Viilujen esikuivaus puristamalla Case: Raute Oyj
|
|
|
- Hanna Järvinen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 Viilujen esikuivaus puristamalla Case: Raute Oyj LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikan koulutusohjelma Puutekniikka Opinnäytetyö Kevät 2016 Jere Vanhatalo
2 1 Lahden ammattikorkeakoulu Materiaalitekniikan koulutusohjelma VANHATALO, JERE: Viilujen esikuivaus puristamalla Puutekniikan opinnäytetyö, 44 sivua Kevät 2016 TIIVISTELMÄ Tämä opinnäytetyö tehtiin Raute Oyj:n toimeksiantona. Työn aiheena oli viilujen esikuivaus. Työn tarkoituksena oli tutkia, onko viilujen esikuivauksesta hyötyä ennen varsinaista kuivausta. Tutkimukset suoritettiin puristamalla viiluja nipuissa. Tutkimuksissa säädeltiin puristuspainetta, puristusaikaa ja erilaisia syklejä. Säätelyllä pyrittiin löytämään näiden kolmelle muuttujalle optimaalisin yhdistelmä, jolla viiluista saataisiin poistettua mahdollisimman paljon vettä rikkomatta viilun rakennetta. Tutkimus suoritettiin kahdessa osassa. Ensimmäinen osa suoritettiin Lahden ammattikorkeakoulun puutekniikan laboratoriossa ja toinen osa suoritettiin Raute Oyj:n laboratoriossa Nastolassa. Tutkimuksessa käytettiin havupintaviilua. Testattavien viilujen paksuus oli 3,2 millimetriä. Tulosten perusteella voitiin todeta, että esikuivauksesta on hyötyä ennen varsinaista kuivausta. Esikuivaamalla viilut säästettiin energiaa ja näin ollen myös selvää rahaa. Viilut ovat sorvilta tulleessaan kosteudeltaan todella epätasaisia, mutta esikuivaamalla viilujen kosteuserot saadaan tasaisemmiksi. Kosteuserojen tasaaminen helpottaa viilun varsinaista kuivausta. Asiasanat: viilu, esikuivaus, havuviilu, kuivaus, kosteus, puristus
3 2 Lahti University of Applied Sciences Degree Programme in Materials Technology VANHATALO, JERE: Pre-drying veneers by pressing Bachelor s Thesis in Wood Technology, 44 pages Spring 2016 ABSTRACT This Bachelor s thesis was commissioned by Raute Oyj. The thesis deals with pre-drying veneer by pressing. The objective of the thesis was to investigate whether pre-drying of veneers benefits actual drying. The study was conducted by pressing veneers in bundles. Different compression pressures, pressing times and cycles were tested in order to find an optimal combination of these variables, which would remove as much water without breaking the structure of the veneer. The study was conducted in two parts. The first part was conducted in the laboratory of Lahti University of Applied Sciences and the second part was conducted in Raute Oyj s laboratory in Nastola. The veneers in the tests were 3.2 mm thick conifer surface veneers. The results showed that pre-drying is beneficial prior to the actual drying. Pre-drying the veneers saves energy and also money. Planed veneers have variable moistures, but pre-drying makes the moisture even, which facilitates the actual pressing. Key words: veneer, pre-drying, coniferveneer, drying, moisture, pressing
4 3 SISÄLLYS 1 JOHDANTO Työn tavoitteet Raute Oyj 5 2 HAVUVIILUN SOLURAKENNE 6 3 VIILUN VALMISTUS Haudonta Kuorinta Katkaisu Sorvaus 12 4 VIILUN KUIVAUS Viilun esikuivaus Kuivaus Kuivausaikaan vaikuttavat tekijät Menetelmät Verkkokuivaus Telakuivaus 17 5 KOKEELLINEN OSA Tutkimuksen tavoitteet Koekappaleiden valmistus Esikuivaus 21 6 TULOKSET Tulosten tarkastelu 28 YHTEENVETO 32 LÄHTEET 33
5 4 1 JOHDANTO 1.1 Työn tavoitteet Viilut ovat sorvilta tullessaan märkiä, eikä niitä voida sellaisenaan hyödyntää. Ennen kuin viiluja voidaan käyttää, täytyy ne kuivata kosteuteen, jota niiden jatkojalostus vaatii. Kuivaaminen tapahtuu kuumentamalla viilua, jolloin viiluissa oleva kosteus haihtuu pois. Viilujen kuivaukseen käytettäviä koneita on kolmea tyyppiä, tela-, kontakti- ja verkkokuivain. Kaikki kuivausmenetelmät ovat variaatioita näistä kuivaus tyypeistä. Viilujen kuivaaminen tuotannossa on kuitenkin aikaa vievää ja kallista. Veden poistamiseksi viiluista kuluu energiaa ja energia maksaa. Tästä syystä esikuivauksen hyötyjä tutkittiin. Viilujen esikuivauksella pyritään poistamaan viiluista vettä puristamalla viiluja pinkassa. Esikuivauksen tarkoituksena on säästää energiaa ja nopeuttaa varsinaista kuivausprosessia poistamalla vettä puuaineksesta niin paljon kuin mahdollista. Esikuivauksella poistettu vesi nopeuttaa varsinaista kuivausta, koska tällöin kuivaukseen menevät viilut ovat jo valmiiksi kuivempia. Tämän opinnäytetyön tavoitteena oli tutkia, kuinka paljon viiluista on mahdollista puristaa vettä pois rikkomatta viilun rakennetta. Tavoitteena oli myös ottaa selvää onko uuden työvaiheen liittämisestä viilutuotantoon taloudellista hyötyä ja kuinka paljon. Muutujina toimivat puristusaika, puristuspaine ja erilaiset syklit. Muuttujia vaihtelemalla pyrittiin löytämään optimaalisin yhdistelmä, jolla saadaan puristettua viilut mahdollisimman kuiviksi, ilman viilujen rikkoontumista.
6 5 1.2 Raute Oyj Raute Oyj on puun jalostukseen soveltuvia koneita valmistava yritys. Yrityksen asiakkaana ovat yritykset, jotka toimivat puutuoteteollisuudessa maailmanlaajuisesti. Koneet soveltuvat pääsääntöisesti viilujen, vanerin ja liimapuun valmistukseen. Raute johtaa markkinaosuudellaan vaneriteollisuudessa ja LVL-teollisuudessa sillä on vahva asema. (Raute Oyj 2016.) Rautella on toimipisteitä ympäri maailmaa. Sen tuotantolaitokset sijaitsevat Suomessa Nastolassa ja Kajaanissa. Kaksi muuta tuotantolaitosta sijaitsevat Kanadassa sekä Kiinassa. Raute työllistää 600 ihmistä eri maissa ja sen liikevaihto oli vuonna 2015 noin 127 miljoonaa euroa (Raute Oyj 2016.)
7 6 2 HAVUVIILUN SOLURAKENNE Havupuun, kuten muidenkin puulajien, solut ovat muodostuneet jakautumalla kasvisoluista. Tytärsolun ympärillä on aluksi seinämä, joka on ohut ja elastinen. Kahdella vierekkäisellä solulla on yhteinen väliseinä. Jakautumisen loputtua solut erilaistuvat omiin tehtäviinsä. Solujen koko muuttuu niille jakautumisessa määrätyn tehtävän mukaan. Suurin osa soluista päätyy muodoltaan pitkulaisiksi ja rungonsuuntaisiksi, mikä on olennaista puun rakenteen kannalta. Erilaistuneiden solujen seinämät alkavat paksuuntua, ja niiden pinnalle muodostuu selluloosaa ja hemiselluloosaa. Tässä vaiheessa solut alkavat valmistaa ligniiniä, joka tekee puusta jäykän. (Lahden ammattikorkeakoulu 2006.) Puuaineksen solut ovat yhteydessä toisiinsa huokosten avulla. Vesi ja ravinteet kulkevat soluihin näitä huokosia pitkin. Huokonen toimii kuten venttiili. Kalvo, joka on muodostunut välilamellista ja sekundääriseinämästä, on vettäläpäisevä. Joskus kuivalla säällä venttiilit sulkeutuvat, jotta liialliselta kosteuden haihtumiselta vältyttäisiin. Havupuissa vesi liikkuu soluissa olevissa soluonteloissa. Soluonteloissa veden siirtymisen mahdollistaa solujen muoto (kuva 1). Rungossa olevien solujen päät ovat muodoltaan suipot, ja solut ovat limittäin toistensa kanssa. (Lahden ammattikorkeakoulu 2006.) Tuoreen puun sisällä vesi on vapaana soluonteloissa ja muualla puuaineksessa. Vettä on sitoutuneena myös solujen seinämiin. Puuta kuivattaessa tuoreen puun vesi häviää ensin soluonteloista. Kun soluonteloiden vesi on poistunut, saavutetaan tila, jota kutsutaan puunsyiden kyllästymispisteeksi. Vasta, kun puunsyiden kyllästymispiste on saavutettu, alkaa soluseinämissä oleva vesi poistua. Soluseinämissä olevan veden poistuminen aiheuttaa puun kutistumisen kuivauksen aikana. Kotimaisten puulajien syiden kyllästymispiste on noin 30 prosenttia. (Koponen 2002, ) Kutistuminen, joka alkoi syiden kyllästymispisteessä, jatkuu siihen asti, kunnes puu on täysin kuiva. Sorvatun viilun kutistuminen viilun tason

8 7 suunnassa on havuviilulla 6 prosenttia. Kutistuma ei ole sama viilun molemmissa suunnissa, vaan puun säteen suuntainen kutistuma on tangentin suuntaista kutistumaa pienempi. Epätasainen kutistuma aiheuttaa viiluun aaltoilua ja jännityksiä. (Koponen 2002, 51.) KUVA 1. Puun solukko (Puuproffa 2016)
9 8 3 VIILUN VALMISTUS 3.1 Haudonta Suomessa tukit mitataan heti puunkaadon yhteydessä joko pysty- tai jälkimittauksella. Aikaisemmin oli suosittua kuljettaa tukit tehtaalle uittamalla. Tästä on kuitenkin nykyisin vetäydytty, sillä uittaminen vaatii suuria puuvarastoja. Nykyään tukit kuljetetaan tehtaalle lähes pelkästään autoja käyttämällä. Autokuljetuksen etu verrattuna uittamiseen on se, ettei puuraaka-aineeseen sitoutuneen pääoman määrää tarvitse pitää yhtä suurena. (Koponen 2002, 29.) Viiluja valmistettaessa viilun sorvaaminen tukista onnistuu helpoiten, kun sorvattava tukki on saatettu sopivaan lämpötilaan. Tukkien lämmittäminen ja talvisaikaan niiden sulattaminen tunnetaan nimellä haudonta. Haudonnassa tukit upotetaan suureen vesialtaaseen. (Vanerin valmistus 1979.) Haudonnalla puuaines lämmitetään sellaiseen lämpötilaan, jossa tukista voidaan sorvata viilua. Haudonnan toisena päämääränä on nostaa puuaineksen kosteus sellaiselle tasolle, että sorvattu viilu pysyy sileänä, tasaisena ja tarpeeksi lujana. Täyttääkseen edellämainitut vaatimukset viilun tulee olla riittävän joustavaa. Joustavuutta puuaineksessa nostetaan lämmittämällä sitä sopivaan lämpötilaan. (Koponen 2002,30.) Hautomo voi olla maahan kaivettu allas tai järveen seinillä aidattu alue. Järveen aidattua aluetta käytettiin lähinnä tukkien uittamisen aikaan. Autokuljetusten myötä maahan kaivettu allas on yleisempi vaihtoehto. Talvella lämpimistä altaista haihtuu lämpöä, jonka vuoksi suurin osa haudonta-altaista onkin katettu. Katto edesauttaa myös lämpimän veden pinnan yläpuolelle jääneiden tukkien sulamista. (Vanerin valmistus 1979, 30.) Mikäli hautomoon upotettavat tukit ovat jäässä, saattaa niihin helposti tulla sydänhalkeamia. Sydänhalkeama tarkoittaa tukin sydänpuun halkeamista. Halkeaminen johtuu tukin pintapuun liian nopeasta laajenemisesta lämmitettäessä. Sydänhalkeamat eivät tietenkään ole toivottuja, ja niitä
10 9 pyritäänkin estämään esisulattamalla tukkeja tehtaan vesivarastoissa ennen kuin tukit saatetaan varsinaiseen haudontaan. (Vanerin valmistus 1979, 30.) Haudontaa koskevissa tutkimuksissa selvisi, että viilun laatu on parempaa, mitä lämpimämpää haudontavesi on. Tutkimuksessa havaittiin kuitenkin 70 celsiusasteen olevan raja, jonka jälkeen viilun lujuus alkoi laskea. Lisäksi veden pitäminen näin lämpimänä aiheuttasi kohtuuttomat kustannukset tehtaalle. Kustannussyistä haudontaveden lämpötila päädyttiin pitämään celsiusasteessa. Kesäisin haudontaa ei välttämättä tarvita ollenkaan, koska celsiusasteisesta tukista saadaan riittävän hyvänlaatuista viilua. (Vanerin valmistus 1979, 30.) Haudontaan kuluva energia on noin 15 prosenttia koko tehtaan käyttämästä energiasta. Veden alhaisen lämpötilan takia tehtaat ovat alkaneet käyttää hautomoiden lämmityksessä vanerin valmistuksessa syntyvää sekundäärienergiaa. Viilunkuivaajien poistoilma ja muut tehtaan tuottamat savukaasut ohjataan lämmittämään altaaseen johdettavaa vettä. Tällä tavoin säästetään lämmityskustannuksissa.(koponen 2002, ) 3.2 Kuorinta Monien vaneritehtaiden käytäntönä on kuoria tukit ennen sorvausta. Mikäli tukin pyöristyssorvauksessa syntyvä sivutuote menee selluloosan valmistuksen, on kuorinta välttämätön toimenpide. Sivutuote voidaan myös hyödyntää kuitu- tai lastulevyn valmistuksessa. Tässäkin tapauksessa tukit useimmiten kuoritaan, mutta kuorinta ei ole välttämätön. Kuorinnan etuna on, että se nopeuttaa varsinaista pyöristyssorvausta. Se myös lisää merkittävästi sorvausterien käyttöikää, sillä kuoreen tarttunut hiekka poistuu tukista kuoren mukana. (Vanerin valmistus 1979, ) Kuorinnan jälkeen tukki kulkee yleensä metallinpaljastimen läpi, joka ilmaisee puun sisälle syystä tai toisesta päätyneet metallinkappaleet. (Koponen 2002, 33.)
