulle aloitusnurkalle. Aloituskohta määrittää syntyvän paineaallon etenemissuunnan. (SMT Holland, 2010a.) Neljännessa vaiheessa suoritetaan kontrolloitu räjähdysvaihe turvallisesti. Räjähdysvaihe kestää vain sekunnin murto-osia riippuen käytetystä räjähdysaineesta sekä mahdollisesta hidasteaineesta, joka on tyypillisesti suola. Räjähdysvaiheen jälkeen toisiinsa metallisidoksella liittynyt kappale viedään räjäytyspaikalta jatkokäsittelyihin. (SMT Holland, 2010a.) Viidennessä vaiheessa räjähdyksen vuorovaikutuksista muovaantunut kappale valssataan/mankeloidaan/oiotaan tarvittaessa tavoiteltuun muotoon. Levymäiset kappaleet pyritään saamaan mahdollisimman suoriksi, jonka jälkeen ne leikataan sopivan kokoisiksi, jolloin tavoitteena on saada levyarkkeja tai rainoja. Putkimaisia kappaleita ei ole välttämätön oikoa muovaamalla, vaan räjähdyshitsausvaihe on suunniteltu siten, etteivät voimavaikutukset vääntele kappaletta. Kappaleita on myös mahdollisuus koneistaa

16 16 haluttuun muotoon ja mittatarkoiksi. Yleisesti kappaleet eivät ole käyttövalmiita tuotteita räjäytyshitsausvaiheen jälkeen vaan, vaativat aina jälkityöstöä. (SMT Holland, 2010a.) Kuudes vaihe käsittää suoristetun ja valmiiksi leikatun kappaleen laadunvarmistuksen tekemällä sille yleensä pelkät rikkomattomat aineenkoetuskokeet. Rikkomattomiin aineenkoetuskokeisiin sisältyy aina silmämääräinen tarkastus, sekä jokin toinen koetuskoe. Räjähdyshitsauskappaleiden laadunvarmistuksessa käytetään yleensä ultraäänitestausta tai röntgenkuvausta. (SMT Holland, 2010a.) 3.2 Räjähdyshitsauksen prosessiparametrit Räjähdyshitsauksessa käytettävät parametrit määräytyvät käytettävien metallien ja niiden kombinaatioiden mukaan. Parametreihin vaikuttavat käytetty metalli, ainevahvuus ja mekaaniset ominaisuudet. Käytettyjen metalleiden on oltava riittävän vastustuskykyisiä räjähdyksen aiheuttamille voimavaikutuksille. Oikeilla parametreilla on kriittinen vaikutus metallisidoksen muodostumiseen metalleiden välillä, jotta saavutetaan korkealaatuinen ja hyvät lujuusominaisuudet omaava liittyminen. Kuvassa 7 on esitetty tärkeimmät räjähdyshitsausprosessissa tarvittavat parametrit siten, että S = törmäyspiste, β = törmäyskulma, V p = hitsausnopeus, V d = räjähdysnopeus, B = räjähdysaineen määrä ja h = levyjen välinen etäisyys. (Petushkov, 2008, s ) Kuva 7. Räjäytyshitsausprosessin parametrit (SMT Holland, 2010b, s. 2) Räjähdysnopeus ja hitsausnopeus Räjähdysnopeus määräytyy suoraan käytetyn räjähdysaineen mukaan. Räjähdysaineita voidaan tarvittaessa hidastaa lisäämällä suolaa räjähdysaineen sekaan. Käytettävä
 3.")
17 17 räjähdysainetyyppi määräytyy prosessissa käytettävien materiaalien lasketun hitsausnopeuden ja energian mukaan. Tyypillisesti hitsattavat materiaalit ovat yhdensuuntaisia (levymäiset kappaleet), jolloin hitsausnopeus V p on yhtä suuri kuin räjähdysnopeus V d. Räjähdysnopeus on muista parametreista riippumaton muuttuja ja se vaihtelee tyypillisesti m s välillä,. Kuvassa 8 on esitetty räjähdysnopeuden vaikutus shokkiaallon muodostamaan kuvioon. (Petushkov, 2008, s ) Kuva 8. Räjähdysnopeuden vaikutus shokkiaallon muodostamaan kuvioon (mukaillen Enterline, 2014) Levyjen välinen etäisyys, törmäyskulma ja törmäysvoima Levyjen välinen etäisyys h valitaan siten, että käytetyllä räjähdysaineella on mahdollista saavuttaa haluttu törmäysnopeus. Päällystävällä levyllä on levyjen välinen etäisyys x aikaa saavuttaa tarvittava törmäysnopeus, jolloin levyjen väliä kasvatettaessa on mahdollista saada kasvatettua törmäysnopeutta tiettyyn pisteeseen asti. Liian suuri levyjen välinen etäisyys aiheuttaa suuren törmäyskulman β, jolloin levyt eivät liity toisiinsa tai repeytyvät ennen sitä. Liian pieni levyjen väli vaikuttaa saavutettavaan törmäysnopeuteen, jolloin etäisyys ei riitä siihen, että saavutetaan haluttu törmäysnopeus. Pientä levyjen välistä johtuvaa kiihdytysmatkaa voidaan kompensoida käyttämällä räjähdysainetta, jolla on suurempi räjähdysnopeus. Ongelmaksi saattaa muodostua suuren räjähdyksen aiheuttamat voimavaikutukset, jotka muovaavat levyä. Törmäysvoima on riippuvainen saavutetusta törmäysnopeudesta ja päällystävän levyn massasta. Törmäysvoimaan vaikuttavat myös muut käytetyt parametrit, kuten erityisesti räjähdysaineen määrä ja laatu. (Petushkov, 2008, s )
 Kuva 8. Räjähdysnopeuden vaikutus shokkiaallon muodostamaan kuvioon (mukaillen Enterline, 2014). 3.2.2 Levyjen välinen etäisyys, törmäyskulma ja törmäysvoima Levyjen välinen etäisyys h valitaan siten, että käytetyllä räjähdysaineella on mahdollista saavuttaa haluttu törmäysnopeus.")
