Kimmo Karvonen KERAAMILLA PINNOITETTUJEN SIVELYTERIEN KOEKÄYTTÖ HIENOPAPERIN PÄÄLLYSTYKSESSÄ
|
|
|
- Marika Keskinen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Kimmo Karvonen KERAAMILLA PINNOITETTUJEN SIVELYTERIEN KOEKÄYTTÖ HIENOPAPERIN PÄÄLLYSTYKSESSÄ
2 KERAAMILLA PINNOITETTUJEN SIVELYTERIEN KOEKÄYTTÖ HIENOPAPERIN PÄÄLLYSTYKSESSÄ Kimmo Karvonen Opinnäytetyö Kevät 2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
3 TIIVISTELMÄ Oulun seudun ammattikorkeakoulu Kone- ja tuotantotekniikka, tuotantotalous Tekijä: Kimmo Karvonen Opinnäytetyön nimi: Keraamilla pinnoitettujen sivelyterien koekäyttö paperin päällystyksessä Työn ohjaajat: Jukka Kinnula, Tomi Seppä, Jukka Isometsä, Rami Keisu Työn valmistumislukukausi ja -vuosi: kevät 2012 Sivumäärä: liitettä Tässä opinnäytetyössä tutkittiin keraamilla pinnoitettujen sivelyterien käyttöä paperin päällystyskoneella. Keraamilla pinnoitettuja sivelyteriä verrattiin nykyisin käytössä oleviin jousiterästeriin. Työn tavoitteena oli selvittää, kannattaako päällystyskoneella alkaa käyttää keraamilla pinnoitettuja teriä. Työn vertailukohteina käytettiin päällystyskoneen ajettavuutta, paperin laatua, terien käytettävyyttä ja terien kustannuksia. Ajettavuutta terien välillä vertailtiin katkomäärän muuttumisena. Paperin laatua mitattiin paperin poikkiprofiilien eroilla ja laatuarvojen muutoksilla. Terien käytettävyydessä tutkittiin pinnoitettujen terien käytön eroavaisuuksia verrattuna tavallisiin teriin. Terien kustannustehokkuudessa vertailtiin pinnoitettujen terien katkokustannusta tavallisten terien katkokustannukseen. Työn teoriaosuudessa käytiin läpi paperin päällystyksen yleisimmät päällystysmenetelmät: sivelytelapäällystin, lyhytviipymäapplikointi ja suutinapplikointi. Muita käsiteltyjä asioita olivat päällystyslaitteisto, päällystyspasta, päällystetyn paperin laadulliset ominaisuudet ja tutkittujen sivelyterien ominaisuudet. Käytännön osuus suoritettiin koeajoina off-machine-tyyppisellä päällystyskoneella. Koeajojen yhteydessä selvitettiin päällystyskoneen nykytila, jotta voitiin tutkia, mitä muutoksia pinnoitettujen terien käyttöönotto vaatisi. Koeajoissa selvisi, että keraamisia sivelyteriä käytettäessä paperin kiilto- ja sileysarvot paranevat useilla paperilajeilla. Paperin poikkiprofiilit jäivät kuitenkin huonommalle tasolle kuin tavallisia teriä käytettäessä. Pinnoitetut terät eivät parantaneet ajettavuutta tarpeeksi, jotta niiden kustannus olisi ollut pienempi kuin peltiterien. Pinnoitetut terät kuluttivat päällystyskoneen vastateloja toisin kuin tavalliset. Työssä selvisi, että päällystyskoneella ei kannata ottaa pinnoitettuja teriä jatkuvaan käyttöön tällä hetkellä. Koneeseen vaadittaisiin työssä esitettyjä jatkotoimenpiteitä, jotta pinnoitetut terät toimisivat tavallisia teriä paremmin. Asiasanat: sivelyterä, kaavinterä, kaavari, paperin päällystys, keraamipinnoite 3
4 ABSTRACT Oulu University of Applied Sciences Mechanical and Production Engineering, Production Economics Author: Kimmo Karvonen Title of thesis: Test Use of Ceramic Coated Coating Blades in Fine Paper Coating Supervisors: Jukka Kinnula, Tomi Seppä, Jukka Isometsä, Rami Keisu Term and year when the thesis was submitted: spring 2012 Pages: appendices The goal of this thesis was to study the use of ceramic coating blades in paper coating process. The ceramic coated blades were compared to the regular steel blades. The aim was to clarify if the ceramic coated blades should be used instead of the regular steel blades. The baseline of this thesis was to find out how the ceramic coated blades affect the usability of the coating machine and the quality of the paper as well as the usage and cost of the blades. In the usability, the amount of the web breaks was compared between the two different blade types. The surface properties and coat weight profiles of the paper were compared with the paper quality. The costs between the two blade types were compared with the web break costs. The theory part of the thesis studied essential questions of the coating of the paper. The main topics of the theory part were the most mutual paper coating methods, paper coating equipment, the coating colour and quality properties in paper coating. The test runs were accomplished by an off-machine paper coater. Before the test runs, the present state of the coater was studied to find out what changes the coating machine would need to work fully with the ceramic coated coating blades. In the test runs it was found out that the gloss and smoothness of the paper were improved by the ceramic coated blades on several paper types. The coat weight profiles of the paper were poorer than with the regular steel blades. The ceramic coated blades did not improve usability enough to benefit from the use of the regular steel blades. The backing rolls of the coater were more worn out with the ceramic coated blades than with the regular ones. The coater would need changes to achieve benefits from the use of the ceramic coated blades. At the moment it is not reasonable to change the blade type. Keywords: coating blade, ceramic, paper coating, coating 4
5 ALKULAUSE Haluan kiittää Stora Enson Oulun tehtaan henkilökuntaa: tuotantomestari Rami Keisua, tuote- ja prosessikehityspäällikkö Olli Siiskosta, tuotantoinsinööri Jukka Isometsää, tuotantojohtaja Mauri Koivurantaa, päällystyskoneen prosessinhoitajia ja kehitysosastoa. Työn aiheesta haluan kiittää käyttöpäällikkö Tomi Seppää. Lisäksi kiitän lehtori Jukka Kinnulaa ja lehtori Tuija Juntusta. Oulussa Kimmo Karvonen 5
6 SISÄLLYS TIIVISTELMÄ 3 ABSTRACT 4 ALKULAUSE 5 SISÄLLYS 6 1 JOHDANTO 8 2 PAPERIN TERÄPÄÄLLYSTYS Päällystyksen tarkoitus Päällystysmenetelmiä Sivelytelapäällystin Lyhytviipymäapplikointi Suutinapplikointi Päällystyslaitteisto Aukirullaus Kiinnirullaus Päällystysasema Kuivatuslaitteet Päällystyspasta Pigmentit Sideaineet Lisäaineet Päällystetyn paperin laatu Kiilto ja sileys Mottling 17 3 TERÄKAAVINTA PÄÄLLYSTYKSESSÄ Kaavinterän kuormitus Terään vaikuttavia voimia Koneensuuntainen päällystemäärän hallinta Poikkisuuntainen päällystemäärän hallinta Päällystemäärän hallinta Peltiset sivelyterät Keraamilla pinnoitetut sivelyterät 22 6
7 4 SIVELYTERÄT PPK7:LLÄ Nykytilanne Koeajot keraamilla pinnoitetuilla sivelyterillä Koeajojen tavoitteet Koeajot yritys X:n pinnoitetuilla sivelyterillä Koeajot yritys Y:n pinnoitetuilla sivelyterillä Keraamilla pinnoitettujen sivelyterien käyttökokemuksia 29 5 TULOSTEN ARVIOINTI Laatuarvot ja painettavuus Paperin poikkiprofiilit Ajettavuus Käytettävyys Kustannustarkastelu 42 6 YHTEENVETO Työn eteneminen Ratkaisut ja jatkotoimenpiteet 45 LÄHTEET 48 LIITTEET 50 7
8 1 JOHDANTO Oulun Stora Enson päällystyskone 7:llä (PPK7) on käytössä jousiteräksestä valmistetut sivelyterät, jotka kuluvat konetta ajettaessa. Kulumisen vuoksi terät joudutaan vaihtamaan tietyin väliajoin. Terien vaihto aiheuttaa hylkypaperia ja menetettyä tuotantoaikaa, mikä vaikuttaa paperilinjan kokonaishyötysuhteeseen. Lisäksi vaihdon aikana on vaarana katkaista paperirata. Nykyään on saatavilla keraamipinnoitettuja sivelyteriä, jotka mahdollistavat pidemmän yhtenäisen ajojakson. Pidemmillä ajojaksoilla olisi positiivinen vaikutus linjan tuottavuuteen. Terien kulumispinta on pinnoitettu keraamisella seoksella, minkä ansiosta terä ei juuri kulu käytössä. Työn tarkoituksena on selvittää pinnoitettujen sivelyterien haitat ja edut suhteessa nykyisin käytettäviin jousiterässivelyteriin, joita kutsutaan tässä työssä peltiteriksi. Vertailukohteina ovat laatu, ajettavuus, käytettävyys ja kustannustehokkuus. Pinnoitettuja teriä tilataan eri toimittajilta ja niiden välisiä eroja tutkitaan koeajoilla. Tietoa kerätään myös muiden keraamisiin sivelyteriin siirtyneiden tehtaiden kokemuksista. Työn teettäjä on Stora Enson Oulun tehtaan paperikone 7. PK7 valmistaa hienopaperia. Paperin raaka-aineena käytetään happivalkaistua sellua, joka pumpataan tehtaalle omasta sellutehtaasta. Yhdessä PK6:n kanssa kapasiteetti on tonnia paperia vuodessa. Tehtaan tuotenimet ovat Lumiart ja Lumisilk. Lumiart on puuvapaa täyspäällystetty kiiltävä paperi erittäin vaativiin graafisiin painotöihin. Kiiltävät paperit soveltuvat erinomaisesti korkeatasoisiin painojulkaisuihin. LumiSilk on puuvapaa päällystetty silkkimattapaperi. Sen heijastamaton sileä pinta tarjoaa erinomaisen paino- ja kiiltokontrastin. (1.) 8
9 2 PAPERIN TERÄPÄÄLLYSTYS 2.1 Päällystyksen tarkoitus Paperin päällystyksellä tarkoitetaan paperin tai kartongin pinnan päällystämistä pigmentin, sideaineiden ja lisäaineiden seoksella. Tarkoituksena on muodostaa hyvät painatusominaisuudet ja hyvän ulkonäön omaava pinta. Normaalisti päällystys suoritetaan levittämällä päällyste vesiseoksena tasaiseksi kerrokseksi paperin pinnalle ja kuivaamalla ylimääräinen vesi pois. Väriltään päällysteet ovat valkoisia. Hyvät painettavuusominaisuudet vaativat tasaisesti painoväriä vastaan ottavan, sileän, valkoisen ja tasaisen kiillon omaavan pinnan, jolla on myös painomenetelmän vaatima pintalujuus. (2, s. 5-6.) Päällystämättömän paperin pinta on karhea ja huokoinen. Kuitenkin pohjapaperin ominaisuudet ovat ratkaisevan tärkeät lopputuotteen ominaisuuksille. Päällystyksen ensisijainen tavoite on tasoittaa paperin pinnassa olevat karheudet ja samalla liimata paperin pinnan raaka-ainepartikkelit toisiinsa niin, etteivät ne irtoa painatusprosessissa. (3, s ) Paperi ja kartonki voidaan päällystää joko molemmilta puolilta tai vain toiselta puolelta, joko erillisillä asemilla tai molemmat puolet yhtä aikaa. Päällystyksen vaikutus painettavuuteen ilmenee mm. seuraavista seikoista: vähentää painovärin tarvetta vähentää värin leviämistä ja lisää painojäljen terävyyttä lisää painojäljen kiiltoa lisää opasiteettia ja vähentää läpipainamista lisää yleensä vaaleutta. (4, s. 184.) 2.2 Päällystysmenetelmiä Päällystystapahtuma käsittää kaksi vaihetta. Ensimmäisessä vaiheessa päällyste applikoidaan eli sivellään. Toisessa vaiheessa päällyste tasoitetaan. Eri päällystyslaitteiden välinen ero onkin siinä, miten pasta tuodaan rainan pinnalle 9
10 eli applikointitapahtumassa ja siinä tapahtuvassa penetraatiossa. Penetraatiolla tarkoitetaan päällystyspastan ja erityisesti siinä olevan veden ja sideaineen tunkeutumista pohjapaperin huokoisiin. (4, s. 191.) Yleisin pigmenttipäällystysmenetelmä on teräpäällystys. Teräpäällystysasema voi olla lyhytviipymäpäällystin tai sivelytelapäällystin tai näiden välimuoto, suutinapplikoinnilla varustettu päällystysasema. Teräpäällystimien lisäksi voidaan päällystää myös muun muassa sauvapäällystimellä, filminsiirtopäällystimellä ja ilmaharjapäällystimellä. (4, s. 191.) Sivelytelapäällystin Sivelypäällystyksessä päällystysseos nostetaan vastatelan tukeman paperiradan alapinnalle seosaltaassa pyörivän applikointitelan avulla. Rainan pinnalle jäävän seoskerroksen paksuuteen vaikuttavat telojen välisen raon suuruus, seoksen ominaisuudet, sivelytelan nopeus sekä telojen halkaisijat ja kovuudet. Hyvän päällystystuloksen aikaansaamiseksi on applikointiraon oltava aina täynnä pastaa. Tämä rajoittaa sivelytelan miniminopeuden käytännössä tasolle % rainan nopeudesta. Liian alhainen applikointitelan nopeus aiheuttaa päällystämättömiä laikkuja. Suuren applikointipaineen lisäksi tyypillistä laitteelle on pitkä matka applikoinnista terälle. (4, s ) Lyhytviipymäapplikointi Lyhytviipymäapplikoinnissa päällysteseos johdetaan aivan terän takana olevaan applikointikammioon. Kammion yhden sivun muodostaa liikkuva, vastatelan tukema pohjaraina. Liikkuva pohjaraina aiheuttaa applikointikammiossa pyörteen. Rainan pinnassa pastan virtausnopeus on sama kuin rainanopeus, mutta se laskee kammion keskustaan päin siirtyessä. Suurin osa syötettävästä päällysteseoksesta johdetaan takaisin kiertoon ns. säätöreunan kärjen ja paperin välisestä raosta. (4, s ) Pienen applikointipaineen, lyhyen viipymäajan ja pohjarainan kuitujen vähäisen turpoamisen takia muodostuu lyhytviipymäpäällystyksessä saatava enimmäis- 10
11 päällystemäärä pienemmäksi kuin vastaavissa oloissa applikointitelapäällystyksessä. Toisaalta minimipäällystemäärä saavutetaan applikointitelapäällystystä helpommin, koska rainaa ei rasiteta suurella teräpaineella. (4, s. 193.) Lyhytviipymäapplikoinnin ongelmana on suurilla ajonopeuksilla näkyvä vanaisuus päällysteessä. Lisäksi rainan mukana tuleva ilma voi päästä applikointivyöhykkeelle ja aiheuttaa laikullisuutta. (4, s. 193.) Suutinapplikointi Suutinapplikoinnissa pasta ammutaan paperiradalle suuttimesta, joka on koko paperiradan levyinen. Itse suuttimessa on rako, joka on 0,6-2 mm auki. Suutin sijaitsee vastatelan alla, ja sen etäisyys vastatelasta on 5-20 mm. Suutinapplikoinnin etuna on paperiradalle applikoitavan pastan tasaisuus. Pastan virtauksen nopeudella säädetään pastan paksuus ja laatu ajettaessa. (5, s ) Suutinapplikointipäällystimiä käytetään tavallisesti suurkulma-alueella, ja kyseisillä päällystysasemilla voidaan kattaa hyvin laaja päällystemääräalue g / m. Päällystemääräalueeseen voidaan vaikuttaa lisäksi viipymämatkaa muuttamalla. (6.) Jet-suuttimella varustetuissa suutinapplikointipäällystimissä käytetään tavallisesti terän tuentaan ja vakiokärkikulmaan perustuvia kaavinteräpalkkeja. Applikoidun pastan määrää voidaan säätää pastan syöttömäärää muuttamalla. Jetaseman toimintaan vaikuttaa oleellisesti ilmanpoistin. Jet-suutin syöttää pastaa suoraan paperirainan pintaan, joten pastassa olevat ilmakuplat aiheuttavat päällysteettömiä alueita paperin pinnalle. Tästä syystä ilmanpoistimet poistavat suuret ilmakuplat pastasta. (4, s. 194.) 2.3 Päällystyslaitteisto Päällystyskoneen sijoituksen mukaisesti voidaan erottaa kaksi perustapaa, jotka ovat konepäällystys ja erillispäällystys. Konepäällystys (on machine coating) 11
 2.3.1 Aukirullaus Paperin syöttö erillispäällystyskoneeseen tapahtuu aina jonkinlaisesta aukirullauspukista.")
12 suoritetaan paperikoneen yhteyteen sijoitetulla laitteistolla. Erillispäällystys (off machine coating) suoritetaan erillisellä päällystyskoneella. (Kuva 1.) (2, s. 7.) KUVA 1. Päällystyskoneen rakenne: 1. aukirullain, 2. päällystysasema, 3. kuivattimet, 4. kiinnirullain (4, s. 200) Aukirullaus Paperin syöttö erillispäällystyskoneeseen tapahtuu aina jonkinlaisesta aukirullauspukista. Aukirullauspukin avulla rulla puretaan hallitusti ja rata keskitetään oikealle kohdalle. Aukirullauspukki mahdollistaa tasaisen ratajännityksen ylläpitämisen rullan halkaisijasta ja nopeudenmuutoksista huolimatta. Rullanvaihto konetta pysäyttämättä, jopa täydessä vauhdissa on mahdollista aukirullauspukin avulla. (7, s. 29.) Kiinnirullaus Päällystyskoneen loppupäässä on kiinnirullausyksikkö. Kiinnirullauksessa syntyy yleensä niin sanottu konerulla. Konerulla voi sisältää aloitushylyn, katkoksia ja koneen säätöjen aikana syntynyttä hylkyä. Kiinnirullauspukin pitää pystyä rullaamaan tehty tuote koneen maksimi tuotantonopeudella oikeaan kireyteen aiheuttamatta virheitä valmistettavaan tuotteeseen. Rullanvaihto pitää pystyä tekemään mieluimmin täydessä vauhdissa. (7, s. 30.) 12
 (2, s. 56; 63.")
