Ulle: minimilämmöntuonnin määrittäminen EN H C700
|
|
|
- Sanna-Kaisa Pesonen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 Ulle: minimilämmöntuonnin määrittäminen EN H C Johdanto Lujitusvalssattujen ruostumattomien terästen hitsaamisessa täytyy ottaa huomioon, että hitsauksessa syntyvä lämpö pyrkii kumoamaan lujitusvalssaamisen vaikutuksen rekristallisaation kautta. Tämä pehmenemisreaktio vaatii edetäkseen tarpeeksi suuren lämpötilan ja hehkutusajan. Seurauksena hitsauksen lämmöntuonnista perusaineen lujuus pyrkii siis laskemaan. Liitoslujuuden maksimoinnin kannalta on siis tärkeää pyrkiä hitsaamaan mahdollisimman pienellä lämmöntuonnilla. Testeissä pyrittiin selvittämään suurin asettelulla saavutettavissa oleva liitoslujuus. Tässä raportissa esitellään Oulun yliopiston ULLE-projektissa tehtyjä MIG-hitsauskokeita ja niissä saatuja tuloksia kylmävalssaamalla lujitetulle teräkselle EN (AISI 304L). Teräs oli EN :2005 normin mukaisesti luokkaan C700 lujitusvalssattu, jolloin teräksen murtolujuus on yli 700 N/mm 2. Aiemmin tehdyissä hitsauskokeissa verrattiin kolmen eri valssauksen ja niissä eri suuntaan laserilla ja mekaanisella levyleikkurilla leikattujen perusaineiden hitsattuja lujuuksia. Lämmöntuonti ja koejärjestely pidettiin kaikissa liitoksissa samana. Liitoksista tehtyjä vetosauvoja vedettiin kuvullisina ja kuvut pois hiottuina. Vetokokeissa kaikki kuvulliset vetosauvat murtuivat perusaineesta ja kaikki kuvuttomat hitsistä. Tämän perusteella liitosten heikoin kohta on hitsiaine, ja HAZ on vasta seuraavaksi heikoin. Hitsien kuvut tekevät heikommasta hitsiaineesta perusainetta paksumman ja siten liitoksen HAZ on kuvullisen liitoksen heikonkohta. Hitsauskokeiden perusaineeksi valittiin lujin valssauserä, jotta hitsaamisen pehmentävä vaikutus tulisi mahdollisimman konkreettisesti esille. Kaikki hitsaukset tehtiin siten sulatuksen (1) ensimmäiselle rullalle pituussuuntaan mekaanisesti leikatuille levyille. 2. Materiaalit Tutkimuksessa käytettiin perusaineena EN (AISI 304L) sulatuksen 1 rullaa (3,2 mm) toimitustilassa 2H C700. Käytetyt levyt oli merkitty projektin merkinnällä UH1-1-[1-52]. Hitsauslisäaineena oli duplex-teräksille tarkoitettu AVESTA LDX2101 (1 mm). Perusaineen mekaaniset ominaisuudet selvitettiin, ainestodistuksen lisäksi, vetämällä kolme vetosauvaa itse. Perusaineen mekaaniset ominaisuudet ovat taulukossa 1. Käytetyn lisäaineen ilmoitetut mekaaniset ominaisuudet ovat Rp0.2 = 520 N/mm 2, Rm = 710 N/mm 2, A5 = 30 %. Taulukko 1. Perusaineen mekaaniset ominaisuudet ainestodistuksen ja oman testaamisen mukaan 1(12)
2 3. Hitsaus Laitteisto ja asettelu: Tehdyt hitsaukset suoritettiin Kemppi Pro Evolution 4200 laitteistolla johon oli kytketty WeldData ja WeldScan laitteistot. WeldData järjestelmä listaa käytetyt parametrit sekunnin välein ja WeldScan toimii oskiloskooppina, jolloin 3500 Hz parametrien tallennus on mahdollista. Kuumakaarella (0 mm ilmaraolla) hitsattaessa parametrit otettiin ylös WeldData järjestelmällä ja pulssikaarella WeldDatan lisäksi WeldScan laitteistolla. Lämmöntuonnit laskettiin pulssittamalla hitsatuille kahdella tavalla, keskiarvojen perusteella ja tarkan oskilloskooppikäyrän perusteella. Hitsausten kuljetusliike suoritettiin mekaanisella kuljettimella. Hitsauksissa käytetyt levyt olivat 500X200 mm kokoisia jolloin hitsattuina kokonaisleveydeksi muodostui ~400 mm. Levyt silloitettiin kummastakin päästä sekä noin 1/3 päästä reunoista. Tällöin silloitus tapahtui noin 150 mm välein. Hitsaukset suoritettiin kolmella erilaisella ilmaraolla. Kaikissa ilmarako vaihtoehdoissa hitsaus suoritettiin yhdeltä puolelta mekaanisesti leikattuun I-railoon, 