18 18 4 TUTKIMUSMENETELMÄT Työn alussa suunniteltiin käytettävät tutkimusmenetelmät, joiksi valikoituivat mikro- ja makrokuvaus sekä tutkimusosuudessa kovuuskoe. Testikappaleiden viallisuuden ja mittojen vuoksi rikkovat aineenkoetusmenetelmät eivät soveltuneet käytettäviksi tutkimuksissa. 4.1 Mikro- ja makrokuvaus Ennen kuvausprosessia testimateriaaleista leikataan testikappaleet ennalta valituista liitoskohdista. Testikappaleet hiotaan ja kiillotetaan siten, että kiillotetussa pinnassa ei näy naarmuja eikä muitakaan virheitä. Kiillotettu pinta syövytetään hapolla. Happona käytetään fluorivetyhappoa ja pitoaika hapossa on 5 10 sekuntia. Välittömästi syövytyksen jälkeen kappaleet pestään vedellä ja alkoholilla, jolloin varmistutaan, etteivät kappaleiden pinnat pääse syöpymään liikaa. Pesun ja kuivauksen jälkeen testikappeleista otetaan makrokuvat käyttäen mikroskooppia, johon on yhdistettynä järjestelmäkamera. Mikrokuvat otetaan käyttämällä makrokuvausta tarkempaa mikroskooppia, ilman järjestelmäkameraa. 4.2 Kovuuskoe Materiaalien kovuuden testaaminen perustuu siihen, että mitataan materiaalin kykyä vastustaa pysyvää muodonmuutosta ulkoisen voiman vaikutuksesta. Periaate on, että mitä kovempi materiaali, sitä vaikeampi siihen on aiheuttaa pysyvä muodonmuutos. Pehmeiden materiaalien kohdalla pysyvän muodonmuutoksen tekemiseen vaaditaan suhteessa pienempi ulkoinen voima kuin kovien materiaalien kohdalla. Yleisesti kovuuden mittaamiseen käytetään kolmea yleisintä menetelmää Brinell-, Rockwell- tai Vickersmenetelmää. On ymmärrettävä, ettei kovuus ole materiaalin ominaisuus, vaan se on summa eri tekijöistä kuten sitkeydestä, vetomurtolujuudesta, iskusitkeydestä, sekä monista muista vaikuttavista tekijöistä. Yleisimmin kovuus tulee esille tutkittaessa materiaalien kulumiskestävyyttä. (Tampereen teknillinen yliopisto Materiaaliopin laitos, 2005.)


19 19 Vickers-kovuuskoe on menetelmä, jossa pyramidin muotoista timanttikärkeä painetaan ennalta määrätyllä voimalla mitattavaan kappaleen pintaan (kuva 9) ja mitataan syntyneen painauman halkaisija. Kovuusluku on painauman pinta-alan ja kuormituksen arvojen välinen suhdeluku. Menetelmässä käytettävän timanttipyramidin mitat ovat tarkasti tiedossa, ja ne ovat yleisesti käytettyjä. (Tampereen teknillinen yliopisto Materiaaliopin laitos, 2005.) Kuva 9. Periaatekuva Vickersin kovuuskokeesta (Tampereen teknillinen yliopisto Materiaaliopin laitos, 2005). Kärkikulmaksi on valittu 136, jotta saatu mittausjälki vastaisi geometrisesti Brinellin koetta vastaavaa geometrista muotoa. Brinellin- ja Vickersin kovuuskokeet antavat tällöin teoreettisesti samat arvot käytettäessä samaa kovuusasteikkoa. Suurin ero menetelmien välille syntyy kuitenkin mitattaessa materiaaleja, joiden kovuudet ovat suuria (kuva 10). (Tampereen teknillinen yliopisto Materiaaliopin laitos, 2005.) Kuva 10. Brinellin ja Vickersin kovuuden eroavaisuudet (Tampereen teknillinen yliopisto Materiaaliopin laitos, 2005).

20 20 5 TUTKIMUSOSUUS JA SEN TULOKSET Tutkittavana oli neljä eri testikappaletta, joista kaikista otettiin mikro- ja makrokuvat, sekä mitattiin kovuus eri faasivyöhykkeillä. Kuvissa havaitut kirkkaat materiaalisulkeumat tutkittiin elektronimikroskoopilla ja niistä tehtiin alkuaineanalyysi. Alkuperäiset materiaalien koostumukset on esitetty taulukossa 1. A5M ja AMg6BM ovat venäjänkielisiä kauppanimiä, ja niitä vastaavat seosainekoostumukset alumiineille löytyvät alumiiniluokista 5060 ja Tutkittavan liitoksen materiaalitodistukset on esitetty liitteessä 1. Taulukko 1. Triplate-tangossa käytettyjen materiaalejen seosaineet (European steel and alloy grades, 2014.) Alkuaine Alumiini: Alumiini: A5M Painelaiteteräs. (Maksimissaan %) AMg6BM Luokka: 5086 Luokka: 5060 P355NL2 C 0 % 0 % 0.18 % Cr 0.25 % 0.2 % 0.3 % Mg 4.9 % 0 % 0 % Mn 0.7 % 0.6 % 1.7 % Ni 0.0% 0 % 0.5 % Si 0.4 % 0.4 % 0.5 % Ti 0.15 % 0.2 % 0.03 % Cu 0.1 % 0.1 % 0.3 % 5.1 Makrokuvat Testikappaleista otetuista makrokuvista näkee hyvin materiaalien perusfaasit ja faasien rajapinnat. Testikappaleen 10 makrokuvasta (kuva 11) näkee selvästi teräksen ja alumiinin välisen sekaliitoksen pettäneen faasien rajapinnasta. Vastaavasti alumiinien A5M ja AMg6BM välinen sekaliitos on ollut vahvempi kuin alumiinin A5M murtolujuus, jolloin repeämä on syntynyt puhtaasti A5M faasin puolelle. Tilanne olisi mahdollinen kaikkien testikappaleiden kohdalla, sillä kaikissa testikappaleissa alumiinien välinen sekaliitos on ollut virheetön.

21 21 Kuva 11. Makrokuva triplate-testikappaleesta 10. Tarkasteltaessa testikappaletta 11 ei makrokuvassa (kuva 12) näy murtumisen merkkejä tai muitakaan särön alkuja. Testikappaleessa 11 teräksen ja alumiinin välillä näkyvä punaisella rajattu vyöhyke ei ole huokosia, vaan kirkas sulkeumajono, joka kulkee koko liitoksen matkalla. Oletettujen sulkeumavyöhykkeiden kokoa on hankala nähdä makrokuvasta, mutta myöhemmin tulevassa mikrokuvassa tarkastellaan tarkemmin vyöhykkeiden kokoa ja liitosvirheitä. Kuva 12. Makrokuva triplate-testikappaleesta 11.
22 22 Testikappaleessa 12 (kuva 13) näkyy parhaimmillaan räjähdyshitsauksen shokkiaallon vaikutuksesta muodostunut aaltomainen kuvio alumiinifaasien A5M ja Amg6BM välillä. Testikappale 12 oli parhaimmin liittynyt myös teräs-alumiinifaasin puolelta, sekä sulkeumien koot olivat pienimpiä. Kuva 13. Makrokuva triplate-testikappaleesta 12. Testikappaleessa 13 (kuva 14) oli testien pisimmät yhtenäiset sulkeumajonot. Teräsalumiinifaasin välisessä liitoksessa oli suhteessa eniten onnistuneesti muodostunutta metallisidosta verrattuna muihin testikappaleisiin. Naarmut, jotka näkyvät A5M alumiinissa, johtuvat materiaalin pehmeydestä, eivätkä ole siis virheitä. Alumiinien A5M ja AMg6BM välinen liitos on onnistunut virheettömästi kuten muissakin testikappaleissa. Kuva 14. Makrokuva triplate-testikappaleesta 13.