11 10 Vain harvoja poikkeuksia lukuunottamatta vaneritukkien kuorinta suoritetaan vasta hautomisen jälkeen. Mikäli tukit kuorittaisiin ennen haudontaa, säästettäisiin lämmityskuluissa. Silloin ei turhaan lämmitettäisi kuorta, joka kuitenkin myöhemmin poistetaan. Kesäisin tämä voisikin olla mahdollista, mutta talvisin jäätyneen tukin kuoriminen on osoittautunut todella vaikeaksi. (Vanerin valmistus 1979, ) Pyöristyksessä aiheutuvan sivutuotteen toimittaminen selluloosateollisuudelle, vaatii sen laadulta paljon. Sivutuotteelle onkin asetettu vaatimus, että selluloosateollisuuteen menevän sivutuotteen kuoren osuus saa olla maksimissaan kolme prosenttia. Kuoren osuus tukin tilavuudesta on sekä havu-, että koivutukilla prosenttia. (Vanerin valmistus 1979, 32.) Kuorintakonetta hankittaessa tehdas asettaa koneelle vaatimuksia sen kuorintatuloksen, tehon sekä kestävyyden suhteen. Koneen rakenteen tulee kestää suurien ja raskaiden tukkien aiheuttama rasitus. Monet tehtaat vaativat uutta konetta hankittaessa, että samalla koneella voidaan kuoria sekä koivu- että havutukkeja. (Koponen 2002, 33.) Kuorintakoneen terillä on myös suuri merkitys. Tehdas kiinnittää huomiota terien terävänä pysymiseen ja siihen, että lopputulos on sileää ja tikutonta. Kuorimakoneen tulee olla teholtaan sellainen, että se pystyy vaivatta kuljettamaa tukit haudonnasta kuorinnan läpi katkaisuun, ilman että tehtaan tuotanto hidastuu. Kuorintakoneen sydän on pyörivä roottori, jossa on kahdeksan kuorintaan tarkoitettua terää. Koneessa on syöttälaitteisto, joka ohjaa tukin roottoreille. Osa koneen teristä on kuorta leikkaavia ja loput ovat teriä, jotka tunkeutuvat puun ja kuoren väliin, jolloin kuori irtoaa vaivatta. Terien tarkka säätö takaa puun sileän ja tikuttoman pinnan. (Vanerin valmistus 1979, 32.) Tukkien kuorinta on tarkkaa jatkotoimenpiteiden kannalta, siksi sille asetetaankin muutamia teknisiä vaatimuksia. Kuorinta ei saa vahingoittaa tukin pintapuuta, sillä tämäkin puuaines halutaan käyttää hyödyksi. (Koponen 2002, 33.)
12 Katkaisu Tavallisesti vaneripuut toimitetaan tehtaalle tukkeina taloudellisten ja teknisten syiden vuoksi. Tukkien keräys ja kuljetus metsästä on halvempaa kokonaisina tukkeina. Myös tehtaalla tukkien käsittely eri työvaiheissa on helpompaa. Tehtaalle saapuvien tukkien keskikokoa, tilavuutta, määrää ja laatua seurataan otantamittauksilla. Tällä tavalla tehtaalla ollaan tietoisempia, siitä millaista raaka-ainetta ja miten paljon sitä on käytettävissä. (Vanerin valmistus 1979, 32.) Katkaisulla tarkoitetaan työvaihetta, jossa tukki katkaistaan tilausten ja niiden vaatiman valmistusohjelman mukaiseen mittaan. Tehtaan oma valmistusohjelma määrää pitkälti tukkien katkaisujärjestyksen. Suomessa tukkien katkaisussa on muutama yleinen pituus. Yleisimmät niistä ovat 1300, 1600 ja 2600 mm. Näitä mittoja käytetään pääasiassa havutukkien katkaisussa. (Koponen 2002, 55.) Tukit katkaistaan kuitenkin niin, että hävikki olisi mahdollisimman pieni. Sallittava hävikki katkaisussa on neljästä kuuteen prosenttia tukin tilavuudesta. Tukissa olevat oksat myös vaikuttavat katkaisu päätöksiin. Oksien määrä ja sijainti vaikuttavat sorvattavan viilun laatuun ja näin ollen myös valmistettavan vanerin laadun määritykseen. (Vanerin valmistus 1079, 32.) Jotta tukin katkaisu olisi mahdollisimman tehokasta ja tuottoisaa, on katkaisun optimoimiseksi kehitetty tietokoneohjattuja järjestelmiä. Järjestelmä mittaa samalla kertaa tukin läpimitan ja pituuden. Tukin kartiokkuus mitataan mittarilla, jonka tekniikka perustuu konenäköön. Mittausten avulla tietokone laskee tukeille parhaimman mahdollisen katkaisun automaattisesti. (Koponen 2002, 35.) Tukkeja katkottaessa tulee ottaa huomioon, että havu- ja koivupuulla arvokkain osa, eli laadultaan paras puun pintaosa, tulee käytettyä mahdollisimman tehokkaasti. Jotta näin tapahtuisi, on tukki katkaistava pintaviilujen tarvetta vastaavan mittaisiksi pölleiksi. Koivutukit ovat harvoin suoria. Mutkaisilla koivutukeilla katkaisu pyritään tavallisesti sovittamaan
13 12 mutkan kohdalle. Lisäksi pöllit tulee katkaista kohtisuorasti pituussuuntaa vastaan. (Koponen 2002, 35.) Katkaisulla on siis erittäin suuri osa vanerin valmistuksessa ja raakaaineen taloudellisessa käytössä. Nyrkkisääntönä pidetään, että katkaisun tulee olla määrällisesti ja laadullisesti mahdollisimman kannattavaa. (Vanerin valmistus 1979, 32.) Yleisin tukkien katkaisussa käytetty menetelmä on heilurityyppinen katkaisusahan terä. Tukki kulkee pituussuunnassa katkaisukoneessa ja katkaisusahan terä heilahtaa katkaisten tukin oikean mittaisiksi pölleiksi. Katkaistu pölli siirretään kuljettimella sorvin pöllivarastoon. Katkaisusaha koostuu rullakuljettimesta, joka kuljettaa tukin kiinni automaattisesti toimivaan vasteeseen. Vasteet toimivat joko hydraulisesti tai pneumaattisesti. Jokaiselle pöllin pituudelle on oma vasteensa, jolloin turhaan säätöön pituuden vaihtuessa ei kulu aikaa. Katkaisuterän heilahtava liike saadaan aikaan joko pneumaattisesti tai hydraulisesti. Koska katkaisu on elintärkeää vaneritehtaan toiminnan kannalta, on sen oltava erittäin toimintavarma. Huolimatta katkaisukoneen toimintavarmuudesta on monilla tehtailla kuitenkin varakatkaisulinja, ettei tuotanto pysähdy kokonaan rikkoutuneen katkaisulinjan vuoksi. (Vanerin valmistus 1979, 32.) 3.4 Sorvaus Sorvauksella tarkoitetaan viilun sorvausta pöllistä (Vanerin valmistus 1979, 34). Aikaisemmin viilua valmistettiin leikkaamalla. Sorvaus kuitenkin kehittyi nopeasti leikkausta tehokkaammaksi ja taloudellisemmaksi tavaksi tuottaa viilua. Nykyisin viilua valmistetaan leikkaamalla ainoastaan koristeeksi ja pinnoitteeksi. (Paloheimo 1998, 120.) Sorvauksessa pölli kiinnitetään päistään karoihin kiinni ja pölliä pyöritetään akselinsa ympäri. Pöllin pyöriessä sorvin terää siirretään lähemmäs pöllin pintaa. Sorvausterä vuolee pöllin pinnasta ohutta puumattoa, jota kutsutaan viiluksi. Viilua sorvattaessa voidaan toimenpide jakaa kolmeen osaan. Ensin pölli täytyy keskittää sorvin karoihin. Kiinnitetty pölli pyöristetään
14 13 sorvaamalla. Edellämainittujen työvaiheiden jälkeen voidaan suorittaa varsinainen sorvaus. (Vanerin valmistus 1979, 34.) Pöllin keskittäminen on viilun saannon kannalta tärkein työvaihe. Tarkasti keskitetystä pöllista saadaan määrällisesti eniten puun arvokkainta pintaosaa talteen. Onnistunut keskittäminen vaikuttaa myös paljon sorvatun viilun laatuun. (Metsäteollisuuden Työnantajaliitto ry.) Pöllin keskittäminen sorvin karoihin tapahtuu tietokoneavusteisen laitteen avulla. Pölli mitataan laser-mittalaitteella, ja tietokone laskee viilun saannon kannalta parhaan keskityskohdan. Parhaan keskityskohdan löydyttyä keskittäjä hakee tietojen mukaisen asennon pöllille ja asettaa pöllin karojen väliin. (Koponen 2002, 39.) Jäljelle jäävää puukappaletta kutsutaan purilaaksi. Purilaita voidaan käyttää muun muassa pakkaustarvikkeeksi, polttoon, selluhakkeeksi tai rakennustarvikkeeksi. (Paloheimo 1998, 121.) Sorvatulle viilulle on asetettu monia ja vaikeasti saavutettavia vaatimuksia. Vaatimukset voidaan jakaa kahteen ryhmään, joista ensimmäisen muodostavat viilun kaupallisen laadun vaatimukset. Nämä vaatimukset muodostuvat vanerin pinnan laatuun asetetuista standardeista ja asiakkaiden kanssa neuvotelluista erikoislaaduista. Vaatimuksia noudatettaessa on olemassa monta eri huomioitavaa asiaa. Viilut luokitellaan eri luokkiin ulkonäön perusteella. Tällöin viilunpinnasta huomioidaan laatu ja virheet, esim. sileys, halkeamat ja erinäiset ulkonäkövirheet. Viilun paksuus on tärkeässä asemassa. Paksuuden tulee täyttää kaikki vanerin valmistukseessa olevat standardit myös kuivauksen, liimauksen ja hionnan jälkeenkin. Liian ohut viilu ei täytä standardeja. Liian paksu viilu taas kuluttaa enemmän raaka-ainetta. Viilun leveyden ja paksuuden on myös täytettävä niille asetetut standardit. Vaneristandardeissa on vaatimuksia myös viilun lujuusominaisuuksiin. Viilun tulee olla erityisesti pokittaisvetolujuudeltaan tarpeeksi luja. Toiseen viilun vaatimusryhmään kuuluvat eri työvaiheiden edellyttämä tekninen laatutaso. Tämä laatutaso edellyttää, että kuivauskoneiden toiminnan ja tukista saatavan viilun määrän kannalta, sorvatun viilumaton tulee olla ehjä ja mahdollisimman pitkä. (Koponen 2002, )
15 14 Viilu kuivuu epäsymmetrisesti, eli viilun päät kuivuvat keskiosaa nopeammin. Epäsymmetrisyys on otettava huomioon sorvien asetteessa, jotta estettäisiin pitkä- ja lyhytpäisen viilun syntyminen. Paras sorvaustulos saadaankin, kun sorvin asetteen tekee kokenut ihminen. (Koponen 2002, 38.) Suomessa vaneriteollisuus käyttää kilpailijoihin verrattuna huomattavasti ohuempia tukkeja. Suurin kustannustekijä vaneria valmistettaessa onkin puuraaka-aine. Kustannusten vuoksi valmistuksessa on pidettävä huolta, että puu käytetään mahdollisimman taloudellisesti. Pölliä sorvatessa pyritään niin suureen raaka-aine saantoon kuin mahdollista, millä tarkoitetaan hyödyksi saatavan tuotteen määrää käytetyn raaka-aineen määrään nähdän. (Koponen 2002, )
16 15 4 VIILUN KUIVAUS 4.1 Viilun esikuivaus Esikuivaus on prosessi, jossa viilusta saatetaan mekaanisesti puristamalla niin paljon vettä pois kuin mahdollista rikkomatta viilun solurakennetta. Prosessi suoritetaan ennen varsinaista kuivausta. Viilujen kuivaaminen ilman esipuristusta vaatii paljon lämpöenergiaa. Kuivaus onkin viilun käsittelyssä yksi eniten kustannuksia aiheuttavista valmistusvaiheista. Esikuivauksella pyritään lyhentämään kuivausaikaa ja näin pienentämään kustannuksia. Samalla kun varsinaiseen kuivauksen käytetty aika lyhynee, lyhenee myös koko valmistusprosessiin käytetty aika. Tehdas pystyy näin ollen valmistamaan enemmän tuotteitaan. (Lappalainen 2015.) Puristuskuivauksessa puristetaan viilupinkkoja. Viiluissa oleva vesi lähtee liikkelle ja poistuu viilupinkan reunoilta pois. Suurin hyöty tästä saadaan silloin, kun kyseessä on erityisen märkiä viiluja, joiden kuivaukseen ilman esikuivausta menisi todella paljon lämmitysenergiaa. Puristamalla viilujen kosteusprosentti pienenee huomattavasti ja kuivausprosessi nopeutuu. (Lappalainen 2015.) 4.2 Kuivaus Sorvauksesta tullut viilu on todella kosteaa, eikä sitä voida niin kosteana liimata (Koponen 2002, 49). Liimauksen onnistumiseksi, viilut kuivataan noin kahdesta kahdeksan prosentin kosteuteen (Paloheimo 1998, 121). Viilun kuivaus voidaan suorittaa heti sorvauksen jälkeen. Tässä menetelmässä pitkä viilumatto kuivataan viiraverkkojen päällä verkkokuivauskoneella. Kuivatut viilut leikataan arkeiksi kuivauksen jälkeen. Toisella kuivaustavalla viilut leikataan sorvauksen jälkeen arkeiksi ja lajitellaan koon ja laadun mukaan tärkeimpiin ryhmiin. Lajitellut viilut kuivataan telojen päällä telakuivauskoneessa. Kuivat viilut jajitellaan vielä uudestaan. Kuivatun viilun loppukosteus riippuu liimausmenetelmästä ja levyjen käyttötarkoituksesta. (Koponen 2002, 49.)