13 2.3.3 Päällystysasema Päällystysaseman tehtävänä on muodostaa liikkuvalle radalle oikeamääräinen ja sileäpintainen pastakerros joko radan toiselle tai molemmille puolille. Yleisimmin käytetyn teräpäällystysaseman pääosat ovat runko vastatela sively- tai pursotinlaite nostomekanismeineen kaavinterä pitimineen, runkoineen ja kuormituslaitteineen. (Kuva 2.) (2, s. 56; 63.) Kuva 2. Jet-suutinpäällystysaseman osat ja toimintaperiaate (5, s. 475) Erityyppisten päällystettyjen paperilajien vaatimukset ovat erilaisia, mitkä asettavat omat suorituskykykriteerit päällystysasemille. Päällystysasemalla voidaan vaikuttaa seuraaviin päällysteen laatutekijöihin: päällysteen konesuuntainen profiili päällysteen poikkiprofiili viirut 13
14 päällysteen juovikkuus päällysteen sileys ja sileyden tasaisuus päällysteen kiilto ja kiillon tasaisuus painojäljen kiilto ja sen tasaisuus pintalujuus. (6.) Kuivatuslaitteet Päällystysaseman jälkeen paperi kuivatetaan erilaisilla kuivatinyhdistelmillä, joista yleisimmät ovat erityyppiset infrakuivattimet, ilmakuivattimet ja kuivatussylinterit. Kuivatuksen alussa päällyste on vielä märkää ja helposti vaurioituvaa, joten sitä on kuivatettava riittävästi ennen kosketusta päällystetylle puolelle. (8, s ) 2.4 Päällystyspasta Päällystystekniikka eli päällystykseen käytettävä laitteisto asettaa pastalle aina joitakin vaatimuksia. Jos kuitenkin pastan raaka-aineet halutaan valita lopputuotteelta vaadittavien laatuominaisuuksien perusteella, pastaresepti ohjaa päällystyksessä käytettävän tekniikan valintaa. Pastan valinta ja optimointi laadun ja ajettavuuden suhteen onkin usein laadun ja ajettavuuden kompromissi. (6.) Päällystyspastaa suunniteltaessa on tunnettava paperi- tai kartonkikoneen ja käytetyn päällystysprosessin ominaisuudet. Seuraavaksi on tunnettava pohjapaperin ominaisuudet ja painomenetelmä, jolla paperi on tarkoitus painaa. Paperiominaisuuksien lisäksi on otettava huomioon pastan ajettavuusominaisuudet. Kun tiedetään, millä pastareseptillä ja raaka-aineilla tavoitteet saavutetaan, valitaan taloudellisesti edullisin ratkaisu. (6.) Päällystyspasta valmistetaan sekoittamalla vesi, pigmentit, sideaineet ja paksuntaja sekä mahdolliset lisäaineet. Käytetyt aineet vaikuttavat pastan fysikaalisiin ominaisuuksiin päällystyksen aikana. Ominaisuuksista tärkeimmät ovat pastan vesiretentio eli vedenpidätyskyky, reologia eli paperin käyttäytyminen 14
15 rasituksen alaisena ja viskositeetti. Vaikka pasta saattaa olla monenkin erilaisen aineen seos, se voidaan kuitenkin karkeasti jakaa käyttäytymisensä puolesta kahteen osaan: pigmentteihin ja nesteeseen. Pigmentteihin kuuluvat kaikki pigmentit ja neste, joka sisältää periaatteessa muut aineet eli nesteeseen liuenneet ja sen mukana liikkuvat aineet. Pastan pigmenttien ja nestefaasin käyttäytyminen päällystysprosessissa vaikuttaa pastan vesiretentioon ja viskositeettiin. (6.) Pigmentit Pigmenttien osuus päällysteen kuiva-aineesta on yleensä %, joten se pääasiassa määrää päällysteen laadun ja ominaisuudet. Yleisimpiä pigmenttejä ovat kalsiumkarbonaatti ja talkki. Päällystykseen käytetään useimmiten kahden tai useamman pigmentin seosta. (2, s. 15.) Pigmentin partikkelikoko on yleensä vain muutaman mikrometrin. Mitä pienempi partikkelikoko on, sitä kiiltävämpää on paperi. Myös pigmenttipartikkelin muodolla on vaikutusta päällysteen ominaisuuksiin. Esimerkiksi levymäisellä partikkelilla saadaan päällysteelle hyvä kiilto ja tiiveys. Levymäisellä partikkelilla on kuitenkin suuri sideaineen tarve. Pigmenttejä on myös kuutio- ja sauvamaisissa muodoissa. (5, s ; 4, s. 188.) Kalsiumkarbonaattia käytetään pääasiassa lisäämään päällysteen vaaleutta ja huokoisuutta, titaanioksidia lisäämään opasiteettia, alumiinioksidia lisäämään vaaleutta ja satiininvalkoista lisäämään kiiltoa. Jauhetun kalsiumkarbonaatin avulla pystytään vähentämään pinnan kiiltoa. (2, s ) Sideaineet Sideaineen tehtävä on sitoa pigmenttipartikkelit toisiinsa ja pohjapaperiin. Sideaineen osuus pastassa on yleensä 5-25 %. Tärkkelys on yleisin vesiliukoinen sideaine, jota saadaan esimerkiksi perunasta, maissista ja vehnästä. Tärkkelystä käytetään yleensä lateksin kanssa, koska lateksipastoissa se toimii viskositeetin nostajana ja vesiretention parantajana. (4, s. 188.) 15
16 Polyvinyylialkoholi (PVA) on sidosvoimaltaan paras päällystyksessä käytetyistä sideaineista. Sitä käyttämällä voidaan pienentää pastan kokonaissideainemäärää. PVA:n käyttöä rajoittaa sen muita sideaineita kalliimpi hinta ja vaikea reologia. (4, s. 188.) Lateksit ovat pieniä muovipartikkeleita vedessä. Niiden valmistukseen käytetään monomeereiksi kutsuttavia pienimolekyylisiä aineita. Päällystyslatekseissa esiintyviä monomeereja ovat muun muassa styreeni, butadieeni, vinyyliasetaatti, butyyliakrylaatti ja metyylimetakrylaatti. Lateksien etuina ovat tasalaatuisuus, hyvä sidoslujuus ja helppokäyttöisyys. (4, s ) Lisäaineet Lisäaineiden annosteltu määrä on yleensä vain alle 1 %. Lisäaineilla on lukuisia eri tehtäviä, kuten optisten ominaisuuksien (OBA) tai värisävyn säätö sekä kuiva- tai märkälujuuden parantaminen (glyoksaali, hartsiliimat). (6.) Vaahdonestoaineita käytetään estämään vaahdon muodostusta pastan valmistus- ja käsittelylaitteissa. Vaahdonestoaineita ovat esimerkiksi alkoholit, eetterit ja kasviöljyt. (4, s. 189.) Säilöntäaineita käytetään erityisesti silloin, kun pasta sisältää bakteerien vaikutukselle alttiita luonnon sideaineita. Bakteeritoiminnan aiheuttama pilaantuminen vaikuttaa haitallisesti pastan ph-arvoihin, viskositeettiin, väriin sekä hajuhaittoihin. Yleisin käytetty säilöntäaine on booraksi. (4, s. 189.) Voiteluaineet vaikuttavat toisaalta pastan sisäisiin virtausominaisuuksiin ja vähentävät pastan ja päällystyslaitteiden välistä kitkaa sekä toisaalta lisäävät päällystyskerroksen joustavuutta estäen kerroksen murtumisen. Yleisiä voiteluaineita ovat kalsiumstearaatti ja rasvahappojen suolat. (4, s. 189.) Pastan ominaisuuksien vaatiman ph-arvon tai painatuksen vaatiman tietyn pinta-ph-arvon saavuttamiseen käytetään ph:n säätöaineita. Näitä aineita ovat esimerkiksi natriumhydroksidi ja ammoniakki. (4, s. 189.) 16
17 2.5 Päällystetyn paperin laatu Kiilto ja sileys Kiiltotason perusteella paperi voidaan jakaa kiiltäviin ja mattapapereihin. Eri paperilajeilla on tyypilliset kiiltotasot. Kiilto mitataan optisella heijastuksella. Käytetyin mittausmenetelmä on Hunter-kiilto, jonka yksikkö on [%]. (3, s. 31.) Paperin kiilto on merkki pinnan sileydestä. Sileys vaikuttaa paperin visuaaliseen ulkonäköön. Lisäksi sillä on merkitystä paperin painatuksessa. Sileyden yleinen mittausmenetelmä on PPS (Parker Print Surf), jonka yksikkö on [µm]. Menetelmä perustuu tasaisen metallipinnan ja paperin välisestä karheuden aiheuttamista raoista virtaavan ilmamäärän mittaukseen. (3, s. 31.) Kiilto on suure, joka ennustaa painojäljen laatua. Painamattoman paperin kiillolla on suuri vaikutus painamisen jälkeiseen kiiltoon. Korkea painamaton kiilto johtaa korkeaan painettuun kiiltoon. Monissa tapauksissa painettu kiilto vaikuttaa myös musteen asettumiseen. ( 4, s. 104; 5, s ) Jotta saavutetaan korkea painettu kiilto, vaaditaan joko sileyttä paperilta tai, että mustekerros täyttää rosoisen paperin pinnan muodostaen sileän pintakerroksen. Tämä on mahdollista, jos rosoisuuden syvyys on pienempi kuin mustekerroksen paksuus. Mattapaperia valmistetaan nostamalla karheutta hieman, jotta kiilto vähenee. (9, s. 234.) Mottling Mottling tarkoittaa painojäljen epätasaisuutta, joka näkyy pilvisyytenä erityisesti isoilla ja tasaisilla väripinnoilla. Epätasaisuuden syynä voi olla esimerkiksi pohjapaperin huono formaatio eli pienimittakaavainen neliömassavaihtelu, päällystyspastan asettumis- ja kuivumishäiriöt sekä häiriöt painatuksessa. (3, s. 38.) Mottlingia voidaan mitata esimerkiksi digitaalisella kuva-analyysillä. Kuvaanalyysilaitteiston visuaalinen tarkastelukyky on tarkempi kuin ihmisen. Se voi- 17
18 daan ohjelmoida huomaamaan vaihtelevuudet monella erilaisella painoalueella. (5, s. 418) 18
19 3 TERÄKAAVINTA PÄÄLLYSTYKSESSÄ Teräpäällystimiksi kutsutaan päällystimiä, joissa seoskerroksen tasoitus tapahtuu säädettävän terän avulla. Normaalirakenteisessa teräpäällystimessä on kumipintainen vastatela, jonka pinnalla paperirata kulkee päällystyshetkellä. (6.) Päällystettä siirretään ylen määrin radan pintaan ja liika seos poistetaan sekä pinta tasoitetaan vastatelan tukemaa rataa painamalla kaavinterällä. Teräpäällystyksessä vaikuttavina tekijöinä pohjapaperin ja päällyste-seoksen ominaisuuksien lisäksi ovat muun muassa terägeometria, terän kuormitustapa, teräkulman muutokset, terän kuluminen, koneen ajonopeus, vastatelan kunto sekä applikointitapa ja applikoinnin tasaisuus. Teräpäällystyksellä saatava päällysteen rakenne sopii hyvin syväpainettaville papereille ja kartongeille. (2, s. 59; 6.) 3.1 Kaavinterän kuormitus Terään vaikuttavia voimia Kaavinterään vaikuttaa voimia kaapimisalueella ja terän kärjen alla. Terään vaikuttaa terään törmäävästä pastasta johtuva impulssivoima. Terän alla vaikuttavat ainakin hydrodynaaminen voima, kitkavoima ja rainan kuitujen aiheuttama tukivoima. Impulssivoima johtuu poiskaavattavan massavirran suunnanmuutoksista sen törmätessä terään. Impulssivoima pinta-alaa kohti muodostaa patopaineen. Kitkallinen virtaus kahden tason välissä kiilamaisessa raossa aiheuttaa tasoja erilleen työntävän hydrodynaamisen voiman. (4, s ) Koneensuuntainen päällystemäärän hallinta Koneensuuntaista (MD eli machine direction) päällystemäärää hallitaan muuttamalla kaavinterän kuormaa tai kulmaa. Sivelytela- tai suutinapplikointipäällystyksessä säädetään joko kuormaa tai kulmaa riippuen ajo-olosuhteista. Kaavinterän kuormitus voidaan jakaa kolmeen perustapaukseen: 19
20 terän kuormitusvoiman muuttaminen siten, että terän kärkikulma muuttuu samanaikaisesti terän kuormitusvoiman muuttaminen siten, että terän kärjessä todellinen kulma pysyy vakiona teränkulman muuttaminen kuormituksen pysyessä vakiona. (5, s. 592; 4, s. 195.) Terää voidaan kuormittaa joko joustavalla kuormitusletkulla tai jäykän kuormituslistan avulla. Letkukuormitus sopii paremmin ohuille papereille ja pienille päällystemäärille. Sen etuja ovat seuraavat: terän suurempi joustavuus, mikä parantaa ajettavuutta terä joustaa helpommin myös paikallisesti, jolloin yksittäiset partikkelit kulkevat terän ali helposti jäykkää kuormitusta tunteettomampi terän kulumiselle, vastatelan kulumiselle ja muotovirheille sekä vastatelan ja teräpalkin yhdensuuntaisuusvirheille yksinkertainen kuormitusmekanismi. (6.) Jäykkä kuormituslista sopii paremmin suurille päällystemäärille ja lujille pohjapapereille. Sen etuja ovat parempi päällystemäärän ja poikkiprofiilien hallinta suurilla päällystemäärillä ja pienillä teräkulmilla. (6.) Poikkisuuntainen päällystemäärän hallinta Poikkisuuntaiseen (CD eli cross direction) päällystemäärän hallintaan vaikuttaa terän kuormitustasapainon tasaisuus koko paperirainan leveydellä. CDhallintaan vaikuttavat myös pohjapaperin ominaisuudet kuten huokoisuus ja karheus. (5, s. 488.) Tyypillisesti terän kuormitusvoimien muuttujat aiheutuvat teräpalkin mekaanisesta epäsuoruudesta tai teränpitimen epäpuhtaudesta. Nämä voivat aiheuttaa kuormitusmuutoksia radan eri kohtiin. Terä voi kulua eri määriä poikkisuunnassa profiiliongelmien vuoksi. Ongelmat terän kulumisesta eri kohdissa voivat aiheuttaa toistuvia teränvaihtoja. (5, s. 488.) 20

21 Profiloimalla teräkuormia automaattisilla CD-toimilaitteilla eli karoilla (kuva 3) voidaan paperin poikkiprofiilia usein parantaa. Profilointikarat voivat korjata vain sellaisia päällystemäärävaihteluita, jotka ovat yhtä leveitä kuin itse kara tai leveämpiä kuin kahden vierekkäisen karan etäisyys. Siksi karoista on pyritty valmistamaan mahdollisimman kapeita. (5, s ) KUVA 3. CD-toimilaitteet eli profilointikarat (5, s. 489) Päällystemäärän hallinta Pohjapaperilla on sen karheudesta riippuvainen pienin ja suurin päällystemäärä, mikä radan pinnalle on hallitusti saatavissa. Päällystemäärää säädetään muuttamalla kaavinterän kuormitusta. Terän kuormitusta lisättäessä päällystemäärät pienenevät ja kuormitusta pienennettäessä päällystemäärät kasvavat. (6.) Terän kuormitusta lisättäessä tullaan sellaiselle alueelle, jonka jälkeen päällystemäärä ei enää juuri pienene kuormitusta edelleen lisättäessä. Tällöin on saavutettu pienin päällystemäärä. Suuri kuormitus voi johtaa huonoon ajettavuuteen. Haluttaessa edelleen pienentää päällystemäärää joudutaan joko vähentämään pohjapaperin karheutta tai päällysteseoksen kuiva-ainepitoisuutta. (6.) 21