23 Mikrokuvat Kaikista testikappaleista otettiin mikrokuvat, jotta pystytään tarkastelemaan tarkemmin erityisesti alumiini-teräsfaasiliitosvyöhykettä. Makrokuvista pystyy jo päättelemään mihin kohtaan kannattaa tutkiminen keskittää mahdollisten virheiden löytämiseksi. Tarkastelu keskittyy eritoten sulkeumien koon ja muodon selvittämiseen. Varmistus IMC vyöhykkeiden olemassaolosta tulee vasta elektronimikroskooppianalyysistä, mutta tiedetään kuitenkin virheiden johtuvan todennäköisesti näistä suurista ja kiiltävistä vyöhykkeistä alumiini-teräsfaasialueella. Triplate-testikappaleen 10 mikrokuva (kuva 15) on otettu alumiini-teräsfaasin repeämäkohdasta, josta näkee selvästi valkeana näkyvien sulkeumien tarttuneen kiinni vain alumiinifaasiin. Sulkeumat ovat selvästi kiinnittyneet lujemmin alumiiniin A5M kuin teräsfaasiin P355NL2. Kuva 15. Mikrokuva triplate-testikappaleen 10 repeämäkohdasta. Hyvässä räjähdyshitsausliitoksessa ei ole suuria sulkeumia, vaan faasipinnat ovat sekoittuneet toisiinsa hyvin. Triplate-testikappaleesta 12 otetussa mikrokuvassa (kuva 16) näkyy onnistuneesti sekoittuneet alumiini- ja teräsfaasi, tällöin rajapinta on yhtenäinen ja tasaluja.
24 24 Kuva 16. Mikrokuva triplate-testikappaleen 12 onnistuneesta faasien yhtymäkohdasta. Kaikissa testikappaleissa oli myös onnistunutta faasien sekoittumista alumiini-teräsfaasi alueella. Suurimmassa osasta triplate-testikappaleista oli liitosvyöhykkeillä havaittavissa paljon hauraita sulkeumajonoja, joiden prosentuaaliset osuudet liitospituuksista olivat merkittäviä lujuuden kannalta. Lujuutta alentavat kohdat muodostuivat pitkälti sulkeumista, jotka olivat pääsääntöisesti kapeilta, mutta pitkiä. Kaikkein isoimmissa vyöhykkeissä näkyi murtuman alkuja, kuten triplate-testikappaleen 13 mikrokuvasta (kuva 17) pystyy näkemään. Kuva 17. Haurasmurtuman alku testikappaleessa 13.
25 Kovuuskokeen tulokset Kovuuskoe suoritettiin testikappaleelle 12, mistä saatiin tarkasteltua kovuutta perusaine- ja hitsausvyöhykkeeltä (kuva 18). Kovuudessa eri vyöhykkeiden välillä oli selvät erot, mutta perusmateriaalien kovuudet olivat hyvinkin tasaisia. Kovuuden vaihteluiden pysyminen perusainevyöhykkeillä tasaisena kertoo materiaalien pysymisestä tasalaatuisena hitsausprosessin jälkeen. Kirkkaana näkyvät kohdat teräksen ja alumiinin välisessä liitoksessa eivät ole huokosia, vaan sulkeumia. Kuva 18. Testikappaleelle 12 suoritettu kovuuskoe yhdistettynä diagrammiin Kovuus mitattiin myös sulkeuman kohdalta (kuva 19) triplate-testikappaleesta 13, jolloin kovuudeksi Vickers-asteikolla saatiin noin 383 HV, joka on kaksinkertainen teräksen (182 HV) kovuuteen nähden. Sulkeumat ovat materiaaliominaisuuksiltaan huomattavasti perusaineista poikkeavia, joten sulkeumille suoritetaan elektronimikroskooppianalyysi, jotta voidaan varmistua seosaineista.
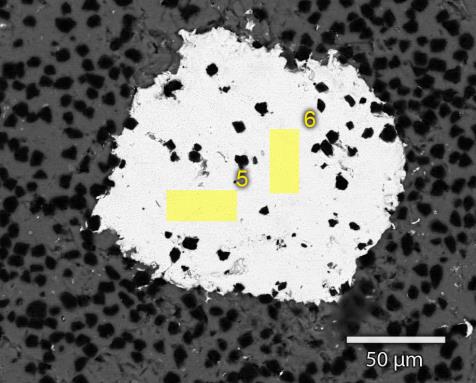
26 26 Kuva 19. Sulkeuma triplate-testikappaleessa 13. Kovuus mitattu kahdesta kohtaa. 5.4 Elektronimikroskooppitutkimus Kappaleelle tehtiin elektronimikroskooppitutkimus, jotta pystyttiin selvittämään sulkeumien seosaineet alumiini-teräsfaasirajalla. Elektronimikroskoopilla otettiin kuva suurimmasta epäillystä virhekohdasta ja tehtiin sille alkuaineanalyysi. Alkuaineanalyysi paljasti sulkeumien olevan Cr-Ni-Mn-terästä, sekä AM5 alumiinin ja P355NL2 teräksen seosfaasia. Tarkasteltu virhekohta näkyy kuvassa 20, merkittyinä alueina Area #2 ja Area #3. Liitosvyöhykkeellä näkyy myös useita onkaloita ja huokosia, mitkä osaltaan huonontavat liitoksen laatua ja samalla heikentävät lujuusominaisuuksia.
27 27 Kuva 20. Elektronimikroskooppikuva vieraista faaseista liitosvyöhykkeellä Testikappaleesta otettiin elektronimikroskooppia apuna käyttäen alkuainejakaumat eri faasivyöhykkeillä. Alkuainejakaumat on esitetty taulukossa 2. Area #1 kuvaa P355NL2 teräksen alkuainejakaumaa, mikä ei poikkea alkuperäisestä paljoa, ainoastaan hiilen prosentuaalinen osuus on poikkeuksellisen suuri 0,9 %. Vähäinen alumiinin määrän kasvu johtuu rajavyöhykkeellä tapahtuvasta suotautumisesta. Poikkeuksellisesti Area #2 vyöhyke, josta voi alkuainejakauman perusteella päätellä sen olevan Cr-Ni-Mn-terästä, eli ruostumatonta terästä. Ainetodistuksessa ei kuitenkaan mainita materiaaleissa ruostumatonta terästä, joten olisikin selvitettävä miksi kaikista triplate-testikappaleista löytyi merkittäviä määriä kyseistä Cr-Ni-Mn-terästä. Area #3 sisältää 71,2 % alumiinia ja 22,6 % rautaa. Kyseessä on räjähdyshitsauksen vaikutuksesta syntynyt sekalainen faasirakenne perusmateriaalien alkuaineista. AM5 alumiinifaasi eli kuvassa Area #4, poikkeaa huomattavasti alkuainejakaumaltaan standardin määrittelemistä rajoista. Alumiinin A5M ei pitäisi sisältää 54,1 % hiiltä. Area #4 alumiinin A5M alkuaineanalyysi on oletettavasti siis virheellinen, johtuen epäpuhtauksista kappaleen pinnalla. Epäpuhtaudet ovat voineet tulla syövytysprosessissa käytetystä haposta (jäämiä) tai sormenjäljestä jääneestä rasvaisesta pinnasta. Muutkin alkuaineanalysaattorin näyttämät virheelliset arvot
28 28 johtuvat todennäköisesti epäpuhtauksista testikappaleen pinnalla. Yksityiskohtaiset alkuainepitoisuudet on esitetty tarkemmin liitteissä 2 ja 3. Taulukko 2. Elektronimikroskoopin alkuaineanalysaattorilla saadut alkuainejakaumat. Alkuaine Area #1. Area #2. Area #3. Area # 4. Al 0,5 % 0,5 % 71,2 % 45,5 % C 0,9 % 0,8 % 1,7 % 54,1 % Cr 0 % 18,5 % 2,6 % 0 % Fe 96,7 % 70,2 % 22,6 % 0 % Mn 1,5 % 2,2 % 0,4 % 0 % Ni 0 % 7,4 % 1,5 % 0 % Si 0,4 % 0,4 % 0 % 0 % Mitatut alkuainejakaumat eivät ole absoluuttisen oikeita, vaan suuntaa antavia. Tarkastelemalla taulukon arvoja voi huomata osan arvoista olevan poikkeuksellisen suuria. Parhaan vertailukohdan saa vertaamalla mitattuja arvoja valmistajan antamiin taulukkoarvoihin (taulukko 1).