1,0 mm paksulla umpilangalla, suojakaasuna Ar+2%CO2-seos ja juurensuojana Ar-kaasu. Mekaanisesti leikatut levyt aseteltiin hitsauskuntoon siten, että leikatessa yläpintana ollut pinta pysyi hitsatessa yläpintana. Hitsauksissa ei käytetty juuritukia tai vastaavia apulaitteita. Toteutuneiden lämmöntuontien laskenta Kuumakaarella hitsattujen liitosten lämmöntuonnit laskettiin perinteisiä kaavoja käyttäen WeldDatan ilmoittamien virta [A], jännite [V] ja kuljetusnopeuden [mm/min] perusteella. Hitsauksen hyötysuhteena käytettiin tyypillistä 0,8 kerrointa. Q ja E yksikkö on [kj/mm] Q = E k = [ A] [ V ] [ mm / min] ,8 Pulssikaaren lämmöntuonti laskettiin peruskaavalla sekä kaavalla: Q = E k = [ A ] [ V ] [ s ] + [ A ] [ V ] [ s ] T T ([ s ] + [ s ]) T T P P P mm min P 0,8 Jossa alaviite kertoo, että kyseessä on joko pulssin P tai taustan T virran, jännitteen ja kestoajan. Oskilloskoopin tallentamista virta arvoista käy konkreettisesti ilmi kuumakaaren ja pulssikaaren ero. Pulssikaaren lämmöntuoniin laskeminen oskilloskooppikäyrästä on sinällään haasteellinen asia. Pulssin nousuaika maksimiin ja lasku takasin taustan tasolle ei ole suoraviivainen. Tyypillisesti x akselin arvo mitataan käyrän puolivälien kohdalta, jolloin pinta-ala tasoittuu lähes todelliseen arvoonsa. Käytetyillä pulssiarvoilla pulssin aika on 1 1,5 ms välissä, joskin lähempänä 1,5 ms. Pulssiaika vaikuttaa kokolämmöntuontiin merkittävästi, ja 1 ms ajalla laskettuna lämmöntuonniksi tulisi WeldDatan perusteella laskettua pienempi. Toisaalta 1,5 ms käytettäessä lämmöntuonneista tulee hieman WeldDataa suurempia. Esimerkit kuumakaaren ja pulssikaaren mitatuista virta-arvoista ajansuhteen ovat kuvissa 1. ja 2. 2(12)
3 Kuva 1. Kuumakaaren virta mittaukset ajan suhteen, mittaus 3500 kertaa sekunnissa Kuva 2. Pulssikaaren virta mittaukset ajan suhteen, mittaus 3500 kertaa sekunnissa Lämmöntuonnit: Hitsausten aloituksessa haettiin hyvät ja vakaat hitsausparametrin, joilla itse hitsaaminen saatiin mahdollisimman vaivattomaksi. Parametrit valittiin siten, että ilman pulssittamista hitsattaessa oltiin kuumakaarialueella. Itse lämmöntuontia kontrolloitiin kolvin kuljetusnopeudella. Kuumakaarella perusasetuksina käytettiin ~200 A, ~27 V ja lankaa 7,7 m/min. Pulssikaarella vastaavasti ~150 A, ~20 V ja lankaa 7,1 m/min. Parametrit tapauskohtaisesti liitteenä 1. olevissa pwps:ä Hitsauksien lämmöntuonnit pyrittiin porrastamaan siten, että vetokoetulosten perusteella pystyttäisiin selvästi havaitsemaan hitsaustekninen ikkuna käytetyillä ilmaraoilla. Tarkoituksena oli porrastetusti siirtyä onnistuneista, riittävän lämmöntuonnin, hitseistä vajaan tunkeuman, eli liian pienen lämmöntuonnin, omaaviin hitseihin. Aikaisemmin tehtyjen hitsausten perusteella tiedettiin hyvän ja varman hitsin aikaansaamiseen vaadittava lämmöntuonti, joka on noin 0,45 kj/mm. Suunnitelmassa tavoitteeksi asetetut lämmöntuonnit ja ilmarako variaatiot ovat kuvassa 1. Pulssikaaren 1 mm lisäksi valittavaksi jätettiin toinen kokeiltava ilmarako vaihtoehto. Suunnitelmaan merkityt 1,5 ja 2 mm ilmaraot osoittautuivat hitsausteknisesti epärealistisiksi. Toteutuneet lämmöntuonnit sekä WeldDatan että WeldScanner laitteiston tietojen perusteella laskettuna ovat kuvassa 2. 3(12)
![Kuva 3. Suunnitellut WeldDatalla mitatut lämmöntuonnit [kj/mm] Kuva 4. Toteutuneet lämmöntuonnit WeldData ja WeldScan [kj/mm] Vetokokeet: Vetokokeet suoritettiin MTS 810.](/docs-images/60/44675400/images/4-1.png "23 250 kn laitteistolla standardin EN 10002-1-5 mukaan. Kaikista tarkasteluun otetuista hitsausliitoksista tehtiin kolme vetokoetta, joissa kaikissa hitsien kuvut olivat käsittelemättömiä.")