17 16 Viilu kutistuu sitä kuivattaessa. Kutistuminen tulee ottaa huomioon jo sorvissa viilun paksuutta asetettaessa sekä leikkausmitan määrittämisessä. Kuivauksessa tapahtuvalla kutistumisella on vaikutuksia myös kuivauskoneen toimintaan. Koneen nopeus täytyy sovittaa viilunkutistumisen edistymiseen, jotta viilu ei menisi rikki. Koneiden säätö oikein vaatii paljon kokemusta. (Koponen 2002, 51.) 4.3 Kuivausaikaan vaikuttavat tekijät Kuivausilman lämpötila on suoraa verrannollinen kuivumisaikaan. Mitä kuumempaa ilmaa kuivauskoneessa liikkuu, sitä nopeammin viilu kuivuu. Lämpötilaa ei kuitenkaan voida määrättömästi nostaa. Rajan lämmön nostolle asettaa viilun tummuminen ja myöhemmin viilun palaminen. (Koponen 2002, 53.) Kuivausilman suhteellinen kosteus vaikuttaa paljon kuivausprosessiin ja sen nopeuteen. Mitä alhaisempi ilman suhteellinen kosteus, toisin sanoen mitä kuivempaa ilma on, sitä nopeammin viilu kuivuu. Ilman suhteellinen kosteus vaikuttaa merkittävästi myös kuivaustulokseen. Liian kuivalla ilmalla kuivatessa viilun laatu heikkenee, siitä tulee epätasaista eikä sitä voida käyttää sille suunnitellussa käyttötarkoituksessa. Kuivausilman suhteellinen kosteus ei saa myöskään olla liian korkea. Parhaimman kuivaustuloksen saavuttamiseksi kuivausilman kosteus pyritään säätämään niin, ettei kastepiste ylity. Mikäli kuivaajaan ei tiivisty vettä voidaan päätellä, ettei kastepiste ole ylittynyt. (Kauttonen 2014.) Kosteudella on suuri merkitys viilun kuivauksessa. Vaikka viilut olisi sorvattu samasta tukista, voi viilujen kosteus vaihdella paljonkin keskenään. Viilun kosteuteen vaikuttaa, mistä osasta tukkia kyseinen viilu on. Koivupuulla ei ole suuria kosteuseroja pinta- ja sydän puun välillä. Sen sijaan havupuilla, eli kuusella ja männyllä, kosteusero pinta- ja sydänpuunvälillä on suuri. Näiden kosteuserojen vuoksi kuivauskonetta ohjataan märempien viilujen perusteella. (Koponen 2002, 51.)
18 Menetelmät Viilun kuivauskoneet voidaan jakaa verkko- ja telakuivaajiin. Kuivaimen valintaan vaikuttaa viilun kuljetustapa. Kuivauskoneet valmistetaan lähes aina kuivaus- ja jäähdytysyksiköstä. Kuivausyksikkö koostuu lämmönvaihtopatterista, kiertoilmapuhaltimesta, suutinpuhalluslaitteista ja viilun kuljetuslaitteistoista. Kuivauskoneet on myös kaiken varalta varustettu palonsammutuslaitteistolla. (Koponen 2002, 53.) Verkkokuivaus Sorvilta tuleva viilumatto sijoitetaan verkkokuivauskoneen päällä sijaitsevalle varastointikuljettimelle. Koneeseen mennessä viilun syysuunta on poikittain koneeseen nähden. Viilumatto syötetään koneen takaa parillisten verkkojen väliin. Viilua kuljetetaan monia kertoja läpi koneen lämmitysvyöhykkeen, jotta viilu kuivuisi. Verkkokuivauskoneen alaosassa on jäähdytysvyöhyke, joka kulkee koneen päästä päähän. (Koponen 2002, 53.) Telakuivaus Viilujen syöttäminen telakuivaimeen suoritetaan leikattuina arkkeina heti sorvauksen jälkeen (kuva 2). Viilut kulkevat kuivaimen sisään pituussuunnassa. Arkkeja voi olla useampi arkki vierekkäin. Useassa kerroksessa olevat telaparit vetävät viilut kuivaajaan. Kone on jaettu kahteen osaa. Ensin viilut kulkevat kuivausvyöhykkeen läpi, jossa varsinainen kuivaus tapahtuu. Loppuosassa konetta on jäähdytysvyöhyke. Tällä vyöhykkeellä viilu jäähdytetään puhaltamalla viilun pintaa ulkoilmalla. (Kauttonen 2014.)

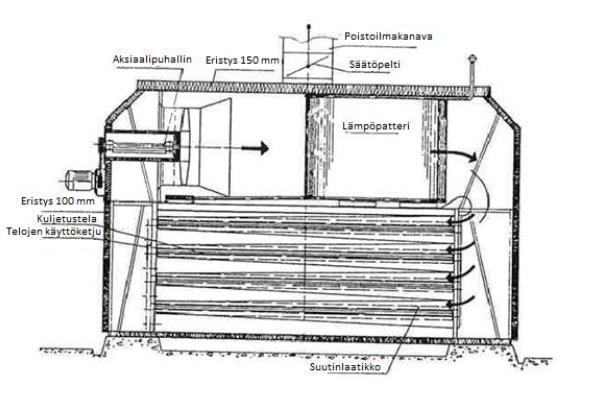
19 KUVA 2. Telakuivauskone (Koponen 2002, 54) 18
20 19 5 KOKEELLINEN OSA 5.1 Tutkimuksen tavoitteet Tutkimuksen tavoitteena oli selvittää nopeuttaako esikuivaus viilun lopullista kuivausta. Lisäksi sen tavoitteena oli selvittää optimaalinen puristus aika, paine ja puristusykli viiluille. 5.2 Koekappaleiden valmistus Koekappaleet olivat 3,2 millimetrin paksuisia havupuusta valmistettuja pintaviiluja. Pintaviiluja käytettiin sen vuoksi, että ne ovat kosteudeltaan sydänviiluja kosteampia. Kosteampien viilujen ansioista testituloksista saatiin selkeämpiä. Koekappaleiksi tarkoitetut viilut saapuivat Lahden ammattikorkeakoulun puulaboratorion varastoon. Laboratorion varasto on katettu ulkotila, jossa ei ole lämmitystä. Tilan viileys katsottiin eduksi viilujen säilymisen kannalta. Viilut saapuivat noin 1000 kilogramman nipussa. Viilut olivat kooltaan noin 1200 x 1200 millimetrin kokoisia arkkeja (kuva 3). Koulun puristimen puristinlevyt olivat kooltaan kuitenkin vain 600 x 600 millimetriä. Puristimella sai kuitenkin halutun 50 baarin paineen ainoastaan 530 x 530 millimetrin kokoisille arkeille. Viilut päätettiin sahata 500 x 500 millimetrin kokosiksi arkeiksi, että puristinta ei tarvinnut käyttää ihan täydellä teholla. Viilujen sahaukseen käytettiin koulun laboratorion pyörösahaa (kuva 4).


21 20 KUVA x 1200 millimetrin viilut ennen sahausta. KUVA 4. Pyörösahalla sahattuja 500 x 500 millimetrin viiluja. Viilut kannettiin viiden kappaleen nipuissa varastosta laboratorion puolelle sahaukseen. Varastossa sahausta odottavat viilut peiteltiin huolella muovilla kosteuden haihtumisen ehkäisemiseksi. Yhdestä 1200 x 1200 millimetrin kokoisesta viiluarkista voitiin sahata neljä koekappaletta. Tietenkin joukossa oli huonompia viiluja, joita ei voitu käyttää koekappaleina laatunsa vuoksi. Tällaisia vikoja viilussa olivat liiallinen kuoren määrä, reiät ja halkeamat. Valmiit koekappaleet kuljetettiin nipuissa takaisin laboratorion varastoon ja peiteltiin hyvin.
22 21 Viilujen suuren määrän vuoksi osa viiluista pääsi kuivumaan ja homehtumaan muovilla peittelystä ja ilman viileydestä huolimatta. Lisäksi tammikuun kovat pakkaset pääsivät jäädyttämään varastossa olevan viilunipun käyttökelvottomaksi. Näin ollen testauksia jatkettiin Raute Oyj:n laboratoriossa. Sinne tilattiin samanlainen 1000 kilogramman nippu 1200 x 1200 millimetrin havupintaviiluja. Rauten laboratorion puristimen pintalevyt olivat hieman pienemmät kuin koululla. Päästäkseen haluttuihin paineisiin Rauten puristimella, jouduttiin testikappaleiden kokoa muuttamaan 500 x 500 millimetristä 480 x 480 millimetriin. Viilut sahattiin tähän kokoon käyttämällä Rauten pyöräsahaa. Rauten tiloissa viilujen sahaus onnistui nopeammin kuin koululla, koska 1000 kilograrmman viilunippu oli mahdollista sijoittaa aivan pyörösahan viereen. Tämä mahdollisti myös viilujen nostamisen yksin sahan pöydälle. 5.3 Esikuivaus Esikuivaus tehtiin kylmäpuristuksena 50 viiluarkin nipuissa. Ennen esikuivausta jokainen viiluarkki numeroitiin, jotta myöhemmin tiedettäisiin, mitä puristus aikaa, painetta ja sykliä kuhunkin arkkiin oli käytetty (kuva 5). Jokainen viiluarkki myös punnittiin gramman tarkkuudella ja joka viidennestä arkista mitattiin paksuus kahdesta pisteestä. Mittaukset olivat tärkeitä tutkimuksen jatkon ja tulosten kannalta. Paksuuden mittaukseen sain Rautelta langattoman paksuusmittarin, joka lähetti langattomasti viilun paksuuden nappia painamalla tietokoneeni Excel -taulukkoon. Laite nopeutti varsin paljon työskentelyäni.

23 22 KUVA 5. Viiluarkkien numerointia ja paksuusmittausta. Esikuivauksen ensimmäisessä osassa käytettiin 20, 25, 30, 40 ja 50 baarin pintapaineita. Kylmäpuristukset tapahtuivat sykleissä, jotka olivat 1, 3 ja 5. Puristusaika oli 10 minuuttia. Sykli ilmoittaa puristuksessa käytettävien puristuskertojen määrän. 1-syklissä puristus tapahtuu yhdessä 10 minuutin jaksossa. 3- ja 5-sykleissä puristus suoritettiin kolmessa ja viidessä jaksossa. 3- syklissä puristin avattiin kaksi kertaa 10 minuutin puristusajan aikana ja 5-syklissä neljä kertaa. Tarkoituksena olisi ollut pudottaa puristuspaineet syklien jälkee nollille ilman puristimen avaamista. Koulun puristimella tämä ei kuitenkaan ollut mahdollista, sillä puristimeen ei voitu tehdä puristusohjelmia. Puristusaikana käytettiin kuitenkin samaa 10 minuuttia. Lahden ammatikorkeakoulun laboratoriossa suoritettiin testauksia yhteensä 30 kappaletta. Tämä tarkoittaa siis 30 kappaletta 50 kappaleen viiluarkin pinkkaa, eli yhteensä siis 1500 kappaletta viiluarkkeja. Tulosten luotettavuuden parantamiseksi jokainen esipuristus suoritettiin kahteen kertaan. Toisin sanoen jokaista testiä varten valmistettiin kaksi viidenkymmen viiluarkin pinkkaa. Tällä tavalla tuloksia voitiin vertailla myös keskenään saman testin sisällä.

24 23 Esikuivauksessa niput puristettiin yksi kerrallaan. Viilut ladottiin päällekkäin puristimen sisään, niin että nippuun tuli kaksi kovaa reunaa, eli kaksi sivua asetettiin tasaan. Puristus suoritettiin viiluihin merkityn numeroinnin mukaisella paineella ja syklillä. Puristuksen kestettyä 10 minuuttia puristin avattiin ja viilut otettiin pois. Puristuksessa viiluista arveltiin valuvan vettä. Tästä syystä puristimeen rakennettiin puurimoista ja muovista kaukalo (kuva 6). Kaukalon tarkoitus oli estää veden valuminen puristimen taakse ja sivuille. Puristuksissa kaukalo ohjasi vedet sujuvasti puristimen etualalla olevaan astiaan ja kosteusvahingoilta vältyttiin. KUVA 6. Muovinen kaukalo ohjaa poistuvan veden astiaan.