29 29 6 YHTEENVETO JA JOHTOPÄÄTÖKSET Räjähdyshitsaus prosessina on haastava, koska tarvitaan tieto parametrien oikeellisuudesta. Käyttämällä oikeita parametreja sekä hyvälaatuisia raaka-aineita on mahdollisuus varmistua räjähdyshitsatun liitoksen korkealaatuisuudesta ja lujuusominaisuuksista. Räjähdyshitsaamalla on mahdollista liittää monia eri metalleja toisiinsa luotettavasti, mikä on lähes mahdotonta käyttämällä sulahitsausprosesseja. Kiinteän tilan hitsausprosesseihin, erityisesti räjähdyshitsaukseen, tulisi suunnata enemmän aikaa ja rahaa tutkimukseen materiaalien käyttäytymisestä jähmeänä liuoksena sekä shokkiaallon vaikutuksesta muodostuvaan liitokseen. Räjähdyshitsausliitoksen tutkiminen keskittyi materiaaleista pääasiallisesti alumiineihin ja niukkaseosteisiin teräksiin. Kaikisssa tutkittavissa kappaleissa teräsmateriaalina oli P355NL2 painelaiteteräs. Testikappaleissa oli käytetty kahta eri alumiinia, lähes puhdasta alumiinia A5M ja magnesiumilla seostettua merialumiinia AMg6Bm. Testikappaleissa painelaiteteräs P355NL2 oli päällystetty ensin A5M alumiinilla paremman tarttuvuuden seosaineettomuuden vuoksi ja viimeisenä korroosiota ehkäisevänä kerroksena A5M oli päällystetty merialumiinilla AMg6Bm. Koekappaleista otetuista makro- ja mikrokuvista pystyy näkemään A5M-P355NL2-faasien liitospinnassa kirkkaan näköisen kerroksen, mikä oletettiin alustavissa arvioissa olevan IMC yhdistekerros. Rajapinnan kirkkaasta kerroksesta mitattu kovuus oli kaksinkertainen P355NL2 faasin nähden, noin 380 HV. Mitattu kovuus viittasi osaltaan poikkeavaan yhdistekertymään. Varmistukseksi hiekappaleesta otettiin elektronimikroskoopilla alkuaineanalyysi, mistä selvisi sulkeuman alkuainekoostumus. Mittauksissa kirkas kerros sisälsi 70,2 % rautaa, 18,5 % kromia, 0,8 % hiiltä, 7,4 % nikkeliä ja 2,2 % mangaania. Koostumuksesta voi päätellä kerroksen olevan ruostumatonta terästä, mitä ei pitäisi liitoksessa olla. Alkuaineanalyysi on vain suuntaaantava, ja testimenettely tulisikin toistaa useasti, jotta saataisiin riittävän suuri otanta. Näin voitaisiin varmistua todellisesta alkuaineiden prosentuaalisista osuuksista.
30 30 Kaikkien koekappaleiden alumiini-teräsrajapinta sisälsi runsaasti Cr-Ni-Mn-terästä. Rajapinnoissa oli myös runsaasti huokosia. Cr-Ni-Mn-teräksestä muodostuvat sulkeumat ovat kovia ja hauraita, mikä heikentää liitoksen lujuusominaisuuksia. Sulkeumien lämpölaajenemiskerroin poikkeaa muiden faasien materiaalien kertoimista, mikä osaltaan lisää riskiä liitoksen vioittumiseen tuotaessa niihin ulkopuolista lämpöä esimerkiksi sulahitsauksella. On mahdollista, että Cr-Ni-Mn-terästä olisi lisätty räjähdyshitsausvaiheessa vähentämää galvaanista korroosiota alumiinin ja niukkaseosteisen teräksen välillä. Maininta kuitenkin puuttuu materiaalitodistuksesta, että Cr-Ni-Mn-terästä olisi tarkoituksenmukaisesti käytetty liitoksessa. Tämän vuoksi voidaan todeta, ettei Cr-Ni-Mn-teräs kuulu tarkoituksenmukaisesti liitokseen ja on näin ollen mahdollinen virhe. Saatujen tulosten ja niiden pohjalta luotujen oletusten paikkansapitävyyden osoittamiseksi, tarvittaisiin lisää tutkimusta. Tutkitut kappaleet eivät rikkoutuneet väärän lämmöntuonnin vaikutuksesta triplate-tankoon. Lämmöntuonti ja sen aiheuttamat vetelyt ovat mahdollisesti olleet osasyyllisiä liitosten rikkoutumiseen, mutta pääsyy liitosten rikkoutumiseen on havaitut Cr-Ni-Mn-teräksestä muodostuneet sulkeumat sekä huokoset liitosvyöhykkeellä.