4 Kuva 3. Suunnitellut WeldDatalla mitatut lämmöntuonnit [kj/mm] Kuva 4. Toteutuneet lämmöntuonnit WeldData ja WeldScan [kj/mm] Vetokokeet: Vetokokeet suoritettiin MTS kn laitteistolla standardin EN mukaan. Kaikista tarkasteluun otetuista hitsausliitoksista tehtiin kolme vetokoetta, joissa kaikissa hitsien kuvut olivat käsittelemättömiä. Vedetyt vetosauvat murtuivat pääsääntöisesti kuvun sularajalta. Poikkeuksen tekevät pienimmillä lämmöntuonneilla hitsatut liitoksen (0 mm ilmarako, Q = 0,26 kj/mm) ja (1 mm ilmarako, Q = 0,13 kj/mm), jotka murtuivat hitsistä. Vertailun vuoksi myös käytetystä perusaineesta tehtiin kolme vetokoetta. Taulukossa 2 on esitetty vetokokeiden myötölujuus Rp0,2 ja taulukossa 3 murtolujuus Rm. Kaikki vetokoetulokset ovat liitteenä 2. Taulukossa 4 on esitetty taulukkojen 2 ja 3 värien merkitykset. Taulukko 2. Kaikkien vetokokeiden myötölujuudet lämmöntuonin ja käytetyn ilmaraon perusteella jaoteltuna. 4(12)

5 Taulukko 3. Kaikkien vetokokeiden murtolujuudet lämmöntuonin ja käytetyn ilmaraon perusteella jaoteltuna. Taulukko 4. Taulukkojen 2 ja 3 värien merkitys Vetokoetuloksissa myötölujuudet ovat selvästi perusainetta vaatimattomammat. Parhain liitos yltää noin 550 Mpa tasolle kun perusaineen myötölujuus on yli 650 Mpa. Murtolujuuksissa parhaat liitokset yltävät perusaineen tasolle ollen 0,15 kj/mm lämmöntuonnilla ja 1 mm ilmaraolla 758 Mpa. Myötölujuus nousee kaikilla ilmarako vaihtoehdoilla saavutettavissa olevaan arvoonsa kun lämmöntuonti on juuri ja juuri riittävä aikaansaamaan onnistuneen hitsin. Ilmaraottomilla onnistuneen tunkeuman raja on noin 0,3 kj/mm ja 1 mm 0,15 kj/mm. 1,3 mm ongelmaksi muodostuu hitsin valahtaminen railon läpi. Onnistuneita hitsejä onnistuttiin tekemään vain 0,2 ja 0,15 kj/mm lämmöntuonneilla. Isompi tai pienempi lämmöntuonti johtivat sulan läpivalumiseen tai vajaaseen hitsiin. Lisäksi 1,3 mm ilmaraolla hitsaaminen on erityistä tarkkuutta vaativaa. Ilmaraottomien liitosten myötö- ja murtolujuus on parhaita ilmaraollisia matalampi, mutta täytyy muistaa, että ilmaraottomien lämmöntuonnit ovat suurempia. Noin 0,3 kj/mm lämmöntuonnilla ilmaraoton ja 1 mm ilmaraollinen liitos omaavat lähes saman myötölujuuden. Murtolujuudessa ilmaraoton on tällä lämmöntuonnilla jopa 1 mm parempi. Pienentämällä lämmöntuontia vielä 0,3 kj/mm alapuolelle liitoksen lujuus nousee, jos hitsausteknisesti pystytään saavuttamaan moitteeton hitsi. Ilman ilmarakoa tämä ei pienemmällä lämmöntuonnilla onnistu ja siten parhaimmat mekaaniset ominaisuudet saavutetaan ilmaraollisilla liitoksilla. Tämän perusteella voidaan sanoa, että lämmöntuonti, sen ai- 5(12)
6 kaansaama pehmeneminen, on tärkeä jos ei tärkein myötö- ja murtolujuuteen tällä asettelulla vaikuttava tekijä. Suuremmalla, 1,3 mm ilmaraoilla, myötölujuus on 0,2 kj/mm lämmöntuonnilla 1 mm ilmaraollista suurempi. Kuitenkin murtolujuuksissa 1 mm on parempi. Pienimmällä onnistuneen hitsin aikaansaavalla 0,15 kj/mm lämmöntuonnilla 1 mm on kauttaaltaan 1,3 mm lujempi. Tämän perusteella 1 mm ilmarako on mekaanisesti parempi kuin hieman suurempi 1,3 mm. Lisäksi jo edellä mainittu hitsaamisen vaativuus puhuu 1 mm ilmaraoin puolesta. On kuitenkin muistettava, että asettelujen muutos, esim. juurituki, saattaisi vaikuttaa hitsattavuuteen ja tuloksiin. Lämmöntuonnin vaikutus lujuuteen konkretisoituu hyvin taulukoissa 5 ja 6. Niissä on esitetty onnistuneiden hitsien vetokoetulokset lämmöntuonnin suhteen. Myötölujuuksissa ilmaraolla ei ole käytännössä merkitystä trendin kulmakertoimeen. Lämmöntuonti on ainoa Rp0,2 arvoon vaikuttava tekijä, joten ilmaraolla ja sen liitosteknisillä seikoilla ei ole suoraa vaikutusta saavutettavaan lujuuteen. Toisaalta ilmarako mahdollistaa läpitunkeutuneen hitsin hitsaamisen pienemmällä lämmöntuonnilla ja siten tekee mahdolliseksi suuremman liitoslujuuden. Pienempi lämmöntuonti siis takaa suuremman myötölujuuden. Murtolujuuksissa 0 mm ja 1 mm trendit ovat eri kohdissa ja 1 mm erottuu edukseen vasta 0,2 kj/mm ja sitä pienemmillä lämmöntuonneilla. 0,3 kj/mm lämmöntuonnilla ilmaraoton liitos omaa suuremman murtolujuuden, myötölujuuden jäädessä taas pienemmäksi. Haluttaessa maksimoida myötö- ja murtolujuus on ilmaraon käyttö eduksi. Taulukko 5. Vetokokeiden myötölujuudet lämmöntuonnin suhteen 6(12)
 Ilmarako 0 mm, Q = 0,39 kj/mm (oikea) Ilmarako 0 mm, Q = 0,36 kj/mm Kuva 6.")