25 24 Esikuivatut viilut punnittiin uudestaan arkki kerrallaan, ja joka viidennestä arkista mitattiin paksuus samoista pisteistä kuin ennen puristustakin (kuva 7). Viilujen punnitseminen tässä vaiheessa antoi tietoa siitä, paljonko vettä puusta oli poistunut esikuivauksen aikana. Punnitsemisen jälkeen joka viidennestä viilusta lyötiin meistiä käyttämällä kolme ympyrän muotoista koepalaa viilun syysuunnasssa (kuva 8). Koepalojen avulla saatiin tietoon viilun kosteusjakauma. Kosteusjakauma ilmoittaa kosteuden jakautumisen viilun rakenteessa. Jokainen koepala numeroitiin ja punnittiin 0,001 gramman tarkkuudella. Punnitsemisen jälkeen koepalat vietiin uuniin kuivumaan, jotta niistä saataisin kuivapainot. Mittausten jälkeen myös varsinaiset viilut kuivattiin. Kuivaukseen käytettiin koulun laboratorion kuivaajaa. Viilut ladottiin kuivaajaan viiden viilun nipuissa niin, että jokaisen nipun väliin asetettiin puurimat vaakatasossa vuorotellen eripäin. Rimoilla nopeutettiin kuivausta, sillä niiden avulla lämmin ilma pääsi liikkumaan viilujen välissä. Nopein tapa kuivattaa viilut, olisi ollut asettaa rimat jokaisen viilun väliin. Koulun kuivain oli kuitenkin niin pieni, että tällä tavoin kuivaukseen olisi mahtunut vain yksi viilunippu kerrallaan (kuva 9). Kireän aikataulun vuoksi tähän ei ollut mahdollisuutta. KUVA 7. Viilujen paksuuden mittausta.


26 25 KUVA 8. Viiluista lyötiin meistillä koepalat irti. KUVA 9. Viilut Lahden ammattikorkeakoulun laboratorion kuivausuunissa. Kuivauksen jälkeen viilut punnittiin ja laitettiin vielä takaisin uuniin. Jonkin ajan kuluttua sama viilu punnittiin uudestaan. Mikäli punnitustuloksissa ei ollut muutosta, saatiin selville viilujen olevan täysin kuivia. Täysin kuivat viilut punnittiin jälleen yksitellen. Raute Oyj:n laboratoriossa suorittevissa testeissä oli hieman eroja koululla suoritettuihin testeihin. Viilupinkat olivat edelleen 50 kappaleen nippuja. Tässä vaiheessa puristimen pintapaineina käytettiin seuraavia 20, 22,5 ja
27 26 25 baaria. Syklit olivat 1 ja 3, eli siis viides sykli jätettiin pois. Puristusaikana käytettiin 10 minuutin sijasta 12 minuuttia. 1-syklissä puristus suorittiin jälleen yhdessä osassa ja 3-syklissä kolmessa osassa. Puristusaika molemmissa silti 12 minuuttia. Testejä oli yhteensä kuusi kappaletta, ja jokainen suoritettiin kahteen kertaan. Tässä vaiheessa koekappaleita oli siis yhteensä 600 kappaletta. Rautenkin tiloissa tehdyissä puristuksissa viiluniput numeroitiin ja punnittiin ennen esipuristusta. Viiluista mitattiin myös paksuus kahdesta kohtaa joka viidennestä viilusta. Puristimeen valmistettiin muovista kaukalo ohjamaan puristuksessa syntyvä vesi puristimen etuosassa olevaan kaukaloon (kuva 10). Muovikaukalolla, kuten koulullakin, estettiin veden valuminen puristimen taakse ja sivuille. Toisin kuin koulun laboratorion puristimessa Rauten puristimeen pystyi tekemään puristusohjelmia. Sen puristimeen voitiin suoraan syöttää puristusaika, haluttu puristuspaine ja puristussyklien lukumäärä. Viilujen puristimeen asettamisen jälkeen puristin vain painettiin päälle. Puristimen ohjelma suoritti puristuksen siihen syötettyjen tietojen perusteella.

28 KUVA 10. Puristimeen laitettiin muovikaukalo, joka ohjasi veden asiaan. 27
29 28 6 TULOKSET 6.1 Tulosten tarkastelu Testituloksista nähtiin millä tavoilla puristusajan, paineen ja syklien muutokset vaikuttivat poistuneen veden määrään, kosteusjakaumaan, paksuuteen sekä viilun rakenteeseen. Viilujen alkukosteudet olivat epätasaisia (kuvio 1). Suurin osa kosteuksista oli jakaantunut ,9 kosteusprosentin välille, mutta hajontaa oli paljon. Ero märimpien ja kuivinpien viilujen välillä oli noin 100 kosteusprosenttia. Tämä kosteuksien hajanaisuus on haitaksi teollisuudessa. Osa viiluista saattaa kuivauksessa tulla liian kuivaksi. Vastaavasti taas märemmät saattavat jäädä märäksi kuivauksen jälkeen. Märät viilut joudutaan kuivaamaan uudestaa, jotta niitä voitaisiin käyttää. kpl.
30 29 % 350 Viilujen alkukosteusprosentti luokittain Frekvenssi KUVIO 1. Viilujen alkukosteusprosentti luokittain. Tutkimuksia tarkasteltaessa havaittiin, että esipuristus tasaa viilujen kosteuksia samalla kun vettä poistuu (kuvio 2). Esipuristuksen jälkeen suurin osa viilujen kosteuksista sijoittui ,9 kosteusprosentin välille. Erot olivat määrällisesti paljon tasaisemmat alkukosteuteen verrattuna. Viilujen kosteuden tasoittaminen auttaa viilun varsinaisessa kuivaamisessa.
31 30 % 350 Viilujen kosteusprosentti luokittain esikuivauksen jälkeen kpl. Frekvenssi KUVIO 2. Viilujen kosteusprosentti luokittain esikuivauksen jälkeen. Tutkimuksissa havaittiin, että viilujen rakenne murtui käytettäessä 30, 40 ja 50 baarin paineita. Murtumat tulivat pääasiassa viilujen reunoille (kuva 11). Epäilen tämän johtuvan veden liian nopeasta poistumisesta. Suuremmilla paineilla puristettaessa poistuva vesi ei pääse poistumaan syysuunnassa tarpeeksi nopeasti. Puussa olevan veden paine nousee, ja vesi pyrkii poistumaan myös syysuuntaa vastaan, jolloin paine murtaa viilujen reunan. Voi myös olla, että syy oli tuen puuttuminen reunoilta, jolloin puuaines pyrkii sivuille pakoon puristuksen luomaa painetta. Kaikissa puristuksissa vesi poistui viiluista syiden suuntaisesti. Syy halkeamiin voi olla myös sekin, että paine oli vain yksinkertaisesti liian suuri viilun

32 31 rakenteelle. Pienemmillä paineilla, jotka olivat 20, 22,5 ja 25 baaria viilut pysyivät ehjänä. Testien lähtökohtana oli ottaa selvää millä paineella puusta saadaan eniten poistettua vettä rikkomatta puun rakennetta. Tästä syystä 30, 40 ja 50 baarin paineita ei voida soveltaa teollisuudessa. KUVA 11. Viilut hajosivat 40 baarilla puristettaessa.
33 32 YHTEENVETO Tämän opinnäytetyön tarkoituksena oli tutkia onko viilujen esikuivauksesta hyötyä teollisuudessa. Tarkoituksena oli tutkia kuinka paljon vettä viiluista voidaan poistaa vaurioittamatta viilun rakennetta. Tutkimukset tehtiin käyttämällä 3,2 millimetrin paksuista, tuoretta havupinta viilua. Testaukset tehtiin Lahden ammattikorkeakoulun laboratoriossa sekä Raute Oyj:n laboratoriossa Nastolassa. Tutkimuksen muuttujina toimivat puristusaika, puristuspaine ja syklit. Näitä kolmea muuttujaa vaihtelemalla pyrittiin löytämään optimaalisin yhdistelmä, jolla vettä saadaa poistettua viilusta mahdollisimman paljon rakennetta rikkomatta. Käytetyt puristuspaineet olivat 20, 22,5, 25, 30, 40 ja 50 baaria. Puristus aikoina käytettiin 10 ja 12 minuuttia ja sykleinä olivat 1-, 3- ja 5-syklit.
34 33 LÄHTEET Finder yritystieto Raute Oyj. [Viitattu ]. Saatavissa: e+oyj/nastola/taloustiedot/ Kauttonen, A Viilunkuivaajan kuivausprosessin optimointi. Kotka: Kymenlaakson ammattikorkeakoulu, Tekniikanala [Viitattu ]. Saatavissa: n_antti.pdf.pdf?sequence=1 Koponen, P Puulevytuotanto. 3. uudistettu painos. Helsinki: Edita Oy. Lahden Ammattikorkeakoulu Puun rakenne [Viitattu ]. Saatavissa Lahden ammattikorkeakoulun Intranetissa: _2009/PRAOpuunrakenne2006_2_.pdf. Lappalainen, M Kertopuuviilujen esikuivauksen hyödyt ja vaikutus lopputuotteeseen. Kuopio: Savonia- Ammattikorkeakoulu Tekniikan- ja liikenteen ala. [Viitattu: ]. Saatavissa: df?sequence=1. Metsäteollisuuden työnantajaliitto Vanerin valmistus. Kymi Kymmene Paperi Kouvolan kirjapaino. Paloheimo, E Metsä ja puu 2. Tukista tuotteeksi. Gummerus Kirjapaino Oy. Puuproffa Solukko. Soluseinämän rakenne. [Viitattu ]. Saatavissa: Raute Oyj Tietoa Rautesta. [Viitattu ]. Saatavissa:
35
Puun kosteuskäyttäytyminen
 1.0 KOSTEUDEN VAIKUTUS PUUHUN Puu on hygroskooppinen materiaali eli puulla on kyky sitoa ja luovuttaa kosteutta ilman suhteellisen kosteuden vaihteluiden mukaan. Puu asettuu aina tasapainokosteuteen ympäristönsä
1.0 KOSTEUDEN VAIKUTUS PUUHUN Puu on hygroskooppinen materiaali eli puulla on kyky sitoa ja luovuttaa kosteutta ilman suhteellisen kosteuden vaihteluiden mukaan. Puu asettuu aina tasapainokosteuteen ympäristönsä
Energiapuun puristuskuivaus
 Energiapuun puristuskuivaus Laurila, J., Havimo, M. & Lauhanen, R. 2014. Compression drying of energy wood. Fuel Processing Technology. Tuomas Hakonen, Seinäjoen ammattikorkeakoulu Johdanto Puun kuivuminen
Energiapuun puristuskuivaus Laurila, J., Havimo, M. & Lauhanen, R. 2014. Compression drying of energy wood. Fuel Processing Technology. Tuomas Hakonen, Seinäjoen ammattikorkeakoulu Johdanto Puun kuivuminen
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma. Antti Kauttonen VIILUNKUIVAAJAN KUIVAUSPROSESSIN OPTIMOINTI
 KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Antti Kauttonen VIILUNKUIVAAJAN KUIVAUSPROSESSIN OPTIMOINTI Opinnäytetyö 2014 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Antti Kauttonen VIILUNKUIVAAJAN KUIVAUSPROSESSIN OPTIMOINTI Opinnäytetyö 2014 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma
Pystypuusta lattialankuksi
 Pystypuusta lattialankuksi Naapuripalstallamme tehtiin eräänä talvena avohakkuu, jonka seurauksena seuraavan kesän puhurituulet kaatoivat useita suuria kuusia oman metsäpalstamme suojattomasta reunasta.
Pystypuusta lattialankuksi Naapuripalstallamme tehtiin eräänä talvena avohakkuu, jonka seurauksena seuraavan kesän puhurituulet kaatoivat useita suuria kuusia oman metsäpalstamme suojattomasta reunasta.
MEKAANISEN METSÄTEOLLISUUDEN KURSSIT VUONNA 2005
 MEKAANISEN METSÄTEOLLISUUDEN KURSSIT VUONNA 2005 HÖYLÄYKSEN PERUSKURSSI AIKA: 21. - 25.02.2005 19. - 23.09.2005 14. - 18.11.2005 Höylääjät ja höylän asettajat - höyläämön koneet ja laitteet - terät ja
MEKAANISEN METSÄTEOLLISUUDEN KURSSIT VUONNA 2005 HÖYLÄYKSEN PERUSKURSSI AIKA: 21. - 25.02.2005 19. - 23.09.2005 14. - 18.11.2005 Höylääjät ja höylän asettajat - höyläämön koneet ja laitteet - terät ja
N S. ta tai m ä. BLÄUER 2003 www.kasityo.com versio 1.0
 N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
Luennon 3 oppimistavoitteet. Solulajit PUUSOLUT. Luennon 3 oppimistavoitteet. Puu-19.210 Puun rakenne ja kemia
 Solulajit Puu-19.210 Puun rakenne ja kemia Luennon 3 oppimistavoitteet Osaat luokitella puusolut ja ymmärrät niiden tehtävät ja sijainnin puusolukossa. Tunnistat havupuiden ja lehtipuiden solukot mikroskooppikuvista.
Solulajit Puu-19.210 Puun rakenne ja kemia Luennon 3 oppimistavoitteet Osaat luokitella puusolut ja ymmärrät niiden tehtävät ja sijainnin puusolukossa. Tunnistat havupuiden ja lehtipuiden solukot mikroskooppikuvista.
Rakenna oma puukuivuri
 Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Havuviilun kosteuden tasaannuttamisen optimointi vanerin valmistuksessa
 Havuviilun kosteuden tasaannuttamisen optimointi vanerin valmistuksessa Mikko Pelkiö Opinnäytetyö.. Ammattikorkeakoulututkinto SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan
Havuviilun kosteuden tasaannuttamisen optimointi vanerin valmistuksessa Mikko Pelkiö Opinnäytetyö.. Ammattikorkeakoulututkinto SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan
TEKNINEN TIEDOTE Puun kosteuskäyttäytyminen
 TEKNINEN TIEDOTE Puun kosteuskäyttäytyminen SISÄLTÖ 1.0 YLEISTÄ... 2 2.0 TASAPAINOKOSTEUS... 3 3.0 PUUTAVARAN KUIVAAMINEN... 5 4.0 SUUNNITTELUKOSTEUSTILA... 5 5.0 SAHATAVARAN KUIVUMINEN... 5 6.0 CLT JA
TEKNINEN TIEDOTE Puun kosteuskäyttäytyminen SISÄLTÖ 1.0 YLEISTÄ... 2 2.0 TASAPAINOKOSTEUS... 3 3.0 PUUTAVARAN KUIVAAMINEN... 5 4.0 SUUNNITTELUKOSTEUSTILA... 5 5.0 SAHATAVARAN KUIVUMINEN... 5 6.0 CLT JA
Kuivausprosessin optimointi pellettituotannossa
 OULUN YLIOPISTO Kuivausprosessin optimointi pellettituotannossa Matti Kuokkanen Kemian laitos Oulun yliopisto 11.4.2013 TAUSTAA Kuivauksen tarve Perinteisen kuivan raaka-aineen riittämättömyys, purun kuivaus
OULUN YLIOPISTO Kuivausprosessin optimointi pellettituotannossa Matti Kuokkanen Kemian laitos Oulun yliopisto 11.4.2013 TAUSTAA Kuivauksen tarve Perinteisen kuivan raaka-aineen riittämättömyys, purun kuivaus
1. Polttopuun käyttö Suomessa
 Pilkeyrittäjyys miljoonaa kiintokuutiota 1. Polttopuun käyttö Suomessa Pientalojen polttopuun käyttö 2000-2010 8 7 6,7 6 5,6 5 4 3 3,07 3,32 2000 2010 2 1 1,05 1 0,8 0,77 0,97 1,33 0 Mänty Kuusi Koivu
Pilkeyrittäjyys miljoonaa kiintokuutiota 1. Polttopuun käyttö Suomessa Pientalojen polttopuun käyttö 2000-2010 8 7 6,7 6 5,6 5 4 3 3,07 3,32 2000 2010 2 1 1,05 1 0,8 0,77 0,97 1,33 0 Mänty Kuusi Koivu
Lähtökohta. Testi. Kuva 1. C20/25 Testikappale jossa Xypex Concentrate sively
 Lähtökohta Testin lähtökohtana oli uudiskohde, jonka maanalaiset kellariseinät olivat ulkopuolisesta bentoniitti eristyksestä huolimatta vuotaneet. Kohteen rakennuttaja halusi vakuutuksen Xypex Concentrate
Lähtökohta Testin lähtökohtana oli uudiskohde, jonka maanalaiset kellariseinät olivat ulkopuolisesta bentoniitti eristyksestä huolimatta vuotaneet. Kohteen rakennuttaja halusi vakuutuksen Xypex Concentrate
Viljan kuivauksen kokemuksia PARI polttoöljyjen lisäaineen kanssa. PARI polttoöljyjen lisäaineen käyttökokemus ohran kuivauksessa
 Viljan kuivauksen kokemuksia PARI polttoöljyjen lisäaineen kanssa Alla on viisi kokemusta viljan kuivauksesta syksyltä 2012 PARI polttoöljyjen lisäaineella sekä ilman lisäainetta. Kokemukset ovat jaoteltu
Viljan kuivauksen kokemuksia PARI polttoöljyjen lisäaineen kanssa Alla on viisi kokemusta viljan kuivauksesta syksyltä 2012 PARI polttoöljyjen lisäaineella sekä ilman lisäainetta. Kokemukset ovat jaoteltu
Tulevaisuuden kuivausmenetelmät
 Tulevaisuuden kuivausmenetelmät Tulevaisuuden Saha seminaari 27.5.2009 Timo Pöljö 27.5.2009 1 Tulevaisuuden kuivausmenetelmät Haasteellinen kuivaus Puun luontainen epähomogeenisuus Laaja tuotekirjo Asiakkaiden
Tulevaisuuden kuivausmenetelmät Tulevaisuuden Saha seminaari 27.5.2009 Timo Pöljö 27.5.2009 1 Tulevaisuuden kuivausmenetelmät Haasteellinen kuivaus Puun luontainen epähomogeenisuus Laaja tuotekirjo Asiakkaiden
Bioenergian kestävä tuotanto ja käyttö maailmanlaajuisesti - Muu biomassa ja globaali potentiaali. 06.03.2009 Sokos Hotel Vantaa Martti Flyktman
 Bioenergian kestävä tuotanto ja käyttö maailmanlaajuisesti - Muu biomassa ja globaali potentiaali 06.03.2009 Sokos Hotel Vantaa Martti Flyktman FAOSTAT 2006 Puun käyttömäärät ja metsäteollisuuden tuotanto
Bioenergian kestävä tuotanto ja käyttö maailmanlaajuisesti - Muu biomassa ja globaali potentiaali 06.03.2009 Sokos Hotel Vantaa Martti Flyktman FAOSTAT 2006 Puun käyttömäärät ja metsäteollisuuden tuotanto
OPINNÄYTETYÖ. Kertopuuviilujen esikuivauksen hyödyt ja vaikutus lopputuotteeseen OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA OPINNÄYTETYÖ Kertopuuviilujen esikuivauksen hyödyt ja vaikutus lopputuotteeseen T E K I J Ä : Miika Lappalainen SAVONIA-AMMATTIKORKEAKOULU
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA OPINNÄYTETYÖ Kertopuuviilujen esikuivauksen hyödyt ja vaikutus lopputuotteeseen T E K I J Ä : Miika Lappalainen SAVONIA-AMMATTIKORKEAKOULU
PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6
 PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6 Suomen puunjalostus ja sen merkitys eri puutavaralajit ja niiden laadun vaikutus puunjalostukseen puunjalostusmuodot 1 Puu on ekologinen materiaali
PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6 Suomen puunjalostus ja sen merkitys eri puutavaralajit ja niiden laadun vaikutus puunjalostukseen puunjalostusmuodot 1 Puu on ekologinen materiaali
Kuoren rakenne ja kemia
 Kuoren rakenne ja kemia 19.210 Puun rakenne ja kemia Luennon 12 oppimistavoitteet Ymmärrät, kuinka kuorta muodostuu. Tiedät pääkohdat kuoren rakenteesta. Ymmärrät, että kuoren koostumus sekä kuoripitoisuus
Kuoren rakenne ja kemia 19.210 Puun rakenne ja kemia Luennon 12 oppimistavoitteet Ymmärrät, kuinka kuorta muodostuu. Tiedät pääkohdat kuoren rakenteesta. Ymmärrät, että kuoren koostumus sekä kuoripitoisuus
Radio-ohjattavan F2007:n runko
 ASENNUS Radio-ohjattavan F2007:n runko Lehden nro 7 liitteenä on ominaisuuksiltaan ja mitoiltaan tärkeä osa. Se on pienoismallisi pohjalevy eli runko. Runko on suorakaiteen muotoinen, kärjestään kapeneva
ASENNUS Radio-ohjattavan F2007:n runko Lehden nro 7 liitteenä on ominaisuuksiltaan ja mitoiltaan tärkeä osa. Se on pienoismallisi pohjalevy eli runko. Runko on suorakaiteen muotoinen, kärjestään kapeneva
Kuva 1. öljypolttimella varustetun Jaakko-lavakuivurin lämmityslaite, puheilla ja putki, joka ohjaa savukaasut uunia sytytettäessä säkkilavan ohi.
 VAKOLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1957 Koetusselostus 262 Kuva 1. öljypolttimella varustetun Jaakko-lavakuivurin
VAKOLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1957 Koetusselostus 262 Kuva 1. öljypolttimella varustetun Jaakko-lavakuivurin
Betonin kuivuminen. Rudus Betoniakatemia. Hannu Timonen-Nissi
 Betonin kuivuminen Rudus Betoniakatemia Hannu Timonen-Nissi 25.1.2019 Betonin kuivuminen Betoni kuivuu hitaasti Kastunut betoni kuivuu vielä hitaammin Betoni hakeutuu tasapainokosteuteen ympäristönsä kanssa
Betonin kuivuminen Rudus Betoniakatemia Hannu Timonen-Nissi 25.1.2019 Betonin kuivuminen Betoni kuivuu hitaasti Kastunut betoni kuivuu vielä hitaammin Betoni hakeutuu tasapainokosteuteen ympäristönsä kanssa
Sahatavara. Laatutavaraa suomalaisesta kuusesta ja männystä
 TIMBER Sahatavara Laatutavaraa suomalaisesta kuusesta ja männystä SUOMALAINEN PUU MONIMUOTOINEN RAKENNUS- JA SISUSTUSMATERIAALI Suomalainen havupuu on miellyttävä, lämmin ja kaunis materiaali, joka mukautuu
TIMBER Sahatavara Laatutavaraa suomalaisesta kuusesta ja männystä SUOMALAINEN PUU MONIMUOTOINEN RAKENNUS- JA SISUSTUSMATERIAALI Suomalainen havupuu on miellyttävä, lämmin ja kaunis materiaali, joka mukautuu
Hakkeen ja klapien asfalttikenttäkuivaus. Kestävä metsäenergia hanke Tuomas Hakonen
 Hakkeen ja klapien asfalttikenttäkuivaus Kestävä metsäenergia hanke Tuomas Hakonen 2 Johdanto Energiapuun luonnonkuivausmenetelmät yleensä hitaita uusia nopeita ja edullisia menetelmiä tarvitaan. Asfaltti
Hakkeen ja klapien asfalttikenttäkuivaus Kestävä metsäenergia hanke Tuomas Hakonen 2 Johdanto Energiapuun luonnonkuivausmenetelmät yleensä hitaita uusia nopeita ja edullisia menetelmiä tarvitaan. Asfaltti
e t BLÄUER - NURMI 2003 versio 1.05
 e t BLÄUER - NURMI 2003 versio 1.05 WWW.KASITYO.COM ONNISTUNUT JAKKARA 1. Listat ovat tasaisin välein ja naulat suorassa rivissä. Naulojen päät ovat puun sisässä, eikä yhtään naulaa vinossa. Naulauksessa
e t BLÄUER - NURMI 2003 versio 1.05 WWW.KASITYO.COM ONNISTUNUT JAKKARA 1. Listat ovat tasaisin välein ja naulat suorassa rivissä. Naulojen päät ovat puun sisässä, eikä yhtään naulaa vinossa. Naulauksessa
3 Tulokset. 3.1 Yleistä. 3.2 Havutukkien kulkuvirrat
 3 Tulokset 3.1 Yleistä Tärkeimmät hankinta-alueet, joista kertyi yhteensä kolmannes markkinapuusta, olivat vuosina 1994 ja 1997 Etelä- ja Pohjois-Savon sekä Keski-Suomen metsäkeskukset (liitteet 2 3, s.
3 Tulokset 3.1 Yleistä Tärkeimmät hankinta-alueet, joista kertyi yhteensä kolmannes markkinapuusta, olivat vuosina 1994 ja 1997 Etelä- ja Pohjois-Savon sekä Keski-Suomen metsäkeskukset (liitteet 2 3, s.
ARTTELIPUU. Suunnitteluopas
 ARTTELIPUU Suunnitteluopas Arttelipuun keittiöt Arttelipuu on pienehkö keittiöitä ja muita kodin kiintokalusteita valmistava puusepänverstas. Arttelipuun toiminnan perusajatus on valmistaa hyvistä materiaaleista
ARTTELIPUU Suunnitteluopas Arttelipuun keittiöt Arttelipuu on pienehkö keittiöitä ja muita kodin kiintokalusteita valmistava puusepänverstas. Arttelipuun toiminnan perusajatus on valmistaa hyvistä materiaaleista
Kuivauksen fysiikkaa. Hannu Sarkkinen
 Kuivauksen fysiikkaa Hannu Sarkkinen 28.11.2013 Kuivatusmenetelmiä Auringon säteily Mikroaaltouuni Ilmakuivatus Ilman kosteus Ilman suhteellinen kosteus RH = ρ v /ρ vs missä ρ v = vesihöyryn tiheys (g/m
Kuivauksen fysiikkaa Hannu Sarkkinen 28.11.2013 Kuivatusmenetelmiä Auringon säteily Mikroaaltouuni Ilmakuivatus Ilman kosteus Ilman suhteellinen kosteus RH = ρ v /ρ vs missä ρ v = vesihöyryn tiheys (g/m
KUIVATUN SAHATAVARAN LOPPUKOSTEUS JA KOSTEUSVAIHTELUN VÄHENTÄMINEN
 KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma / bioenergia Essi Kalliomäki KUIVATUN SAHATAVARAN LOPPUKOSTEUS JA KOSTEUSVAIHTELUN VÄHENTÄMINEN Opinnäytetyö 2015 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma / bioenergia Essi Kalliomäki KUIVATUN SAHATAVARAN LOPPUKOSTEUS JA KOSTEUSVAIHTELUN VÄHENTÄMINEN Opinnäytetyö 2015 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Tee-se-itse.fi Ja saat sellaisen, kuin sattuu tulemaan! http://www.tee-se-itse.fi
 Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
VIILUN MÄRKÄLEIKKAUSLEVEYKSIEN OPTIMOINTI KUIVATUN VIILUN LEVEYDEN MUKAAN
 VIILUN MÄRKÄLEIKKAUSLEVEYKSIEN OPTIMOINTI KUIVATUN VIILUN LEVEYDEN MUKAAN Ville Kortelainen Opinnäytetyö Joulukuu 2012 Metsätalouden koulutusohjelma Tampereen ammattikorkeakoulu 2 TIIVISTELMÄ Tampereen
VIILUN MÄRKÄLEIKKAUSLEVEYKSIEN OPTIMOINTI KUIVATUN VIILUN LEVEYDEN MUKAAN Ville Kortelainen Opinnäytetyö Joulukuu 2012 Metsätalouden koulutusohjelma Tampereen ammattikorkeakoulu 2 TIIVISTELMÄ Tampereen
Massiivipuurakenteet työmaaolosuhteissa kosteuskäyttäytyminen ja siirtymät - Puupäivä 2018 Ville Mertanen
 2 Massiivipuurakenteet työmaaolosuhteissa kosteuskäyttäytyminen ja siirtymät - Puupäivä 2018 Ville Mertanen Esityksen sisältö 3-1. Massiivipuurakenteiden kosteuskäyttäytyminen - Case Hukanhaudan päiväkoti
2 Massiivipuurakenteet työmaaolosuhteissa kosteuskäyttäytyminen ja siirtymät - Puupäivä 2018 Ville Mertanen Esityksen sisältö 3-1. Massiivipuurakenteiden kosteuskäyttäytyminen - Case Hukanhaudan päiväkoti
Puusolut ja solukot. Puu-19.210 Puun rakenne ja kemia 2007 Henna Sundqvist, VTT
 Puusolut ja solukot Puu-19.210 Puun rakenne ja kemia 2007 Henna Sundqvist, VTT Luennon oppimistavoitteet Osaat nimetä ja tunnistaa puun eri osat Tunnistat havupuiden ja lehtipuiden pääsolutyypit. Tiedät,
Puusolut ja solukot Puu-19.210 Puun rakenne ja kemia 2007 Henna Sundqvist, VTT Luennon oppimistavoitteet Osaat nimetä ja tunnistaa puun eri osat Tunnistat havupuiden ja lehtipuiden pääsolutyypit. Tiedät,
TUTKIMUS IKI-KIUKAAN ENERGIASÄÄSTÖISTÄ YHTEISKÄYTTÖSAUNOISSA
 TUTKIMUS IKI-KIUKAAN ENERGIASÄÄSTÖISTÄ YHTEISKÄYTTÖSAUNOISSA IKI-Kiuas Oy teetti tämän tutkimuksen saatuaan taloyhtiöiltä positiivista palautetta kiukaistaan. Asiakkaat havaitsivat sähkölaskujensa pienentyneen,
TUTKIMUS IKI-KIUKAAN ENERGIASÄÄSTÖISTÄ YHTEISKÄYTTÖSAUNOISSA IKI-Kiuas Oy teetti tämän tutkimuksen saatuaan taloyhtiöiltä positiivista palautetta kiukaistaan. Asiakkaat havaitsivat sähkölaskujensa pienentyneen,
KÄSISAHAT 2010 www.magnum-tools.com
 www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
Polttopuun luonnonkuivaus, keinokuivaus ja laadun hallinta
 Polttopuun luonnonkuivaus, keinokuivaus ja laadun hallinta Jyrki Raitila (VTT), pohjautuu Hillebrandin (VTT) ja Koukin (TTS) tutkimukseen TTS 398 Kehittyvä metsäenergia; pilkepäivä Toholampi ja Alajärvi
Polttopuun luonnonkuivaus, keinokuivaus ja laadun hallinta Jyrki Raitila (VTT), pohjautuu Hillebrandin (VTT) ja Koukin (TTS) tutkimukseen TTS 398 Kehittyvä metsäenergia; pilkepäivä Toholampi ja Alajärvi
CLT-TUOTTEITA SUOMALAISESTA PUUSTA
 CLT-TUOTTEITA SUOMALAISESTA PUUSTA MITÄ ON CLT? Cross-laminated timber Massiivipuusta tehtyjä rakennuslevyjä, jotka koostuvat ristikkäinliimatuista lamelli- eli puulevykerroksista Ristiinlaminointi takaa
CLT-TUOTTEITA SUOMALAISESTA PUUSTA MITÄ ON CLT? Cross-laminated timber Massiivipuusta tehtyjä rakennuslevyjä, jotka koostuvat ristikkäinliimatuista lamelli- eli puulevykerroksista Ristiinlaminointi takaa
TEHNIKA tukkivannesahat
 TEHNIKA tukkivannesahat 2016 Maahantuonti ja myynti Veistokone-fi Espoo myynti@veistokone.fi 040-779 8800 Tehnika tukkivannesahat TEHNIKA AUCE TEHNIKA AUCE on Latvialainen yhtiö, joka on perustettu vuonna
TEHNIKA tukkivannesahat 2016 Maahantuonti ja myynti Veistokone-fi Espoo myynti@veistokone.fi 040-779 8800 Tehnika tukkivannesahat TEHNIKA AUCE TEHNIKA AUCE on Latvialainen yhtiö, joka on perustettu vuonna
WISA -Spruce Kuusivanerin pintalaadut
 WISA -Spruce Kuusivanerin pintalaadut Kategoriat Helmioksat Kiinteät oksat Pintalaatuluokka: G maks. 50 mm Oksan sisällä säteensuuntaiset halkeamat sallittu. Oksan reiät Avoimet ei sallita maks. 40 mm
WISA -Spruce Kuusivanerin pintalaadut Kategoriat Helmioksat Kiinteät oksat Pintalaatuluokka: G maks. 50 mm Oksan sisällä säteensuuntaiset halkeamat sallittu. Oksan reiät Avoimet ei sallita maks. 40 mm
PUUN LAADUN SÄILYTTÄMINEN
 PUUN LAADUN SÄILYTTÄMINEN Kastelu 1 Kastelu Kastelua käytetään kuusihiomopuun, koivuvaneri- ja havutukkien laatumuutosten estämiseen tai vähentämiseen Kastelua voidaan käyttää myös mänty- ja koivukuitupuun
PUUN LAADUN SÄILYTTÄMINEN Kastelu 1 Kastelu Kastelua käytetään kuusihiomopuun, koivuvaneri- ja havutukkien laatumuutosten estämiseen tai vähentämiseen Kastelua voidaan käyttää myös mänty- ja koivukuitupuun
VÄISTÄMÄTTÄ PARAS PYLVÄSRATKAISU
 1 VÄISTÄMÄTTÄ PARAS PYLVÄSRATKAISU Ajathan silti varovasti. JRK Tekniikka on parantanut liikenneturvallisuutta kehittämällä markkinoiden edistyksellisemmän turvapylvästuotteen. Yrityksellä on käytännön
1 VÄISTÄMÄTTÄ PARAS PYLVÄSRATKAISU Ajathan silti varovasti. JRK Tekniikka on parantanut liikenneturvallisuutta kehittämällä markkinoiden edistyksellisemmän turvapylvästuotteen. Yrityksellä on käytännön
Näin lisäeristät 4. Sisäpuolinen lisäeristys. Tuotteina PAROC extra ja PAROC-tiivistystuotteet
 Näin lisäeristät 4 Sisäpuolinen lisäeristys Tuotteina PAROC extra ja PAROC-tiivistystuotteet Tammikuu 202 Sisäpuolinen lisälämmöneristys Lisäeristyksen paksuuden määrittää ulkopuolelle jäävän eristeen
Näin lisäeristät 4 Sisäpuolinen lisäeristys Tuotteina PAROC extra ja PAROC-tiivistystuotteet Tammikuu 202 Sisäpuolinen lisälämmöneristys Lisäeristyksen paksuuden määrittää ulkopuolelle jäävän eristeen
PALAX KLAPIKONEMALLISTO
 COMBI M II - 3 KS 35-6 POWER 70S - 10 POWER 100S - 14 PALAX KLAPIKONEMALLISTO Yhteiset ominaisuudet Poistokuljetin Yhteinen ominaisuus kaikille koneille on nyt uudistettu 4,3 m pitkä ja 0,2 m leveä taittuva
COMBI M II - 3 KS 35-6 POWER 70S - 10 POWER 100S - 14 PALAX KLAPIKONEMALLISTO Yhteiset ominaisuudet Poistokuljetin Yhteinen ominaisuus kaikille koneille on nyt uudistettu 4,3 m pitkä ja 0,2 m leveä taittuva
RAPORTTI 16X Q METSÄ FIBRE OY JOUTSENON TEHDAS Kaasuttimen polttoainekuivurin poistokaasujen hiukkaspitoisuudet ja päästöt
 RAPORTTI 16X142729.10.Q850-002 6.9.2013 METSÄ FIBRE OY JOUTSENON TEHDAS Kaasuttimen polttoainekuivurin poistokaasujen hiukkaspitoisuudet ja päästöt Joutseno 21.8.2013 PÖYRY FINLAND OY Viite 16X142729.10.Q850-002
RAPORTTI 16X142729.10.Q850-002 6.9.2013 METSÄ FIBRE OY JOUTSENON TEHDAS Kaasuttimen polttoainekuivurin poistokaasujen hiukkaspitoisuudet ja päästöt Joutseno 21.8.2013 PÖYRY FINLAND OY Viite 16X142729.10.Q850-002
Testimenetelmät: SFS-EN 1097-6 ja 12697-5
 1 Testimenetelmät: SFS-EN 1097-6 ja 12697-5 -Kiintotiheys ja vedenimeytyminen -Asfalttimassan tiheyden määritys 2 Esityksen sisältö - Yleistä menetelmistä ja soveltamisala - Käytännön toteutus laboratoriossa
1 Testimenetelmät: SFS-EN 1097-6 ja 12697-5 -Kiintotiheys ja vedenimeytyminen -Asfalttimassan tiheyden määritys 2 Esityksen sisältö - Yleistä menetelmistä ja soveltamisala - Käytännön toteutus laboratoriossa
PÖNTTÖSORVI KÄYTTÖ - OHJEKIRJA
 KESMAC 23.4.2013 PÖNTTÖSORVI PÖNTTÖSORVI KÄYTTÖ - OHJEKIRJA SISÄLLYSLUETTELO 1. YLEISTÄ 2. TEKNINEN ERITTELY 3. TURVALLISUUSOHJEET JA KÄYTTÖ 4. VALOKUVAT 5. HUOLTO 6. KUITTAUS TURVAOHJEISTA 2013-04-23
KESMAC 23.4.2013 PÖNTTÖSORVI PÖNTTÖSORVI KÄYTTÖ - OHJEKIRJA SISÄLLYSLUETTELO 1. YLEISTÄ 2. TEKNINEN ERITTELY 3. TURVALLISUUSOHJEET JA KÄYTTÖ 4. VALOKUVAT 5. HUOLTO 6. KUITTAUS TURVAOHJEISTA 2013-04-23
Johtopäätös: Kokeen tulosten perusteella rakenne soveltuu hyvin käytettäväksi urheilutilan lattiana.
 Norges Byggforskningsinstitut Projektin numero: 0 475/0 9011 Paikka ja päivämäärä: Oslo, 29.5.1991 Projektipäällikkö / kirjoittana: Morten Gabrielsen Toimeksiantaja: Boen Bruk A/S Toimeksiantajan osoite:
Norges Byggforskningsinstitut Projektin numero: 0 475/0 9011 Paikka ja päivämäärä: Oslo, 29.5.1991 Projektipäällikkö / kirjoittana: Morten Gabrielsen Toimeksiantaja: Boen Bruk A/S Toimeksiantajan osoite:
Lahti Precision Fluidisointijärjestelmä
 Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
VANERITEHTAAN PUUNKÄYTÖN HYÖTYSUHDETUTKIMUS
 VANERITEHTAAN PUUNKÄYTÖN HYÖTYSUHDETUTKIMUS LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutuotteiden markkinointi ja tuotekehitys Opinnäytetyö Kevät 2006 Tuomas Koskinen ALKUSANAT Tämä opinnäytetyö
VANERITEHTAAN PUUNKÄYTÖN HYÖTYSUHDETUTKIMUS LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutuotteiden markkinointi ja tuotekehitys Opinnäytetyö Kevät 2006 Tuomas Koskinen ALKUSANAT Tämä opinnäytetyö
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
Suomalainen ja ruotsalainen mänty rakennuspuusepän-, sisustus- ja huonekalutuotteiden raaka-aineena
 Suomalainen ja ruotsalainen mänty rakennuspuusepän-, sisustus- ja huonekalutuotteiden raaka-aineena Tuloksia kirjallisuustarkastelusta SPWT-konsortion loppuseminaari Lahti, 3.5.2007 Mika Grekin Metsäntutkimuslaitos
Suomalainen ja ruotsalainen mänty rakennuspuusepän-, sisustus- ja huonekalutuotteiden raaka-aineena Tuloksia kirjallisuustarkastelusta SPWT-konsortion loppuseminaari Lahti, 3.5.2007 Mika Grekin Metsäntutkimuslaitos
WISA. Koivuvanerin pintalaadut. WISA -Birch WISA -Birch Special WISA -Birch Premium
 WISA Koivuvanerin pintalaadut WISA -Birch WISA -Birch Special WISA -Birch Premium PREMIUM WISA -Birch Premium Premium soveltuu visuaalisiin käyttökohteisiin kuten korkealuokkaiseen petsaus- tai lakkauskäsittelyyn.
WISA Koivuvanerin pintalaadut WISA -Birch WISA -Birch Special WISA -Birch Premium PREMIUM WISA -Birch Premium Premium soveltuu visuaalisiin käyttökohteisiin kuten korkealuokkaiseen petsaus- tai lakkauskäsittelyyn.
RAPORTTI MYNÄMÄEN KIRKON PAANUJEN ENSIMMÄISEN ERÄN VALMISTUSMENETELMISTÄ JA LAADUSTA LOKAKUUSSA 2018.
 RAPORTTI MYNÄMÄEN KIRKON PAANUJEN ENSIMMÄISEN ERÄN VALMISTUSMENETELMISTÄ JA LAADUSTA LOKAKUUSSA 2018. Läpileikkaus tukista, missä sydänpuun halkaisija on noin 380 mm. Mantopuun paksuus on noin 20 mm. Mantopuussa
RAPORTTI MYNÄMÄEN KIRKON PAANUJEN ENSIMMÄISEN ERÄN VALMISTUSMENETELMISTÄ JA LAADUSTA LOKAKUUSSA 2018. Läpileikkaus tukista, missä sydänpuun halkaisija on noin 380 mm. Mantopuun paksuus on noin 20 mm. Mantopuussa
IRTOROSKAN VAIKUTUS VIILUN LAATUUN JA MÄÄRÄÄN TELAKUIVAUSKONEESSA
 IRTOROSKAN VAIKUTUS VIILUN LAATUUN JA MÄÄRÄÄN TELAKUIVAUSKONEESSA Koskisen Oy LAHDEN AMMATTIKORKEAKOULU Tekniikanala Prosessi- ja materiaalitekniikka Opinnäytetyö AMK Syksy 2017 Tiia-Mari Saario Lahden
IRTOROSKAN VAIKUTUS VIILUN LAATUUN JA MÄÄRÄÄN TELAKUIVAUSKONEESSA Koskisen Oy LAHDEN AMMATTIKORKEAKOULU Tekniikanala Prosessi- ja materiaalitekniikka Opinnäytetyö AMK Syksy 2017 Tiia-Mari Saario Lahden
PUUN LAADUN SÄILYTTÄMINEN
 PUUN LAADUN SÄILYTTÄMINEN Kuusihiomo- ja hierrepuu 1 Kuusihiomopuun käyttö Tässä kalvosarjassa hiomopuulla tarkoitetaan sekä hiomo- että hierrepuuta Kotimaasta hakataan kuusikuitupuuta 10 milj. m 3 ja
PUUN LAADUN SÄILYTTÄMINEN Kuusihiomo- ja hierrepuu 1 Kuusihiomopuun käyttö Tässä kalvosarjassa hiomopuulla tarkoitetaan sekä hiomo- että hierrepuuta Kotimaasta hakataan kuusikuitupuuta 10 milj. m 3 ja
Tuontikoivutukkien laatu loppukäyttäjien kannalta. Juha Arponen & Henrik Heräjärvi
 Tuontikoivutukkien laatu loppukäyttäjien kannalta Juha Arponen & Henrik Heräjärvi Metsäntutkimuslaitos Skogsforskningsinstitutet Finnish Forest Research Institute www.metla.fi Tausta Kuusi- ja koivutukkien
Tuontikoivutukkien laatu loppukäyttäjien kannalta Juha Arponen & Henrik Heräjärvi Metsäntutkimuslaitos Skogsforskningsinstitutet Finnish Forest Research Institute www.metla.fi Tausta Kuusi- ja koivutukkien
Energiapuun kuivaaminen - Erilaiset menetelmät. Ismo Makkonen, Metsäenergiatutkija
 Energiapuun kuivaaminen - Erilaiset menetelmät Ismo Makkonen, Metsäenergiatutkija JOHDANTO Yleisesti energiapuun laadun merkittävimpänä laatutekijänä pidetään kosteutta Energiapuun kosteudella on monia
Energiapuun kuivaaminen - Erilaiset menetelmät Ismo Makkonen, Metsäenergiatutkija JOHDANTO Yleisesti energiapuun laadun merkittävimpänä laatutekijänä pidetään kosteutta Energiapuun kosteudella on monia
ASENNUSOHJE AMMATTILAISELLE SATINE MICROCEMENT MEDIUM SILEÄLLE, UUDELLE POHJALLE MÄRKÄTILAAN
 Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
PUUN LAADUN SÄILYTTÄMINEN
 PUUN LAADUN SÄILYTTÄMINEN Vesivarastointi 1 Vesivarastointi (ja uitto) Vesivarastointi on vanhin käytössä oleva puun laadun säilyttämismenetelmä Uitolla tarkoitetaan vedessä tapahtuvaa puiden kuljetusta
PUUN LAADUN SÄILYTTÄMINEN Vesivarastointi 1 Vesivarastointi (ja uitto) Vesivarastointi on vanhin käytössä oleva puun laadun säilyttämismenetelmä Uitolla tarkoitetaan vedessä tapahtuvaa puiden kuljetusta
Rakennusteollisuus LAMELLIHIRSIEN TUOTANTO
 Rakennusteollisuus LAMELLIHIRSIEN TUOTANTO SISÄLLYS 1. LAMELLIHIRSIEN TUOTANTO Lamellihirsien tuotanto...3 Edut...4 Esimerkit...4 Lamellihirsien tuotantolinjat...5 Yhteyshenkilö...7 2 Lamellihirsien tuotanto
Rakennusteollisuus LAMELLIHIRSIEN TUOTANTO SISÄLLYS 1. LAMELLIHIRSIEN TUOTANTO Lamellihirsien tuotanto...3 Edut...4 Esimerkit...4 Lamellihirsien tuotantolinjat...5 Yhteyshenkilö...7 2 Lamellihirsien tuotanto
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3
 Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Tuontipuu energiantuotannossa
 Tuontipuu energiantuotannossa Yliaktuaari Esa Ylitalo Luonnonvarakeskus,Tilastopalvelut Koneyrittäjien Energiapäivät 2017 Hotelli Arthur Metsähakkeen käyttö lämpö- ja voimalaitoksissa 2000 2015 milj. m³
Tuontipuu energiantuotannossa Yliaktuaari Esa Ylitalo Luonnonvarakeskus,Tilastopalvelut Koneyrittäjien Energiapäivät 2017 Hotelli Arthur Metsähakkeen käyttö lämpö- ja voimalaitoksissa 2000 2015 milj. m³
Kokeita varten saatiin Turun amk:n silppuamaa ruokoa, joka oli pituudeltaan 5 25 cm. Tavaraa varattiin ~2 m 3.
 1 (6) PELLETÖINTIKOE BIOTTORI OY:LLÄ JÄMIJÄRVELLÄ SYKSYLLÄ 2006 Metsäkeskus Kaakkois-Suomi tutkii Ruovikko-hankkeen puitteissa lähinnä ruoko materiaalin hyödyntämistä energiaksi. Tutkittuja asioita ovat
1 (6) PELLETÖINTIKOE BIOTTORI OY:LLÄ JÄMIJÄRVELLÄ SYKSYLLÄ 2006 Metsäkeskus Kaakkois-Suomi tutkii Ruovikko-hankkeen puitteissa lähinnä ruoko materiaalin hyödyntämistä energiaksi. Tutkittuja asioita ovat
Talon valmistumisvuosi 1999 Asuinpinta-ala 441m2. Asuntoja 6
 Lattialämmitetyn rivitalon perusparannus 2015 Talon valmistumisvuosi 1999 Asuinpinta-ala 441m2. Asuntoja 6 Maakaasukattila Lattialämmitys. Putkipituus tuntematon. Ilmanvaihto koneellinen. Ei lämmön talteenottoa.
Lattialämmitetyn rivitalon perusparannus 2015 Talon valmistumisvuosi 1999 Asuinpinta-ala 441m2. Asuntoja 6 Maakaasukattila Lattialämmitys. Putkipituus tuntematon. Ilmanvaihto koneellinen. Ei lämmön talteenottoa.
Yleistä VÄLIRAPORTTI 13 I
 VÄLIRAPORTTI 13 I.8.17 VELCO APT-ALAPOHJAN TUULETUSLAITTEISTON VAIKUTUS ALAPOHJAN KOSTEUSTEKNISEEN TOIMIVUUTEEN, ILPOISTEN KOULU, TURKU (LÄMPÖTILAT JA SUHT. KOSTEUDET SEKÄ PAINESUHTEET JA ILMAVIRRAT) Yleistä
VÄLIRAPORTTI 13 I.8.17 VELCO APT-ALAPOHJAN TUULETUSLAITTEISTON VAIKUTUS ALAPOHJAN KOSTEUSTEKNISEEN TOIMIVUUTEEN, ILPOISTEN KOULU, TURKU (LÄMPÖTILAT JA SUHT. KOSTEUDET SEKÄ PAINESUHTEET JA ILMAVIRRAT) Yleistä
Koulutus- ja työelämäpalvelut metsä- ja puutalous. Mekaanisen metsäteollisuuden. yrityspalvelut 2010
 Koulutus- ja työelämäpalvelut metsä- ja puutalous Mekaanisen metsäteollisuuden yrityspalvelut 2010 1 KT-palvelut metsä- ja puutalous Kalenterissa esitellään vakiokurssitarjontamme. Nämä kurssit järjestetään
Koulutus- ja työelämäpalvelut metsä- ja puutalous Mekaanisen metsäteollisuuden yrityspalvelut 2010 1 KT-palvelut metsä- ja puutalous Kalenterissa esitellään vakiokurssitarjontamme. Nämä kurssit järjestetään
Puun laadun säilyttäminen
 Puun laadun säilyttäminen Puutavaralajien puuainemuutokset Mänty- ja kuusitukit: sinistymä, kuivumishalkeamat Koivuvaneritukit: värivika, kuivumishalkeamat, alkava kova ja pehmeä laho Mäntykuitupuu: sinistymä,
Puun laadun säilyttäminen Puutavaralajien puuainemuutokset Mänty- ja kuusitukit: sinistymä, kuivumishalkeamat Koivuvaneritukit: värivika, kuivumishalkeamat, alkava kova ja pehmeä laho Mäntykuitupuu: sinistymä,
Jäähdytysjärjestelmän tehtävä on poistaa lämpöä jäähdytyskohteista.
 Taloudellista ja vihreää energiaa Scancool-teollisuuslämpöpumput Teollisuuslämpöpumpulla 80 % säästöt energiakustannuksista! Scancoolin teollisuuslämpöpumppu ottaa tehokkaasti talteen teollisissa prosesseissa
Taloudellista ja vihreää energiaa Scancool-teollisuuslämpöpumput Teollisuuslämpöpumpulla 80 % säästöt energiakustannuksista! Scancoolin teollisuuslämpöpumppu ottaa tehokkaasti talteen teollisissa prosesseissa
Meiltä levyt kaikkiin tarpeisiinne. Tuoteluettelo
 Meiltä levyt kaikkiin tarpeisiinne. Tuoteluettelo Ydin Viron metsät elävät huippulaatuisissa Repo by Sorbes -lastulevyissä. Ollessaan Kaikkien levyjen äiti peruslastulevyt määrittelevät kaikkien Repo by
Meiltä levyt kaikkiin tarpeisiinne. Tuoteluettelo Ydin Viron metsät elävät huippulaatuisissa Repo by Sorbes -lastulevyissä. Ollessaan Kaikkien levyjen äiti peruslastulevyt määrittelevät kaikkien Repo by
PANK-2206. Menetelmä soveltuu ainoastaan kairasydännäytteille, joiden halkaisija on 32-62 mm.
 PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
Huovutettu kännykkäkotelo
 Huovutettu kännykkäkotelo Ohjeen tarkoituksena on innostaa käyttämään vanhaa käsityöperinnettä uudenlaisen käsityön valmistuksessa. Ohje on suunnattu kaikille huovutuksesta kiinnostuneille ja työ soveltuu
Huovutettu kännykkäkotelo Ohjeen tarkoituksena on innostaa käyttämään vanhaa käsityöperinnettä uudenlaisen käsityön valmistuksessa. Ohje on suunnattu kaikille huovutuksesta kiinnostuneille ja työ soveltuu
Energiansäästö viljankuivauksessa
 Energiansäästö viljankuivauksessa Antti-Teollisuus Oy Jukka Ahokas 30.11.2011 Maatalous-metsätieteellinen tiedekunta Maataloustieteiden laitos Agroteknologia Öljyä l/ha tai viljaa kg/ha Kuivaamistarve
Energiansäästö viljankuivauksessa Antti-Teollisuus Oy Jukka Ahokas 30.11.2011 Maatalous-metsätieteellinen tiedekunta Maataloustieteiden laitos Agroteknologia Öljyä l/ha tai viljaa kg/ha Kuivaamistarve
Jukka Kontulainen ProAgria Satakunta ry
 Jukka Kontulainen ProAgria Satakunta ry ProAgria Farma ja Satakunta yhdistyvät 1.1.2013 Viljatilojen määrä on kasvanut Valtaosa kuivataan öljyllä Pannut ovat pääsääntöisesti 250-330 kw Kuivauksen investoinnit
Jukka Kontulainen ProAgria Satakunta ry ProAgria Farma ja Satakunta yhdistyvät 1.1.2013 Viljatilojen määrä on kasvanut Valtaosa kuivataan öljyllä Pannut ovat pääsääntöisesti 250-330 kw Kuivauksen investoinnit
Thermia Diplomat Optimum G3 paras valinta pohjoismaisiin olosuhteisiin.
 Thermia Diplomat Optimum G3 paras valinta pohjoismaisiin olosuhteisiin. Ruotsin energiaviranomaisten maalämpöpumpputestin tulokset 2012 Tiivistelmä testituloksista: Ruotsin energiaviranomaiset testasivat
Thermia Diplomat Optimum G3 paras valinta pohjoismaisiin olosuhteisiin. Ruotsin energiaviranomaisten maalämpöpumpputestin tulokset 2012 Tiivistelmä testituloksista: Ruotsin energiaviranomaiset testasivat
KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus).
.") KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus). 3. Tappikappale jaetaan merkistä lovikappaleen tappien lukumäärällä
KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus). 3. Tappikappale jaetaan merkistä lovikappaleen tappien lukumäärällä
Sähkölinjan työmaadoittaminen puunpoistotilanteessa ja Koneellisen oksinnan sähkötyöturvallisuus
 Sähkölinjan työmaadoittaminen puunpoistotilanteessa ja Koneellisen oksinnan sähkötyöturvallisuus Sähkötutkimuspoolin tutkimusseminaari Sisällys Projektien tausta Sähkölinjan työmaadoittaminen puunpoistotilanteessa
Sähkölinjan työmaadoittaminen puunpoistotilanteessa ja Koneellisen oksinnan sähkötyöturvallisuus Sähkötutkimuspoolin tutkimusseminaari Sisällys Projektien tausta Sähkölinjan työmaadoittaminen puunpoistotilanteessa
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Kudosten ja viilun muodostamat komposiitit. Tutkimus koivuviilun ja hiilikuitu- sekä aramidikuitukudosten komposiittirakenteista
 Kudosten ja viilun muodostamat komposiitit Tutkimus koivuviilun ja hiilikuitu- sekä aramidikuitukudosten komposiittirakenteista Veeti Paju Materiaalitutkimus Muotoilun koulutusohjelma Muotoilun laitos
Kudosten ja viilun muodostamat komposiitit Tutkimus koivuviilun ja hiilikuitu- sekä aramidikuitukudosten komposiittirakenteista Veeti Paju Materiaalitutkimus Muotoilun koulutusohjelma Muotoilun laitos
KITTAUSLINJAN TOIMINNAN TEHOSTAMINEN
 KITTAUSLINJAN TOIMINNAN TEHOSTAMINEN LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Puutekniikka Opinnäytetyö Kevät 2014 Sami Pulkkinen Alkusanat Tämä opinnäytetyö on tehty Koskisen
KITTAUSLINJAN TOIMINNAN TEHOSTAMINEN LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Puutekniikka Opinnäytetyö Kevät 2014 Sami Pulkkinen Alkusanat Tämä opinnäytetyö on tehty Koskisen
Työohje: sahaaminen käsikäyttöisillä sahoilla (käsisaha, selkäsaha, askartelusaha
 POM1YTN Teknologiakasvatus ja tekninen työ Työohje Eveliina Rantala ja Katja Riivari Työohje: sahaaminen käsikäyttöisillä sahoilla (käsisaha, selkäsaha, askartelusaha ja lehtisaha) kahvat sahojen terät
POM1YTN Teknologiakasvatus ja tekninen työ Työohje Eveliina Rantala ja Katja Riivari Työohje: sahaaminen käsikäyttöisillä sahoilla (käsisaha, selkäsaha, askartelusaha ja lehtisaha) kahvat sahojen terät
Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri
 Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri Esitysmateriaalit Leanheat-yritys kahdella sivulla Tekoälysäädön toimintaperiaate Mitä tehdään ja mitä on saatu aikaiseksi? Yhteenveto ja käytännön
Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri Esitysmateriaalit Leanheat-yritys kahdella sivulla Tekoälysäädön toimintaperiaate Mitä tehdään ja mitä on saatu aikaiseksi? Yhteenveto ja käytännön
Energia-alan keskeisiä termejä. 1. Energiatase (energy balance)
") Energia-alan keskeisiä termejä 1. Energiatase (energy balance) Energiataseet perustuvat energian häviämättömyyden lakiin. Systeemi rajataan ja siihen meneviä ja sieltä tulevia energiavirtoja tarkastellaan.
Energia-alan keskeisiä termejä 1. Energiatase (energy balance) Energiataseet perustuvat energian häviämättömyyden lakiin. Systeemi rajataan ja siihen meneviä ja sieltä tulevia energiavirtoja tarkastellaan.
Testiraportti. Uusi Hansa Oy. Polykarbonaatista valmistetun Kulo kattolumiesteen liimattavuuden testaus
 1 Testiraportti Uusi Hansa Oy Polykarbonaatista valmistetun Kulo kattolumiesteen liimattavuuden testaus 2 Tilaaja: Uusi Hansa Oy Koivistonkyläntie 74 61310 Panttila Testin suorittaja: Seinäjoen ammattikorkeakoulu
1 Testiraportti Uusi Hansa Oy Polykarbonaatista valmistetun Kulo kattolumiesteen liimattavuuden testaus 2 Tilaaja: Uusi Hansa Oy Koivistonkyläntie 74 61310 Panttila Testin suorittaja: Seinäjoen ammattikorkeakoulu
VAKOLA. 1961 Koetusselostus 387 SINUS 6 DUPLEX TWIN-VILJANKUIVURI. Koetuttaja ja valmistaja: 0 y Sav onius & C o A b, Helsinki.
 VAKOLA ACV Helsinki Rukkila Helsinki 43 48 12 Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1961 Koetusselostus 387 SINUS 6 DUPLEX TWIN-VILJANKUIVURI
VAKOLA ACV Helsinki Rukkila Helsinki 43 48 12 Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1961 Koetusselostus 387 SINUS 6 DUPLEX TWIN-VILJANKUIVURI
1
 1 2 3 4 5 6 7 8 9 10 11 12 13 13 Uusi combilinja SWM-Woodille Mikkeliin Pinomatic Oy toimitti SWM-Woodille uuden combilinjan maaliskuussa 2019. Investoinnilla SWM-Wood nopeutti rimoitusta ja paketointia.
1 2 3 4 5 6 7 8 9 10 11 12 13 13 Uusi combilinja SWM-Woodille Mikkeliin Pinomatic Oy toimitti SWM-Woodille uuden combilinjan maaliskuussa 2019. Investoinnilla SWM-Wood nopeutti rimoitusta ja paketointia.
Betonoinnin valmistelu
 Betonoinnin valmistelu Betonointisuunnitelma Levitä muottiöljy tasaisesti ja ohuena kerroksena Puhdista muotit magneetin ja veden avulla. Betonointisuunnitelma Poista muoteista roskat. Noudata betonointisuunnitelmaa.
Betonoinnin valmistelu Betonointisuunnitelma Levitä muottiöljy tasaisesti ja ohuena kerroksena Puhdista muotit magneetin ja veden avulla. Betonointisuunnitelma Poista muoteista roskat. Noudata betonointisuunnitelmaa.
PÄREIDEN JA PÄREKATON VALMISTUS
 PÄREIDEN JA PÄREKATON VALMISTUS Pärepuiden valitseminen Pärepuiksi valitaan pitkiä, suoria, hitaasti kasvaneita tiheäsyisiä puita, joiden oksisto on karsiutunut mahdollisimman ylös. Varmuus rungon syiden
PÄREIDEN JA PÄREKATON VALMISTUS Pärepuiden valitseminen Pärepuiksi valitaan pitkiä, suoria, hitaasti kasvaneita tiheäsyisiä puita, joiden oksisto on karsiutunut mahdollisimman ylös. Varmuus rungon syiden
3s-ge venttiilien koneistus
 3s-ge venttiilien koneistus Tässä olisi tarkoitus selventää hieman perusteita niille, ketkä eivät ole ikinä tehneet kannen venttiilien koneistusta. Venttiilien pintojen hiontaanhan on myös paljon helpompi
3s-ge venttiilien koneistus Tässä olisi tarkoitus selventää hieman perusteita niille, ketkä eivät ole ikinä tehneet kannen venttiilien koneistusta. Venttiilien pintojen hiontaanhan on myös paljon helpompi
Professori Juha Varis
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikka Ilkka Husu VIILUNKUIVAAJAN TUOTANTOTEHOKKUUDEN PARANTAMINEN Työn tarkastajat: Dosentti Harri Eskelinen Professori Juha Varis 2 TIIVISTELMÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikka Ilkka Husu VIILUNKUIVAAJAN TUOTANTOTEHOKKUUDEN PARANTAMINEN Työn tarkastajat: Dosentti Harri Eskelinen Professori Juha Varis 2 TIIVISTELMÄ
Taimikonhoito. Ohjeet omatoimiseen taimikonhoitoon Pekka Riipinen, Jyväskylän ammattikorkeakoulu. Sykettä Keski Suomen metsiin
 Taimikonhoito Ohjeet omatoimiseen taimikonhoitoon Pekka Riipinen, Jyväskylän ammattikorkeakoulu Sykettä Keski Suomen metsiin Raivaussahan terän teroittaminen Yksi tärkeimpiä kulmakiviä raivaussahatyöskentelyssä
Taimikonhoito Ohjeet omatoimiseen taimikonhoitoon Pekka Riipinen, Jyväskylän ammattikorkeakoulu Sykettä Keski Suomen metsiin Raivaussahan terän teroittaminen Yksi tärkeimpiä kulmakiviä raivaussahatyöskentelyssä
Suorakulmainen kolmio
 Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
Kuljeta ja siirrä kaapelikelat oikein
 Kuljeta ja siirrä kaapelikelat oikein Kaapeli on arvokas tuote. Kaapelin kuljetuspakkaus on yleensä kela. Paksut laipat voivat vaikuttaa särkymättömiltä, mutta yli neljä tonnia painava kela on suhteellisen
Kuljeta ja siirrä kaapelikelat oikein Kaapeli on arvokas tuote. Kaapelin kuljetuspakkaus on yleensä kela. Paksut laipat voivat vaikuttaa särkymättömiltä, mutta yli neljä tonnia painava kela on suhteellisen
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikka. Hannu Myllylä VESILASIKYLLÄSTETYN MÄNNYN TASAPAINOKOSTEUS JA DIMENSIOSTABIILISUUS Opinnäytetyö 2010
 KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikka Hannu Myllylä VESILASIKYLLÄSTETYN MÄNNYN TASAPAINOKOSTEUS JA DIMENSIOSTABIILISUUS Opinnäytetyö 2010 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikka
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikka Hannu Myllylä VESILASIKYLLÄSTETYN MÄNNYN TASAPAINOKOSTEUS JA DIMENSIOSTABIILISUUS Opinnäytetyö 2010 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikka
Merkkausvärin kehittäminen
 Merkkausvärin kehittäminen Heikki Juhe, 26.1.2011 1. Johdanto JL-tuotteet aloitti keväällä 2010 tutkimus- ja kehitysprojektin, jonka tarkoituksena oli tutkia käytössä olevien merkkausvärien imeytyvyyttä
Merkkausvärin kehittäminen Heikki Juhe, 26.1.2011 1. Johdanto JL-tuotteet aloitti keväällä 2010 tutkimus- ja kehitysprojektin, jonka tarkoituksena oli tutkia käytössä olevien merkkausvärien imeytyvyyttä
VAUNUKUIVURIT K-SARJA M 180 365K
 VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
Työssä määritetään luokkahuoneen huoneilman vesihöyryn osapaine, osatiheys, huoneessa olevan vesihöyryn massa, absoluuttinen kosteus ja kastepiste.
 TYÖ 36b. ILMANKOSTEUS Tehtävä Työssä määritetään luokkahuoneen huoneilman vesihöyryn osapaine, osatiheys, huoneessa olevan vesihöyryn massa, absoluuttinen kosteus ja kastepiste. Välineet Taustatietoja
TYÖ 36b. ILMANKOSTEUS Tehtävä Työssä määritetään luokkahuoneen huoneilman vesihöyryn osapaine, osatiheys, huoneessa olevan vesihöyryn massa, absoluuttinen kosteus ja kastepiste. Välineet Taustatietoja
Varaavan tulisijan liittäminen rakennuksen energiajärjestelmään
 Varaavan tulisijan liittäminen rakennuksen energiajärjestelmään DI, TkT Sisältö Puulla lämmittäminen Suomessa Tulisijatyypit Tulisijan ja rakennuksessa Lämmön talteenottopiiput Veden lämmittäminen varaavalla
Varaavan tulisijan liittäminen rakennuksen energiajärjestelmään DI, TkT Sisältö Puulla lämmittäminen Suomessa Tulisijatyypit Tulisijan ja rakennuksessa Lämmön talteenottopiiput Veden lämmittäminen varaavalla