31 31 LÄHTEET Aalco Literature & Datasheets, Marine metals range. [Viitattu ]. 51 s. Saatavissa pdf-tiedostona: American Welding Society Welding Handbook, Resistance and solid-state welding and other joining processes. 7. painos. American Welding Society. 459 s. Baltic Workboats As Company. [Viitattu ]. Saatavissa: Dished-ends Introduction to Explosive Welding. [Viitattu ]. 4 s. Saatavissa pdf-tiedostona: Dynamic Materials Corporation Explosion welding process. [Viitattu ]. Saatavissa: Enterline Products, Explosive welding. [Viitattu ]. Saatavissa: European steel and alloy grades Home, Standards alloy/steel. [Viitattu ]. Saatavissa: High energy metals inc Applications. [Viitattu ]. Saatavissa: Maritime industrial products Catalog. [Viitattu ]. 4.s Saatavissa pdftiedostona: %20Maritime%20Industrial%20Products.0507.v4.HI-RES.pdf
32 32 Olson, A What are Intermetallics and How Can We Overcome the Failures Associated with Them. [Viitattu ]. 4 s. Saatavissa pdf-tiedostona: Petushkov, V. G Explosion and its applications in metalworking. New York: Nova Science Publishers Inc. 696.s Pihl, R. 2014a. Valokuvat. [Yksityinen sähköpostiviesti]. Vastaanottaja: Harri Hoffrén. Lähetetty: klo 10:39 (GMT + 02). Pihl, R. 2014b. Kandidaatintyö Räjähdyshitsausliitoksen tutkiminen. [Yksityinen sähköpostiviesti]. Vastaanottaja: Harri Hoffrén. Lähetetty: klo 10:29 (GMT + 02). Runbang clad metal Explosion welding. [Viitattu ]. Saatavissa: SMT Holland. 2010a. Explosive cladding. [Viitattu ]. Saatavissa: SMT Holland. 2010b. Explosive welding of metals in a vacuum environment. [Viitattu ]. 4 s. Saatavissa pdf-tiedostona: Tampereen teknillinen yliopisto Materiaaliopin laitos Rasitus: Kovuuskoe. [Viitattu ]. Saatavissa: Carlholt, E Alumiiniseokset. Käännös Höök, T. [Viitattu ]. 19.s Saatavissa pdf-tiedostona:
33 Materiaalitodistus 1 (Pihl, 2014b). LIITE I, 1
34 Materiaalitodistus 2 (Pihl, 2014b). LIITE I, 2
35 Materiaalitodistus 3 (Pihl, 2014b). LIITE I, 3
36 Materiaalitodistus 4 (Pihl, 2014b). LIITE I, 4
37 Materiaalitodistus 5 (Pihl, 2014b). LIITE I, 5
38 Materiaalitodistus 6 (Pihl, 2014b). LIITE I, 6
39 Materiaalitodistus 7 (Pihl, 2014b). LIITE I, 7
40 Materiaalitodistus 8 (Pihl, 2014b). LIITE I, 8
41 Materiaalitodistus 9 (Pihl, 2014b). LIITE I, 9
42 Materiaalitodistus 10 (Pihl, 2014b). LIITE I, 10
43 Materiaalitodistus 11 (Pihl, 2014b). LIITE I, 11
44 Materiaalitodistus 12 (Pihl, 2014b). LIITE I, 12
45 Materiaalitodistus 13 (Pihl, 2014b). LIITE I, 13
46 Materiaalitodistus 14 (Pihl, 2014b). LIITE I, 14
47 Elektronimikroskooppikuva 1. LIITE II, 1
48 Elektronimikroskooppikuva 2. LIITE II, 2
49 Alkuaineanalyysi. LIITE III, 1
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Kenttätutkimus hiiliteräksen korroosiosta kaukolämpöverkossa
 1 (17) Tilaajat Suomen KL Lämpö Oy Sari Kurvinen Keisarinviitta 22 33960 Pirkkala Lahti Energia Olli Lindstam PL93 15141 Lahti Tilaus Yhteyshenkilö VTT:ssä Sähköposti 30.5.2007, Sari Kurvinen, sähköposti
1 (17) Tilaajat Suomen KL Lämpö Oy Sari Kurvinen Keisarinviitta 22 33960 Pirkkala Lahti Energia Olli Lindstam PL93 15141 Lahti Tilaus Yhteyshenkilö VTT:ssä Sähköposti 30.5.2007, Sari Kurvinen, sähköposti
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Pehmeä magneettiset materiaalit
 Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
Dislokaatiot - pikauusinta
 Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
MEKAANINEN AINEENKOETUS
 MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
kansainvälisyys JACQUET johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 483 työntekijää
 JACQUET kansainvälisyys johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 43 työntekijää 3 yksikköä 20 eri maassa / 21 palvelukeskusta 7 500 asiakasta 60 eri maassa liikevaihto 23 M5 7
JACQUET kansainvälisyys johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 43 työntekijää 3 yksikköä 20 eri maassa / 21 palvelukeskusta 7 500 asiakasta 60 eri maassa liikevaihto 23 M5 7
Ismo Aaltonen, Jaakko Lajunen Päätös 25.04.2014 108/5L, Tarjouspyyntö 20.5.2014 126/5L VTT Expert Services Oy, Tilausvahvistus 10.6.
 1 (17) Tilaaja Tilaus Yhteyshenkilö Onnettomuustutkintakeskus Ratapihantie 9 00520 HELSINKI Ismo Aaltonen, Jaakko Lajunen Päätös 25.04.2014 108/5L, Tarjouspyyntö 20.5.2014 126/5L VTT Expert Services Oy,
1 (17) Tilaaja Tilaus Yhteyshenkilö Onnettomuustutkintakeskus Ratapihantie 9 00520 HELSINKI Ismo Aaltonen, Jaakko Lajunen Päätös 25.04.2014 108/5L, Tarjouspyyntö 20.5.2014 126/5L VTT Expert Services Oy,
VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA SÄHKÖTEKNIIKKA. Lauri Karppi j82095. SATE.2010 Dynaaminen kenttäteoria DIPOLIRYHMÄANTENNI.
 VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA SÄHKÖTEKNIIKKA Oskari Uitto i78966 Lauri Karppi j82095 SATE.2010 Dynaaminen kenttäteoria DIPOLIRYHMÄANTENNI Sivumäärä: 14 Jätetty tarkastettavaksi: 25.02.2008 Työn
VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA SÄHKÖTEKNIIKKA Oskari Uitto i78966 Lauri Karppi j82095 SATE.2010 Dynaaminen kenttäteoria DIPOLIRYHMÄANTENNI Sivumäärä: 14 Jätetty tarkastettavaksi: 25.02.2008 Työn
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
TEOBAL Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa
 TEOBAL 2011- Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa 17.11.2011 MATINE Tutkimusseminaari Tomi Lindroos & Pertti Lintunen 2 Rahoituspäätös MAT804 suojamateriaaleissa
TEOBAL 2011- Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa 17.11.2011 MATINE Tutkimusseminaari Tomi Lindroos & Pertti Lintunen 2 Rahoituspäätös MAT804 suojamateriaaleissa
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Energiatehokkuutta parantavien materiaalien tutkimus. Antti Karttunen Nuorten Akatemiaklubi 2010 01 18
 Energiatehokkuutta parantavien materiaalien tutkimus Antti Karttunen Nuorten Akatemiaklubi 2010 01 18 Sisältö Tutkimusmenetelmät: Laskennallinen materiaalitutkimus teoreettisen kemian menetelmillä Esimerkki
Energiatehokkuutta parantavien materiaalien tutkimus Antti Karttunen Nuorten Akatemiaklubi 2010 01 18 Sisältö Tutkimusmenetelmät: Laskennallinen materiaalitutkimus teoreettisen kemian menetelmillä Esimerkki
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
BK10A3500 Materiaalitekniikka
 BK10A3500 Materiaalitekniikka Raimo Suoranta I periodi h. 1215 F Timo Kärki II periodi Materiaalit muokkaavat ihmiskunnan kehitystä Ihmisen selviytyminen on materiaalien kehittymisen ansiota? Kivikausi
BK10A3500 Materiaalitekniikka Raimo Suoranta I periodi h. 1215 F Timo Kärki II periodi Materiaalit muokkaavat ihmiskunnan kehitystä Ihmisen selviytyminen on materiaalien kehittymisen ansiota? Kivikausi
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
Metalliseokset. Alumiiniseokset. ValuAtlas Suunnittelijan perusopas Seija Meskanen, Tuula Höök
 Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
FYSIIKKA (FY91): 9. KURSSI: Kertauskurssi KOE 30.01.2014 VASTAA KUUTEEN (6) TEHTÄVÄÄN!!