7 Taulukko 6. Vetokokeiden murtolujuudet lämmöntuonnin suhteen Liitosten poikkileikkauskuvat: Tarkasteluun otetuista liitoksista tehtiin poikkileikkaushieet, jotka syövytettiin ja kuvattiin. Mittausmenetelmänä oli HV5. Valokuvat hitsatuista liitoksista ovat kuvissa Kuva 5. (vasen) Ilmarako 0 mm, Q = 0,39 kj/mm (oikea) Ilmarako 0 mm, Q = 0,36 kj/mm Kuva 6. (vasen) Ilmarako 0 mm, Q = 0,31 kj/mm (oikea) Ilmarako 0 mm, Q = 0,26 kj/mm 7(12)
 Ilmarako 1 mm, Q = 0,30")


8 Kuva 7. (vasen) Ilmarako 1 mm, Q = 0,30 kj/mm (oikea) Ilmarako 1 mm, Q = 0,26 kj/mm Kuva 8. (vasen) Ilmarako 1 mm, Q = 0,21 kj/mm (oikea) Ilmarako 1 mm, Q = 0,15 kj/mm Kuva 9. Ilmarako 1 mm, Q = 0,13 kj/mm 8(12)


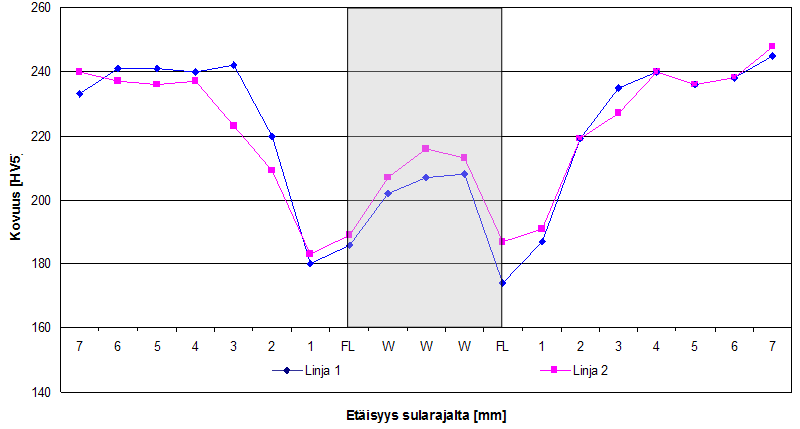
9 Kuva 10. (vasen) Ilmarako 1,3 mm, Q = 0,21 kj/mm (oikea) Ilmarako 1,3 m, Q = 0,15 kj/mm Kuvista nähdään, että lämmöntuonnin pienentyessä liitoksen kuvun korkeus pienenee ja samalla juuri kapenee. Kun lämmöntuonti pienenee liiaksi, on seurauksena juuren kapeneminen liiaksi, kuva 9, jolloin juureen jää virhe vaikkakin sula pystyy suurin piirtein kyseisessä tapauksessa ilmaraon täyttämään, tai kuvan 6 (oikea) ilmaraottomassa tapauksessa tunkeuma jää vajaaksi. Suurempi lämmöntuonti ilmaraollisissa liitoksissa johtaa kuvun muodostumiseen myös juuren puolelle. Jo 1 mm ilmarako riittää suurella energialla aikaansaamaan hieman läpi valahtaneen liitoksen, kuten kuvasta 7 voi havaita. Vielä suurempi 1,3 mm ilmarako tekee hitsaamisesta haasteellista sulan pyrkiessä valumaan läpi niin merkittävästi, että yläpinnan kupu katoaa kokonaan. Kovuusprofiilit: Taulukoissa 7 12 on esitetty kovuusprofiilit yhdestä 0 mm ilmaraon, kolmesta 1 mm ja kahdesta 1,3 mm liitoksista. Kovuusmittaukset suoritettiin parhaimmat lujuusominaisuudet omaaville liitoksille. Poikkeuksen 1 mm ilmaraolla suurin lämmöntuonti. Kovuusmittauksissa mittaukset tehtiin kahdelta eri mittauslinjalta noin 1mm päästä ylä- ja alareunasta. Kummallakin mittauslinjalla sularajalle kohdistettiin kummallakin puolen hitsiä yksi mittauspiste. Tämän jälkeen edettiin molempiin suuntiin mitaten kovuus 1 mm välein. Kovuusprofiileissa linja 1 on yläpinnan puoleinen mittauslinja ja linja 2 alapinnan puolelta. Taulukko 7. Liitoksen kovuusprofiili (Ilmarako 0 mm, Q = 0,31 kj/mm) 9(12)


10 Taulukko 8. Liitoksen kovuusprofiili (Ilmarako 1 mm, Q = 0,30 kj/mm) Taulukko 9. Liitoksen kovuusprofiili (Ilmarako 1 mm, Q = 0,21 kj/mm) Taulukko 10. Liitoksen kovuusprofiili (Ilmarako 1 mm, Q = 0,15 kj/mm) 10(12)


11 Taulukko 11. Liitoksen kovuusprofiili (Ilmarako 1,3 mm, Q = 0,21 kj/mm) Taulukko 12. Liitoksen kovuusprofiili (Ilmarako 1,3 mm, Q = 0,15 kj/mm) Liitoksien hitsiaineiden kovuus vaihtelee lämmöntuonnin mukaan ollen 0,21 kj/mm ja sitä pienemmillä välillä HV. Suurempi 0,3 kj/mm lämmöntuonti pudottaa hitsiaineen kovuuden noin 200 HV tai hieman sen alapuolelle. Pehmenemättömän perusaineen kovuus on noin 240 HV. Huomioitavaa on, että lämmöntuonti pehmentää hieman myös lisäaineesta ja perusaineesta muodostuvaa hitsiainetta. Liitosten pehmein ja siten myös heikoin kohta sijaitsee sularajalla ja heti sen jälkeen alkavalla lämpövyöhykkeellä. Kovuus HAZ:ssa 1 mm päässä sularajasta on tyypillisesti noin 180 HV. Perusaineen kovuuden nousu, mentäessä etäämmälle sularajalta, riippuu selvästi hitsauksessa käytetystä lämmöntuonnista. Pienempi lämmöntuonti johtaa kapeampaa pehmeään vyöhykkeeseen ja nostaa samalla liitoksen lujuutta. Pienimmällä 0,15 kj/mm lämmöntuonnilla perusaineen kovuus on jo 3 mm päässä sularajalta pehmenemätön. 0,3 kj/mm lämmöntuonnilla tämä kovuustaso saavutetaan vasta 6 mm päässä. 11(12)