22 Haluttaessa suurempaa päällystemäärää vähennetään terän kuormitusta. Tällöin voidaan joutua tilanteeseen, missä terän kärjessä rataan kohdistuva voima pienenee lähelle nollaa. Tämä näkyy huonona päällysteen profiilina, koska mikä tahansa epätasaisuus pohjapaperissa, applikoidussa seoskerroksessa tai kuormituksessa vaikuttaa voimakkaasti päällystemäärään. Nopeasti huonontuva päällystemääräprofiili määrää usein maksimipäällystemäärän. Maksimipäällystemäärää voidaan kasvattaa jonkin verran teräkuormituksen poikkiprofiloinnin avulla. (6.) Teräpäällystyksen päällystemäärän säädössä erotetaan erillisinä suurkulma- ja pienkulmapäällystys. Suurkulmapäällystyksessä kaavinterän kärkikulma on Pienkulmapäällystyksessä terän kärkikulma on (4, s. 195.) 3.2 Peltiset sivelyterät Jousiteräksisen terän eli peltiterän tärkeä ominaisuus profiloinnin kannalta on terän kuluminen. Kuluessaan terä mukautuu profiileihin ja korjaa niitä. Vaikka teräpalkki ei olisi aivan suora, hyvät päällystemääräprofiilit ovat silti saavutettavissa ensimmäisen puolen tunnin ajoajan jälkeen. Ohut terä kuluu tavallisesti nopeampaa kuin paksumpi. 12 tuntia käytössä ollut terä voi menettää jopa 3 mm korkeudestaan. Päällystyspasta voitelee terää ja hidastaa kulumista, joten mitä pienempi tarvittava päällystysmäärä on, sitä nopeammin terä kuluu. Kulumisen voi nähdä parhaiten aivan terän laidoista, joissa paperin päällystämätön kohta koskettaa terää koko päällystyksen ajan. (5, s ) 3.3 Keraamilla pinnoitetut sivelyterät Pinnoitettujen sivelyterien tarkoitus on vähentää terien vaihdosta aiheutuvia tuotantokatkoksia kestämällä 2 3 kertaa pidempään kuin peltiterät. Kyseiset terät kuluvat niin hitaasti, että terän korkeus pysyy samana pitkään. Näin ollen päällystyksen tasainen laatu on saavutettavissa koko terän eliniän ajan. (10, s ) 22

23 Laatuvaatimukset terien suoruudelle ovat erittäin korkeat, jotta saavutetaan hyvät poikkiprofiilit päällystettäessä. Pinnoitettujen terien perusosa on jousiterästä. Terien pinnoite valmistetaan jauheplasmaruiskutuksella. Terän perusosaan ruiskutetaan hyvin ohuita keraamisia kerroksia. (10, s. 365.) Testit keraamisten terien käytöstä kertovat, että terää täytyy käyttää juuri oikeassa kulmassa (kuva 4), koska sen kärki kuluu todella hitaasti. Väärä kulma aiheuttaa terän ajon joko liian kärjellä tai liian kannalla. Terän täytyy myös olla hyvin valmistettu ja tarpeeksi kestävä. Keraamipinnan täytyy olla hyvin kiinnittyneenä terän perusosaan ja sen täytyy olla vahva ja yhtenäinen. Keraamipartikkelin irrotessa terästä voi paperiin ilmetä viiruja. Keraamipinnoitettu terä on huomattavasti kovempi kuin tavallinen peltiterä. Pinnoitteen kovuus on Vickersin asteikolla. Pinnoitteen täytyy olla myös sileä, koska liian karhea pinnoite voi vahingoittaa vastatelan kumipinnoitetta. Parhaat tulokset on saatu terillä, joiden keraamipinnoite on valmistettu kahteen eri kulmaan. (10, s. 368.) KUVA 4. Keraamisen terän viisteen optimaalinen käyttökulma-alue (11) Mitä suurempi teräkulma on päällystettäessä, sitä vaikeampi keraamista terää on saada toimimaan hyvin. Viirut ja huonot profiilit ovat yleinen ilmiö. Mitä leveämpi ja nopeampi päällystyskone on, sitä enemmän kyseisiä ongelmia voi aiheutua. Ajamalla keraamista terää hieman kärjellä normaaliin työskentelykulmaan nähden, alkaa hydrodynaaminen voima vaikuttaa ja terä säilyttää hitaan 23
24 kulumisensa ansiosta kaksi erillistä viistettä hyvin pitkään. Täten vakaat ja ennustettavat päällystemääräprofiilit voidaan saavuttaa. Katkon jälkeen hydrodynaamisen ilmiön ansiosta asetetut päällystemäärät ovat saavutettavissa heti ja profiilit ovat hyvällä tasolla nopeammin kuin peltiterällä. (12, s. 19.) Terää ajettaessa liian kärjellä hydrodynaaminen vaikutus on hyvin pieni. Kiilamainen ura avautuu liikaa ja päällyste palautuu urasta paluuvirtana, jolloin hydrodynaaminen voima lähes menetetään. Kiilamaisen uran pysyvyys ei onnistu peltiterällä, koska peltiterän kärki kuluu nopeasti tasaiseksi. (12, s. 19.) Kaavinterän kaksoiskulman sekä keraamisen pinnoitteen yhdistelmä tuo parannusta pastan asettumiseen pohjapaperin pinnalle muun muassa paremman pigmenttiorientaation myötä. Näin ollen paperin laatu paranee pintateknisten ominaisuuksien eli kiillon ja sileyden osalta. (13, s. 92.) Kokemukset kertovat, että keraamisia sivelyteriä käyttävien päällystyskoneiden teränvaihtotarpeet ovat vähentyneet. Tämän lisäksi terän vaihtojen jälkeisessä ylösajossa tapahtuvien ratakatkojen määrät ovat vähentyneet. Laadullisesti on osoitettu viirujen vähentyneen ja päällystemäärien poikkiprofiilien parantuneen. (10, s. 368.) 24
25 4 SIVELYTERÄT PPK7:LLÄ 4.1 Nykytilanne Paperin päällystyskone 7:llä on käytössä jousiteräksestä valmistetut sivelyterät. Teräosan viiste on 40, ja terän paksuus on joko 0,508 mm tai 0,457 mm. Terien leveydet ovat mm ja korkeudet 84 mm. Terien kovuus on 565 Vickersin asteikolla. Paperiradan katketessa terät joudutaan vaihtamaan aina, koska ne palavat katkossa aihetuvasta kitkasta. Päällystyskoneen ollessa yhtäjaksoisella ajolla terät kuluvat ja ne joudutaan vaihtamaan 6-12 tunnin välein tilanteesta riippuen. Tällöin päällystyskone joudutaan hidastamaan ryöminnälle. Terien vaihdon aikana ja sitä seuraavassa ylösajossa katkomahdollisuus kasvaa. Lisäksi teränvaihto aiheuttaa ylösajohylkyä ja on samalla menetettyä tuotantoaikaa. Keveämmillä paperilajeilla teriä on käytössä yksi 3-asemalla ja yksi 4-asemalla. Raskaammilla lajeilla 3- ja 4-asemien lisäksi myös 1- ja 2-asemille laitetaan terät. Stora Enson paperikonelinja 7:llä on käytössä erillispäällystyskone, joka voidaan karkeasti jakaa aukirullaimeen, neljään päällystysasemaan ja kiinnirullaimeen. Lisäksi päällystyskoneen jälkeen on välirullain, jolla voidaan korjata päällystyksessä aiheutuneita vikoja. Koneen yhteydessä on myös kaksi siltanosturia, joilla hoidetaan konerullaliikennettä. Päällystyskoneen yhteydessä on pastakeittiö, jossa paperiin tuleva päällystyspasta valmistetaan. Päällystyskoneella työskentelee vuorokohtaisesti kuusi prosessinhoitajaa. Päällystyskoneella on käytössä Jet-suutinapplikoinnilla varustetut teräpäällystysasemat, joissa on AutoBlade-laitteisto. AutoBladen tarkoituksena on pitää kaavinterän kärkikulma vakiona kuormituksesta riippumatta. Teräkulmat ovat 40 ja päällystemäärät ovat noin 10 2 g / m asemaa kohden. Päällystyskoneen ajonopeutena pyritään pitämään m / s. Rataleveys on hieman yli 8,3 m. 25
26 4.2 Koeajot keraamilla pinnoitetuilla sivelyterillä Koeajot suoritettiin keraamipinnoitetuilla sivelyterillä, joissa on kaksoisviiste. PPK7:llä käytettävien terien viisteet ovat 37 ja 25. Keraamiset sivelyterät valmistetaan aina konekohtaisesti. Viisteiden kulmat on valittu optimaalisiksi käytettävien teräkulmien perusteella. Aiempien kokemusten perusteella voidaan todeta, että parhaiten PPK7:llä ovat toimineet terät, joiden keraaminen pinnoiteseos on kromioksidia Koeajojen tavoitteet Koeajojen perusteella selvitettiin keraamisten terien vaikutus paperin laatuun, päällystyskoneen ajettavuuteen ja terien käytettävyyteen. Laadun mittareina toimivat paperin poikkiprofiilit sekä kiilto, sileys ja painettavuusarvot. Laatuarvoja mitattiin lopputuotteesta. Ajettavuus tutkittiin tilastoimalla katkovälejä ja aiheutunutta ylösajohylkyä. Terien käytettävyydessä otettiin huomioon sen käytöstä aiheutuvat haitat, terän- ja teränpitimen puhtaustaso katkotilanteissa, toimitustapa ja terän käsittely käyttäjien kannalta Koeajot yritys X:n pinnoitetuilla sivelyterillä Koeajo Koeajo aloitettiin kahdella asemalla päällystettävällä 90 2 g / m mattapaperilla. Ylösajo tapahtui samaan tapaan kuin peltiterillä. Ylösajon yhteydessä tarkastettiin asemien kiinnimenoajat. Aseman sulkeutuessa on tärkeää, että aika minkä terä koskettaa kuivaa paperia on mahdollisimman lyhyt. Terän palamisen kannalta on olennaista, että pasta levittäytyy kuivaan paperiin nopeasti. 3-asema sulkeutui 2,6 sekunnissa ja 4-asema 4,6 sekunnissa. Terätoimittajan mukaan ajat eivät olleet liian pitkät. Ylösajon jälkeen profiilit asettuivat paikalleen nopeasti, mutta ne jäivät hieman huonommiksi kuin peltiterillä. Kone oli ajolla yhtäjaksoisesti noin kymmenen tuntia. 26
27 Seuraavana päivänä laji vaihtui neljällä asemalla päällystettäväksi g / m mattapaperiksi. Jokaisella neljällä asemalla käytettiin keraamisia teriä. Koneen kiihdyttyä täyteen vauhtiin profiilit jäivät tosi huonoiksi. Epäilyksenä oli, että 1- ja 2-aseman kulmien todelliset arvot eivät olleet asetetut aseman kulmaa nostettiin 42 :seen ja asemalta saatu profiili parani hieman, mutta ei riittävästi. Päällystyskoneen ajo kesti vain noin kahden täyden konerullan verran, koska profiilit eivät näyttäneet tasoittuvan. 1- ja 2-asemille vaihdettiin peltiterät. 4- ja 3- asemille jätettiin keraamiset terät. Profiilit paranivat selkeästi, mutta eivät samalle tasolle kuin peltiterien käytöllä. Peltiterät 1- ja 2-asemilta otettiin talteen seuraavassa katkossa. Terät lähettiin analysoitavaksi. Koska ajossa oleva jousiteräs kuluu kitkan vaikutuksesta, voi aseman todellisen ajokulman tarkastaa teriin tehdyistä analyyseistä. Koeajo Koeajo aloitettiin g / m mattapaperilla. Noin kolmen tunnin ajon jälkeen paperirata katkesi reikään. Katkossa ei käytetty teränpidintä auki eikä karaprofiileja nollattu päätteeltä. Katkon jälkeen profiilit huonontuivat huomattavasti. 3- asemalta alkanut profiileiden piikikkyys paheni 4-asemalla. Ajon aikana laji vaihtui 90 2 g / m mattapaperiin, jolloin kuormia muutettiin suuremmiksi. Kuormien muutos paransi profiileita huomattavasti, mutta piikikkyyttä oli havaittavissa. Ensimmäisen katkon jälkeen ajettiin noin 14 tuntia kestänyt katkoton ajojakso. Koeajon keskimmäisenä päivänä oli useita reikäkatkoja. 14 tuntia kestänyt ajojakso päättyi reikäkatkoon keskimmäisen koeajopäivän aamulla. Keraamiset terät vaihdettiin kyseisessä katkossa. Tämän jälkeen paperirata katkesi vielä kolme kertaa reikään. Viimeisimmässä reikäkatkossa vaihdettiin 3- ja 4- asemien terät. Katkot eivät huonontaneet profiileita. Viimeisen reikäkatkon jälkeen keraamisilla terillä ajettiin noin 17 tunnin katkoton ajojakso, jonka jälkeen keraamiset terät vaihdettiin peltiteriin lajinvaihdon yhteydessä. 27
28 Koeajo Ennen koeajoa tuotantolinjalla oli muutaman vuorokauden mittainen seisokki. Seisokin jälkeen päällystys aloitettiin kiiltävällä g / m lajilla. Koneeseen laitettiin pinnoitetut terät. 3-aseman kuormat jäivät hyvin pieneksi aiheuttaen piikikkyyttä profiileissa. Kuormia ei pystytty lisäämään, koska päällystemäärä olisi pienentynyt ja paperi olisi jäänyt alipainoiseksi. Huonojen profiileiden vuoksi jouduttiin hylkäämään 1,5 konerullaa. Aamulla pinnoitettuja teriä kokeiltiin uudelleen neljällä asemalla päällystettävällä g / m mattalajilla. Profiiliongelma toistui uudelleen. Profiilit jäivät erittäin piikikkäiksi ylittäen hylkyrajan. Profiilit olivat huonot jo 1-asemalta lähtien. Piikikkyys lisääntyi muilla asemilla. Koeajossa ajettiin vain neljä konerullaa, minkä jälkeen koneeseen vaihdettiin peltiterät. Keraamisten terien koeajot neljällä asemalla päällystettävillä lajeilla päätettiin lopettaa kokonaan. Koeajo Koeajo aloitettiin g / m mattapaperilla. Pinnoitetuilla terillä ajettiin yksi noin 15 tuntia kestänyt katkoton ajojakso, jossa laji vaihtui useasti. Ajojakson aikana päällystettiin kaikkia kahdella asemalla päällystettäviä mattalajeja. Profiilit olivat koko ajojakson ajan hyviä, mutta hieman piikikkäämpiä kuin peltiterillä. Koeajo Yö- ja aamuvuorojen aikana paperirata oli katkennut yhteensä kahdeksan kertaa reikään. Pinnoitettujen terien vaikutusta reikien ehkäisemiseksi päätettiin kokeilla. Pinnoitetut terät asennettiin koneeseen viimeisessä reikäkatkossa. Terillä ajettiin noin 28 tunnin ajojakso. Ajojakson aikana oli kolme katkoa, joista ensimmäinen oli kiinnirullainkatko viiden tunnin ajon jälkeen. Katkossa ei nollattu karaprofiileita ja paperin poikkiprofiilit pysyivät katkon jälkeen hyvinä. Paperilaji oli kiiltävä 90 g / m 2. Ensimmäisen katkon jälkeen seurasi noin 17 tuntia kestänyt katkoton ajojakso, jonka lopussa laji vaihtui. Kiiltävää g / m paperia ajettiin yksi kokonainen konerulla hyvillä profiileilla kunnes paperirata katkesi saumaukseen aukirul-
29 laimella. Katkossa karaprofiilit nollattiin Damatic-päätteeltä, minkä jälkeen paperin poikkiprofiilit muuttuivat piikikkäiksi 3-asemalla. Profiilit huonontuivat myös 4- asemalla. Koeajon paperin poikkiprofiilit ovat liitteessä 1. Seuraava ratakatko tapahtui noin kuuden konerullan ajon jälkeen. Katkossa pinnoitetut terät vaihdettiin peltiteriin. Samat pinnoitetut terät olivat olleet koneessa koko 28 tunnin ajojakson ajan. Koeajo Yöllä olleiden useiden ratakatkojen jälkeen koneeseen asennettiin keraamiset terät. Katkot loppuivat ja kone oli yhtäjaksoisesti ajolla noin 15 tuntia. Sen jälkeen paperirata katkesi kiinnirullaimen saumaukseen. 15 tunnin ajon aikana ajettiin kaikkia 90 2 g / m lajeja. Paperin poikkiprofiilit säilyivät hyvinä jopa katkon jälkeenkin, kunnes laji vaihtui kiiltävään g / m ja 4-aseman poikkiprofiilit huononivat rajusti. Myös viiruisuutta alkoi ilmetä. Ajoa jatkettiin vielä seitsemän konerullan verran, mutta sitten terät päätettiin vaihtaa peltiteriin. Samoilla pinnoitetuilla terillä ajettiin kokonaan noin 25 tunnin mittainen ajojakso. Koeajon paperin poikkiprofiilit ovat liitteessä Koeajot yritys Y:n pinnoitetuilla sivelyterillä Yritys Y:n pinnoitetuilla terillä suoritettiin vain yksi noin 6 tuntia kestänyt koeajo Terät olivat hyvin samankaltaiset kuin X:n terät. Tietoa terien pinnoitemateriaalin seoksesta ei saatu. Koeajossa paperin poikkiprofiilit olivat aikaisempien koeajojen tasoa. Päällystettävä laji oli kiiltävä 90 2 g / m. Koeajo päättyi reikäkatkoon, jonka yhteydessä terät poistettiin koneesta. Syy terien poisottoon ei ole tiedossa. 4.3 Keraamilla pinnoitettujen sivelyterien käyttökokemuksia Koeajojen yhteydessä suoritettiin vierailu eräälle tehtaalle. Vierailun tarkoituksena oli kerätä tietoa päällystyskoneilta, joilla keraamisesti pinnoitettuja sivelyte- 29
30 riä on käytössä. Muilla tehtailla saatuja kokemuksia voitaisiin mahdollisesti hyödyntää PPK7:llä. Tehtaalla kerrottiin ajettavuuden parantuneen pinnoitettujen terien käyttöönoton jälkeen. Ajettavuus on parantunut rynkky- ja reikäkatkojen vähentymisenä. Pinnoitetut terät kestävät yleensä myös katkot ja samoja teriä pystytään käyttämään 3,5 vuorokautta. Paperin poikkiprofiilit huononevat hetkessä radikaalisti, jos terillä ajetaan pidempään. Tehtaan paperin poikkiprofiilit ovat yleisesti ottaen hyvät. Tehtaan toisella päällystyskoneella on käytössä jäykkälistainen teräkuormituspalkki. Kyseisellä päällystyskoneella vastatelojen pinnoitteet kuluvat nopeasti telojen päädyistä. Viereisellä päällystyskoneella, jolla on käytössä letkukuormitteinen teräpalkki, vastatelat eivät kulu yhtä nopeasti. 30
31 5 TULOSTEN ARVIOINTI Tulosten arviointi on tehty kahdella asemalla päällystettäville lajeille. Tulosten arvioinnissa on tutkittu paperin painettavuutta ja laatua, paperin poikkiprofiileja, päällystyskoneen ajettavuutta, terien käytettävyyttä sekä kustannuksia. Vertailussa käytettävien terien valmistajat ovat Bonetti, Joh. Clouth ja Diamond Blade Oy. Viimeiset pinnoitetut terät olivat varsinaisessa koeajossa Laatuarvot ja painettavuus Koeajojen perusteella voidaan todeta, että keraamisilla kaavinterillä on vaikutusta lopputuotteen laatuun. Laatuarvoja mitataan lopputuotteesta eli päällystetty paperi on myös kalanteroitu. Kalanteri on päällystyskoneen jälkeinen kone, jossa paperi kiillotetaan. Lopputuotteen näytteet otetaan kalanterin jälkeisen pituusleikkurin rullista. Näytteet analysoidaan tehtaan laboratoriossa. Kuviin 5-10 paperin ylä- ja alapuolinen laatu on yhdistetty keskiarvoiksi lajikohtaisesti. Kuvien 5-10 palkkien päällä olevat viivat ovat näytteiden keskihajontapalkkeja. Liitteessä 3 on lajikohtaisten laatuarvojen muutokset lukuarvoina sekä näytemäärät. Sileysarvon pienentyminen tarkoittaa sileyden parantumista ja prosentuaalisen kiiltoarvon suurentuminen tarkoittaa kiillon parantumista. Sileys on parantunut kaikilla mattalajeilla pinnoitettuja teriä käytettäessä (kuva 5). Sileyden arvellaan parantuvan keraamisen terän pinnoitteen tuoman jäykkyyden ja kovuuden ansiosta. Parantunut sileys nostaa myös paperin kiiltoa. (Kuva 6.) 31
32 Mattalajien sileys [µm] Keraami Pelti SS90 SR90 SS100 SR100 KUVA 5. Mattalajien sileys Mattalajien painamaton kiilto [%] keraami pelti SS90 SR90 SS100 SR100 KUVA 6. Mattalajien painamaton kiilto 32
33 Kuvista 7 ja 8 nähdään, että kiiltävien GS90- ja GR90-lajien laatu on parantunut mattalajien tapaan. GS100- ja GR100-lajien kiilto- ja sileysarvot ovat muuttuneet päinvastoin kuin muilla lajeilla. Laatuarvojen epämääräisyys voi johtua kyseisten lajien päällystemäärien suuruudesta, jotka aiheuttavat päällystystapahtuman epävakauden. Suuret päällystemäärät aiheuttavat pienemmät teräkuormat, mikä vähentää terän vaikutusta paperin laatuun. Kiiltävien lajien sileys [µm] Keraami Pelti GS90 GR90 GS100 GR100 KUVA 7. Kiiltävien lajien sileys 33
34 Kiiltävien lajien painamaton kiilto [%] Keraami Pelti GS90 GR90 GS100 GR100 KUVA 8. Kiiltävien lajien painamaton kiilto Painettavuuden laatua mitataan painonäytteistä, jotka analysoidaan tehtaan omassa painolaboratoriossa. Painonäytteitä teetetään paljon harvemmin, kuin painamattoman laadun näytteitä. Täten tarkasteltujen painonäytteiden määrä on vähäinen ja tarkastelu pystyttiin tekemään vain kuvissa 9 ja 10 oleville lajeille. Tulokset painetusta kiillosta vastaavat teoriaosassa mainittua kiillon vaikutusta. Painettu kiilto on parantunut painamattoman kiillon vaikutuksesta (kuva 9). Myös paperin parantunut sileys parantaa painettua kiiltoa. Näin voidaan todeta, että paperin painettu kiilto on ennustettavissa painamattoman kiillon perusteella. 34
35 Painettu kiilto [%] Keraami Pelti SS90 SS100 SR100 GS90 KUVA 9. Paperin painettu kiilto Paperin mottling-arvot on analysoitu samoista näytteistä kuin paperin painetun kiillon arvot. Mitä pienempi mottling-arvo on, sitä tasaisempaa on paperin painojälki. Mottlingille ei ole varsinaista yksikköä. Mottlingin arvioimisessa 20 yksikön vaihteluväli on silmällä havaittavissa. Mottling on parantunut tarkastelluilla mattalajeilla. Laatuarvoista mottling on ainut, jonka toispuoleisuus on kasvanut keraamisilla terillä (liite 3). GS90-lajin mottling on huonontunut (kuva 10). 35
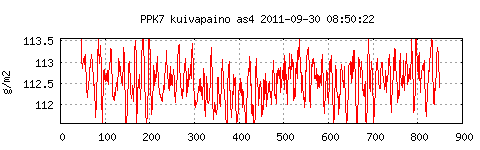
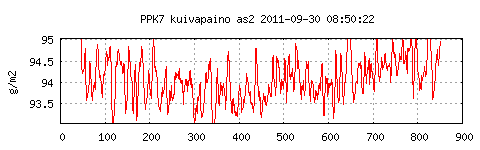
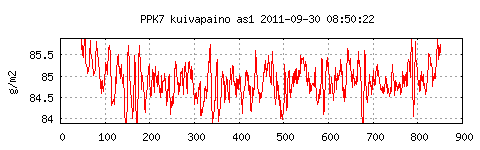
36 Mottling SS90 SS100 SR100 GS90 Keraami Pelti KUVA 10. Painonäytteiden mottling-arvot 5.2 Paperin poikkiprofiilit Paperin kuivapainoprofiilit olivat koeaikajaksolla yleisesti ottaen hieman piikikkäämmät kuin peltiterillä. Kaikki muut kahdella asemalla päällystettävät lajit, lukuun ottamatta sattuneita häiriöitä ja GS100 sekä GR100-lajeja, ovat olleet tasalaatuisia profiileiden kannalta. Liitteistä 1 ja 2 selviää koeajojen kuivapainoprofiilien yleinen taso. Liitteiden kuvien lopussa olevat selkeästi piikikkäämmät profiilit ovat GS100- ja GR100-konerullien profiileja. Koeajojen perusteella voidaan todeta, että päällystysaseman todellisella kulmalla on vaikutusta päällystysprofiilin laatuun. 3-aseman todellinen teräkulma on lähempänä asetusarvoa kuin 4-aseman. 3-asemalla keraamista terää ajetaan optimaalisella kulmalla, minkä vuoksi 3-asemalta saadut profiilit ovat paremmat kuin 4-aseman. 4-aseman teräkulma poikkeaa asetetusta noin 5. Tässä tapauksessa terää ajetaan liian kärjellä. Peltiterille tehtyjen analyysien perusteella mitatut päällystysasemien kulmat ovat taulukossa 1. 36

37 TAULUKKO 1. Päällystysasemien teräkulmat (14) AutoBladen tarkoituksena on pitää kaavinterän kärkikulma vakiona kuormituksen muutoksista riippumatta. Silti kuormakompensointi ei toimi oletetulla tavalla. Peltisiin kaavinteriin tehtyjen analyysien perusteella kärkikulma muuttuu asetetusta kulmasta huomattavasti suuremmaksi. Keraamisesti pinnoitetun terän paperia vasten olevan viisteen kulma on 37. Terälle optimaalinen teräkulma ajossa on Tällä hetkellä kulmakompensointi nostaa teräkulmaa liikaa, mikä suurentaa terän ja paperiradan välissä olevaa kiilamaista uraa. Terän alla vaikuttava hydrodynaaminen voima pienenee kiilamaisen uran suurentuessa, mikä vaikuttaa päällystemäärän hallintaan huonontaen paperin poikkiprofiileita. Jotta hydrodynaaminen voima terän alla säilyisi vallitsevana, tulisi terän kärkikulman pysyä samana koko ajan. 1- ja 2-asemien todelliset kulmat ovat niin suuret asetusarvoihin nähden, että kyseisillä asemilla ei kannata tällä hetkellä käyttää keraamisia teriä. Liitteessä 4 on teräanalyysi 1- ja 2-asemilla käytetyistä peltiteristä. Liitteessä 5 on teräanalyysi pinnoitetusta 2-aseman terästä koeajolta. Keraamisen terän pinnoitteen hitaan kulumisen takia ei voida kuitenkaan sanoa varmasti miten kuormakompensointi toimii keraamisilla terillä. Neljällä asemalla päällystettäviä lajeja ajettiin keraamipinnoitetuilla terillä vain vähän toistuvien poikkiprofiiliongelmien vuoksi. Molemmissa neljällä asemalla 37
38 ajetuissa koeajoissa profiilit olivat samankaltaiset. Liitteessä 6 on jokaiselta asemalta saadut poikkiprofiilit yhdestä konerullasta. Koeajojaksolla havaittiin muutamia katkoja, joiden jälkeen poikkiprofiilit olivat erittäin huonoja, koska kaavinterää ei vaihdettu. Kaavinterän keraamipinnoite toimii lämmöneristeenä. Aluksi epäiltiin, että kitkasta aiheutuva lämpö voi siirtyä terän perusosaan sellaisissa katkoissa, joissa päällystysasema avautuu liian hitaasti. Kyseisissä katkoissa kaavinterä oli joko vastatelaa tai kuivaa paperirainaa vasten yli 5 sekuntia. Liitteessä 6 on paperin poikkiprofiilit ennen katkoa ja katkon jälkeen, kun terää ei vaihdettu katkossa. Pinnoitteen pitäisi kuitenkin kestää kitkasta aiheutuva lämpötila. On mahdollista, että katkon jälkeiset huonot profiilit ovat aiheutuneet terän huonosta puhtaustasosta. Prosessinhoitajia ohjeistettiin pesemään terä puhtaaksi heti ensimmäisenä toimenpiteenä katkotilanteissa. Terä on saattanut jäädä likaiseksi esimerkiksi katkossa, joka on ollut lähellä vuoron vaihtoa. Prosessinhoitaja on saattanut unohtaa mainita seuraavalle työntekijälle, ettei koneessa olevaa keraamista terää ole vielä pesty. Piikikkäät kuivapainoprofiilit voivat aiheuttaa ajettavuusongelmia pituusleikkurilla. Ne voivat aiheuttaa myös epätasaisuutta paperipalleteissa sekä hylkäämisiä arkittamolla. 5.3 Ajettavuus Koeajojakson ajettavuutta on tutkittu vuorokausikohtaisen katkomäärän perusteella. Koeajoissa keraamisilla terillä ajettiin yhteensä 136 tuntia. Terien keskimääräinen käyttöikä oli 13,6 tuntia, ja ne vaihdettiin hieman useammin kuin joka toisessa katkossa. Vuoden 2010 katkomäärään verrattuna koeajojen vuorokausikohtainen katkomäärä väheni noin yhdellä. Verrattuna vuoden 2011 tilastoihin katkomäärä väheni 0,9:llä. Katkomäärä on kuitenkin riippuvainen monesta tekijästä, ja lyhyen koeajon perusteella ajettavuuden paranemista on vaikea todeta. Tammikuu 38
39 2012 on ajettu kokonaan peltiterillä, ja vuorokausikohtainen katkomäärä on pienentynyt 1,1:een. Useat terätoimittajat perustelevat katkomäärän vähenemistä pienentyneellä kitkalla. Kitkan pienenemistä perustellaan sillä, että kulumattomuutensa ansiosta pinnoitetun terän paperirataan kohdistuva kosketuspinta-ala on pienempi kuin peltiterillä. Pienemmän kitkan ja kosketuspinta-alan ansiosta paperissa olevat reiät pääsevät terän ohi helpommin. Koeajojen ajettavuuden tilastoinnissa on otettu huomioon myös syyskuun useat reikäkatkot. Katkot johtuivat päällystyskoneen puhtaustasosta. Hieman ennen koeajoja oli sattunut niin sanottu koneen maalaaminen. Koneen maalaaminen tarkoittaa päällystyspastan kulkeutumista paperin mukana niin, ettei kaavinterä kaavi sitä pois. Paperin mukana kulkenut liiallinen päällystyspasta oli päässyt tarttumaan koneessa oleviin kuivaimiin ja teloihin. Konetta yritettiin puhdistaa, mutta kuivanutta pastaa oli niin paljon, että se aiheutti katkoja pitkään. Katkoja aiheutui sekä pinnoitetuilla terillä että peltiterillä. Reikäkatkot vähenivät huomattavasti syyskuun lopun seisokin jälkeen, jolloin kone puhdistettiin perusteellisesti. Partaamista, eli päällysteen kertymistä terän taakse, ei havaittu koeajojen aikana. Partaamisen vähäisyys voi johtua siitä, että teriä on ajettu koko ajan kärjellä. Yleensä partaamista aiheutuu, kun teriä ajetaan kannalla. PPK7:llä on otettu käyttöön Procemex-järjestelmä, jossa on hylkymerkkain. Ylösajossa prosessinhoitaja käyttää hylkymerkkainta, kun paperi on laadussaan kosteuden ja neliömassan perusteella. Hylkymerkkain maalaa ajossa olevan konerullan kylkeen merkin, joka määrää konerullan ylösajohylyn. Järjestelmästä saadaan todellinen hylkymäärä metreinä. Merkkain on tullut käyttöön vasta koeajojen lopussa, joten ylösajohylyn vähenemistä keraamisilla terillä ei ole voitu tutkia tilaston vähäisyyden takia. Damatic-järjestelmän perusteella paperin laadun saavuttaminen ylösajossa kestää hieman pidempään pinnoitetuilla terillä kuin peltiterillä. 39
40 5.4 Käytettävyys Koeajojen kuluessa pyrittiin selvittämään mahdollisimman paljon käytännön asioita pinnoitettuja teriä koskien. Ensimmäiseksi selvitettiin terän puhtaustaso katkon jälkeen, mikäli terä on ehjä ja se jätetään koneeseen. Koneeseen jätettävän terän puhdistaminen on heti ensimmäinen toimenpide katkossa. Muuten pasta jähmettyy terään, eikä terää saa pesemällä puhtaaksi. Katkon jälkeen märkä pasta on helppo puhdistaa kaavinterästä vesiletkulla huuhtelemalla ja tämän jälkeen pyyhkäisemällä karhunkielellä. Teränpidin tulee pitää kiinni-asennossa, jos keraamista kaavinterää ei vaihdeta katkossa. Muuten lika ja kovettunut pasta voivat päästä terän ja pitimen väliin. Epäpuhtaudet terän ja pitimen välissä voivat aiheuttaa viirutusta tai muita laatupoikkeamia päällystyksessä. Katkon jälkeiset karaprofiilit voi nollata joko käyttämällä teränpidintä aukiasennossa tai damatic-päätteeltä. Karaprofiilien nollaus tarkoittaa, että karat lakkaavat profiloimasta terää ja siirtyvät taka-asentoon. Koska teränpitimen aukaisua tulee välttää, tulee käyttäjän halutessaan nollata profiilit päätteeltä. Jos koneessa ollut kaavinterä vaihdetaan katkossa, on teränpitimen aukaiseminen välttämätöntä ja tällöin karaprofiilit nollaantuvat automaattisesti. Karaprofiileiden nollauksen lisäksi koneen ylösajo on mahdollista suorittaa aikaisemmin ajettujen konerullien keskiarvoprofiileista. Tämä vaihtoehto toimii vain, jos terää ei vaihdeta koneesta. Katkojen jälkeiset huonot poikkiprofiilit voivat johtua liian vähäisestä suodatuksesta aikaisempien rullien aloitusprofiileita käytettäessä. Suodatusarvo on kerroin, jota on helppo muuttaa damaticpäätteeltä. Syyskuun aikana muutamia ohuempia pinnoitettuja teriä hajosi katkoissa. Terät hajosivat käyttöpuolelta aivan terän perusosan ja pinnoitetun osan rajalta. Rikkoutumiset olivat vaikeasti havaittavissa, koska repeämät olivat hyvin lyhyitä. Rikkoutunut terä saattaisi helposti jäädä koneeseen ja aiheuttaa uuden ratakatkon tai laatupoikkeamaa paperiin. 40
41 Vastatelojen reunoissa on alue, johon paperirata ei kosketa eikä alueelle tule päällystettä. Terä kuitenkin kuormittaa vastatelaa myös reunoista. Päällystysasemilla on käytössä reunasuihkut, jotka kastelevat vastatelojen reunoja. Reunasuihkujen virtaus on säädettävissä käsin paikan päältä. On mahdollista, että reunasuihkujen virtaus ei ole ollut riittävä keraamisen terän kuormittaessa vastatelaa. 3- ja 4-asemien vastatelojen reunat molemmista päistä kuluivat rosoisiksi. Telojen kulumisen arveltiin aiheutuvan siitä, että 0,457 mm terä tärisee päällystettäessä. Telat vietiin telahiomoon hiottavaksi syyskuun lopun seisokissa. Vastatelojen hionta-arvot olivat normaalit eli kumipinnoitetta telojen pinnasta oli poistettu noin millin verran. Vastatelojen nopea kuluminen voi lyhentää vastatelojen vaihtoväliä merkittävästi ja aiheuttaa mahdollisia odottamattomia seisokkeja. Lisäksi vahingoittunut vastatela voi aiheuttaa laatuvirheitä paperin laitoihin. Seisokin jälkeen kokeiltiin 0,508 mm paksuja teriä, koska arveltiin jäykemmän terän tärisevän vähemmän. Vastatelojen pinnoissa oli kuitenkin havaittavissa rosoisuutta paksummillakin terillä jo alle viikossa. Paksummat terät eivät kuitenkaan hajonneet katkoissa. Tärinän epäillään johtuvan päällystyskoneen suuresta nopeudesta. Reunojen kulumiseen voi vaikuttaa myös se, että pinnoitettu terä on paljon kovempi kuin peltiterä. Peltiterillä ajettaessa vastatelojen reunojen kulumisesta ei ole ollut ongelmaa. Pinnoitetun kaavinterän asennus koneeseen on lähes samanlainen kuin peltiterän. On kuitenkin huomioitava, ettei terää saa taittaa pienemmälle kaarelle kuin mihin se on pakattu. Terän taittuessa liikaa sen keraaminen pinnoite voi haljeta. Pinnoitettuja teriä voidaan tilata kahdenlaisissa eri laatikoissa. Koeajoihin tilattiin isoja laatikoita, joissa on useampi terä. Käyttäjät asensivat teriä vetämällä ne laatikosta suoraksi lattialle ja sen jälkeen koneeseen. Teriä saa myös pienemmässä laatikossa yksittäin pakattuina. Laatikot ovat kuitenkin liian suuria nykyisiin telineisiin, koska terää ei voi pakata pienempään tilaan. Uusien asen- 41
42 nustelineiden valmistaminen ei ole välttämätöntä, koska isompi teline voisi hankaloittaa peltiterän asennusta. 5.5 Kustannustarkastelu Kustannustarkastelussa tarkastellaan pinnoitettujen kaavinterien kustannuksia suhteessa peltiteriin. Pinnoitetut terät maksavat moninkertaisesti enemmän kuin peltiterät. Kustannuslaskelma on laadittu siltä kannalta, että pinnoitettujen terien uskotaan parantavan ajettavuutta vähentämällä katkoja. Laskelmassa on siis selvitetty, kuinka paljon vuorokausikohtaisen katkomäärän tulisi laskea, jotta päästäisin kustannussäästöihin. Vähentyneellä katkomäärällä kustannussäästöt aiheutuisivat vähentyneestä ylösajohylystä. Kustannuslaskelmassa on käytetty pääosin vuoden 2010 tilastoja, koska sitä laatiessa vuosi 2011 oli vielä kesken. Ylösajohylkytilastointi on tehty vuoden 2011 tilastoista, koska todellisen ylösajohylyn kertova järjestelmä on otettu käyttöön vasta loppusyksystä Ylösajohylky on kerätty Procemexjärjestelmästä. Järjestelmästä kerätty ylösajohylky on todellinen aiheutuva hylkymäärä metreinä. Laskelmaan hylkymäärä on muutettu kilogrammoiksi lajikohtaisesti. Ylösajohylkymäärä on laadittu 30 ylösajon keskiarvona kahden aseman ajoista. Ylösajohylyn laskennassa on käytetty peltiterien keskimääräistä hylkymäärää, koska keraamisilla terillä ajetuista koeajoista ei ole tarpeeksi tilastoa ylösajohylystä. Laskelman laskentaperustana on käytetty vuorokausikohtaista teränkulutusta, ylösajohylkymäärää ja katkomäärää. Myös pinnoitettujen ja peltiterien hinnat on otettu huomioon. Teränkulutus ja katkomäärät on saatu suoraan tilastoista. Laskelmassa on huomioitu vain kahden aseman ajot. Koeajojen perusteella on tehty laskelma toteutuneista vuorokausikohtaisista kustannuksista. Kuvassa 11 musta viiva kuvaa koeajoissa toteutunutta kustannusta. Musta katkoviiva kuvaa tavoitetilannetta, joka olisi nykytilanteessa vaadittu koeajoissa toteutuneelta katkokustannukselta. 42
43 Koeajoissa terät vaihdettiin hieman useammin kuin joka toisessa katkossa. Kuvan 11 selitteessä suluissa oleva numero kertoo keraamisten terien vaihtomäärän katkoissa. Esimerkiksi arvo 0,33 tarkoittaa, että keraaminen terä olisi vaihdettu joka kolmannessa katkossa. Arvo 0,25 tarkoittaa, että terä olisi vaihdettu joka neljännessä katkossa ja niin edelleen. Violetti viiva kertoo katkokustannuksen, mikäli keraamiset terät olisi vaihdettu jokaisessa katkossa. Kuvassa 11 koeajoissa toteutuneen katkokustannuksen ja peltiterien nykyisen katkokustannuksen lisäksi kuvassa on vaihtoehtoisia tilanteita kullekin eri katkomäärälle. Niitä voidaan peilata katkokustannuksia peltiterillä -arvoihin sekä toteutunut katkokustannus -arvoihin katkokustannus peltiterillä katkokustannus keraamiterillä katkokustannus keraamiterillä (0,5) katkokustannus keraamiterillä (0,33) katkokustannus keraamiterillä (0,25) katkokustannus keraamiterillä (0,20) toteutunut katkokustannus (0,625) 0 Katkoa / vrk KUVA 11. Keraami- ja peltiterien kustannusarvio suhteessa katkomäärään Koeajoissa katkomäärä väheni yhdellä vuorokausikohtaisella katkolla. Jotta koeajoissa olisi päästy samoihin kustannuksiin kuin peltiterillä nykytilanteessa, olisi vuorokausikohtaisen katkomäärän pitänyt vähentyä 1,1:llä. Keraamisista teristä aiheutui näin ollen lisäkustannuksia. 43
44 Koeajoissa toteutuneella katkomäärällä teräkustannus olisi saatu voitolliseksi, jos teriä olisi vaihdettu harvemmin. Mikäli teriä olisi vaihdettu joka toisessa katkossa tai harvemmin, olisi keraamisten terien kustannus ollut pienempi kuin peltiterien. Laskelmassa ei ole huomioitu mahdollisia keraamisilla terillä saavutettavia etuja. Pitkät katkottomat ajojaksot laskevat kustannuksia vältettyjen kaavinterien vaihtojen kautta, joissa ylösajohylkypaperia syntyy useita kilometrejä. Lisäksi säästyttäisiin teränvaihdossa aiheutuneesta menetetystä tuotantoajasta. Myös katkot ovat menetettyä tuotantoaikaa. Katkojen vähentymisellä on positiivinen vaikutus päällystyskoneen käyntiaikaan, mitä ei ole huomioitu laskelmassa. 44
45 6 YHTEENVETO 6.1 Työn eteneminen Pinnoitettuja teriä koskeva opinnäytetyöaihe oli kiinnostava heti alusta alkaen. Aiemmasta työkokemuksestani päällystyskoneen konemiehenä oli valtavasti apua. Lisäksi työn tekemistä helpotti se, että useat tehtaan ihmiset olivat jo tuttuja. Työtä oli mielekästä tehdä, koska apua oli tarjolla lähes aina kun sitä tarvitsin. Motivaationi työtä tehdessä oli korkealla, koska koin aiheen tärkeäksi tuotantolinjalle. Työn tekemisessä suurin työmäärä oli tilastoinnissa ja tilastojen tulkinnassa. Suurin osa tehtaalla käytetyistä tietokannoista ja järjestelmistä, joita työssä käytettiin, eivät olleet tuttuja. Työn aloitettuani sain valtavasti apua tietojärjestelmien käytöstä Erkka Hautamäeltä, joka työskenteli syyskuussa 2011 kesätyöläisenä kehitysteknikkona. Syyskuun koeajot alkoivat heti seuraavalla viikolla siitä, kun työsuhteeni kesätyöläisenä loppui. Täten koeajoihin valmistautuminen ei ollut parhaalla mahdollisella tasolla. Koeajojen alussa informaation saaminen prosessinhoitajilta oli hankalaa. Tuotantolinjalla on käytössä keskeytymätön kolmivuorotyö, ja teriin liittyvä tiedonkulku vuorojen välillä oli aluksi heikkoa. Siksi syyskuun alussa ajetuista koeajoista en ole saanut kaikkea informaatiota esimerkiksi terien vaihdoista. Myöhemmin syksyllä informaationkulku kuitenkin parani ja sain kaiken tarvitsemani tiedon prosessinhoitajilta, jopa yöllisiltä koeajoilta. 6.2 Ratkaisut ja jatkotoimenpiteet Tällä hetkellä ei ole hyvää syytä ottaa keraamisia teriä jatkuvaan käyttöön PPK7:llä. Suurimmat ongelmat keraamisten terien käytössä ovat olleet paperin kuivapainoprofiileiden laadullinen huonous sekä vastatelojen kuluminen. Koeajojen perusteella voidaan todeta, että nykytilanteessa vaaditaan muutoksia, jotta keraamipinnoitetut sivelyterät toimisivat hyvin PPK7:llä. Peltiterät toimivat tällä hetkellä paremmin, vaikka kuormakompensointi ei toimi oletetulla 45
46 tavalla. Kuormakompensoinnin muuttaessa terän kärkikulmaa peltiterä kuluu oikeaan kulmaan. Keraaminen terä ei kulu samalla tavalla, joten liian suuret kärkikulmat aiheuttavat huonot poikkiprofiilit. Keraaminen terä vaatii muuttumattoman ja viisteen mukaisen optimin teräkulman, koska muutoin hydrodynaaminen voima terän alla pienenee liiaksi. Tällöin profiilit jäävät piikikkäiksi. Oikean kärkikulman toimivuudesta kertoo se, että 3-asemalta saadut profiilit ovat olleet koeajojen ajan paremmat kuin 4-aseman. 4-asema niin sanotusti pilaa 3-asemalta saadut hyvät poikkiprofiilit, vaikka jälkimmäisen aseman pitäisi korjata profiileita. Peltiteriin tehtyjen analyysien perusteella 3-aseman kuormakompensointi toimii paremmin kuin 4-aseman. Keraamiterillä GR100- ja GS100-lajien päällystäminen on osoittautunut haastavaksi suurten päällystemäärien ja pienten teräkuormien vuoksi. Kyseisten lajien poikkiprofiilit ovat olleet koeajojen aikana pääosin huonot. Päällystyksen epävakaisuus voisi korjaantua ohuemmalla terällä kuin 0,457 mm. Ohuempi terä on myös löysempi, minkä ansiosta saataisiin suuremmat teräkuormat. Katkot paljastuivat haastaviksi keraamisesti pinnoitettujen terien kannalta. Katkojen yhteydessä kannattaa kokeilla suurempaa suodatusta aloitusprofiileihin. Jos ongelma ei poistu suuremmalla suodatuksella, on kyseessä luultavasti terän vioittuminen katkossa. Katkoissa päällystysasemat aukeavat hitaasti, mikä voi aiheuttaa terän rikkoutumisen tai palamisen. Keraamisesti pinnoitetun terän kustannukset nousevat korkeaksi, jos ne joudutaan vaihtamaan lähes jokaisessa katkossa. Tämän lisäksi katkossa vioittuneesta terästä johtuvat huonot poikkiprofiilit voivat aiheuttaa useiden rullien hylkäämisen päällystyskoneen jälkeisillä koneilla tai arkittamolla. Prosessinhoitajien on tällä hetkellä vaikea tietää, onko koneeseen jätettävä terä varmasti kunnossa. Mikäli suurempi suodatus aloitusprofiileissa ei ratkaise katko-ongelmaa, asemien pastakierron venttilöinti tulisi muuttaa siten, että pasta vetäytyy konekiertoon nopeammin koneen saatua katkotiedon. Täten teräpalkin siirtyminen irti paperiradasta tai vastatelasta voitaisiin nopeuttaa ja terien vioittuminen katkossa ehkäistä. 46
47 Keraamisia teriä käytettäessä vastatelojen pinnoitteet alkoivat kulua laidoista. Peltiterillä kyseistä ongelmaa ei ole ilmennyt. Pinnoitteiden kulumista voi yrittää ehkäistä siirtämällä laitimmaisia karoja niin, että ne eivät kuormita vastatelaa paperirainan ulkopuolisilta alueilta. On myös huolehdittava, että vastatelojen reunojen vesisuihkut ovat riittävät. Paperin parantuneiden kiilto- ja sileysarvojen ansiosta on suositeltavaa tutkia saadaanko pastareseptistä edullisempaa vaihtamalla nykyinen pigmentti karheampaan. Pigmentin karhentaminen voisi olla mahdollista esimerkiksi kaikille kahdella asemalla ajettaville mattalajeille, koska haluttu kiilto saadaan paremmaksi keraamisen terän avulla. 47
48 LÄHTEET 1. Stora Enso Fine Paper Oulu Tehdasesittely. Saatavissa: Hakupäivä Puusta paperiin M-507: Pigmenttipäällystys. Myllykosken Kirjapaino Oy. 3. Jortama, Timo S Paperin valmistus 3 op. Opintojakson oppimateriaali Oulu: Oulun yliopisto, prosessitekniikan osasto. 4. Häggblom-Ahnger, Ulla Komulainen, Pekka Paperin ja kartongin valmistus. Kemiallinen metsäteollisuus , painos. Jyväskylä: Gummerus Kirjapaino Oy. 5. Paltakari, Jouni Pigment coating and surface sizing of paper. Papermaking Science and Technology. 2., uudistettu painos. Jyväskylä: Paperi ja Puu Oy. 6. VTT Automation Knowpap. Paperitekniikan oppimisympäristö. 7. Grönstrand, Joel Karhuketo, Hannu Seppälä, Markku Törn, Tage Paperin ja kartongin jalostus. Kemiallinen metsäteollisuus 3. Jyväskylä: Gummerus Kirjapaino Oy. 8. Paperin valmistus Suomen paperi-insinöörien Yhdistyksen oppi- ja käsikirja 3. 2., uudistettu painos. Turku: Oy Turun Sanomat. 9. Oittinen, Pirkko Saarelma, Hannu Printing. Papermaking Science and Technology. Helsinki: Fapet Oy. 10. Hansson, Jan-Åke Duroblade - A New Ceramic Covered Long Life Coater Blade. Control Maintenance Environment. 24th eucepa converence May Stockholm Sweden, Rossi, Juha Diamond Blade Oy:n esittelymateriaali. 48
49 12. Paczkowski, Mike Ceramic Has The Edge On Steel For Blade Coating Tips. Pulp & Paper Europe Vol. 1, no. 6. July - August, Sundqvist, Mikko Keraamisten ja kovametallisten kaavinterien käyttö paperin päällystyksessä. Oulu: Oulun yliopisto, Prosessi- ja ympäristötekniikan osasto. Diplomityö 14. Keisu, Rami PPK7 Terien kulmat. Kirjallinen tiedonanto
50 LIITTEET Liite 1 Koeajon kuivapainoprofiilit Liite 2 Koeajon kuivapainoprofiilit Liite 3 Laatuarvot Liite 4 Peltiterien teräanalyysi Liite 5 Keraamiterien teräanalyysi Liite 6 SR115 kuivapainoprofiilit Liite 7 Katkon vaikutus kuivapainoprofiileihin 50

51 KOEAJON KUIVAPAINOPROFIILIT LIITE 1/1 4-asema

52 KOEAJON KUIVAPAINOPROFIILIT LIITE 1/2 3-asema

53 KOEAJON KUIVAPAINOPROFIILIT LIITE 2/1 4-asema

54 KOEAJON KUIVAPAINOPROFIILIT LIITE 2/2 3-asema
55 LAATUARVOT LIITE 3 Laji Kiilto yp % Kiilto ap % Sileys yp Sileys ap Näytemäärä muutos muutos muutos muutos SS90 3,92 2,41-0,18-0,32 11 SR90 1,85 0,79-0,16-0,31 8 GS90 3,73 2,58-0,09-0,09 12 GR90 1,92 1,05-0,02-0,06 6 SS100 1,6 1,26-0,18-0,21 8 SR100 2,1 2,81-0,05-0, GS100 0,07 0,2 0,01 0,03 4 GR100-1,19 0,62-0,02-0,04 8 Laji Kiilto Kiilto Näytemäärä Näytemäärä p-ttu p-ttu Pelti Keraami yp % ap % muutos muutos SS90 4,3 6, SS100 4,6 3, SR100 1,4 0,9 8 4 GS90 5,8 5, Laji Mottling Mottling Mottlling Mottling Näytemäärä yp ap ka ero lask. Pelti SS ,5 14,7 10 Keraami SS90 215,3 181,8 198,5 33,6 6 Pelti SS ,7 193,2 203,4 26,4 10 Keraami SS ,8 175, Pelti SR , ,1 16,2 8 Keraami SR ,6 180, ,6 4 Pelti GS90 237,6 224, Keraami GS90 246,8 233,6 240,2 18,6 5
56 PELTITERIEN TERÄANALYYSI LIITE 4/1 AS-1 FS (14) AS-1 MIDDLE (14) AS-1 BS (14)
 AS-2 MIDDLE (14) AS-2 BS")
57 PELTITERIEN TERÄANALYYSI LIITE 4/2 AS-2 FS (14) AS-2 MIDDLE (14) AS-2 BS (14)

 AS-2")
")
58 KERAAMITERÄN TERÄANALYYSI LIITE 5 AS-2 FS (14) AS-2 MIDDLE (14) AS-2 BS (14)
59 SR115L KUIVAPAINOPROFIILIT LIITE 6



60 KATKON VAIKUTUS KUIVAPAINOPROFIILEIHIN LIITE 7 4-aseman kuivapainoprofiili ennen katkoa. 3-aseman kuivapainoprofiili ennen katkoa. 4-aseman kuivapainoprofiili katkon jälkeen. 3-aseman kuivapainoprofiili katkon jälkeen.
ACA Systems Oy, valvojina Jaakko Rintamäki ja Toni Vuorenmaa
 TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma Paperitekniikka Opinnäytetyö ONLINE-PÄÄLLYSTYKSEN MITTAUKSET Työn ohjaaja Työn teettäjä Tampere 2008 DI Arto Nikkilä ACA Systems Oy, valvojina
TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma Paperitekniikka Opinnäytetyö ONLINE-PÄÄLLYSTYKSEN MITTAUKSET Työn ohjaaja Työn teettäjä Tampere 2008 DI Arto Nikkilä ACA Systems Oy, valvojina
VIIRUTUSONGELMAN RATKAISU SAUVA- APPLIKOINNISSA LYHYTVIIPYMÄASEMALLA
 VIIRUTUSONGELMAN RATKAISU SAUVA- APPLIKOINNISSA LYHYTVIIPYMÄASEMALLA Jussi Suhonen Opinnäytetyö Toukokuu 2011 Paperitekniikan koulutusohjelma Paperitekniikka Tampereen ammattikorkeakoulu TIIVISTELMÄ Tampereen
VIIRUTUSONGELMAN RATKAISU SAUVA- APPLIKOINNISSA LYHYTVIIPYMÄASEMALLA Jussi Suhonen Opinnäytetyö Toukokuu 2011 Paperitekniikan koulutusohjelma Paperitekniikka Tampereen ammattikorkeakoulu TIIVISTELMÄ Tampereen
Päällysteprofiilien hallinta
 Päällysteprofiilien hallinta Matti Lähteenkorva Opinnäytetyö Maaliskuu 2013 Paperi-, tekstiili- ja kemiantekniikka Paperi- ja kemiantekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu Paperi-, tekstiili-,
Päällysteprofiilien hallinta Matti Lähteenkorva Opinnäytetyö Maaliskuu 2013 Paperi-, tekstiili- ja kemiantekniikka Paperi- ja kemiantekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu Paperi-, tekstiili-,
PILOT-PÄÄLLYSTYSKONEEN AJOPARAMETRIT
 PILOT-PÄÄLLYSTYSKONEEN AJOPARAMETRIT Matti Muikku Olli Vuorela Opinnäytetyö Kesäkuu 2011 Paperitekniikan koulutusohjelma Paperitekniikka Tampereen ammattikorkeakoulu 2 TIIVISTELMÄ Tampereen ammattikorkeakoulu
PILOT-PÄÄLLYSTYSKONEEN AJOPARAMETRIT Matti Muikku Olli Vuorela Opinnäytetyö Kesäkuu 2011 Paperitekniikan koulutusohjelma Paperitekniikka Tampereen ammattikorkeakoulu 2 TIIVISTELMÄ Tampereen ammattikorkeakoulu
PÄÄLLYSTEMÄÄRÄSÄÄDÖT ERI PIGMENTTIPÄÄLLYSTYSMENETELMILLÄ
 TAMPEREEN AMMATTIKORKEAKOLU Paperitekniikan koulutusohjelma OPINNÄYTETYÖ PÄÄLLYSTEMÄÄRÄSÄÄDÖT ERI PIGMENTTIPÄÄLLYSTYSMENETELMILLÄ Työn valvoja TkT Ulla Häggblom-Ahnger, TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan
TAMPEREEN AMMATTIKORKEAKOLU Paperitekniikan koulutusohjelma OPINNÄYTETYÖ PÄÄLLYSTEMÄÄRÄSÄÄDÖT ERI PIGMENTTIPÄÄLLYSTYSMENETELMILLÄ Työn valvoja TkT Ulla Häggblom-Ahnger, TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
Matti Palmroos Tarralaminaatin valmistus
 Tarralaminaatin valmistus Tarralaminaatti Tarralaminaatti koostuu Pintamateriaalista Liimakerroksesta Silikonikerroksesta Taustapaperista Tarralaminaatti Tarralaminaatin pintamateriaali ja siinä oleva
Tarralaminaatin valmistus Tarralaminaatti Tarralaminaatti koostuu Pintamateriaalista Liimakerroksesta Silikonikerroksesta Taustapaperista Tarralaminaatti Tarralaminaatin pintamateriaali ja siinä oleva
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Kemiantekniikan osasto Paperitekniikan laboratorio Kandityö PAPERIN JA KARTONGIN PIGMENTTIPÄÄLLYSTYSMENETELMÄT
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Kemiantekniikan osasto Paperitekniikan laboratorio Kandityö PAPERIN JA KARTONGIN PIGMENTTIPÄÄLLYSTYSMENETELMÄT Esa Saukkonen, Tkk N 6.11.2008 KÄYTETYT LYHENTEET JA SYMBOLIT
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Kemiantekniikan osasto Paperitekniikan laboratorio Kandityö PAPERIN JA KARTONGIN PIGMENTTIPÄÄLLYSTYSMENETELMÄT Esa Saukkonen, Tkk N 6.11.2008 KÄYTETYT LYHENTEET JA SYMBOLIT
RK-COATER LIIMAPURISTIMEN KÄYTTÖÖNOTTO JA PÄÄLLYS- TYSTERIEN VERTAILU
 RK-COATER LIIMAPURISTIMEN KÄYTTÖÖNOTTO JA PÄÄLLYS- TYSTERIEN VERTAILU Jussi Pättiniemi Juha Kauppinen Opinnäytetyö Tammikuu 2013 Paperitekniikan koulutusohjelma Paperitekniikka Tampereen ammattikorkeakoulu
RK-COATER LIIMAPURISTIMEN KÄYTTÖÖNOTTO JA PÄÄLLYS- TYSTERIEN VERTAILU Jussi Pättiniemi Juha Kauppinen Opinnäytetyö Tammikuu 2013 Paperitekniikan koulutusohjelma Paperitekniikka Tampereen ammattikorkeakoulu
Paperinjalostus 30.3.2015
 Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
FILTTERIKOON JA CMC:N VAIKUTUS PÄÄLLYSTYSPASTAN VESIRETENTIOON
 Saimaan ammattikorkeakoulu Tekniikka, Imatra Paperitekniikan koulutusohjelma Tuomas Jukkala FILTTERIKOON JA CMC:N VAIKUTUS PÄÄLLYSTYSPASTAN VESIRETENTIOON Opinnäytetyö 2010 TIIVISTELMÄ Tuomas Jukkala Filtterikoon
Saimaan ammattikorkeakoulu Tekniikka, Imatra Paperitekniikan koulutusohjelma Tuomas Jukkala FILTTERIKOON JA CMC:N VAIKUTUS PÄÄLLYSTYSPASTAN VESIRETENTIOON Opinnäytetyö 2010 TIIVISTELMÄ Tuomas Jukkala Filtterikoon
KATKOTON YLÖSAJO PPK5:llä
 KATKOTON YLÖSAJO PPK5:llä Stora Enson Veitsiluodon tehtaat Ari Välimäki Opinnäytetyö Tekniikan ja liikenteen ala Kone- ja tuotantotekniikka Insinööri (AMK) 2015 Opinnäytetyön tiivistelmä Tekniikan ja liikenteen
KATKOTON YLÖSAJO PPK5:llä Stora Enson Veitsiluodon tehtaat Ari Välimäki Opinnäytetyö Tekniikan ja liikenteen ala Kone- ja tuotantotekniikka Insinööri (AMK) 2015 Opinnäytetyön tiivistelmä Tekniikan ja liikenteen
ACA Systems Oy, valvojina Jaakko Rintamäki ja Toni Vuorenmaa
 TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma Paperitekniikka Opinnäytetyö ON-LINE-PÄÄLLYSTYKSEN MITTAUKSET Työn ohjaaja Työn teettäjä Tampere 2008 DI Arto Nikkilä ACA Systems Oy, valvojina
TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma Paperitekniikka Opinnäytetyö ON-LINE-PÄÄLLYSTYKSEN MITTAUKSET Työn ohjaaja Työn teettäjä Tampere 2008 DI Arto Nikkilä ACA Systems Oy, valvojina
Tuoteseloste FI 08.2005 Heatset Prosessivärit APUAINEET
 APUAINEET Hubergroupin uuden teknologian heatset-painovärit on suunniteltu käytettäviksi sellaisenaan ilman apuaineita. Joskus syntyy kuitenkin tilanteita, joissa painatusprosessin olosuhteissa tapahtuu
APUAINEET Hubergroupin uuden teknologian heatset-painovärit on suunniteltu käytettäviksi sellaisenaan ilman apuaineita. Joskus syntyy kuitenkin tilanteita, joissa painatusprosessin olosuhteissa tapahtuu
Jarkko Tyni TOIMILAITTEIDEN VIKAILMOITUKSIEN KERÄILYJÄRJESTEL- MÄ
 Jarkko Tyni TOIMILAITTEIDEN VIKAILMOITUKSIEN KERÄILYJÄRJESTEL- MÄ TOIMILAITTEIDEN VIKAILMOITUKSIEN KERÄILYJÄRJESTEL- MÄ Jarkko Tyni Opinnäytetyö Kevät 2014 Automaatiotekniikan koulutusohjelma Oulun seudun
Jarkko Tyni TOIMILAITTEIDEN VIKAILMOITUKSIEN KERÄILYJÄRJESTEL- MÄ TOIMILAITTEIDEN VIKAILMOITUKSIEN KERÄILYJÄRJESTEL- MÄ Jarkko Tyni Opinnäytetyö Kevät 2014 Automaatiotekniikan koulutusohjelma Oulun seudun
Sisäpiirijuttu. The Inside Story
 Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Pohjapaperin vaikutus päällystyspastan vesiretentioon
 Saimaan ammattikorkeakoulu Tekniikan koulutusala Imatra Prosessitekniikan koulutusohjelma Jere Melto Pohjapaperin vaikutus päällystyspastan vesiretentioon Opinnäytetyö 2013 Tiivistelmä Jere Melto Pohjapaperin
Saimaan ammattikorkeakoulu Tekniikan koulutusala Imatra Prosessitekniikan koulutusohjelma Jere Melto Pohjapaperin vaikutus päällystyspastan vesiretentioon Opinnäytetyö 2013 Tiivistelmä Jere Melto Pohjapaperin
5$32577, 1 (8) Kokeen aikana vaihteisto sijaitsi tasalämpöisessä hallissa.
 Kokeen aikana vaihteisto sijaitsi tasalämpöisessä hallissa.") 5$32577, 1 (8) 5967(&12/2*
5$32577, 1 (8) 5967(&12/2*
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Paperin päällystäminen
 Saimaan ammattikorkeakoulu Tekniikka Imatra Paperitekniikka Paperi- ja prosessiteollisuuden suunnittelu Lauri Welling Paperin päällystäminen Opinnäytetyö 2012 Tiivistelmä Lauri Welling Paperin päällystäminen,
Saimaan ammattikorkeakoulu Tekniikka Imatra Paperitekniikka Paperi- ja prosessiteollisuuden suunnittelu Lauri Welling Paperin päällystäminen Opinnäytetyö 2012 Tiivistelmä Lauri Welling Paperin päällystäminen,
Lahti Precision Fluidisointijärjestelmä
 Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Paranna koneesi ajettavuutta. Kasvata ratanopeutta. Vähennä ja lyhennä ratakatkoja. Paranna työturvallisuutta. Paranna lopputuotteen laatua
 Paranna koneesi ajettavuutta Kasvata ratanopeutta Vähennä ja lyhennä ratakatkoja Paranna työturvallisuutta Paranna lopputuotteen laatua Säästä energiaa Lisää tuottavuutta Skannerit koko paperinvalmistusprosessiin
Paranna koneesi ajettavuutta Kasvata ratanopeutta Vähennä ja lyhennä ratakatkoja Paranna työturvallisuutta Paranna lopputuotteen laatua Säästä energiaa Lisää tuottavuutta Skannerit koko paperinvalmistusprosessiin
PÄÄLLYSTYKSEN VESIRETENTIOMITTAUKSET
 TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma Mika Kouhia Opinnäytetyö PÄÄLLYSTYKSEN VESIRETENTIOMITTAUKSET Työn ohjaaja Työn teettäjä Tampere 5/2009 Diplomi-insinööri Arto Nikkilä Tampereen
TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma Mika Kouhia Opinnäytetyö PÄÄLLYSTYKSEN VESIRETENTIOMITTAUKSET Työn ohjaaja Työn teettäjä Tampere 5/2009 Diplomi-insinööri Arto Nikkilä Tampereen
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Honeywell Adaptec TM. Honeywell. Yksi tyyli. Kolme kokoa. Räätälöity istuvuus ja ominaisuudet. SPERIAN ON NYT HONEYWELL
 Honeywell Adaptec TM Honeywell Yksi tyyli. Kolme kokoa. Räätälöity istuvuus ja ominaisuudet. SPERIAN ON NYT HONEYWELL Honeywell Kapea Tavallinen Leveä Silmät linssien keskelle nenäsillan avulla; väsymys
Honeywell Adaptec TM Honeywell Yksi tyyli. Kolme kokoa. Räätälöity istuvuus ja ominaisuudet. SPERIAN ON NYT HONEYWELL Honeywell Kapea Tavallinen Leveä Silmät linssien keskelle nenäsillan avulla; väsymys
HePon ryhmäajokoulutus Ajomuodostelmat
 HePon ryhmäajokoulutus 9.4.2011 Ajomuodostelmat Peesaus Edellä ajavaan etäisyys 30 cm Kovissa nopeuksissa parikin metriä jo auttaa Älä aja renkaat limittäin Pidä veto koko ajan päällä Älä kiihdytä ja rullaa
HePon ryhmäajokoulutus 9.4.2011 Ajomuodostelmat Peesaus Edellä ajavaan etäisyys 30 cm Kovissa nopeuksissa parikin metriä jo auttaa Älä aja renkaat limittäin Pidä veto koko ajan päällä Älä kiihdytä ja rullaa
Arkkioffset-painovärit
 RESISTA RAPIDA REFLECTA IMPRESSION SURPRIZE PERFEXION More than just ink Synergia tuottaa innovaatioita Teknologia INNOVAATIO Know-how Kokemus Teknologia on vain niin onnistunutta kuin sen avulla saadut
RESISTA RAPIDA REFLECTA IMPRESSION SURPRIZE PERFEXION More than just ink Synergia tuottaa innovaatioita Teknologia INNOVAATIO Know-how Kokemus Teknologia on vain niin onnistunutta kuin sen avulla saadut
GREDDY PROFEC B SPEC II säätäminen
 GREDDY PROFEC B SPEC II säätäminen Päätin tehdä tällaisen ohjeen, koska jotkut ovat sitä kyselleet suomeksi. Tämä on vapaa käännös eräästä ohjeesta, joka on suunnattu Evoille (joka on koettu toimivaksi
GREDDY PROFEC B SPEC II säätäminen Päätin tehdä tällaisen ohjeen, koska jotkut ovat sitä kyselleet suomeksi. Tämä on vapaa käännös eräästä ohjeesta, joka on suunnattu Evoille (joka on koettu toimivaksi
Perusopintojen Laboratoriotöiden Työselostus 1
 Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
OHJE 2(5) 25.8.2015 Dnro LIVI/4495/05.00/2015 1 KITKAN MITTAAMISEN MENETELMÄ... 3
 25.8.2015 Dnro LIVI/4495/05.00/2015 1 KITKAN MITTAAMISEN MENETELMÄ... 3") OHJE 2(5) Sisällys 1 KITKAN MITTAAMISEN MENETELMÄ... 3 2 LAATUVAATIMUKSET KITKAMITTAREILLE... 3 2.1 Käyttöturvallisuus... 3 2.2 Kalibroitavuus... 3 2.3 Mittaustarkkuus... 4 2.3.1 Mittarien samankaltaisuuteen
OHJE 2(5) Sisällys 1 KITKAN MITTAAMISEN MENETELMÄ... 3 2 LAATUVAATIMUKSET KITKAMITTAREILLE... 3 2.1 Käyttöturvallisuus... 3 2.2 Kalibroitavuus... 3 2.3 Mittaustarkkuus... 4 2.3.1 Mittarien samankaltaisuuteen
Polyuretaanihihnat paperikoneen puristinosalla Satu Hagfors Metso Fabrics, PMC/Beltit
 Polyuretaanihihnat paperikoneen puristinosalla 9.11.2012 Satu Hagfors Metso Fabrics, PMC/Beltit Sisältö - Paperikoneen puristinosa, kenkäpuristin ja kenkäpuristinhihna eli belt - Vaatimukset kenkäpuristinhihnalle
Polyuretaanihihnat paperikoneen puristinosalla 9.11.2012 Satu Hagfors Metso Fabrics, PMC/Beltit Sisältö - Paperikoneen puristinosa, kenkäpuristin ja kenkäpuristinhihna eli belt - Vaatimukset kenkäpuristinhihnalle
metsäteollisuuden tuotantolaitokset Tuotannon supistuminen johtui työkiistan aikaisista seisokeista toisella neljänneksellä.
 Metsäteollisuuden tuotanto Tuotanto Suomessa tammi-syyskuussa 25 Paperia ja Puuta Tuotanto normaalitasolla kolmannella neljänneksellä Kuluvan vuoden heinä-syyskuussa metsäteollisuuden tuotantolaitokset
Metsäteollisuuden tuotanto Tuotanto Suomessa tammi-syyskuussa 25 Paperia ja Puuta Tuotanto normaalitasolla kolmannella neljänneksellä Kuluvan vuoden heinä-syyskuussa metsäteollisuuden tuotantolaitokset
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3
 Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja ohuet liimasaumat. Älykästä Reunalistoitusta PATENTOITU JÄRJESTELMÄ Ä
 Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Liike ja voima. Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä
 Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
RUBBER. Elastinen pinnoite Helppo irrottaa!
 RUBBER comp Elastinen pinnoite Helppo irrottaa! RUBBERcomp KUMIMAALISPRAY RUBBERcomp kumimaalispray on helposti levitettävä, monikäyttöinen, ilmakuivuva erikoiskumipinnoite. Se suojaa käsiteltävän pinnan
RUBBER comp Elastinen pinnoite Helppo irrottaa! RUBBERcomp KUMIMAALISPRAY RUBBERcomp kumimaalispray on helposti levitettävä, monikäyttöinen, ilmakuivuva erikoiskumipinnoite. Se suojaa käsiteltävän pinnan
Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy , Niko Riikonen
 Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy 8.6.2018, Niko Riikonen Ruskon Betoni Oy Betonin suojaaminen erittäin aggressiivisia olosuhteita vastaan Olosuhteissa, jossa PH on
Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy 8.6.2018, Niko Riikonen Ruskon Betoni Oy Betonin suojaaminen erittäin aggressiivisia olosuhteita vastaan Olosuhteissa, jossa PH on
TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma International Pulp and Paper Technology. Opinnäytetyö. Teemu Pussinen
 TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma International Pulp and Paper Technology Opinnäytetyö Teemu Pussinen PÄÄLLYSTYSPASTAN VESIRETENTIO Työn ohjaaja Työn teettäjät Tampere 2008 DI
TAMPEREEN AMMATTIKORKEAKOULU Paperitekniikan koulutusohjelma International Pulp and Paper Technology Opinnäytetyö Teemu Pussinen PÄÄLLYSTYSPASTAN VESIRETENTIO Työn ohjaaja Työn teettäjät Tampere 2008 DI
Suodatinmateriaalien Testaus. TUTKIMUSSELOSTUS AUT43 010271 / 8.11.2007 Suomen Terveysilma Oy
 Suodatinmateriaalien Testaus TUTKIMUSSELOSTUS AUT43 1271 / 8.11.27 Suomen Terveysilma Oy TUTKIMUSSELOSTUS N:O AUT43 1271 2 (6) Tilaaja Tilaus Suomen Terveysilma Oy PL 89 391 Helsinki Tilauksenne 7.3.21
Suodatinmateriaalien Testaus TUTKIMUSSELOSTUS AUT43 1271 / 8.11.27 Suomen Terveysilma Oy TUTKIMUSSELOSTUS N:O AUT43 1271 2 (6) Tilaaja Tilaus Suomen Terveysilma Oy PL 89 391 Helsinki Tilauksenne 7.3.21
Takaje vakuumilaitteen käyttö- ja huolto-ohje
 Takaje vakuumilaitteen käyttö- ja huolto-ohje Vakuumilaiteen saa asentaa ja sitä käyttää kerrallaan vain yksi henkilö. Sitä ei ole suunniteltu monelle yhtäaikaiselle käyttäjälle. Laitteen osat 1. Virtajohto
Takaje vakuumilaitteen käyttö- ja huolto-ohje Vakuumilaiteen saa asentaa ja sitä käyttää kerrallaan vain yksi henkilö. Sitä ei ole suunniteltu monelle yhtäaikaiselle käyttäjälle. Laitteen osat 1. Virtajohto
Essolube. Break-In Oil STANDARD NOBEL-STANDARD KUNTOONAJOÖLJY
 Essolube Break-In Oil STANDARD KUNTOONAJOÖLJY NOBEL-STANDARD ESSOLUBE BREAK-IN OIL (KUNTOONAJOÖLJY) Uusien tai perinpohjaisesti korjattujen autojen tai autobussien kuntoonajo on aina ollut työläs tehtävä.
Essolube Break-In Oil STANDARD KUNTOONAJOÖLJY NOBEL-STANDARD ESSOLUBE BREAK-IN OIL (KUNTOONAJOÖLJY) Uusien tai perinpohjaisesti korjattujen autojen tai autobussien kuntoonajo on aina ollut työläs tehtävä.
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Johtopäätös: Kokeen tulosten perusteella rakenne soveltuu hyvin käytettäväksi urheilutilan lattiana.
 Norges Byggforskningsinstitut Projektin numero: 0 475/0 9011 Paikka ja päivämäärä: Oslo, 29.5.1991 Projektipäällikkö / kirjoittana: Morten Gabrielsen Toimeksiantaja: Boen Bruk A/S Toimeksiantajan osoite:
Norges Byggforskningsinstitut Projektin numero: 0 475/0 9011 Paikka ja päivämäärä: Oslo, 29.5.1991 Projektipäällikkö / kirjoittana: Morten Gabrielsen Toimeksiantaja: Boen Bruk A/S Toimeksiantajan osoite:
PÄÄLLYSTYKSEN KEMIAA BJ60A0600. Stora Enso Oyj Consumer Boards 1 (66) Tuula Sokka/TSo 5.1.2009
 Tuula Sokka/TSo 5.1.2009") 1 (66) PÄÄLLYSTYKSEN KEMIAA BJ60A0600 2 (66) 1. PÄÄLLYSTYKSEN TARKOITUS 1.1. PÄÄLLYSTYS 1.2. POHJAN OMINAISUUKSIEN VAIKUTUS PÄÄLLYSTETYN TUOTTEEN LAATUUN 1.3. POHJAN HUOKOISUUS, HUOKOSKOKO JA HUOKOSKOKOJAKAUMA
1 (66) PÄÄLLYSTYKSEN KEMIAA BJ60A0600 2 (66) 1. PÄÄLLYSTYKSEN TARKOITUS 1.1. PÄÄLLYSTYS 1.2. POHJAN OMINAISUUKSIEN VAIKUTUS PÄÄLLYSTETYN TUOTTEEN LAATUUN 1.3. POHJAN HUOKOISUUS, HUOKOSKOKO JA HUOKOSKOKOJAKAUMA
Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa.
 Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
KUIVATUSOSA www.vaahtogroup.fi
 KUIVATUSOSA VRS-GUIDE Paksuus: 0 3 P&J 5-10 mm Tummanharmaa Maksimi lämmönkesto: 85 Metalli- tai hiilikuitukomposiittiterä paperin- ja kuivatushuovanjohtotelat VRS-GUIDE on taloudellinen pinnoitevaihtoehto
KUIVATUSOSA VRS-GUIDE Paksuus: 0 3 P&J 5-10 mm Tummanharmaa Maksimi lämmönkesto: 85 Metalli- tai hiilikuitukomposiittiterä paperin- ja kuivatushuovanjohtotelat VRS-GUIDE on taloudellinen pinnoitevaihtoehto
1. KALANTEROINTI. Opasiteetti. Kiilto. Tiheys. Kuva 1. Paperin ominaisuuksien käyttäytyminen kalanteroinnissa.
 Kiilto Opasiteetti 1. KALANTEROINTI Kalanteroinnin tärkeimpänä tavoitteena on aikaansaada paperiin haluttu pinnan sileys ja kiilto sekä säätää paperin paksuus ja tiheys halutuksi. Kalanteroinnin päätehtävän
Kiilto Opasiteetti 1. KALANTEROINTI Kalanteroinnin tärkeimpänä tavoitteena on aikaansaada paperiin haluttu pinnan sileys ja kiilto sekä säätää paperin paksuus ja tiheys halutuksi. Kalanteroinnin päätehtävän
(b) Tunnista a-kohdassa saadusta riippuvuudesta virtausmekaniikassa yleisesti käytössä olevat dimensiottomat parametrit.
 Tunnista a-kohdassa saadusta riippuvuudesta virtausmekaniikassa yleisesti käytössä olevat dimensiottomat parametrit.") Tehtävä 1 Oletetaan, että ruiskutussuuttimen nestepisaroiden halkaisija d riippuu suuttimen halkaisijasta D, suihkun nopeudesta V sekä nesteen tiheydestä ρ, viskositeetista µ ja pintajännityksestä σ. (a)
Tehtävä 1 Oletetaan, että ruiskutussuuttimen nestepisaroiden halkaisija d riippuu suuttimen halkaisijasta D, suihkun nopeudesta V sekä nesteen tiheydestä ρ, viskositeetista µ ja pintajännityksestä σ. (a)
Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN
 TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
TEOLLISUUSPINNOITTEET
 TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
(c) Kuinka suuri suhteellinen virhe painehäviön laskennassa tehdään, jos virtaus oletetaan laminaariksi?
 Kuinka suuri suhteellinen virhe painehäviön laskennassa tehdään, jos virtaus oletetaan laminaariksi?") Tehtävä 1 Vettä (10 astetta) virtaa suorassa valurautaisessa (cast iron) putkessa, jonka sisähalkaisija on 100 mm ja pituus 70 m. Tilavuusvirta on 15 litraa minuutissa. (a) Osoita, että virtaus on turbulenttia.
Tehtävä 1 Vettä (10 astetta) virtaa suorassa valurautaisessa (cast iron) putkessa, jonka sisähalkaisija on 100 mm ja pituus 70 m. Tilavuusvirta on 15 litraa minuutissa. (a) Osoita, että virtaus on turbulenttia.
Lakan irtoamista painomateriaalista voidan vähentää painamalla alle arkkioffsetpainoväriä
 Kulta- ja hopealakat Tuoteiden kuvaus kulta- ja hopealakat ovat täysin uusia patentoituja tuotteita. Näillä vesiohenteisilla kulta- ja hopeaväreillä saavutetaan in-line lakkaamisessa erinomainen kirkkaus
Kulta- ja hopealakat Tuoteiden kuvaus kulta- ja hopealakat ovat täysin uusia patentoituja tuotteita. Näillä vesiohenteisilla kulta- ja hopeaväreillä saavutetaan in-line lakkaamisessa erinomainen kirkkaus
Kuva 1. VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen, malli 510
 VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
FlowUnit tiivisteveden valvontalaite EagleBurgmann FLC200 tiivisteveden valvontalaite
 FlowUnit tiivisteveden valvontalaite EagleBurgmann FLC00 tiivisteveden valvontalaite FlowUnit tiivisteveden valvontalaite Yleistä FlowUnit tiivisteveden valvontalaite on kehitetty erityisesti valvomaan
FlowUnit tiivisteveden valvontalaite EagleBurgmann FLC00 tiivisteveden valvontalaite FlowUnit tiivisteveden valvontalaite Yleistä FlowUnit tiivisteveden valvontalaite on kehitetty erityisesti valvomaan
monipuolinen ilmaverho
 monipuolinen ilmaverho Mitä patentoitu (no.: 4415079 C2) tarjoaa perinteisiin malleihin nähden järjestelmä korkea suojausteho alhainen energia kulutus matala melutaso helppokäyttöisyys ja säätömahdollisuudet
monipuolinen ilmaverho Mitä patentoitu (no.: 4415079 C2) tarjoaa perinteisiin malleihin nähden järjestelmä korkea suojausteho alhainen energia kulutus matala melutaso helppokäyttöisyys ja säätömahdollisuudet
TONA. Taloudellinen ja ekologinen keraaminen savupiippujärjestelmä CERAMIC GUARANTEE
 TONA Taloudellinen ja ekologinen keraaminen savupiippujärjestelmä CERAMIC GUARANTEE TONA Johtava eurooppalainen keraamisten savupiippujen toimittaja TONA aloitti keraamisten tuotteiden valmistuksen vuonna
TONA Taloudellinen ja ekologinen keraaminen savupiippujärjestelmä CERAMIC GUARANTEE TONA Johtava eurooppalainen keraamisten savupiippujen toimittaja TONA aloitti keraamisten tuotteiden valmistuksen vuonna
VAUNUKUIVURIT K-SARJA M 180 365K
 VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
Holmen Paper Madrid Peninsular sanomalehtipaperikone, joka käynnistyi ennätysnopeudella
 Holmen Paper Madrid Peninsular sanomalehtipaperikone, joka käynnistyi ennätysnopeudella Holmen Paper AB otti käyttöön uuden sanomalehtipaperikoneen PK62 Madridin tehtaalla Espanjassa ennätyksellisessä
Holmen Paper Madrid Peninsular sanomalehtipaperikone, joka käynnistyi ennätysnopeudella Holmen Paper AB otti käyttöön uuden sanomalehtipaperikoneen PK62 Madridin tehtaalla Espanjassa ennätyksellisessä
NPHARVEST TYPEN TALTEENOTTO REJEKTIVEDESTÄ UUSI ENERGIATEHOKAS TEKNOLOGIA Vesihuoltopäivät 2018
 NPHARVEST TYPEN TALTEENOTTO REJEKTIVEDESTÄ UUSI ENERGIATEHOKAS TEKNOLOGIA Vesihuoltopäivät 2018 Juho Kaljunen 24.5.2018 Sisältö Miksi typpeä kannattaa ottaa talteen? NPHarvest ja typen kierto Pilotti ja
NPHARVEST TYPEN TALTEENOTTO REJEKTIVEDESTÄ UUSI ENERGIATEHOKAS TEKNOLOGIA Vesihuoltopäivät 2018 Juho Kaljunen 24.5.2018 Sisältö Miksi typpeä kannattaa ottaa talteen? NPHarvest ja typen kierto Pilotti ja
y 2 h 2), (a) Näytä, että virtauksessa olevan fluidialkion tilavuus ei muutu.
, (a) Näytä, että virtauksessa olevan fluidialkion tilavuus ei muutu.") Tehtävä 1 Tarkastellaan paineen ajamaa Poisseuille-virtausta kahden yhdensuuntaisen levyn välissä Levyjen välinen etäisyys on 2h Nopeusjakauma raossa on tällöin u(y) = 1 dp ( y 2 h 2), missä y = 0 on raon
Tehtävä 1 Tarkastellaan paineen ajamaa Poisseuille-virtausta kahden yhdensuuntaisen levyn välissä Levyjen välinen etäisyys on 2h Nopeusjakauma raossa on tällöin u(y) = 1 dp ( y 2 h 2), missä y = 0 on raon
MACCO BF Haarukkavaunu KÄYTTÖOHJEET. Oy Machine Tool Co
 MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
Männyn laaturajojen integrointi runkokäyrän ennustamisessa. Laura Koskela Tampereen yliopisto 9.6.2003
 Männyn laaturajojen integrointi runkokäyrän ennustamisessa Laura Koskela Tampereen yliopisto 9.6.2003 Johdantoa Pohjoismaisen käytännön mukaan rungot katkaistaan tukeiksi jo metsässä. Katkonnan ohjauksessa
Männyn laaturajojen integrointi runkokäyrän ennustamisessa Laura Koskela Tampereen yliopisto 9.6.2003 Johdantoa Pohjoismaisen käytännön mukaan rungot katkaistaan tukeiksi jo metsässä. Katkonnan ohjauksessa
TUTKIMUS "VAMMAS"-LtJMI SIiVEN HEI TTO-OMI NAT SUU KS 1 STA
 1 ks1i 32 TUTKIMUS "VAMMAS"-LtJMI SIiVEN HEI TTO-OMI NAT SUU KS 1 STA Vammas-lumisiipi kiinnitetään TH:n emäterän jatkeeksi. Sitä käytetään pääasiassa aurausvallien madaltamistyössä. Tässä tutkimuksessa
1 ks1i 32 TUTKIMUS "VAMMAS"-LtJMI SIiVEN HEI TTO-OMI NAT SUU KS 1 STA Vammas-lumisiipi kiinnitetään TH:n emäterän jatkeeksi. Sitä käytetään pääasiassa aurausvallien madaltamistyössä. Tässä tutkimuksessa
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31)
") On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
Märehtijä. Väkirehumäärän lisäämisen vaikutus pötsin ph-tasoon laiduntavilla lehmillä 29.3.2012. Karkearehun käyttäjä Ruoansulatus.
 Märehtijä Karkearehun käyttäjä Ruoansulatus Pötsin ph Ruokinta Väkevyys Arja Korhonen Väkirehumäärän lisäämisen vaikutus pötsin ph-tasoon laiduntavilla lehmillä Tutkimus tehty MTT Maaningan tutkimuskoeasemalla
Märehtijä Karkearehun käyttäjä Ruoansulatus Pötsin ph Ruokinta Väkevyys Arja Korhonen Väkirehumäärän lisäämisen vaikutus pötsin ph-tasoon laiduntavilla lehmillä Tutkimus tehty MTT Maaningan tutkimuskoeasemalla
1. Hidaskäyntiset moottorit
 1. Hidaskäyntiset moottorit 1.1 Radiaalimäntämoottorit 1.1.1 Ulkoisin virtauskanavin varustetut moottorit Ulkoisin virtauskanavin varustettujen moottorien arvoja: (moottorikoon mukaan) - käyttöpainealue
1. Hidaskäyntiset moottorit 1.1 Radiaalimäntämoottorit 1.1.1 Ulkoisin virtauskanavin varustetut moottorit Ulkoisin virtauskanavin varustettujen moottorien arvoja: (moottorikoon mukaan) - käyttöpainealue
KÄYTTÖOHJEET ABT KÄSIKETJUTALJOILLE
 KÄYTTÖOHJEET ABT KÄSIKETJUTALJOILLE Kapasiteetti: 250, 500, 1000, 2000, 3000, 5000, 10000 ja 20000kg Huomio: Lue tämä käyttöohje ennen käsiketjutaljan käyttöönottoa. 1. Ripusta talja yläkoukusta ja nosta
KÄYTTÖOHJEET ABT KÄSIKETJUTALJOILLE Kapasiteetti: 250, 500, 1000, 2000, 3000, 5000, 10000 ja 20000kg Huomio: Lue tämä käyttöohje ennen käsiketjutaljan käyttöönottoa. 1. Ripusta talja yläkoukusta ja nosta
LMM KARTING TEAM. Rungon perussäädöt
 Rungon perussäädöt 1. Aurauskulma 1. Auraus 2. Haritus Auraus ja haritus on kulma jolla etupyörien kulmat poikkeavat ajosuunnassa toisistaan. Auraus = pyörät on kääntynyt sisäänpäin. Haritus = pyörät sojottavat
Rungon perussäädöt 1. Aurauskulma 1. Auraus 2. Haritus Auraus ja haritus on kulma jolla etupyörien kulmat poikkeavat ajosuunnassa toisistaan. Auraus = pyörät on kääntynyt sisäänpäin. Haritus = pyörät sojottavat
Paperivalikko. Aseta laji/alust Määr. vast.ot.al Monisyöt asetus Mukautetut lajit Vastaanottoalust Ylivuotoalusta Paperin lisäys
 Paperivalikossa voidaan määrittää jokaiseen paperilokeroon lisättävä paperilaji, oletuksena oleva paperilähde ja vastaanottoalusta. Lisätietoja saat valitsemalla valikon vaihtoehdon: 1 Aseta laji/alust
Paperivalikossa voidaan määrittää jokaiseen paperilokeroon lisättävä paperilaji, oletuksena oleva paperilähde ja vastaanottoalusta. Lisätietoja saat valitsemalla valikon vaihtoehdon: 1 Aseta laji/alust
Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]
![Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]](/thumbs/24/3392447.jpg "Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]") Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
MATEK822 Pro Gradu seminaari Johannes Tiusanen 12.11.2002
 MATEK / MAATALOUSTEKNOLOGIA SEMINAARIMONISTE MATEK822 Pro Gradu seminaari Johannes Tiusanen 12.11.2002 $,,4,,890 : 9:: ;4 2,, Helsingin yliopisto Maa- ja kotitalousteknologian laitos Tuulen teho ja tuulisuus
MATEK / MAATALOUSTEKNOLOGIA SEMINAARIMONISTE MATEK822 Pro Gradu seminaari Johannes Tiusanen 12.11.2002 $,,4,,890 : 9:: ;4 2,, Helsingin yliopisto Maa- ja kotitalousteknologian laitos Tuulen teho ja tuulisuus
ASTIANPESUKONE WD-6 Säätöohjeet
 ASTIANPESUKONE WD-6 Säätöohjeet Käännös valmistajan alkuperäisestä ohjeesta Rev 4.2 (201505) 4246074, 4246075, 4246084, 4246152, 4246153, 4246154 Säätöohjeet METOS WD-6 6. Säätöohjeet Tämä kuvio laitteen
ASTIANPESUKONE WD-6 Säätöohjeet Käännös valmistajan alkuperäisestä ohjeesta Rev 4.2 (201505) 4246074, 4246075, 4246084, 4246152, 4246153, 4246154 Säätöohjeet METOS WD-6 6. Säätöohjeet Tämä kuvio laitteen
TEKNIIKKA. Dieselmoottorit jaetaan kahteen ryhmään: - Apukammiomoottoreihin - Suoraruiskutusmoottoreihin
 TALOUDELLISUUS Dieselmoottori on vastaavaa ottomoottoria taloudellisempi vaihtoehto, koska tarvittava teho säädetään polttoaineen syöttömäärän avulla. Ottomoottorissa kuristetaan imuilman määrää kaasuläpän
TALOUDELLISUUS Dieselmoottori on vastaavaa ottomoottoria taloudellisempi vaihtoehto, koska tarvittava teho säädetään polttoaineen syöttömäärän avulla. Ottomoottorissa kuristetaan imuilman määrää kaasuläpän
UPM-Kymmene Oyj, Tervasaari, DI Jukka Kivivasara
 TAMPEREEN AMMATTIKORKEAKOULU Kemiantekniikka Tutkintotyö PÄÄLLYSTEEN REOLOGIAAN VAIKUTTAVAT TEKIJÄT Työn ohjaaja Työn teettäjä Tampere 2006 DI Arto Nikkilä UPM-Kymmene Oyj, Tervasaari, DI Jukka Kivivasara
TAMPEREEN AMMATTIKORKEAKOULU Kemiantekniikka Tutkintotyö PÄÄLLYSTEEN REOLOGIAAN VAIKUTTAVAT TEKIJÄT Työn ohjaaja Työn teettäjä Tampere 2006 DI Arto Nikkilä UPM-Kymmene Oyj, Tervasaari, DI Jukka Kivivasara
Q-2000 kaasupesuri. Pystymallinen kaasupesuri laboratorioon OUREX OY Mäkirinteentie 3, Kangasala Puh. (03) ourex.
 ourex.") 19.3.2019 Pystymallinen kaasupesuri laboratorioon 1 Toimintaperiaate Höyrypesuri puhdistaa ja neutraloi saastuneen ilman. Puhdistus ja neutralointi tapahtuu märkäprosessissa, Quimipol kaasupesurin käyttämä
19.3.2019 Pystymallinen kaasupesuri laboratorioon 1 Toimintaperiaate Höyrypesuri puhdistaa ja neutraloi saastuneen ilman. Puhdistus ja neutralointi tapahtuu märkäprosessissa, Quimipol kaasupesurin käyttämä
Esim: Mikä on tarvittava sylinterin halkaisija, jolla voidaan kannattaa 10 KN kuorma (F), kun käytettävissä on 100 bar paine (p).
, kun käytettävissä on 100 bar paine (p).") 3. Peruslait 3. PERUSLAIT Hydrauliikan peruslait voidaan jakaa hydrostaattiseen ja hydrodynaamiseen osaan. Hydrostatiikka käsittelee levossa olevia nesteitä ja hydrodynamiikka virtaavia nesteitä. Hydrauliikassa
3. Peruslait 3. PERUSLAIT Hydrauliikan peruslait voidaan jakaa hydrostaattiseen ja hydrodynaamiseen osaan. Hydrostatiikka käsittelee levossa olevia nesteitä ja hydrodynamiikka virtaavia nesteitä. Hydrauliikassa
Anna-Reetta Juntunen PAPERIN PINTAVIKOJEN SEURANTA JA PALAUTEJÄRJESTELMÄN KEHITTÄMINEN
 Anna-Reetta Juntunen PAPERIN PINTAVIKOJEN SEURANTA JA PALAUTEJÄRJESTELMÄN KEHITTÄMINEN PAPERIN PINTAVIKOJEN SEURANTA JA PALAUTEJÄRJESTELMÄN KEHITTÄMINEN Anna-Reetta Juntunen Opinnäytetyö Kevät 2013 Kone-
Anna-Reetta Juntunen PAPERIN PINTAVIKOJEN SEURANTA JA PALAUTEJÄRJESTELMÄN KEHITTÄMINEN PAPERIN PINTAVIKOJEN SEURANTA JA PALAUTEJÄRJESTELMÄN KEHITTÄMINEN Anna-Reetta Juntunen Opinnäytetyö Kevät 2013 Kone-
PIENOISLINEAARIJOHTEET
 RSR Z ja RSH Z PIENOISLINEAARIJOHTEET MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 5 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 5 172 Vantaa
RSR Z ja RSH Z PIENOISLINEAARIJOHTEET MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 5 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 5 172 Vantaa
Innovaatio-ohjelman Läpivirtauslaitoksen ravinnekuormituksen alentamismenetelmät hankkeen osa Oy Wai Consulting Ltd
 Innovaatio-ohjelman Läpivirtauslaitoksen ravinnekuormituksen alentamismenetelmät hankkeen osa Oy Wai Consulting Ltd Onko uusia taloudellisesti kannattavia tapoja kerätä kiintoainetta maa-altaista? Martti
Innovaatio-ohjelman Läpivirtauslaitoksen ravinnekuormituksen alentamismenetelmät hankkeen osa Oy Wai Consulting Ltd Onko uusia taloudellisesti kannattavia tapoja kerätä kiintoainetta maa-altaista? Martti
ASENNUSOHJE AMMATTILAISELLE SATINE MICROCEMENT MEDIUM SILEÄLLE, UUDELLE POHJALLE MÄRKÄTILAAN
 Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
Stora Enso Kabel OLC 5 Laatu luo tyytyväisyyttä
 Paperin hyvää laatua ei todenneta vain visuaalisesti, vaan myös painajan lausunto on tarpeen: Ensiluokkaista! Stora Enso Kabel OLC 5 Laatu luo tyytyväisyyttä Stora Enso Kabel on yksi Stora Enso -konsernin
Paperin hyvää laatua ei todenneta vain visuaalisesti, vaan myös painajan lausunto on tarpeen: Ensiluokkaista! Stora Enso Kabel OLC 5 Laatu luo tyytyväisyyttä Stora Enso Kabel on yksi Stora Enso -konsernin
HIENORAKEISEN MATERIAALIN PARTIKKELIKOON MÄÄRITYS Menetelmän siirto ja validointi
 HIENORAKEISEN MATERIAALIN PARTIKKELIKOON MÄÄRITYS Menetelmän siirto ja validointi TTY, Rakennustekniikan laitos, maa- ja pohjarakenteiden laboratorio (GEOLA) Opinnäytetyö Joulukuu 2016 Tero Porkka Sisältö
HIENORAKEISEN MATERIAALIN PARTIKKELIKOON MÄÄRITYS Menetelmän siirto ja validointi TTY, Rakennustekniikan laitos, maa- ja pohjarakenteiden laboratorio (GEOLA) Opinnäytetyö Joulukuu 2016 Tero Porkka Sisältö
testo 831 Käyttöohje
 testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
SUPER SHREDDER Kaikkiruokainen linjamurskain
 1 SUPER SHREDDER Kaikkiruokainen linjamurskain SUPER SHREDDER pienentää putkistoissa virtaavat kovat kiintoaineet. Se on erittäin tehokas murskain, jolla on virtaviivainen, helppohoitoinen rakenne ja vain
1 SUPER SHREDDER Kaikkiruokainen linjamurskain SUPER SHREDDER pienentää putkistoissa virtaavat kovat kiintoaineet. Se on erittäin tehokas murskain, jolla on virtaviivainen, helppohoitoinen rakenne ja vain
N S. ta tai m ä. BLÄUER 2003 www.kasityo.com versio 1.0
 N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
nostolaitteeseen kiinnitettävä, malli 531
 VAKOLA Postios. Helsinki Rukkilo Puhelin Helsinki 43 48 12 Routatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 158 Koetusselostus 270 VILMO-VÄKILANNOITTEENLEVITYSKONE nostolaitteeseen kiinnitettävä,
VAKOLA Postios. Helsinki Rukkilo Puhelin Helsinki 43 48 12 Routatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 158 Koetusselostus 270 VILMO-VÄKILANNOITTEENLEVITYSKONE nostolaitteeseen kiinnitettävä,
Opas tulostamisen kustannuksien vähentämiseen
 Opas tulostamisen kustannuksien vähentämiseen Sisällysluettelo 1. Tulosta mustavalkoisena 2. Kaksipuoleinen tulostus 3. Käytä verkkotulostimia, mielellään monitoimilaitteita 4. Asemoi useampi sivu tulostettavaa
Opas tulostamisen kustannuksien vähentämiseen Sisällysluettelo 1. Tulosta mustavalkoisena 2. Kaksipuoleinen tulostus 3. Käytä verkkotulostimia, mielellään monitoimilaitteita 4. Asemoi useampi sivu tulostettavaa
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
SMG-4500 Tuulivoima. Ensimmäisen luennon aihepiirit. Ilmavirtojen liikkeisiin vaikuttavat voimat TUULEN LUONNONTIETEELLISET PERUSTEET
 SMG-4500 Tuulivoima Ensimmäisen luennon aihepiirit Tuuli luonnonilmiönä: Ilmavirtojen liikkeisiin vaikuttavat voimat 1 TUULEN LUONNONTIETEELLISET PERUSTEET Tuuli on ilman liikettä suhteessa maapallon pyörimisliikkeeseen.
SMG-4500 Tuulivoima Ensimmäisen luennon aihepiirit Tuuli luonnonilmiönä: Ilmavirtojen liikkeisiin vaikuttavat voimat 1 TUULEN LUONNONTIETEELLISET PERUSTEET Tuuli on ilman liikettä suhteessa maapallon pyörimisliikkeeseen.
SYÖTTÖVEDENSÄÄDIN EVM-1 F
 EVM - 1F -syöttövedensäädin on tarkoitettu höyrykattiloihin, joiden teho on alle 10 t / h ja paine max 60 bar. Säädin huolehtii höyrykattiloiden syöttöveden jatkuvasta säädöstä ja pitää vedenpinnan korkeuden
EVM - 1F -syöttövedensäädin on tarkoitettu höyrykattiloihin, joiden teho on alle 10 t / h ja paine max 60 bar. Säädin huolehtii höyrykattiloiden syöttöveden jatkuvasta säädöstä ja pitää vedenpinnan korkeuden
KALVOVENTTIILIT OMINAISUUDET: YLEISIMMÄT KÄYTTÖKOHTEET: Kemianteollisuus, vesilaitokset, elintarviketeollisuus sekä paperiteollisuus
 KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
RVS-TECNOLOGYN KOKEILU HAMMASVAIHTEESSA
 RAPORTTI 1 (8) RVS-TECNOLOGYN KOKEILU HAMMASVAIHTEESSA 1. Yleistä Kokeilukohteena oli koulutuskäytössä oleva yksiportainen vinohampainen hammasvaihde, jonka välityssuhde on 2.7 Vaihdetta kuormitettiin
RAPORTTI 1 (8) RVS-TECNOLOGYN KOKEILU HAMMASVAIHTEESSA 1. Yleistä Kokeilukohteena oli koulutuskäytössä oleva yksiportainen vinohampainen hammasvaihde, jonka välityssuhde on 2.7 Vaihdetta kuormitettiin
TEHNIKA tukkivannesahat
 TEHNIKA tukkivannesahat Maahantuonti ja myynti Veistokone-fi Espoo myynti@veistokone.fi 040-779 8800 Tehnika tukkivannesahat TEHNIKA AUCE TEHNIKA AUCE on Latvialainen yhtiö, joka on perustettu vuonna 1993.
TEHNIKA tukkivannesahat Maahantuonti ja myynti Veistokone-fi Espoo myynti@veistokone.fi 040-779 8800 Tehnika tukkivannesahat TEHNIKA AUCE TEHNIKA AUCE on Latvialainen yhtiö, joka on perustettu vuonna 1993.
Voimakas kiillottuskone luonnonkivelle, varustettu näppiotteella
 Voimakas kiillottuskone luonnonkivelle, varustettu näppiotteella LK 602 VR 258.580 Laikan maksimi halkaisija 220 mm Tukialustan maksimi Ø 75 mm Kierrosluku ilman kuormitusta 800-2400 /min Ottoteho 500
Voimakas kiillottuskone luonnonkivelle, varustettu näppiotteella LK 602 VR 258.580 Laikan maksimi halkaisija 220 mm Tukialustan maksimi Ø 75 mm Kierrosluku ilman kuormitusta 800-2400 /min Ottoteho 500
Salasanan vaihto uuteen / How to change password
 Salasanan vaihto uuteen / How to change password Sisällys Salasanakäytäntö / Password policy... 2 Salasanan vaihto verkkosivulla / Change password on website... 3 Salasanan vaihto matkapuhelimella / Change
Salasanan vaihto uuteen / How to change password Sisällys Salasanakäytäntö / Password policy... 2 Salasanan vaihto verkkosivulla / Change password on website... 3 Salasanan vaihto matkapuhelimella / Change
1010 watin 2-nopeussekoitin nopeussäätö myös käyttökytkimessä
 1010 watin 2-nopeussekoitin nopeussäätö myös käyttökytkimessä MXE 1002 + WR2 120 Tilausnumero 433.209 1010 watin 2-nopeussekoitin nopeussäätö myös käyttökytkimessä + Vankka kaksinopeusvaihteisto: Ylimitoitettu
1010 watin 2-nopeussekoitin nopeussäätö myös käyttökytkimessä MXE 1002 + WR2 120 Tilausnumero 433.209 1010 watin 2-nopeussekoitin nopeussäätö myös käyttökytkimessä + Vankka kaksinopeusvaihteisto: Ylimitoitettu
PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK
 PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK Vastuunrajaus PC vai Yoshbox Kirjoittaja on kirjoittanut
PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK Vastuunrajaus PC vai Yoshbox Kirjoittaja on kirjoittanut