: 9. KURSSI: Kertauskurssi KOE 30.01.2014 VASTAA KUUTEEN (6) TEHTÄVÄÄN!!") FYSIIKKA (FY91): 9. KURSSI: Kertauskurssi KOE 30.01.2014 VASTAA KUUTEEN (6) TEHTÄVÄÄN!! 1. Vastaa, ovatko seuraavat väittämät oikein vai väärin. Perustelua ei tarvitse kirjoittaa. a) Atomi ei voi lähettää
FYSIIKKA (FY91): 9. KURSSI: Kertauskurssi KOE 30.01.2014 VASTAA KUUTEEN (6) TEHTÄVÄÄN!! 1. Vastaa, ovatko seuraavat väittämät oikein vai väärin. Perustelua ei tarvitse kirjoittaa. a) Atomi ei voi lähettää
JAKSOLLINEN JÄRJESTELMÄ
 JASOLLINEN JÄRJESTELMÄ Oppitunnin tavoite: Oppitunnin tavoitteena on opettaa jaksollinen järjestelmä sekä sen historiaa alkuainepelin avulla. Tunnin tavoitteena on, että oppilaat oppivat tieteellisen tutkimuksen
JASOLLINEN JÄRJESTELMÄ Oppitunnin tavoite: Oppitunnin tavoitteena on opettaa jaksollinen järjestelmä sekä sen historiaa alkuainepelin avulla. Tunnin tavoitteena on, että oppilaat oppivat tieteellisen tutkimuksen
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
METALLITUOTTEIDEN MAALAUS
 METALLITUOTTEIDEN MAALAUS PINNALLA 2. 27.3.2014 Isto Jokinen 1 MAALAUKSEN TAVOITE Kaikkia tuotteita maalataan haluttaessa muuttaa niiden pinnan sävyä ja kiiltoa ja parannettaessa pinnan pitämistä puhtaana.
METALLITUOTTEIDEN MAALAUS PINNALLA 2. 27.3.2014 Isto Jokinen 1 MAALAUKSEN TAVOITE Kaikkia tuotteita maalataan haluttaessa muuttaa niiden pinnan sävyä ja kiiltoa ja parannettaessa pinnan pitämistä puhtaana.
Normaalisti valmistamme vastuksia oheisen taulukon mukaisista laadukkaista raaka-aineista. Erikoistilauksesta on saatavana myös muita raaka-aineita.
 Putkivastuksien vaippaputken raaka-aineet Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita
Putkivastuksien vaippaputken raaka-aineet Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT
 81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus 1. Edellä 74 ryhmän 1 huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus 1. Edellä 74 ryhmän 1 huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Top Analytica Oy Ab. XRF Laite, menetelmät ja mahdollisuudet Teemu Paunikallio
 XRF Laite, menetelmät ja mahdollisuudet Teemu Paunikallio Röntgenfluoresenssi Röntgensäteilyllä irroitetaan näytteen atomien sisäkuorilta (yleensä K ja L kuorilta) elektroneja. Syntyneen vakanssin paikkaa
XRF Laite, menetelmät ja mahdollisuudet Teemu Paunikallio Röntgenfluoresenssi Röntgensäteilyllä irroitetaan näytteen atomien sisäkuorilta (yleensä K ja L kuorilta) elektroneja. Syntyneen vakanssin paikkaa
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3
 Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Juottamista ei siis kannata harjoitella varsinaisessa oppilastyössä, vaan juotosharjoittelu on parempi tehdä erillisellä harjoituspiirilevyllä.
 Juotosharjoitus. Mikko Esala, Veikko Pöyhönen Juotettaessa piirilevyn kuparifolion, johtimen ja juotteen väliin muodostuu ohut välimetallikerros, joka kiinnittää piirilevyn kuparijohtimen ja komponentin
Juotosharjoitus. Mikko Esala, Veikko Pöyhönen Juotettaessa piirilevyn kuparifolion, johtimen ja juotteen väliin muodostuu ohut välimetallikerros, joka kiinnittää piirilevyn kuparijohtimen ja komponentin
Rauno Toppila. Kirjallisuusselvitys. Ferriittiset ruostumattomat teräkset
 Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat teräkset Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja E. Työpapereita 1/2010 Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat
Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat teräkset Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja E. Työpapereita 1/2010 Rauno Toppila Kirjallisuusselvitys Ferriittiset ruostumattomat
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
Metallien plastinen deformaatio on dislokaatioiden liikettä
 Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
Teräsrakentamisen T&K-päivät Lujista rakenneputkista valmistettavien liitosten kestävyys
 5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
782630S Pintakemia I, 3 op
 782630S Pintakemia I, 3 op Ulla Lassi Puh. 0400-294090 Sposti: ulla.lassi@oulu.fi Tavattavissa: KE335 (ma ja ke ennen luentoja; Kokkolassa huone 444 ti, to ja pe) Prof. Ulla Lassi Opintojakson toteutus
782630S Pintakemia I, 3 op Ulla Lassi Puh. 0400-294090 Sposti: ulla.lassi@oulu.fi Tavattavissa: KE335 (ma ja ke ennen luentoja; Kokkolassa huone 444 ti, to ja pe) Prof. Ulla Lassi Opintojakson toteutus
Sisäpiirijuttu. The Inside Story
 Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Corthal, Thaloy ja Stellite
 Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit.
 Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit www.outokumpu.com Johdanto Tuotantokaavio AOD-konvertteri AOD Senkka-asema SA Yhteenveto Ruostumaton teräs Ruostumaton teräs koostuu
Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit www.outokumpu.com Johdanto Tuotantokaavio AOD-konvertteri AOD Senkka-asema SA Yhteenveto Ruostumaton teräs Ruostumaton teräs koostuu
Uutta erikoisterästä: Taloudellinen Viega Sanpress -putki 1.4521
 Uutta erikoisterästä: Taloudellinen Viega Sanpress -putki 1.4521 Suunnittelu ja kustannuslaskenta taloudellisiksi: Viega Sanpress 1.4521 -putki Viegan vastaus epävakaisiin erikoisterästen hintoihin Erikoisteräksestä
Uutta erikoisterästä: Taloudellinen Viega Sanpress -putki 1.4521 Suunnittelu ja kustannuslaskenta taloudellisiksi: Viega Sanpress 1.4521 -putki Viegan vastaus epävakaisiin erikoisterästen hintoihin Erikoisteräksestä
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT
 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus. Edellä 74 ryhmän huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan soveltuvin
RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus. Edellä 74 ryhmän huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan soveltuvin
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3
 MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
Liitetaulukko 1/11. Tutkittujen materiaalien kokonaispitoisuudet KOTIMAINEN MB-JÄTE <1MM SAKSAN MB- JÄTE <1MM POHJAKUONA <10MM
 Liitetaulukko 1/11 Tutkittujen materiaalien kokonaispitoisuudet NÄYTE KOTIMAINEN MB-JÄTE
Liitetaulukko 1/11 Tutkittujen materiaalien kokonaispitoisuudet NÄYTE KOTIMAINEN MB-JÄTE
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1. Malmista metalliksi
 1. Malmista metalliksi Metallit esiintyvät maaperässä yhdisteinä, mineraaleina Malmiksi sanotaan kiviainesta, joka sisältää jotakin hyödyllistä metallia niin paljon, että sen erottaminen on taloudellisesti
1. Malmista metalliksi Metallit esiintyvät maaperässä yhdisteinä, mineraaleina Malmiksi sanotaan kiviainesta, joka sisältää jotakin hyödyllistä metallia niin paljon, että sen erottaminen on taloudellisesti
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
RAKENNUSFYSIIKKA Kylmäsillat
 Kylmäsillat Kylmäsillan määritelmä Kylmäsillat ovat rakennuksen vaipan paikallisia rakenneosia, joissa syntyy korkea lämpöhäviö. Kohonnut lämpöhäviö johtuu joko siitä, että kyseinen rakenneosa poikkeaa
Kylmäsillat Kylmäsillan määritelmä Kylmäsillat ovat rakennuksen vaipan paikallisia rakenneosia, joissa syntyy korkea lämpöhäviö. Kohonnut lämpöhäviö johtuu joko siitä, että kyseinen rakenneosa poikkeaa
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
ALUMIININ JA TERÄKSEN SEKALIITOKSEN HITSAUS WELDING OF ALUMINIUM-STEEL DISSIMILAR JOINT
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari ALUMIININ JA TERÄKSEN SEKALIITOKSEN HITSAUS WELDING OF ALUMINIUM-STEEL DISSIMILAR
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari ALUMIININ JA TERÄKSEN SEKALIITOKSEN HITSAUS WELDING OF ALUMINIUM-STEEL DISSIMILAR
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
ENY-C2001 Termodynamiikka ja lämmönsiirto TERVETULOA!