12 Yhteenveto: Tehtyjen testien perusteella 0 mm ilmarakoa käytettäessä riittävään tunkeumaan päästän luotettavasti noin 0,3 kj/mm lämmöntuonnilla. Tätä pienempi lämmöntuonti ei riitä takaamaan tunkeumaa. Ilmarakoa käytettäessä 0,15 kj/mm lämmöntuonti pystyy sulattamaan juuren vielä luotettavasti, toisaalta liian suuri ilmarako aiheuttaa sulan läpi valumisen. Jos käytettäisiin juuritukea, sulan valuminen ei olisi hitsausta rajoittava tekijä. Lämmöntuonnit laskettiin käyttäen WeldData ja WeldScan järjestelmiä. Käytetyillä pulssi parametreilla laskennalliset lämmöntuonnit olivat hyvin lähellä toisiaan, vaikka Data järjestelmä käyttää sekunnin keskiarvoa ja Scan järjestelmässä pystytään tarkastelemaan toteutuneita parametreja erittäin tarkasti. Tämän perusteella vanhalla nyrkkisäännöllä on yllättävän hyvä tarkkuus laskennallisissa lämmöntuonneissa. Lämmöntuonnilla on suuri merkitys lujitetun EN C700 teräksen saavutettavaan hitsausliitoslujuuteen. Saatujen tulosten perusteella lämmöntuonti määrää myötölujuuden suoraan ja siten hitsaustekninen onnistuminen rajaa saavutettavissa olevan Rp0,2 lujuuden. Ilmaraon käyttäminen mahdollistaa riittävän hitsin tunkeuman pienemmällä lämmöntuonnilla ja siten mahdollistaa suuremman liitoslujuuden kuin jos ilmarakoa ei käytetä. Liian suuri ilmarako, tässä tapauksessa 1,3 mm ilman juuritukea, ei paranna liitoksen ominaisuuksia ja hitsaamisen luotettavuus kärsii. Juurituki estäisi sulan liian läpi valumisen ja saattaisi mahdollistaa nyt saavutettuja liitoslujuuksia paremmat tulokset 1,3 mm ilmaraolla. Verrattaessa perusaineen ja käytetyllä asettelulla saavutettavissa olevia liitoksen mekaanisia ominaisuuksia, nähdään että lujitetuille ongelmallinen lämmön pehmentävä vaikutus on murtolujuuden puolella hallittavissa hitsaustekniikalla. Hitsatuista liitoksista 0,15 kj/mm, 1 mm ilmarako tuotti perusaineen tasoisen murtolujuuden. Paras, saman 0,15 kj/mm, 1 mm liitoksen, myötölujuus jäi selvästi perusaineen vastaavasta, mutta kuitenkin ylitti käytetylle lisäaineelle luvatun tyypillisen 520 Mpa Rp0,2 arvon ollen noin 550 Mpa. Myötölujuudeltaan korkeampi lisäaine saattaisi aikaansaada vielä suuremman liitoksen Rp0,2 lujuuden. Kovuusprofiileista nähdään, että liitoksen pehmein kohta on sularajalla ja heti sen jälkeen alkavalla lämpövyöhykkeellä. Hitsauksessa käytettävä lämmöntuonti vaikuttaa sekä hitsiaineen kovuuteen (lujuuteen) että pehmenneen alueen leveyteen. Pieni, hyvän liitoksen aikaansaava, lämmöntuonti johtaa 3 mm leveään lämpövyöhykkeeseen. Kaksinkertaistamalla lämmöntuonti 0,15 => 0,30 kj/mm kaksinkertaistaa myös pehmeän vyöhykkeen leveyden 3 => 6 mm. Tämän levenemisen seurauksena liitos käyttäytyy eritavalla ja sen murto- ja varsinkin myötölujuus laskevat selvästi. On kuitenkin muistettava, että ilmaraottomalla liitoksella murtolujuus on samalla lämmöntuonnilla hitsattua 1 mm ilmaraollista korkeampi, vaikka myötölujuudessa asia on toisinpäin. 12(12)
13 Liitteet: pwps nro:82 Kappale nro:ts Menetelmä: MAG Tilaaja: ULLE / OULUN YLIOPISTO Tilaajan kpl nro: UH1-1 Perusaineen Perusaine: sulatusnumero: pi H2 C700 Hitsin pituus (mm): 500 Lisäaineen Heat nro: Lisäaine: AWESTA LDX 2101 Langan Ø (mm): 1,0 Lot nro: Kaasu: SK 2 Ar+2C Kaasun virtaus (l/min): 18 Jauheen: Lot nro: Kone: kuljetin/kemppi pro Suutin Ø: 1 Hitsari: J. Kettukangas Pvm: Lisätiedot: Ohjelma:kemppi pro Duplex ArHEO2 Ilmarako 0,0mm Hitsataan leikattuun pintaan..argon juurikaasuna 18l/min Hitsataan 0,45kJmm lähtien0,05kjmm pudotuksella kunnes ei enää juuri sula. Hitsaus yhdeltäpuolen ilman juuritukea Palko nro Virta (A) ka Kaarijännite (V) ka Langansyöttönopeus (m/min) Kuljetusnopeus (mm/min) ka Alku/loppu lämpötila ( C) Suutinetäisyys (mm) Lämmöntuonti Q (kj/mm) ka Kallistuskulma ( ) Vajaata (mm) ,1 7, , :39 Alussa ja lopussa lieviä langansyöttöhäiriöitä. Pinta ok. Juuri aaltoilee, mutta on muuten sulanut koko matkalta. Pinnan puolella runsaasti pientä roisketta ,2 7, , :16 Valokaari pätki muutamassa kohti. Pientä roisketta. Juuri ei tullut läpi parilla pätkällä häiriöiden kohdalla. Levyt olivat etenkin alkupuoliskolla eri tasossa ,2 7, , :10 Pinta ok, aika paljon roiskeita. Juuri suli koko matkalta ,1 7, , :08 läpi. Hitsi onnistui hyvin ja juurikin suli vielä koko matkalta, tosin alussa oli häiriöitä ja juuri ei tullut niiltä osin ,1 7, , :00 Lanka paloi hyvin tasaisesti, mutta levyt menivät pahasti eri tasoon ensimmäisen puoliskon matkalla, ,1 7, , :20 ProWeldData unohtui kytkeä päälle, mutta hitsausarvot tallentui Weld Scannerille. Pinta ok,paloi hyvin. Näin pienellä lämmöntuonnilla ilman ilmarakoa juuri ei enää tule läpi. 1(3)
14 pw P S nro: 83 K ap pale nro:t S M enetelm ä: pm AG Tilaaja: U LLE / O U LUN YLIO PISTO Tilaajan kpl nro : U H1-1-1 Perusaineen Perusaine: sulatusnum ero: pi H2 C700 H itsin pituus (m m ): 500 Lisäaineen Heat nro: Lisäaine: AW ESTA LDX 2101 Langan Ø (m m ): 1,0 Lot nro: Kaasu: SK 2 Ar+2Co2 Kaasun virtaus (l/m in): Jauheen : Lot nro: Kone: kuljetin/kem ppi pro Suutin Ø : 1 Hitsari: J. Kettukangas Pvm : Lisätiedot: O hjelm a:kem ppi pro D uplex A rh EO 2 Hitsataan leikattuun pintaan juurikaasulla.(argon) Kpl:t ,0m m ilm arako. Kpl:t ,3-1,4m m ilm arako. Hitsaus yhdeltäpuolen ilm an juuritukea Palko nro V irta (A ) ka K aarijännite (V ) ka Langansyöttönopeus (m /m in) Kuljetusnopeus (m m /m in) ka A lku/loppu läm pötila ( C ) Suutinetäisyys (m m ) Läm m öntuonti Q (kj/m m ) ka K allistuskulm a ( ) Vajaata (m m ) esikoe , , : Levyjen leikkuupinta oli aika loiva ja hitsi vajosi ja suli läpi m uutam assa kohtaa. Ilm arako oli 1,2-1,3m m Ilm arako 1,0m m , , : Lanka paloi tosi tasaisesti ja pinta onnistui hyvin. Ei roiskeita. Juuri tuli sopivasti läpi koko m atkalta. Ilm arako 1,0m m , , : Lanka paloi edelleen hyvin ja roiskeita tuli vähän. Pinta onnistui hyvin ja juurikin suli sopivasti koko m atkalta. Näin pienellä läm m öntuonnilla levyt eivät "vetele" juuri ollenkaan. Ilm arako 1,0m m ,7 7, , : P inta ok, vaikkakin hiem an korkea ja jyrkkä liittym ä. T ällä vauhdilla jo roskii enem m än kuin nopeam m illa. Juuri onnistui hyvin.ilm arako 1,0m m ,1 7, , : P inta ok. Juuri tuli ehkä hiem an liikaa läpi. Ilm arako 1,0m m ,3 7, , : P aloi hyvin, pinta ok. N äin pienellä läm m öntuonnilla juuri ei enää sula kunnolla.ilm arako 1,0m m ,6 7, , : Hitsi paloi alkukolm anneksen m atkalta läpi m onta kertaa, m uuten ok, hitsi hiem an hapettui. Roiskeita tuli aika paljon ja juuri tuli turhan paljon läpi , , : ,4m m ilm arako näyttäisi olevan turhan iso. Jouduin nostam aan nopeutta 640>740 jottei hitsi palaisi läpi. Alku neljännestä lukuun ottam atta hitsi on ok, niin pinnan kuin juurenkin puolelta , , : Näin pienellä läm m öntuonnilla ja näin suurella ilm araolla hitsi ei enää sulata railoa täyteen. 2(3)
15 Liitokset: Rp0,2 Rp1,0 Rm A A50 Ag Q A ,0 10,9 6,2 0, B ,3 10,7 4,9 0,386 C ,0 12,0 5,6 0,386 Kesk 447 0, ,4 11,2 5,6 0,386 A ,2 15,6 9,0 0, B ,5 14,0 8,2 0,359 C ,5 15,9 9,1 0,359 Kesk 487 0, ,4 15,2 8,8 0,359 A ,2 13,1 7,4 0, B ,6 12,8 8,3 0,307 C ,4 17,6 10 0,307 Kesk 489 0, ,1 14,5 8,6 0,307 A ,5 8,3 3,2 0, B ,4 16,8 8,6 0,257 C ,8 16,9 11,7 0,257 Kesk 493 0, ,9 14,0 7,8 0,257 A ,8 14,1 8,1 0, B ,5 12,8 7,8 0,304 C ,8 15,5 8,8 0,304 Kesk 488 0, ,0 14,1 8,2 0,304 A ,1 13,2 7,7 0, B ,2 13,8 8,1 0,256 C ,4 11,8 7,6 0,256 Kesk 501 0, ,6 12,9 7,8 0,256 A ,9 16,8 11,1 0, B ,6 15,9 10,8 0,208 C ,9 17,7 10,4 0,208 Kesk ,8 16,8 10,8 0,208 A ,6 21,7 12,7 0, B ,1 21,5 13,2 0,153 C ,0 21,6 12,7 0,153 Kesk ,9 21,6 12,9 0,153 A ,0 4,0 1,7 0, B ,3 6,3 2,4 0,13 C ,4 4,1 2,9 0,13 Kesk ,2 4,8 2,3 0,13 A ,6 17,1 9,1 0, B ,0 15,9 9,6 0,207 C ,8 14,6 7,8 0,207 Kesk ,1 15,9 8,8 0,207 A ,7 14,0 7,8 0, B ,1 14,1 8,2 0,15 C ,7 16,6 8,6 0,15 Kesk ,8 14,9 8,2 0,15 3(3)
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Teräsrakentamisen T&K-päivät Lujista rakenneputkista valmistettavien liitosten kestävyys
 5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Tasalujat hitsauslangat ultralujille teräksille
 Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
AWS A5.20/A5.20M : E70T-9C-H8 / E70T-9M-H8 EN 758 : T 46 0 R C 3 H10 / T 46 0 R M 3 H10
 Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA
 WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
Paikallisen alilujuuden (mis-match) vaikutus muokkaamalla lujitettujen austeniittisten ruostumattomien terästen hitsausliitosten ominaisuuksiin
 vaikutus muokkaamalla lujitettujen austeniittisten ruostumattomien terästen hitsausliitosten ominaisuuksiin") TUTKIMUSRAPORTTI VTT-R-06034-09 Paikallisen alilujuuden (mis-match) vaikutus muokkaamalla lujitettujen austeniittisten ruostumattomien terästen hitsausliitosten ominaisuuksiin Kirjoittajat: Luottamuksellisuus:
TUTKIMUSRAPORTTI VTT-R-06034-09 Paikallisen alilujuuden (mis-match) vaikutus muokkaamalla lujitettujen austeniittisten ruostumattomien terästen hitsausliitosten ominaisuuksiin Kirjoittajat: Luottamuksellisuus:
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
C. Hiilikaaritalttaus
 C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
Austeniittisen EN tyyppisen Muokkauslujitetun teräksen lisäaineeton laserhitsaus Yb YAG kiekkolaserilla
 , Austeniittisen EN 1.4404-tyyppisen Muokkauslujitetun teräksen lisäaineeton laserhitsaus Yb YAG kiekkolaserilla Markku Keskitalo 1. Johdanto 7.10.2009 Austeniittinen ruostumaton teräs soveltuu laserhitsaukseen
, Austeniittisen EN 1.4404-tyyppisen Muokkauslujitetun teräksen lisäaineeton laserhitsaus Yb YAG kiekkolaserilla Markku Keskitalo 1. Johdanto 7.10.2009 Austeniittinen ruostumaton teräs soveltuu laserhitsaukseen
FastMig X. Hitsauksen uusi tulevaisuus
 FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
KEMPPI K7 HITSAUSLAITTEET. FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA
 KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily , SHY Turku. Jyrki Honkanen Oy AGA Ab
 Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
Kemppi K7 Hitsauslaitteet
 FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA Kemppi K7 Hitsauslaitteet 1(9) MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja tuottavuusodotukset voivat
FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA Kemppi K7 Hitsauslaitteet 1(9) MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja tuottavuusodotukset voivat
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig M. Uuden sukupolven työjuhta teollisuuskäyttöön
 FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen.
 Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
KEMPPI K7 HITSAUSLAITTEET. FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE
 KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
Kaivosteollisuuden C-Mn terästen hitsaus. Marko Lehtinen sr. welding specialist Knowledge Service Center
 Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
1. Lujitusvalssaus 2. Materiaalin ominaisuudet 3. Sovellukset 4. Standardit 5. Outokumpu Tornio Worksin lujitetut tuotteet
 Lujat ruostumattomat teräkset, ominaisuudet ja käyttösovelluksia October 25, 2012 (Nordic Welding Expo 2012 - Tampere) Hannu-Pekka Heikkinen, tutkimusinsinööri, IWE Outokumpu Stainless Oy www.outokumpu.com
Lujat ruostumattomat teräkset, ominaisuudet ja käyttösovelluksia October 25, 2012 (Nordic Welding Expo 2012 - Tampere) Hannu-Pekka Heikkinen, tutkimusinsinööri, IWE Outokumpu Stainless Oy www.outokumpu.com
Raex kulutusterästen hitsaus ja terminen leikkaus
 www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset
 Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen. Kirjallisuusselvitys
 Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
KAARIJUOTON PERIAATE JA SOVELLUSKOHTEET ARC BRAZING AND ITS APPLICATIONS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari KAARIJUOTON PERIAATE JA SOVELLUSKOHTEET ARC BRAZING AND ITS APPLICATIONS Eeki Väänänen 27.5.2015
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari KAARIJUOTON PERIAATE JA SOVELLUSKOHTEET ARC BRAZING AND ITS APPLICATIONS Eeki Väänänen 27.5.2015
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus
 Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 1. Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys
 TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
") LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään
 Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa
Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS
 Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS Muokkaus kasvattaa dislokaatioiden määrää moninkertaiseksi muokkaamattomaan metalliin verrattuna. Tällöin myös metallin lujuus on kohonnut huomattavasti,
Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS Muokkaus kasvattaa dislokaatioiden määrää moninkertaiseksi muokkaamattomaan metalliin verrattuna. Tällöin myös metallin lujuus on kohonnut huomattavasti,
Hitsausliitokset. päällehitsaus. täyttöhitsaus. laipalliset akselit, hammaspyörien ja akselien liittäminen
 Hitsausliitokset säiliöt, paineastiat, ristikot ym. kantavat rakenteet ohutlevytuotteet (kodinkoneet, autot) puolivalmisteet (putket, palkit) koneistettujen osien yhteenliittäminen laipalliset akselit,
Hitsausliitokset säiliöt, paineastiat, ristikot ym. kantavat rakenteet ohutlevytuotteet (kodinkoneet, autot) puolivalmisteet (putket, palkit) koneistettujen osien yhteenliittäminen laipalliset akselit,
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
Pienoisopas. Alumiinihitsaus.
 Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Viinikka-Rautaharkon ratapihan melumittaukset ja laskentamallin laadinta.
 Liite 5 Järjestelyratapihan melumittaukset 14-15.2011 Viinikka-Rautaharkon ratapihan melumittaukset 14-15.6.2011 ja laskentamallin laadinta. 1 Toimeksianto / Johdanto Viinikan ja Rautaharkon ratapihat
Liite 5 Järjestelyratapihan melumittaukset 14-15.2011 Viinikka-Rautaharkon ratapihan melumittaukset 14-15.6.2011 ja laskentamallin laadinta. 1 Toimeksianto / Johdanto Viinikan ja Rautaharkon ratapihat
Kemppi K7 Hitsauslaitteet
 FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Tandem-MAG-hitsaus vaaka-asennossa
 Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin jtervoli@lut.fi
Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin jtervoli@lut.fi
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa
 Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
Stalatube Oy. P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u. Laskentaraportti
 P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
Tuoteluettelo SUOJAKAASUT
 Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
TUTKIMUSRAPORTTI VTT-R-05508-10. Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta
 TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
HITSIPROFIILIIN VAIKUTTAVAT TEKIJÄT PÄITTÄISLIITOKSEN MIG/MAG- HITSAUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSIPROFIILIIN VAIKUTTAVAT TEKIJÄT PÄITTÄISLIITOKSEN MIG/MAG- HITSAUKSESSA FACTORS AFFECTING
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSIPROFIILIIN VAIKUTTAVAT TEKIJÄT PÄITTÄISLIITOKSEN MIG/MAG- HITSAUKSESSA FACTORS AFFECTING
TESTAUSSELOSTE Nro VTT S 10713 08 8.12.2008. JOKKE parvekelasien tuulenpaineen, pysty ja vaakasuoran pistekuorman sekä iskunkestävyyden määrittäminen
 TESTAUSSELOSTE Nro VTT S 10713 08 8.12.2008 JOKKE parvekelasien tuulenpaineen, pysty ja vaakasuoran pistekuorman sekä iskunkestävyyden määrittäminen Tilaaja: Kelosta Oy TESTAUSSELOSTE NRO VTT S 10713 08
TESTAUSSELOSTE Nro VTT S 10713 08 8.12.2008 JOKKE parvekelasien tuulenpaineen, pysty ja vaakasuoran pistekuorman sekä iskunkestävyyden määrittäminen Tilaaja: Kelosta Oy TESTAUSSELOSTE NRO VTT S 10713 08
Arktisissa olosuhteissa tapahtuvan erikoisterästen hitsauksen tuottavuuden ja laadun kehittäminen
 Arktisissa olosuhteissa tapahtuvan erikoisterästen hitsauksen tuottavuuden ja laadun kehittäminen Kimmo Keltamäki, Kemi 14.4.2016 1 Esityksen sisältö Projektin taustaa ja ideaa Projektissa tehtyä Projektissa
Arktisissa olosuhteissa tapahtuvan erikoisterästen hitsauksen tuottavuuden ja laadun kehittäminen Kimmo Keltamäki, Kemi 14.4.2016 1 Esityksen sisältö Projektin taustaa ja ideaa Projektissa tehtyä Projektissa
B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset
 1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma. Timo Penttilä
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Timo Penttilä ERI MAG-HITSAUSPROSESSIEN JA -PARAMETRIEN VAIKUTUS SUURLU- JUUSTERÄKSESTÄ VALMISTETUN OTSAPIENAHITSIN
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Timo Penttilä ERI MAG-HITSAUSPROSESSIEN JA -PARAMETRIEN VAIKUTUS SUURLU- JUUSTERÄKSESTÄ VALMISTETUN OTSAPIENAHITSIN
Ultralujien terästen hitsausliitosten väsymislujuus
 Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
FastMig X Intelligent
 KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI
 Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
ILMAILUMÄÄRÄYS AIR M1-8
 ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
Kuumasinkityn teräksen liittäminen hitsaaminen
 Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
A5 MIG Orbital System 1500
 A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
TIG-HITSAUKSEN KÄYT TÖ MIKROSILLOITTAMISESSA USING TIG-WELDING IN MICROTACKING
 LAPPEENRANNAN TEKNILLINEN YLIOPIST O Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaat intyö ja seminaari TIG-HITSAUKSEN KÄYT TÖ MIKROSILLOITTAMISESSA USING TIG-WELDING IN MICROTACKING Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPIST O Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaat intyö ja seminaari TIG-HITSAUKSEN KÄYT TÖ MIKROSILLOITTAMISESSA USING TIG-WELDING IN MICROTACKING Lappeenrannassa
Aurinkolämpö. Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta.
 Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
Työkalujen Laserkorjauspinnoitus
 Työkalujen Laserkorjauspinnoitus Laser Workshop 2008, Nivala Markku Keskitalo Oulun yliopiston Oulun Eteläisen instituutin elektroniikan mekaniikan ja metallin tutkimusryhmä Työkalujen laserpinnoitus Kuluneiden
Työkalujen Laserkorjauspinnoitus Laser Workshop 2008, Nivala Markku Keskitalo Oulun yliopiston Oulun Eteläisen instituutin elektroniikan mekaniikan ja metallin tutkimusryhmä Työkalujen laserpinnoitus Kuluneiden