 ENY-C2001 Termodynamiikka ja lämmönsiirto TERVETULOA! Luento 14.9.2015 / T. Paloposki / v. 03 Tämän päivän ohjelma: Aineen tilan kuvaaminen pt-piirroksella ja muilla piirroksilla, faasimuutokset Käsitteitä
ENY-C2001 Termodynamiikka ja lämmönsiirto TERVETULOA! Luento 14.9.2015 / T. Paloposki / v. 03 Tämän päivän ohjelma: Aineen tilan kuvaaminen pt-piirroksella ja muilla piirroksilla, faasimuutokset Käsitteitä
Otoskoko 107 kpl. a) 27 b) 2654
 27 b) 2654") 1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Vastksen ja diodin virta-jännite-ominaiskäyrät sekä valodiodi
 Sivu 1/10 Fysiikan laboratoriotyöt 1 Työ numero 3 Vastksen ja diodin virta-jännite-ominaiskäyrät sekä valodiodi Työn suorittaja: Antero Lehto 1724356 Työ tehty: 24.2.2005 Uudet mittaus tulokset: 11.4.2011
Sivu 1/10 Fysiikan laboratoriotyöt 1 Työ numero 3 Vastksen ja diodin virta-jännite-ominaiskäyrät sekä valodiodi Työn suorittaja: Antero Lehto 1724356 Työ tehty: 24.2.2005 Uudet mittaus tulokset: 11.4.2011
Sukunimi: Etunimi: Henkilötunnus:
 K1. Onko väittämä oikein vai väärin. Oikeasta väittämästä saa 0,5 pistettä. Vastaamatta jättämisestä tai väärästä vastauksesta ei vähennetä pisteitä. (yhteensä 10 p) Oikein Väärin 1. Kaikki metallit johtavat
K1. Onko väittämä oikein vai väärin. Oikeasta väittämästä saa 0,5 pistettä. Vastaamatta jättämisestä tai väärästä vastauksesta ei vähennetä pisteitä. (yhteensä 10 p) Oikein Väärin 1. Kaikki metallit johtavat
Perusopintojen Laboratoriotöiden Työselostus 1
 Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa
HULEVESIEN VIIVYTTÄMINEN RUDUKSEN TUOTTEILLA
 Asiakirjatyyppi Raportti Päivämäärä 30.12.2015 HULEVESIEN VIIVYTTÄMINEN RUDUKSEN TUOTTEILLA Tarkastus Päivämäärä 30.12.2015 Laatija Tarkastaja Hyväksyjä Kuvaus Niina Siitonen Jari Laihonen, Kimmo Hell,
Asiakirjatyyppi Raportti Päivämäärä 30.12.2015 HULEVESIEN VIIVYTTÄMINEN RUDUKSEN TUOTTEILLA Tarkastus Päivämäärä 30.12.2015 Laatija Tarkastaja Hyväksyjä Kuvaus Niina Siitonen Jari Laihonen, Kimmo Hell,
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power Plasma 50 Power Plasma 60 Power Plasma 80 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISYÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan
KÄYTTÖ-OHJE EVERLAST Power Plasma 50 Power Plasma 60 Power Plasma 80 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISYÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan
Tekijä lehtori Zofia Bazia-Hietikko
 Tekijä lehtori Zofia Bazia-Hietikko Tarkoituksena on tuoda esiin, että kemia on osa arkipäiväämme, siksi opiskeltavat asiat kytketään tuttuihin käytännön tilanteisiin. Ympärillämme on erilaisia kemiallisia
Tekijä lehtori Zofia Bazia-Hietikko Tarkoituksena on tuoda esiin, että kemia on osa arkipäiväämme, siksi opiskeltavat asiat kytketään tuttuihin käytännön tilanteisiin. Ympärillämme on erilaisia kemiallisia
bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla Rikastustekniikka
 bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla we process the future Rikastustekniikka TEHTÄVÄ Rikastustekniikassa luokitellaan yhä useammin sellaisia raaka-aineita,
bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla we process the future Rikastustekniikka TEHTÄVÄ Rikastustekniikassa luokitellaan yhä useammin sellaisia raaka-aineita,
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Erittäin lyhyt HSS-pora,TiN-kärki
 Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
vink passion for plastics PTFE Tekniset tiedot
 vink passion for plastics Tekniset tiedot Tekniset tiedot polytetrafluorieteeni tunnetaan paremmin nimellä Teflon. Amerikkalainen DuPont kehitti materiaalin toisen maailmansodan aikana ja siitä tuli strateginen
vink passion for plastics Tekniset tiedot Tekniset tiedot polytetrafluorieteeni tunnetaan paremmin nimellä Teflon. Amerikkalainen DuPont kehitti materiaalin toisen maailmansodan aikana ja siitä tuli strateginen
vi) Oheinen käyrä kuvaa reaktiosysteemin energian muutosta reaktion (1) etenemisen funktiona.
 Oheinen käyrä kuvaa reaktiosysteemin energian muutosta reaktion (1) etenemisen funktiona.") 3 Tehtävä 1. (8 p) Seuraavissa valintatehtävissä on esitetty väittämiä, jotka ovat joko oikein tai väärin. Merkitse paikkansapitävät väittämät rastilla ruutuun. Kukin kohta voi sisältää yhden tai useamman
3 Tehtävä 1. (8 p) Seuraavissa valintatehtävissä on esitetty väittämiä, jotka ovat joko oikein tai väärin. Merkitse paikkansapitävät väittämät rastilla ruutuun. Kukin kohta voi sisältää yhden tai useamman
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Nanoteknologian kokeelliset työt vastauslomake
 vastauslomake 1. Hydrofobiset pinnat Täydennä taulukkoon käyttämäsi nesteet tutkittavat materiaalit. Merkitse taulukkoon huomioita nesteiden käyttäytymisestä tutkittavalla materiaalilla. Esim muodostaa
vastauslomake 1. Hydrofobiset pinnat Täydennä taulukkoon käyttämäsi nesteet tutkittavat materiaalit. Merkitse taulukkoon huomioita nesteiden käyttäytymisestä tutkittavalla materiaalilla. Esim muodostaa
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään
 Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Metallivaahtolujitteiset ballistiset suojausmateriaalit, osa III Tilanne 31.10.2011 Mikko Nieminen ja Tuomo Tiainen
 Metallivaahtolujitteiset ballistiset suojausmateriaalit, osa III Tilanne 31.10.2011 Mikko Nieminen ja Tuomo Tiainen 1 Kolmivuotinen Matinen rahoittama tutkimushanke, käynnissä kolmas vuosi Toteuttajatahot:
Metallivaahtolujitteiset ballistiset suojausmateriaalit, osa III Tilanne 31.10.2011 Mikko Nieminen ja Tuomo Tiainen 1 Kolmivuotinen Matinen rahoittama tutkimushanke, käynnissä kolmas vuosi Toteuttajatahot:
Ohutlevymateriaalien korroosio merivesiolosuhteissa
 Ohutlevymateriaalien korroosio merivesiolosuhteissa Ohutlevypäivät Esittely - korroosiotutkimukset Hanke WP 1 Materiaalit Korroosiotestaukset Testitulokset Mitä vielä tutkitaan Mitä olisi kiinnostava tutkia
Ohutlevymateriaalien korroosio merivesiolosuhteissa Ohutlevypäivät Esittely - korroosiotutkimukset Hanke WP 1 Materiaalit Korroosiotestaukset Testitulokset Mitä vielä tutkitaan Mitä olisi kiinnostava tutkia
ELINTARVIKEVALVONNAN VALVONTAPROJEKTIT VUONNA 2005
 ELINTARVIKEVALVONNAN VALVONTAPROJEKTIT VUONNA 2005 2 SISÄLLYSLUETTELO MAAKUNNALLINEN LAITOSKEITTIÖIDEN PINTAPUHTAUSPROJEKTI...3 Yhteenveto ja pintapuhtauden parantaminen...6 MYYMÄLÖIDEN PINTAPUHTAUSNÄYTTEIDEN
ELINTARVIKEVALVONNAN VALVONTAPROJEKTIT VUONNA 2005 2 SISÄLLYSLUETTELO MAAKUNNALLINEN LAITOSKEITTIÖIDEN PINTAPUHTAUSPROJEKTI...3 Yhteenveto ja pintapuhtauden parantaminen...6 MYYMÄLÖIDEN PINTAPUHTAUSNÄYTTEIDEN
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Vapaataontapuristimien puristusvoima on 80/100, 55 ja 20 meganewtonia. Niillä voidaan takoa jopa 160 tonnin painoisia kappaleita.
 www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
YMPÄRISTÖSELOSTE Kuumavalssatut teräslevyt, -ohutlevyt ja -kelat
 YMPÄRISTÖSELOSTE Kuumavalssatut teräslevyt, -ohutlevyt ja -kelat www.ruukki.fi Tuotekuvaus Ruukki on erikoistunut vaativien käyttökohteiden materiaaleihin, joilta edellytetään lujuutta, kestävyyttä ja
YMPÄRISTÖSELOSTE Kuumavalssatut teräslevyt, -ohutlevyt ja -kelat www.ruukki.fi Tuotekuvaus Ruukki on erikoistunut vaativien käyttökohteiden materiaaleihin, joilta edellytetään lujuutta, kestävyyttä ja
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET
 SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
Chem-C2400 Luento 3: Faasidiagrammit Ville Jokinen
 Chem-C2400 Luento 3: Faasidiagrammit 16.1.2019 Ville Jokinen Oppimistavoitteet Faasidiagrammit ja mikrorakenteen muodostuminen Kahden komponentin faasidiagrammit Sidelinja ja vipusääntö Kolmen faasin reaktiot
Chem-C2400 Luento 3: Faasidiagrammit 16.1.2019 Ville Jokinen Oppimistavoitteet Faasidiagrammit ja mikrorakenteen muodostuminen Kahden komponentin faasidiagrammit Sidelinja ja vipusääntö Kolmen faasin reaktiot
Betonikivien soveltuvuus ajoneuvoliikennealueille
 Betonikivien soveltuvuus ajoneuvoliikennealueille Betonikiviä on käytetty Suomessa päällystämiseen jo 1970-luvulta lähtien. Niiden käyttöä perusteltiin muun muassa asfalttia paremmalla kulutuskestävyydellä,
Betonikivien soveltuvuus ajoneuvoliikennealueille Betonikiviä on käytetty Suomessa päällystämiseen jo 1970-luvulta lähtien. Niiden käyttöä perusteltiin muun muassa asfalttia paremmalla kulutuskestävyydellä,
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
Ellinghamin diagrammit
 Ellinghamin diagrammit Ilmiömallinnus prosessimetallurgiassa Syksy 2015 Teema 1 - Luento 2 Tavoite Oppia tulkitsemaan (ja laatimaan) vapaaenergiapiirroksia eli Ellinghamdiagrammeja 1 Tasapainopiirrokset
Ellinghamin diagrammit Ilmiömallinnus prosessimetallurgiassa Syksy 2015 Teema 1 - Luento 2 Tavoite Oppia tulkitsemaan (ja laatimaan) vapaaenergiapiirroksia eli Ellinghamdiagrammeja 1 Tasapainopiirrokset
YMPÄRISTÖSELOSTE Kylmävalssatut teräslevyt, -ohutlevyt ja -kelat
 YMPÄRISTÖSELOSTE Kylmävalssatut teräslevyt, -ohutlevyt ja -kelat www.ruukki.fi Tuotekuvaus Ruukin laaja tuotevalikoima kylmävalssattuja teräslajeja sisältää muovattavia ja lujia muovattavia teräksiä, säänkestäviä
YMPÄRISTÖSELOSTE Kylmävalssatut teräslevyt, -ohutlevyt ja -kelat www.ruukki.fi Tuotekuvaus Ruukin laaja tuotevalikoima kylmävalssattuja teräslajeja sisältää muovattavia ja lujia muovattavia teräksiä, säänkestäviä
SYLINTERIPUTKET JA KROMATUT TANGOT
 SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
Valurauta ja valuteräs
 Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
Stanislav Rusak CASIMIRIN ILMIÖ
 Stanislav Rusak 6.4.2009 CASIMIRIN ILMIÖ Johdanto Mistä on kyse? Mistä johtuu? Miten havaitaan? Sovelluksia Casimirin ilmiö Yksinkertaisimmillaan: Kahden tyhjiössä lähekkäin sijaitsevan metallilevyn välille
Stanislav Rusak 6.4.2009 CASIMIRIN ILMIÖ Johdanto Mistä on kyse? Mistä johtuu? Miten havaitaan? Sovelluksia Casimirin ilmiö Yksinkertaisimmillaan: Kahden tyhjiössä lähekkäin sijaitsevan metallilevyn välille
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /