Mikko Kauppinen. Ratakiskon elinkaari LIIKENNEVIRASTON TUTKIMUKSIA JA SELVITYKSIÄ
|
|
|
- Hannele Nieminen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Mikko Kauppinen Ratakiskon elinkaari LIIKENNEVIRASTON TUTKIMUKSIA JA SELVITYKSIÄ

2
3 Mikko Kauppinen Ratakiskon elinkaari Liikenneviraston tutkimuksia ja selvityksiä 1/2011 Liikennevirasto Helsinki 2011

4 Kannen kuvat: Mikko Kauppinen Verkkojulkaisu pdf ( ISSN-L ISSN ISBN Liikennevirasto PL HELSINKI Puhelin

5 3 Mikko Kauppinen: Ratakiskon elinkaari. Liikennevirasto, Väylätekniikkaosasto. Helsinki Liikenneviraston tutkimuksia ja selvityksiä 1/ sivua. ISSN-L , ISSN , ISBN Avainsanat: Ratakisko, kiskoviat, ainetta rikkomaton tarkastus, kiskonhionta Tiivistelmä Tässä työssä tarkastellaan kiskon elinkaaren eri osa-alueita ja niiden vaikutusta kiskon käyttöikään. Työn tavoitteena on antaa lukijalle peruskäsitys kiskon elinkaaren eri vaiheista ja niihin liittyvistä tekijöistä. Työ on tehty kirjallisuuden, asiantuntijahaastattelujen ja ratakäyntien pohjalta. Tietyissä kohdissa on kirjallisuuden lisänä analysoitu Suomen rautateistä saatuja tilastoja, kuten kiskovikatilastoja. Kiskon elinkaari alkaa teräksen valmistuksesta. Teräksestä valetaan kiskoaihiot, joista kiskot valssataan. Nykyisin rakennettavissa junaradoissa käytetään pääasiassa jatkuvakiskoraiteita eli niissä kiskot on hitsattu jopa kilometrejä pitkiksi kokonaisuuksiksi. Jatkosten hitsaukseen käytetään nykyisin lähinnä termiitti- tai leimuhitsausmenetelmää. Raiteeseen asennettuun kiskoon kohdistuu sekä ympäristöstä että liikenteestä rasituksia, jotka voivat johtaa kiskon vikaantumiseen. Se, muodostuuko kiskoon vikoja ja millaisia muodostuvat viat ovat, riippuu muun muassa kiskon, radan ja liikenteen ominaisuuksista. Muuttuneet olosuhteet voivat johtaa sellaisten vikojen syntymiseen, joita kyseisellä radalla ei ole ennen havaittu. Esimerkiksi vierintäväsymissäröjen olemassaolo Suomen rataverkolla on tiedostettu vasta muutaman viime vuoden aikana. Vikojen havaitsemiseksi kiskoja tarkastetaan. Nykyisin kiskojen tarkastukseen käytetään pääasiassa ultraäänitarkastusta. Kiskojen kunnon ylläpitämiseksi ja havaittujen vikojen poistamiseksi kiskoille tehdään kiskonhiontaa sekä korjausta, kuten kaaripäällehitsausta. Kun kiskot ovat saapuneet käyttöikänsä päähän, vaihdetaan ne uusiin. Käytetyt kiskot on mahdollista ottaa uudelleen käyttöön toissijaisilla, vähemmän liikennöidyillä raiteilla.

6 4 Mikko Kauppinen: Livscykeln hos en järnvägsskena. Trafikverket, Infrastrukturteknik. Helsingfors Trafikverkets undersökningar och utredningar 1/ sidor. ISSN-L , ISSN , ISBN Nyckelord: Räls, fel på järnvägsskenor, oförstörande prov, rälsslipning Sammanfattning I det här arbetet granskas olika delområden i en järnvägsskenas livscykel och hur de inverkar på skenans livslängd. Syftet med arbetet är att ge läsaren en basuppfattning om de olika faserna i skenans livscykel och de faktorer som anknyter till dem. Arbetet har gjorts på basis av litteratur, intervjuer med sakkunniga och besök på järnvägar. I vissa avsnitt har förutom litteraturstudier även analyserats statistik gällande Finlands järnvägar, såsom statistik över fel på järnvägsskenor. Järnvägsskenans livslängd inleds med framställningen av stålet. Av stålet gjuter man förformar som sedan valsas ut till skenor. I de järnvägar som byggs nuförtiden används främst helsvetsade skenor, d.v.s. skenorna har svetsats ihop till flera kilometer långa helheter. Vid svetsningen av delarna används nuförtiden närmast termit- eller brännsvetsningsmetod. När järnvägsskenan monterats på spåret utsätts den för belastningar både av miljön och av trafiken, vilket kan leda till att skenan drabbas av fel. Att skenorna kan få fel och hurdana fel som uppstår beror bland annat på egenskaper hos skenan eller banan eller i trafiken. Förändrade förhållanden kan leda till att det uppstår sådana fel som inte tidigare iakttagits på i fråga varande bana. Att det förekommer bristningar på grund av rullkontaktsutmattning är till exempel något som man blivit medveten om först under de senaste åren. Skenorna granskas för att man ska upptäcka felen. Nuförtiden används främst ultraljudundersökning vid granskningen. För att hålla skenorna i skick och undanröja fel utför man skenslipning samt reparationer, såsom bågpåsvetsning. När skenorna nått slutet av sin livslängd byts de ut mot nya. Använda skenor kan tas i återanvändning på andra rangens, mindre trafikerade järnvägsspår.

7 5 Mikko Kauppinen: Rail Life Cycle. Finnish Transport Agency, Infrastructure technology. Helsinki Research reports of the Finnish Transport Agency 1/ pages. ISSN-L , ISSN , ISBN Keywords: Rail, rail defects, nondestructive testing, rail grinding Summary This thesis is a study on different steps of the rail life cycle and their effect on the rail life. The goal of the thesis is to provide an overview of the rail life cycle and a basic understanding on how different factors affect it. This thesis is based on literature, specialist interviews and visits to the track. In addition, an analysis of various statistics of the Finnish railway network, such as rail defect statistics, is also included in some parts. Rail life cycle begins with the manufacturing of steel. The steel is then cast into billets, which are rolled into rails. The tracks built today are mainly done with continuously welded rails. The rails are welded into continuous strands, which can be up to several kilometers long. The main welding techniques that are used nowadays are thermite and electric flash butt welding. Both the environment and the traffic exert the rail in service, which finally leads to the deterioration of the rail. Whether a certain part of the rail becomes flawed and what kind of flaws appear in that rail, is dictated by various factors, such as the properties of the rail, track and traffic. A change in circumstances can lead to defects, which have not previously been present on that line. For example, the presence of rolling contact fatigue related flaws on Finnish rail network has been noticed for the first time during the last couple of years. In order to detect the flaws, the rails are inspected. Nowadays, the most common inspection method is ultrasonic inspection. To maintain the good condition of the rails and to remove the defects in them, rail grinding and rail repair, such as resurfacing by arc welding, are done as maintenance procedures. When a rail has reached the end of its life, it is renewed. The rails that are removed from service, can be reused in secondary tracks that have less traffic.

8 6 Esipuhe Tämä diplomityön on tehnyt tekniikan kandidaatti Mikko Kauppinen Tampereen teknillisen yliopiston rakennustekniikan laitoksella maa- ja pohjarakenteiden yksikössä. Työn tekoon liittyi tutustumisjakso Yhdysvalloissa, Coloradossa sijaitsevaan Transportation Technology Centerin (TTCI) tutkimuskeskukseen sekä TTCI:n asiantuntijoiden käyntejä Tampereen teknillisellä yliopistolla. Työn ohjaajina ovat toimineet tekniikan tohtori Minnamari Vippola ja tekniikan tohtori Antti Nurmikolu Tampereen teknillisestä yliopistosta. Liikennevirastossa työtä on ohjannut yksikön päällikkö Tuomo Viitala. TTCI:ssä työssä avustivat John Tunna (PhD) ja Greg Garcia. Työn tarkastajina toimivat professori Toivo Lepistö ja professori Pauli Kolisoja Tampereen teknillisestä yliopistosta. Helsingissä tammikuussa 2011 Liikennevirasto Väylätekniikkaosasto
 ja Greg Garcia.")
9 7 Sisällysluettelo 1 JOHDANTO KISKON VALMISTUS Teräksestä yleisesti Kiskon valmistusmenetelmät Teräksen valmistus Kiskoaihioiden valu Valssaus Viimeistely Hienoperlitisöinti Tarkastus Teräslaadut Valmistajat Kiskoprofiilit Valmistuspituudet Jäännösjännitykset Jatkoshitsaus kiskohitsaamolla JATKUVAKISKORAITEEN RAKENTAMINEN Käsittely Asennus ja neutralointi Jatkoshitsaus Termiittijatkoshitsaus Leimuhitsaus Kaarijatkoshitsaus Valmiin jatkoshitsin tarkastus KISKOON KOHDISTUVAT RASITUKSET KISKON VIKAANTUMINEN Viat kiskon hamarassa Ympärilyöntijäljet Kulkupinnan lätistymä Kuluneisuus Korrugaatio Pintaviat Vierintäväsyminen Squat Hamaran sisäiset viat Viat kiskon varressa Viat kiskon jalassa Viat hitseissä Viat jatkoshitseissä Viat päällehitseissä Kiskojen vikaantuminen Suomessa KISKON TARKASTUS Menetelmät Tunkeumanestetarkastus Magneettijauhetarkastus... 66

10 Ultraäänitarkastus Pyörrevirtatarkastus Induktiotarkastus Tarkastustiheydet Kiskojen tarkastus Suomessa KISKON KUNNOSSAPITO Kiskonhionta Hionnan tavoitteet Hionnan suoritus Hiontastrategiat Hiontakalusto Kiskonhionta Suomessa Kiskon korjaus Suomessa käytössä olevat korjausmenetelmät Vaihtoehtoiset korjausmenetelmät Neutraalilämpötilan mittaus KISKON UUSIMINEN Uusimisen perusteet Kiskojen uusiminen Suomessa YHTEENVETO, PÄÄTELMÄT JA JATKOTUTKIMUSTARPEET Yhteenveto ja päätelmät Jatkotutkimustarpeet LÄHTEET

11 9 1 Johdanto Tämä työ on tehty osana Tampereen teknillisen yliopiston Rakennustekniikan laitoksella meneillään olevaa tutkimusprojektia Elinkaaritehokas rata. Tutkimusprojektin tavoitteena on kasvattaa tietämystä radan eri osien elinkaarikustannuksista ja niihin vaikuttavista tekijöistä. Tämä työ keskittyy yksinomaan kiskon elinkaareen. Työ pyrkii kuvaamaan kiskon koko elinkaaren kiskoteräksen valmistuksesta kiskon uusimiseen. Työ keskittyy pääasiassa linjaraiteeseen ja siinä käytettävään kiskoon. Työ ei siis kata erikoisrakenteita, kuten vaihteita. Työ on tehty suurimmaksi osaksi kirjallisuusselvityksenä. Kirjallisuuden lisäksi työssä on paikoin hyödynnetty asiantuntijahaastatteluja sekä kiskovikakohteisiin tehtyjen ratakäyntien antia. Työn tavoitteena on luoda lukijalle käsitys kiskon elinkaaren eri vaiheista ja niiden vaikutuksista kiskon käyttöikään. Vikaantumisen, kunnossapidon ja uusimisen yhteydessä työssä on analysoitu saatavilla olleita, Suomen rautateitä koskevia tilastoja. Kisko on rautatien tärkein yksittäinen komponentti. Sen tehtävänä on kantaa päällään kulkevan junan paino ja jakaa se alla oleville ratapölkyille. Kantamisen lisäksi kisko toimii junan pyörille tasaisena kulkualustana ja ohjaa niiden kulkua. Kiskon käyttöikä riippuu lukuisista tekijöistä. Luonnollisesti ensimmäinen merkittävä tekijä on kisko itse. Kiskoon käytetyllä teräslaadulla ja prosesseilla, joilla kisko valmistetaan voidaan vaikuttaa kiskon mekaanisiin ominaisuuksiin. Kiskon muotoilulla ja valmistuspituudella on niin ikään omat vaikutuksensa. Luvussa 2 kerrotaan teräksestä yleisesti, teräksen ja kiskojen valmistuksesta sekä kiskon ominaisuuksiin vaikuttavista tekijöistä, kuten teräslaaduista ja kiskoprofiileista. Jotta tehtaalta tuleva valmis kisko saadaan toimitettua ehjänä työmaalle, on sitä käsiteltävä oikeaoppisesti ja huolellisesti. Mikäli käsittelyssä kiskoon syntyy esimerkiksi pintaruhjeita, voivat ne toimia kiskon käytön aikana jännityskeskittyminä ja helpottaa säröjen ydintymistä, siten lyhentäen kiskon käyttöikää. Niin ikään väärä asennus voi johtaa kiskon ennen aikaiseen vaurioitumiseen. Kisko on asennettava raiteeseen oikean pituisena, jotta tarpeettoman suurilta lämpöjännityksiltä vältytään. Samoin jatkoshitsaus on tehtävä huolella, kiskon ominaisuudet huomioon ottaen, jotta hitsin ominaisuudet poikkeavat mahdollisimman vähän peruskiskosta. Mikäli hitsausprosessissa tapahtuu virhe, esimerkiksi hitsiin jää kuonasulkeuma tai purseenpoisto tehdään huolimattomasti, syntyy jälleen jännityskeskittymä, joka johtaa lyhentyneeseen käyttöikään. Nykyisin yleisimmin käytetyt jatkoshitsausmenetelmät ovat termiitti- ja leimuhitsaus. Luvussa 3 kerrotaan kiskon käsittelystä, asennuksesta ja jatkoshitsauksesta. Käytön aikana jatkuvakiskoraiteeseen kohdistuu niin liikenteestä kuin ympäristöstäkin erilaisia rasituksia. Kiskoon kohdistuvia rasituksia käsitellään luvussa 4. Rasitusten tyypistä ja voimakkuudesta riippuen ne voivat johtaa kiskon vikaantumiseen. Kiskoon syntyvät viat ovat seurausta joko valmistusvirheistä, virheellisestä käsittelystä, asennuksesta tai käytöstä tai materiaalin väsymisestä. Se, muodostuuko kiskoon tiettyyn kohtaan vika ja minkälainen muodostuva vika on, riippuu useista tekijöistä, kuten kiskon, radan ja liikenteen ominaisuuksista. Erilaisia kiskoihin muodostuvia vikoja ja niiden ominaispiirteitä käsitellään luvussa 5.

12 10 Jotta kiskoon syntyneet viat eivät ehtisi aiheuttamaan liikenteelle haittaa, pyritään niitä havaitsemaan erilaisten tarkastusten avulla. Suomessa kiskojen tarkastus tehdään kävely- sekä ultraäänitarkastuksena. Tarkastusten tiheys riippuu muun muassa radan kunnossapitotasosta sekä liikennemääristä. Kiskojen tarkastukseen käytettyjä ainetta rikkomattomia tarkastusmenetelmiä, tarkastusten tiheyksiä sekä kiskojen tarkastusta Suomessa käsitellään luvussa 6. Vikojen ennaltaehkäisemiseksi ja havaittujen vikojen korjaamiseksi kiskoja kunnossapidetään. Kiskojen kunnossapito pitää yleisesti sisällään kiskonhionnan ja kiskon korjauksen. Kiskoja on mahdollista hioa sekä ennaltaehkäisevästi että korjaavasti. Ennaltaehkäisevällä hionnalla pyritään pitämään kiskojen profiili hyvänä ja kiskon pinnalle muodostuvat viat poissa. Korjaavalla hionnalla pyritään pääasiassa poistamaan kiskon pintaan jo muodostuneita vikoja. Luvussa 7 kerrotaan kiskonhionnasta, kiskon korjauksesta sekä neutraalilämpötilan mittauksesta. Kun kiskon kunto on laskenut tiettyjen kriteerien alapuolelle tai mikäli radan päällysrakenneluokkaa halutaan nostaa, kiskojen vaihto on ajankohtaista. Kiskojen vaihto on taloudellisinta tehdä yhdessä muiden radan komponenttien, kuten pölkkyjen ja sepelin uusimisen yhteydessä. Raiteesta poistettuja kiskoja on niiden kunnon salliessa myös mahdollista kierrättää käyttämällä niitä uudelleen toissijaisilla, vähemmän liikennöidyillä rataosuuksilla. Luvussa 8 kerrotaan kiskon uusimisen perusteista sekä uusimisesta Suomessa. Luvussa 9 kootaan kiskon elinkaaren osa-alueet yhteen. Lisäksi siinä pohditaan mahdollisia jatkotutkimuskohteita.

13 11 2 Kiskon valmistus Ratakiskot valmistetaan teräksestä. Tästä syystä tämän luvun aluksi luodaan yleinen katsaus teräkseen; mitä se on ja mitkä seikat vaikuttavat sen ominaisuuksiin. Teräksen yleisen esittelyn jälkeen tutustutaan kiskojen valmistusprosessiin eli teräksen valmistukseen, valuun, valssaukseen, viimeistelyyn, mahdolliseen lämpökäsittelyyn sekä tarkastukseen. Valmistuksen jälkeen kerrotaan valmistajat, joiden kiskoja Suomessa käytetään, Euroopassa käytössä olevat kiskoteräslaadut, kiskoprofiilit ja valmistetut kiskopituudet. Kiskoon valmistuksen yhteydessä syntyvien jäännösjännitysten merkitykseen luodaan myös lyhyt katsaus. Luvun lopuksi kuvataan valssattujen kiskojen yhteenliittäminen kiskohitsaamolla leimuhitsausmenetelmällä. 2.1 Teräksestä yleisesti Teräs on raudan ja hiilen seos, jossa hiiltä on alle 2,11 %. Rautaseoksia, joiden hiilipitoisuus on yli 2,11 % kutsutaan valuraudoiksi. [1] Hiilen lisäksi teräkseen voidaan seostaa muita seosaineita, kuten mangaania ja piitä. Seosaineilla pyritään vaikuttamaan teräksen mikrorakenteeseen ja mekaanisiin ominaisuuksiin, kuten lujuuteen, kovuuteen ja sitkeyteen. Rauta-hiili-tasapainopiirroksesta (Kuva 1) voidaan päätellä millainen mikrorakenne puhtaan raudan ja hiilen seoksella on lämpötilasta ja hiilipitoisuudesta riippuen. Seostus vaikuttaa eri mikrorakenteiden esiintymislämpötiloihin, mutta puhtaalle rauta-hiili-seokselle laadittu tasapainopiirros pitää paikkansa hyvin vielä 5 6 % seosainepitoisilla seoksilla. [2]

14 12 Kuva 1 Rauta-hiilitasapainopiirros [3]. Puhdas rauta on mikrorakenteeltaan huoneenlämpötilassa ferriittiä. Ferriitti on pehmeää, sitkeää ja hyvin muokkautuvaa. Kun puhdasta rautaa kuumennetaan, muuttuu sen mikrorakenne 911 C lämpötilassa austeniitiksi. Austeniitti kykenee liuottamaan itseensä huomattavasti ferriittiä suurempia määriä hiiltä. Austeniittia ei esiinny huoneenlämpötilassa ilman voimakasta seostusta tai erityisiä lämpökäsittelyjä, eikä se ole tavallisten kiskojen kannalta merkittävä mikrorakenne 1. [2] Kun austeniittinen rauta-hiili-seos, jossa on yli 0,05 % hiiltä, jäähdytetään, hajaantuu se ferriitin ja perliitin seokseksi. Perliitti on ferriitin ja sementiitin muodostama rakenne, jossa sementiitti on ohuina lamelleina ferriittimatriisissa. Sementiitti on hyvin kova ja hauras hiilen ja raudan muodostama rautakarbidi (Fe3C). Perliitti on näin ferriittiä lujempaa, mutta vähemmän muokkautuvaa. Perliitin mekaaniset ominaisuudet ovat sitä paremmat, mitä pienempi sen raekoko ja sementiittilamellien väliset etäisyydet ovat. Näihin voidaan vaikuttaa muun muassa kasvattamalla jäähtymisnopeutta. [1, 4] Kun teräksen hiilipitoisuus on 0,77 %, hajaantuu se jäähtyessään täysin perliittiseksi. Yli 0,77 % hiilipitoisuuksilla rakenteeseen muodostuu perliitin ohelle kovaa ja erittäin haurasta raerajasementiittiä. Tällöin teräs on hyvin haurasta, eikä sovellu käytettäväksi ilman sopivia lämpökäsittelyjä. Austeniitin hajaantumiseen voidaan vaikuttaa 1 Mikrorakenteeltaan austeniittisesta Hadfieldin mangaaniteräksestä (Mn-pitoisuus % [1]) valmistetaan rautatievaihteiden risteyksiä. Tavallisia kiskoja siitä ei kuitenkaan valmisteta.

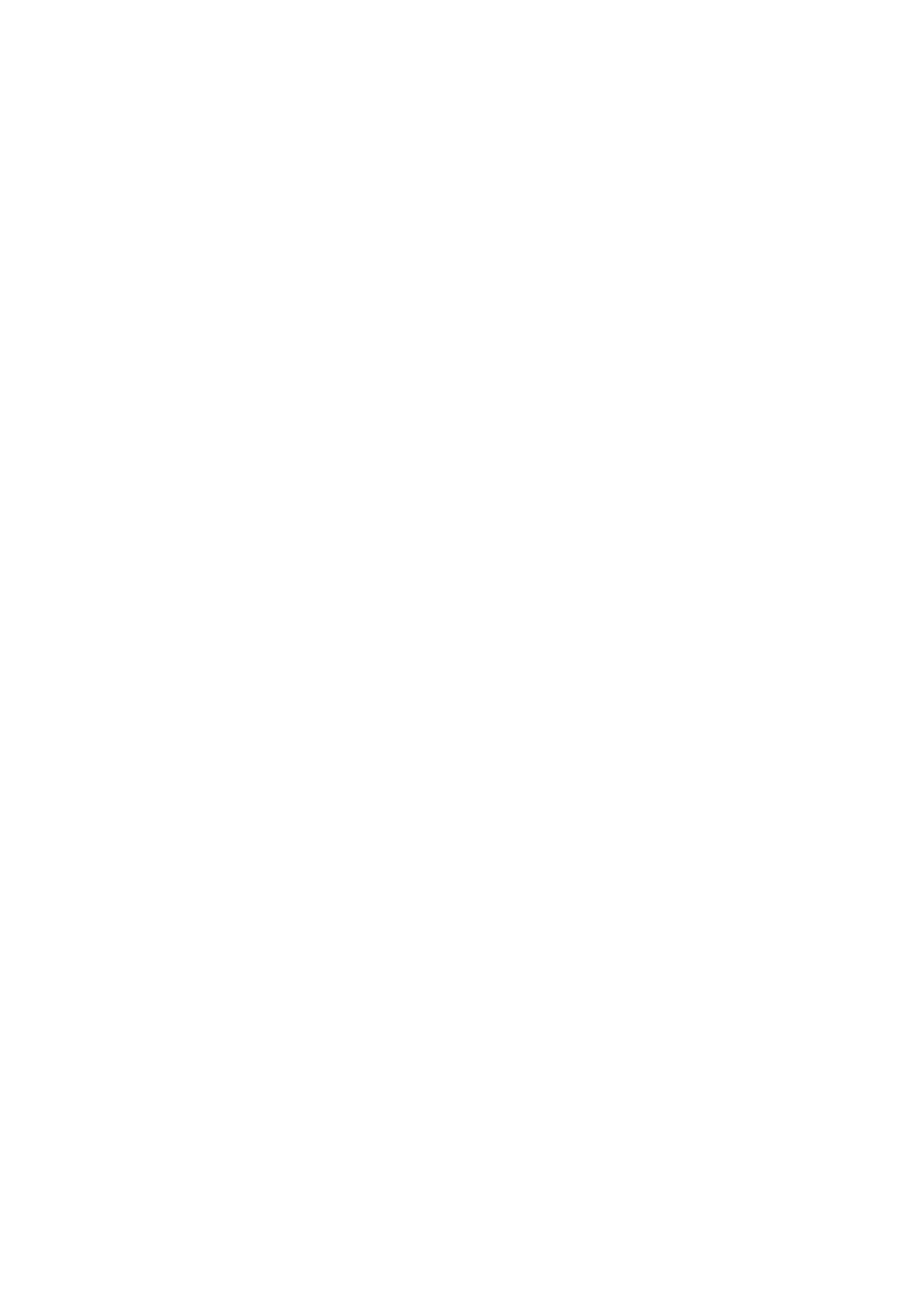
15 13 jäähtymisnopeuden avulla, jonka ansiosta teräksille, joiden hiilipitoisuus poikkeaa hieman 0,77 %:sta, on mahdollista saada täysin perliittinen mikrorakenne. Kuvassa 2 on esitetty austeniitin, ferriitin ja perliitin mikrorakenteet. [1, 4] Kuva 2 Optiset mikroskooppikuvat a) austeniitin [muokattu [1]] b) ferriitin [muokattu [1]] ja c) perliitin [6] mikrorakenteista. Edellä esitetyt mikrorakenteet, ferriitti ja perliitti, ovat tasapainorakenteita, jotka muodostuvat hitaalla jäähtymisnopeudella. Kun jäähtymisnopeutta kasvatetaan riittävästi, voidaan austeniitin hajaantuminen näiksi tasapainorakenteiksi estää. Kuvassa 3 on esitetty teräslaadun UIC 700 S-käyrä, jonka avulla voidaan päätellä kyseiselle teräslaadulle eri jäähtymisnopeuksilla saavutettavat mikrorakenteet. Riittävän suurilla jäähtymisnopeuksilla, jäähtymisnopeudesta ja teräksen koostumuksesta riippuen, mikrorakenteeksi voi muodostua bainiittia, martensiittia tai jäännösausteniittia. Bainiitti on perliitin tapaan ferriitin ja sementiitin seos, mutta siinä sementiitti on hienojakoisempana ferriitin seassa. Bainiittisella rakenteella on mahdollista saavuttaa perliittiä paremmat mekaaniset ominaisuudet. Bainiitista on kehitetty myös karbidittomia seoksia, joissa ei esiinny sementiittiä. Martensiitti on hiiliylikyllästeistä ferriittiä, jota muodostuu suurilla jäähtymisnopeuksilla. Pakkotilassa olevan hiilen johdosta se on kova ja hauras rakenne. Kuvassa 4 on esitetty martensiitin ja bainiitin mikrorakenteet. Jäännösausteniitti on rakenteeseen jäänyttä muuttumatonta austeniittia, jota esiintyy lähinnä martensiitin tai bainiitin ohella. [1, 4] Ratakiskoihin käytettävä teräs sisältää nykyisin raudan lisäksi teräslaadusta riippuen pääasiassa 0,6 0,8 % hiiltä, 0,8 1,2 % mangaania sekä 0,15 0,6 % piitä. Mikrorakenteeltaan kiskoteräkset ovat perliittiä. Perliittisellä mikrorakenteella saavutetaan nykyisin rautatiekäyttöön optimaalisin lujuuden, kovuuden ja sitkeyden yhdistelmä.
![[1, 4] Kuva 2 Optiset mikroskooppikuvat a) austeniitin [muokattu [1]] b) ferriitin [muokattu [1]] ja c) perliitin [6] mikrorakenteista.](/docs-images/41/2048727/images/page_15.jpg "Edellä esitetyt mikrorakenteet, ferriitti ja perliitti, ovat tasapainorakenteita, jotka muodostuvat hitaalla jäähtymisnopeudella.")
16 14 Kuva 3 Teräslaadun UIC 700 S-käyrä. [7]. Kuva 4 Optiset mikroskooppikuvat a) martensiitin [6] ja b) bainiitin mikrorakenteista [8]. 2.2 Kiskon valmistusmenetelmät Teräksen valmistus Suurin osa maailman teräksestä valmistetaan rautamalmista. Rautamalmi sisältää rautamineraaleja, kuten magnetiittia (Fe3O4) ja hematiittia (Fe2O3), sekä sivukivimineraaleja. Malmi rikastetaan, jolloin rautamineraalit erotetaan sivukivimineraaleista ja malmin rautapitoisuus saadaan korotettua jatkoprosessien kannalta riittävälle tasolle. Koska rikastejauhe ei sellaisenaan sovi raudanvalmistukseen, valmistetaan siitä muutaman senttimetrin kokoisia kiinteitä kappaleita, sintteriä tai pellettejä. Sintteri valmistetaan yleisesti terästehtaalla. Pelletit vuorostaan valmistetaan usein jo kaivoksella. [2] Sintteristä ja pelleteistä valmistetaan masuunissa eli jatkuvatoimisessa kuilu-uunissa raakarautaa. Rautamineraaleista peräisin olevat rautaoksidit pelkistyvät metalliseksi

17 15 raudaksi lämmön ja pelkistimien, kuten hiilen ja vedyn, avulla. Masuunista saatava raakaraudan hiilipitoisuus on 4 5 %. Lisäksi se sisältää enemmän epäpuhtauksia, kuin teräksen sallitaan sisältävän. Hiilipitoisuuden laskemiseksi raakarautaa mellotetaan konvertterissa, joka on sylinterimäinen reaktioastia. Mellotuksessa sulaan rautaan puhalletaan happea, joka reagoi hiilen kanssa muodostaen hiilimonoksidia. Aiemmin mellotukseen on käytetty ilmaa, jonka seurauksena saadun teräksen typpipitoisuus jäi korkeaksi. Hiilen ohella mellotuksessa hapettuu myös mangaania, piitä ja hieman rautaa. Sulaan lisätään raakaraudan lisäksi kierrätysterästä, jolla estetään prosessin ylikuumenemista, sekä poltettua kalkkia, joka muodostaa sulan pinnalle oksidien kanssa kuonan. Kuona pidetään riittävän kalkkimäärän avulla emäksisenä, jolloin haitalliset epäpuhtaudet, kuten rikki ja fosfori, siirtyvät tehokkaammin sulasta siihen. [2] Terästä valmistetaan rautamalmin ohella myös kierrätysteräksestä. Kierrätysteräs sulatetaan valokaariuunissa sähkön tuottaman lämmön avulla. Sulatuksen lisäksi teräs mellotetaan valokaariuunissa. [2] Mellotettu teräs siirretään senkkaan eli valusankoon, jossa sille tehdään jatkokäsittelyjä. Yksinkertaisimmillaan jatkokäsittelyt ovat teräksen seostus ja tasaisen lämpötilan varmistus onnistuneen valun takaamiseksi. [2] Seostuksessa sulaan lisätään happea sitovia aineita, kuten mangaania ja piitä, jotka muodostavat sulan pinnalle kuonaan nousevia mangaani- ja piioksidisulkeumia. Jos happea ei poistettaisi sulasta, se muodostaisi raudan kanssa rautaoksidisulkeumia, jotka heikentävät teräksen mekaanisia ominaisuuksia huomattavasti. [1] Myös alumiinia on käytetty hapen poistamiseksi, tosin nykyisin sitä käytetään enää harvoin [9]. Alumiinin ja hapen muodostamat alumiinioksidisulkeumat toimivat kiskoissa tehokkaina särönydintäjinä ja heikentävät siten kiskon väsymisen kestävyyttä [10]. Mangaania lisätään teräkseen myös rikin sitomiseksi. Jos rikkiä ei sidota, aiheuttaa se teräksessä kuumahaurautta. Mangaani muodostaa rikin kanssa helposti muokkautuvia mangaanisulfidisulkeumia. [1] Standardin EN [11] mukaan kiskoteräs on valmistettava joko LD-prosessia eli emäksisen kuonan muodostavaa happimellotusta tai valokaariuunia käyttäen. Valokaariuunissa teräs valmistetaan kierrätysteräksestä sulattamalla. Kiskoteräksille on standardin EN [11] mukaan tehtävä senkkauunikäsittelyjä ja tyhjiökaasunpoisto. Tyhjiökaasunpoistolla poistetaan teräkseen liuenneita kaasuja, pääasiassa vetyä. Korkean vetypitoisuuden johdosta teräkseen voi muodostua vetyläikkiä, jotka sisäisinä säröinä toimivat jännityskeskittyminä [1]. Senkkauunikäsittelyssä varmistetaan sulan oikea lämpötila, sekoitetaan sulaa sekä poistetaan epämetalliset sulkeumat. Senkkauuni on rakenteeltaan pienitehoinen valokaariuuni. [2] Kiskoaihioiden valu Kiskot on perinteisesti valmistettu valannevaletuista aihioista. Merkittävä osa Suomen rataverkolla olevista kiskoista on valannavaletuista aihioista valmistettuja. Nykyisin, valmistettaessa kiskot standardin EN [11] mukaisesti, valannevalua ei saa enää käyttää. Valannevalussa sula teräs kaadetaan muottiin, jossa teräksen annetaan jähmettyä. Valumuotti on pystyasennossa oleva, tulenkestävällä materiaalilla vuorattu astia, jonka halkaisija on esimerkiksi 650 x 750 mm ja korkeus 2100 mm [12]. Kuvassa 5 on esitetty nousuvaluna tehtävä valannevalu. Valun jälkeen valanne poistetaan muotista ja siirretään kuoppauuniin, jossa sitä pidetään noin C lämpötilassa kunnes koko valanne on saavuttanut tasaisen lämpötilan. Tämän jälkeen

18 16 valanne valssataan 6 25 pistolla eli valssauskerralla karkeavalssaimella, jolloin valanteen poikkileikkaus pienenee voimakkaasti ja lopputuloksena on pitkä aihio. Aihion poikkileikkaus voi olla esimerkiksi 200 x 200 mm neliö. [14] Kuva 5 Valanteiden valu nousuvaluna [13]. Hayn [14] mukaan valannevalulla on tiettyjä huonoja puolia. Ensinnäkin, koska valanteen jähmettyminen alkaa reunoilta, tapahtuu siellä ensimmäisenä kutistumista, jonka kompensoimiseksi sisemmissä osissa oleva sula siirtyy reunoille jättäen jälkeensä onkalon. Tämä onkalo ei välttämättä hitsaudu valssauksen aikana umpeen, jonka seurauksena kiskon sisälle jää pitkittäinen virhe. Jotta tältä vältytään, joudutaan valanteesta leikkaamaan noin % yläosasta pois. Onkalon syntyä voidaan vähentää hitaalla jäähtymisellä, josta kuitenkin seuraa toinen ongelma: lisääntynyt epäpuhtauksien ja seosaineiden, kuten fosforin, rikin ja hiilen suotautuminen valanteen yläosaan. Epäpuhtauksien ja seosaineiden epätasaisen jakautumisen seurauksena lopullisen tuotteen ominaisuudet muuttuvat paikallisen koostumuksen mukana. Kolmas ongelma valannevalussa on mahdollinen kaasun aiheuttama huokoisuus, jota voidaan ehkäistä antamalla valettavan sulan seisoa senkassa ennen valua tai lisäämällä seokseen kaasuja sitovia seosaineita. Valannevalun korvaajaksi kiskojen aihioiden valmistukseen on tullut jatkuvavalu (Kuva 6). Isossa-Britanniassa jatkuvavaletusta teräksestä valssattuja kiskoja alettiin käyttää vuonna 1974 [15]. Standardin EN [11] mukaan kiskot on nykyään valssattava jatkuvavaletuista aihioista. Jatkuvavalussa teräs valetaan vesijäähdytteisen kuparikokillin eli valumuotin läpi, jossa ainoastaan aihion pintakerros jähmettyy. Kuparikokilli oskilloi valun aikana, jotta valettava aihio ei tartu kokilliin kiinni. Aihion homogeenisuus varmistetaan kokillin perään sijoitetulla elektromagneettisella sekoittajalla, joka sekoittaa aihion sisällä yhä sulassa tilassa olevaa terästä. Aihion lopullinen jähmettyminen tapahtuu kontrolloidusti vesi- tai sumusuihkujen avulla, jonka jälkeen aihio oikaistaan ja leikataan halutun pituisiin osiin. [16] Valettujen aihioiden poikkileikkaus voi valumuotista riippuen olla neliö, suorakulmio tai ympyrä. Esimerkiksi Thyssen valmistaa suorakulmion muotoisia aihioita, joiden poikkileikkauksen mitat ovat 265 x 385 mm [17]. Valetun teräksen homogeenisemman koostumuksen lisäksi jatkuvavalulla saavutetaan valannevalua parempi saanto ja taloudellisuus [16].

19 17 Kuva 6 Jatkuvavalukone [13] Valssaus Valssauksella tarkoitetaan aihioiden mekaanista muokkausta valssaimen avulla. Kuvassa 7 on esitetty esimerkki valssauksesta. Kun valssauksella pyritään suuriin muodonmuutoksiin, tehdään muokkaus kuumavalssauksena. Kuumavalssauksessa teräksen lämpötila on yli 900 C, jolloin se on helposti muokattavaa. Kuumamuokkauksen aikana teräksen mikrorakenne tasoittuu ja hienontuu. Valssaus tapahtuu yleensä usean peräkkäisen valssin sarjana, joiden aikana valmistettavan kappaleen muotoa muutetaan vähitellen. [2] Kuva 7 Aihion muokkaus valssaamalla [13]. Oikaisun ja leikkauksen jälkeen jatkuvavaletut aihiot tarkastetaan ja havaitut virheet poistetaan. Tarkastetut ja kunnostetut aihiot kuumennetaan jatkuvatoimisissa uuneissa 1250 C lämpötilaan [17], joka on tyypillinen kuumavalssauslämpötila [2]. Aihioiden kuumennuksen jälkeen niiden pinnasta poistetaan hehkutushilse 200 baarin paineisella vesisuihkulla [17]. Hehkutushilse on kuumennuksessa aihion pintaan syntyvä oksidien muodostama kerros, joka heikentää tuotteen pinnanlaatua ja voi vahingoittaa sekä valssainta että valssattua tuotetta. Valssaus alkaa esivalssaimilla, jotka muokkaavat aihion poikkileikkaukseltaan muotovalssaimille sopivaksi kiskoaihioksi.

20 18 Muotovalssaimilla kiskoaihion poikkileikkausta muutetaan vähitellen kohti lopullista tuotetta (Kuva 8). Esivalssaimilta tuleva kiskoaihio saavuttaa lopullisen muotonsa 8 11 perättäisellä muotovalssainten pistolla [17]. Standardin EN [11] mukaan lopullisen kiskon poikkipinta-ala saa olla enintään yhdeksäsosa alkuperäisen valetun aihion poikkipinta-alasta. Tällä varmistetaan materiaalin riittävä muokkautuminen, joka takaa hienorakeisen, tiiviin ja homogeenisen mikrorakenteen. Käyttämällä valetun aihion poikkileikkaukselle mittoja 265 x 385 mm kiskoprofiilin 60 E 1 poikkileikkaus (A = 76,70 cm 2 [11]) on noin 1/13 aihion poikkileikkauksen alasta. Viimeisen valssauspiston yhteydessä kiskon varteen merkitään kiskon valmistaja, teräslaatu, valmistusvuosi sekä kiskoprofiili korkeintaan 4 m välein. Näiden lisäksi varren toiselle puolelle kuumaleimataan sulatuserä, valulinja sekä valetun aihion kohta, josta kyseinen kisko on valssattu. [11] Kuva 8 Kiskon profiilin kehittyminen peräkkäisten valssauspistojen avulla [13] Viimeistely Valssauksen jälkeen kiskojen annetaan jäähtyä askelpalkkilavalla. Koska kiskon hamara ja jalka ovat erikokoiset, jäähtyvät ne eri nopeuksilla. Tästä seuraa kiskon pystysuuntainen vääntyminen. [17] Kiskon suoristamiseksi se oikaistaan kaksivaiheisesti pysty- ja vaakasuunnassa rullaoikaisua käyttäen [11]. Koska rullaoikaisu on kiskonvalmistuksen viimeinen vaihe, määräytyvät kiskon suoruus, kulkupinnan tasaisuus sekä jäännösjännitykset sen mukaan [18]. Rullaoikaisukoneessa on yleensä 5 9 rullaa (Kuva 9). Kolmen ensimmäisen rullan muodostama kolmio aiheuttaa kiskoon tietyn suuruisen muodonmuutoksen. Toisen, kolmannen ja neljännen rullan muodostama kolmio tuottaa ensimmäistä muodonmuutosta vastaavan, mutta vastakkaissuuntaisen muodonmuutoksen. Viidennen ja sen jäljessä olevien rullien tehtävänä on suoristaa kisko tuottamalla siihen asteittain pienempiä vuorottain vastakkaissuuntaisia muodonmuutoksia. Kiskojen päät jäävät rullaoikaisukoneen fyysisen rakenteen vuoksi vaille oikaisua. [19] Niiden oikaisemiseksi on sallittua käyttää paino-oikaisua (pressing) [11]. Kiskoon jää rullaoikaisun seurauksena jaksollista pitkittäistä aaltoisuutta eli oikaisuvirheitä (rolling defects), jonka aallonpituus vastaa rullaoikaisukoneen rullien ympärysmittoja [17]. Hyvän pinnanlaadun takaamiseksi valmistajan on huolehdittava tehokkaasta hilseen poistosta myös rullaoikaisun aikana. Kuva 9 Kiskon rullaoikaisun periaatekuva [18].
![Standardin EN13674-1 [11] mukaan lopullisen kiskon poikkipinta-ala saa olla enintään yhdeksäsosa alkuperäisen valetun aihion poikkipinta-alasta.](/docs-images/41/2048727/images/page_20.jpg "Tällä varmistetaan materiaalin riittävä muokkautuminen, joka takaa hienorakeisen, tiiviin ja homogeenisen mikrorakenteen.")
RATAKISKOJEN KÄSITTELY TYÖMAALLA
 Ratakiskojen käsittely 1 (9) 4.7.1998 111/71/98 Ratahallintokeskuksen työmaat Työmaavastaavat Työpäälliköt Urakoitsijat Kunnossapitäjät RATAKISKOJEN KÄSITTELY TYÖMAALLA Kiskot ovat hankalasti käsiteltävästä
Ratakiskojen käsittely 1 (9) 4.7.1998 111/71/98 Ratahallintokeskuksen työmaat Työmaavastaavat Työpäälliköt Urakoitsijat Kunnossapitäjät RATAKISKOJEN KÄSITTELY TYÖMAALLA Kiskot ovat hankalasti käsiteltävästä
Luk enne vira sto LIIKENNEVIRASTON TUTKIMUKSIA JA SELVITYKSIÄ. Mikko Kauppinen. Ratakiskon elinkaari
 Luk enne vira sto 012011 LIIKENNEVIRASTON TUTKIMUKSIA JA SELVITYKSIÄ Mikko Kauppinen Ratakiskon elinkaari Mikko Kauppinen Ratakiskon elinkaari Liikenneviraston tutkimuksia ja selvityksiä 1/2 0 11 Liikennevirasto
Luk enne vira sto 012011 LIIKENNEVIRASTON TUTKIMUKSIA JA SELVITYKSIÄ Mikko Kauppinen Ratakiskon elinkaari Mikko Kauppinen Ratakiskon elinkaari Liikenneviraston tutkimuksia ja selvityksiä 1/2 0 11 Liikennevirasto
Faasimuutokset ja lämpökäsittelyt
 Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Kon Teräkset Viikkoharjoitus 2. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikan laitos
 Kon-67.3110 Teräkset Viikkoharjoitus 2. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikan laitos Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri
Kon-67.3110 Teräkset Viikkoharjoitus 2. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikan laitos Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri
Terästen lämpökäsittelyn perusteita
 Terästen lämpökäsittelyn perusteita Austeniitin nopea jäähtyminen Tasapainopiirroksen mukaiset faasimuutokset edellyttävät hiilen diffuusiota Austeniitin hajaantuminen nopeasti = ei tasapainon mukaisesti
Terästen lämpökäsittelyn perusteita Austeniitin nopea jäähtyminen Tasapainopiirroksen mukaiset faasimuutokset edellyttävät hiilen diffuusiota Austeniitin hajaantuminen nopeasti = ei tasapainon mukaisesti
Kon Teräkset Viikkoharjoitus 1. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka
 Kon-67.3110 Teräkset Viikkoharjoitus 1. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri ilmiöistä
Kon-67.3110 Teräkset Viikkoharjoitus 1. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri ilmiöistä
 Luento 5 Hiiliteräkset Hiiliteräkset Rauta (
Luento 5 Hiiliteräkset Hiiliteräkset Rauta ( Laatutason määrittely ja laatustandardit - Valurauta
 Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Binäärinen tasapaino, ei täyttä liukoisuutta
 Tasapainopiirrokset Binäärinen tasapaino, ei täyttä liukoisuutta Binäärinen tasapaino Kiinteässä tilassa koostumuksesta riippuen kahta faasia Eutektisella koostumuksella ei puuroaluetta Faasiosuudet muuttuvat
Tasapainopiirrokset Binäärinen tasapaino, ei täyttä liukoisuutta Binäärinen tasapaino Kiinteässä tilassa koostumuksesta riippuen kahta faasia Eutektisella koostumuksella ei puuroaluetta Faasiosuudet muuttuvat
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Metallien plastinen deformaatio on dislokaatioiden liikettä
 Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Uppokaariuunin panoksen sähkönjohtavuus. Anne Hietava (os Heikkilä) Prosessimetallurgian tutkimusyksikkö
 Prosessimetallurgian tutkimusyksikkö") Uppokaariuunin panoksen sähkönjohtavuus Anne Hietava (os Heikkilä) Prosessimetallurgian tutkimusyksikkö 6.9.2018 Mitä on FeCr ja miten sitä valmistetaan? Ferrokromi on metalliseos, joka sisältää pääasiassa
Uppokaariuunin panoksen sähkönjohtavuus Anne Hietava (os Heikkilä) Prosessimetallurgian tutkimusyksikkö 6.9.2018 Mitä on FeCr ja miten sitä valmistetaan? Ferrokromi on metalliseos, joka sisältää pääasiassa
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Deformaatio. Kiteen teoreettinen lujuus: Todelliset lujuudet lähempänä. σ E/8. σ E/1000
 Deformaatio Kertaus Deformaatio Kiteen teoreettinen lujuus: σ E/8 Todelliset lujuudet lähempänä σ E/1000 3 Dislokaatiot Mekanismi, jossa deformaatio mahdollista ilman että kaikki atomisidokset murtuvat
Deformaatio Kertaus Deformaatio Kiteen teoreettinen lujuus: σ E/8 Todelliset lujuudet lähempänä σ E/1000 3 Dislokaatiot Mekanismi, jossa deformaatio mahdollista ilman että kaikki atomisidokset murtuvat
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit.
 Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit www.outokumpu.com Johdanto Tuotantokaavio AOD-konvertteri AOD Senkka-asema SA Yhteenveto Ruostumaton teräs Ruostumaton teräs koostuu
Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit www.outokumpu.com Johdanto Tuotantokaavio AOD-konvertteri AOD Senkka-asema SA Yhteenveto Ruostumaton teräs Ruostumaton teräs koostuu
Keskinopea jäähtyminen: A => Bainiitti
 Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus
 KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus www.ruukki.fi Ruukki toimittaa kuumavalssattuja levyjä ultraäänitarkastettuina tai muiden, erikseen sovittavien vaatimusten mukaisesti. Ultraäänitarkastuksesta
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus www.ruukki.fi Ruukki toimittaa kuumavalssattuja levyjä ultraäänitarkastettuina tai muiden, erikseen sovittavien vaatimusten mukaisesti. Ultraäänitarkastuksesta
Tärkeitä tasapainopisteitä
 Tietoa tehtävistä Tasapainopiirrokseen liittyviä käsitteitä Tehtävä 1 rajojen piirtäminen Tehtävä 2 muunnos atomi- ja painoprosenttien välillä Tehtävä 3 faasien koostumus ja määrät Tehtävä 4 eutektinen
Tietoa tehtävistä Tasapainopiirrokseen liittyviä käsitteitä Tehtävä 1 rajojen piirtäminen Tehtävä 2 muunnos atomi- ja painoprosenttien välillä Tehtävä 3 faasien koostumus ja määrät Tehtävä 4 eutektinen
1. Malmista metalliksi
 1. Malmista metalliksi Metallit esiintyvät maaperässä yhdisteinä, mineraaleina Malmiksi sanotaan kiviainesta, joka sisältää jotakin hyödyllistä metallia niin paljon, että sen erottaminen on taloudellisesti
1. Malmista metalliksi Metallit esiintyvät maaperässä yhdisteinä, mineraaleina Malmiksi sanotaan kiviainesta, joka sisältää jotakin hyödyllistä metallia niin paljon, että sen erottaminen on taloudellisesti
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Dislokaatiot - pikauusinta
 Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
KIERRÄTYSKISKOT. Ossi Niemimuukko ylijohtaja. Kari Alppivuori turvallisuusjohtaja. Kierrätyskiskojen tekniset toimitusehdot 1406/731/2001
 Kunnossapitoyksikkö/KO 8.10.2001 1 (8) KIERRÄTYSKISKOT Ratahallintokeskus on vahvistanut kierrätyskiskojen tekniset toimitusehdot nro 1406/731/2001 voimassaoleviksi Suomen valtion rataverkolla 1.11.2001
Kunnossapitoyksikkö/KO 8.10.2001 1 (8) KIERRÄTYSKISKOT Ratahallintokeskus on vahvistanut kierrätyskiskojen tekniset toimitusehdot nro 1406/731/2001 voimassaoleviksi Suomen valtion rataverkolla 1.11.2001
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
METALLIEN JALOSTUKSEN YLEISKUVA
 METALLIEN JALOSTUKSEN YLEISKUVA Raaka-aine Valu Valssaus/pursotus/ Tuotteet syväveto KAIVOS malmin rikastus MALMI- ja/tai KIERRÄTYSMATERIAALI- POHJAINEN METALLIN VALMISTUS LEVYAIHIO TANKOAIHIO Tele- ja
METALLIEN JALOSTUKSEN YLEISKUVA Raaka-aine Valu Valssaus/pursotus/ Tuotteet syväveto KAIVOS malmin rikastus MALMI- ja/tai KIERRÄTYSMATERIAALI- POHJAINEN METALLIN VALMISTUS LEVYAIHIO TANKOAIHIO Tele- ja
Kombinatorinen optimointi
 Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset.
 9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
Tilapäisratkaisut vaihteessa
 Tilapäisratkaisut vaihteessa Työohje Liikenneviraston ohjeita 22/2018 Liikennevirasto Helsinki 2018 Kannen kuva: Markku Nummelin Verkkojulkaisu pdf (www.liikennevirasto.fi) ISSN-L 1798-663X ISSN 1798-6648
Tilapäisratkaisut vaihteessa Työohje Liikenneviraston ohjeita 22/2018 Liikennevirasto Helsinki 2018 Kannen kuva: Markku Nummelin Verkkojulkaisu pdf (www.liikennevirasto.fi) ISSN-L 1798-663X ISSN 1798-6648
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
Valujen raaka-ainestandardit - Valurauta
 Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
B.1 Johdatus teräkseen
 B.1 Johdatus teräkseen 1 B.1.1 Terästen valmistus B.1.1.1 Terästen valmistus raakaraudasta Masuunissa valmistettu raakarauta sisältää 4-5 % hiiltä. Teräksissä pitoisuus on tavallisimmin alle 1 % ja yleisissä
B.1 Johdatus teräkseen 1 B.1.1 Terästen valmistus B.1.1.1 Terästen valmistus raakaraudasta Masuunissa valmistettu raakarauta sisältää 4-5 % hiiltä. Teräksissä pitoisuus on tavallisimmin alle 1 % ja yleisissä
Fe - Nb - C ja hienoraeteräkset
 Fe - Nb - C ja hienoraeteräkset 0.10 %Nb 0.08 NbC:n liukoisuus austeniitissa γ + NbC 1200 C 0.06 0.04 1100 C 0.02 0 γ 0 0.05 0.1 0.15 0.2 %C Tyypillinen C - Nb -yhdistelmä NbC alkaa erkautua noin 1000
Fe - Nb - C ja hienoraeteräkset 0.10 %Nb 0.08 NbC:n liukoisuus austeniitissa γ + NbC 1200 C 0.06 0.04 1100 C 0.02 0 γ 0 0.05 0.1 0.15 0.2 %C Tyypillinen C - Nb -yhdistelmä NbC alkaa erkautua noin 1000
Esitiedot. Luento 6. Esitiedot
 Esitiedot Luento 6 Miten terästen karkenevuutta voidaan parantaa? Miten päästölämpötila ja aika vaikuttavat karkaistun rakenteen mekaanisiin ominaisuuksiin? Mitä tarkoittaa päästöhauraus? 2 Esitiedot Epäselviä
Esitiedot Luento 6 Miten terästen karkenevuutta voidaan parantaa? Miten päästölämpötila ja aika vaikuttavat karkaistun rakenteen mekaanisiin ominaisuuksiin? Mitä tarkoittaa päästöhauraus? 2 Esitiedot Epäselviä
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA.
 1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
Tuotantoprosessi Torniossa ja Kemin kaivoksella
 Tuotantoprosessi Torniossa ja Kemin kaivoksella 1 KEMIN KAIVOS Kemin kaivoksen koko malmintuotanto tuotetaan maan alta. Louhittavat tunnelit eli perät tuetaan kalliopulteilla ja tarvittaessa verkotuksella
Tuotantoprosessi Torniossa ja Kemin kaivoksella 1 KEMIN KAIVOS Kemin kaivoksen koko malmintuotanto tuotetaan maan alta. Louhittavat tunnelit eli perät tuetaan kalliopulteilla ja tarvittaessa verkotuksella
PROMATECT -200 Teräsrakenteiden palosuojaus
 PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
KISKONHIONNAN TEKNISET TOIMITUSEHDOT
 Kunnossapitoyksikkö/KO 2.11. 2001 1 (11) KISKONHIONNAN TEKNISET TOIMITUSEHDOT Nämä kiskonhionnan tekniset toimitusehdot 1539/731/2001 ovat voimassa Suomen valtion rataverkolla 1.1.2002 lukien. Nämä toimitusehdot
Kunnossapitoyksikkö/KO 2.11. 2001 1 (11) KISKONHIONNAN TEKNISET TOIMITUSEHDOT Nämä kiskonhionnan tekniset toimitusehdot 1539/731/2001 ovat voimassa Suomen valtion rataverkolla 1.1.2002 lukien. Nämä toimitusehdot
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
Teräsrakenteiden palosuojaus
 PROMATECT -H Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT -H PROMATECT-H on palonkestävä levy, jolla voidaan suojata teräs- ja betonirakenteita kosteudelle altistuvissa ympäristöissä PROMATECT-H-levyjä
PROMATECT -H Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT -H PROMATECT-H on palonkestävä levy, jolla voidaan suojata teräs- ja betonirakenteita kosteudelle altistuvissa ympäristöissä PROMATECT-H-levyjä
Teräsrakenteiden palosuojaus
 Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
RPS PARVEKESARANA EuRoKoodiEN mukainen SuuNNittElu
 RPS PARVEKESARANA Eurokoodien mukainen suunnittelu RPS PARVEKESARANA 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Parvekesaranan mitat ja osat... 4 2.2 Parvekesaranan materiaalit ja standardit...
RPS PARVEKESARANA Eurokoodien mukainen suunnittelu RPS PARVEKESARANA 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Parvekesaranan mitat ja osat... 4 2.2 Parvekesaranan materiaalit ja standardit...
RAHANARVOISTA SUORITUSKYKYÄ
 Hardox wear plate. product is made of genuine This sign confirms that this of SSAB. www.hardox.com Hardox is a registered trademark RAHANARVOISTA SUORITUSKYKYÄ Jos haluat teräsrakenteen, joka on sekä kova,
Hardox wear plate. product is made of genuine This sign confirms that this of SSAB. www.hardox.com Hardox is a registered trademark RAHANARVOISTA SUORITUSKYKYÄ Jos haluat teräsrakenteen, joka on sekä kova,
Outokumpu Tornion Operaatiot. Maailman integroiduin ruostumattoman teräksen tuotantolaitos
 Outokumpu Tornion Operaatiot Maailman integroiduin ruostumattoman teräksen tuotantolaitos 17.4.2018 1 Integroitu tuotanto FeCr-tuotanto Ruostumattoman teräksen tuotanto Oma kromimalmi: varma saatavuus
Outokumpu Tornion Operaatiot Maailman integroiduin ruostumattoman teräksen tuotantolaitos 17.4.2018 1 Integroitu tuotanto FeCr-tuotanto Ruostumattoman teräksen tuotanto Oma kromimalmi: varma saatavuus
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015. Karkaisu ja päästö
 1 Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015 Karkaisu ja päästö Teräs kuumennetaan austeniittialueelleen (A), josta se jäähdytetään nopeasti (sammutetaan) nesteeseen,
1 Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015 Karkaisu ja päästö Teräs kuumennetaan austeniittialueelleen (A), josta se jäähdytetään nopeasti (sammutetaan) nesteeseen,
Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla
 Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla Vapaa energia ja tasapainopiirros Allotropia - Metalli omaksuu eri lämpötiloissa eri kidemuotoja. - Faasien vapaat
Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla Vapaa energia ja tasapainopiirros Allotropia - Metalli omaksuu eri lämpötiloissa eri kidemuotoja. - Faasien vapaat
26. Valumallin valmistuksessa huomioon otettavia seikkoja
 26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
Laskuharjoitus 1 Ratkaisut
 Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 28.2. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 1 Ratkaisut 1.
Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 28.2. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 1 Ratkaisut 1.
Rauta-hiili tasapainopiirros
 Rauta-hiili tasapainopiirros Teollisen ajan tärkein tasapainopiirros Tasapainon mukainen piirros on Fe-C - piirros, kuitenkin terästen kohdalla Fe- Fe 3 C -piirros on tärkeämpi Fe-Fe 3 C metastabiili tp-piirrosten
Rauta-hiili tasapainopiirros Teollisen ajan tärkein tasapainopiirros Tasapainon mukainen piirros on Fe-C - piirros, kuitenkin terästen kohdalla Fe- Fe 3 C -piirros on tärkeämpi Fe-Fe 3 C metastabiili tp-piirrosten
Kon Teräkset Harjoituskierros 7. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka
 Kon-67.3110 Teräkset Harjoituskierros 7. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Hammaspyörät Suunnittelustandardit Euroopassa esimerkiksi: ISO 6336-1 5
Kon-67.3110 Teräkset Harjoituskierros 7. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Hammaspyörät Suunnittelustandardit Euroopassa esimerkiksi: ISO 6336-1 5
Raudan valmistus masuunissa
 Raudan valmistus masuunissa Valtaosa maailman rautamalmista valmistetaan raakaraudaksi masuuneissa. Pääosa raakaraudasta käytetään sulana teräksen valmistukseen. Masuuni on ikivanha keksintö. Todennäköisesti
Raudan valmistus masuunissa Valtaosa maailman rautamalmista valmistetaan raakaraudaksi masuuneissa. Pääosa raakaraudasta käytetään sulana teräksen valmistukseen. Masuuni on ikivanha keksintö. Todennäköisesti
TYÖVÄLINEIDEN KARKAISU
 TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
Polarputki kumppanina takaa korkean laadun pyöröteräsvalinnoissa Polarputki on toimittanut pyöröteräksiä suomalaisille
 www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Väsymissärön ydintyminen
 Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
Pieni (590) 12...20 630 20 130 70 30 50 Iso (850) 20...32 825 30 210 90 45 90
 12...20 630 20 130 70 30 50 Iso (850) 20...32 825 30 210 90 45 90") LENTON KIERREMUHVIJATKOSTEN JA ANKKUREIDEN ASENNUS Toimitustila Ellei toisin ole sovittu, jatkokset tai ankkurit toimitetaan liitoskappale valmiiksi asennettuna toiseen liitettävään tankoon ja muhvin vapaa
LENTON KIERREMUHVIJATKOSTEN JA ANKKUREIDEN ASENNUS Toimitustila Ellei toisin ole sovittu, jatkokset tai ankkurit toimitetaan liitoskappale valmiiksi asennettuna toiseen liitettävään tankoon ja muhvin vapaa
Mak Sovellettu materiaalitiede
 .106 tentit Tentti 21.5.1997 1. Rekristallisaatio. 2. a) Mitkä ovat syyt metalliseosten jähmettymisen yhteydessä tapahtuvalle lakimääräiselle alijäähtymiselle? b) Miten lakimääräinen alijäähtyminen vaikuttaa
.106 tentit Tentti 21.5.1997 1. Rekristallisaatio. 2. a) Mitkä ovat syyt metalliseosten jähmettymisen yhteydessä tapahtuvalle lakimääräiselle alijäähtymiselle? b) Miten lakimääräinen alijäähtyminen vaikuttaa
Luento 2. Kon Teräkset DI Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto
 Luento 2 Kon-67.3110 Teräkset DI Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto Rauta-hiili -tasapainopiirros Honeycombe & Bhadeshia s. 30-41. Uudistettu Miekk oj s. 268-278. Rauta (Fe)
Luento 2 Kon-67.3110 Teräkset DI Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto Rauta-hiili -tasapainopiirros Honeycombe & Bhadeshia s. 30-41. Uudistettu Miekk oj s. 268-278. Rauta (Fe)
Valurauta ja valuteräs
 Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
MACCO BF Haarukkavaunu KÄYTTÖOHJEET. Oy Machine Tool Co
 MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
Mak Materiaalitieteen perusteet
 Mak-45.310 tentit Mak-45.310 Materiaalitieteen perusteet 1. välikoe 24.10.2000 1. Vertaile ionisidokseen ja metalliseen sidokseen perustuvien materiaalien a) sähkönjohtavuutta b) lämmönjohtavuutta c) diffuusiota
Mak-45.310 tentit Mak-45.310 Materiaalitieteen perusteet 1. välikoe 24.10.2000 1. Vertaile ionisidokseen ja metalliseen sidokseen perustuvien materiaalien a) sähkönjohtavuutta b) lämmönjohtavuutta c) diffuusiota
SEMTUN JVA+ MUURAUS- KANNAKKEET
 SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
Alumiinivalujen raaka-ainestandardit
 www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
Luento 2 Martensiitti- ja bainiittireaktio
 Luento 2 Martensiitti- ja bainiittireaktio Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa - Martensiitti (tkk, tetragoninen)
Luento 2 Martensiitti- ja bainiittireaktio Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa - Martensiitti (tkk, tetragoninen)
RPS PARVEKESARANA RaKMK:N MuKaiNEN SuuNNittElu
 RPS PARVEKESARANA RakMK:n mukainen suunnittelu RPS PARVEKESARANA 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Parvekesaranan mitat... 4 2.2 Parvekesaranan materiaalit ja standardit... 5 3 VALMISTUS...
RPS PARVEKESARANA RakMK:n mukainen suunnittelu RPS PARVEKESARANA 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Parvekesaranan mitat... 4 2.2 Parvekesaranan materiaalit ja standardit... 5 3 VALMISTUS...
Myös hiekan sideaine vaikuttaa sullonnan määrään. Hartsisideainehiekkojen sullontatarve on huomattavasti vähäisempi kuin bentoniittihiekkojen.
 12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
Rautatiesiltojen kuormat
 Siltaeurokoodien koulutus Betonirakenteet ja geosuunnittelu Rautatiesiltojen kuormat Ilkka Sinisalo, Oy VR-Rata Ab 2.12.2009, Ilkka Sinisalo, Siltaeurokoodien koulutus, sivu 1 Raideliikennekuormat Pystysuorat
Siltaeurokoodien koulutus Betonirakenteet ja geosuunnittelu Rautatiesiltojen kuormat Ilkka Sinisalo, Oy VR-Rata Ab 2.12.2009, Ilkka Sinisalo, Siltaeurokoodien koulutus, sivu 1 Raideliikennekuormat Pystysuorat
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ
 SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ") KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
P U T K I PA L K I T H O L L OW SECTIONS
 NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
NDT-STANDARDIT NDT-tutkinnot
 NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
Ympäristövastuu Ruukin teräspaalutuotteissa
 Ympäristövastuu Ruukin teräspaalutuotteissa Minna Salmi Ruukin Teräspaalupäivä 26.1.2012 Ympäristövastuu terästuotannosta teräspaalutuotteisiin Luotettava paalun valmistusketju RR- ja RD-paalujen edut
Ympäristövastuu Ruukin teräspaalutuotteissa Minna Salmi Ruukin Teräspaalupäivä 26.1.2012 Ympäristövastuu terästuotannosta teräspaalutuotteisiin Luotettava paalun valmistusketju RR- ja RD-paalujen edut
ELEGRO terassilautojen asennusohje
 ELEGRO terassilautojen asennusohje ELEGRO terassilautojen mitat ovat: paksuus 32 mm / leveys 142 mm / pituus3000 mm. ELEGRO terassilautoja voidaan katkaista ja porata kuten puutavaraa. Suositus on, että
ELEGRO terassilautojen asennusohje ELEGRO terassilautojen mitat ovat: paksuus 32 mm / leveys 142 mm / pituus3000 mm. ELEGRO terassilautoja voidaan katkaista ja porata kuten puutavaraa. Suositus on, että
ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET
 ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET 1. Laattojen rei itys...3 2. Laattojen kavennukset ja vakiovaraukset...4 3. Erikoiselementit...7 4. Hormien sijoittelu ontelolaatastossa...8 4.1 Hormi laatan
ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET 1. Laattojen rei itys...3 2. Laattojen kavennukset ja vakiovaraukset...4 3. Erikoiselementit...7 4. Hormien sijoittelu ontelolaatastossa...8 4.1 Hormi laatan
Palautuslaite Boomerang ZHR
 Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Ydinjätekapselin deformaatiomekanismit Projektin johtaja: Hannu Hänninen Tutkijat: Kati Savolainen ja Tapio Saukkonen
 Ydinjätekapselin deformaatiomekanismit Projektin johtaja: Hannu Hänninen Tutkijat: Kati Savolainen ja Tapio Saukkonen Projektin tavoite Selvittää mikroskooppinen ja makroskooppinen plastinen deformaatio
Ydinjätekapselin deformaatiomekanismit Projektin johtaja: Hannu Hänninen Tutkijat: Kati Savolainen ja Tapio Saukkonen Projektin tavoite Selvittää mikroskooppinen ja makroskooppinen plastinen deformaatio
KÄYTTÖOHJEET ABT KÄSIKETJUTALJOILLE
 KÄYTTÖOHJEET ABT KÄSIKETJUTALJOILLE Kapasiteetti: 250, 500, 1000, 2000, 3000, 5000, 10000 ja 20000kg Huomio: Lue tämä käyttöohje ennen käsiketjutaljan käyttöönottoa. 1. Ripusta talja yläkoukusta ja nosta
KÄYTTÖOHJEET ABT KÄSIKETJUTALJOILLE Kapasiteetti: 250, 500, 1000, 2000, 3000, 5000, 10000 ja 20000kg Huomio: Lue tämä käyttöohje ennen käsiketjutaljan käyttöönottoa. 1. Ripusta talja yläkoukusta ja nosta
17. Tulenkestävät aineet
 17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) ,5 R11 R11
 ,5 R11 R11") Scanian runkosarja Scanian runkosarja Scanian runkosarja koostuu seuraavista runkotyypeistä: Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) 766 +1 768 +1 771 +1 768 +1 770 +1-1 -1-1
Scanian runkosarja Scanian runkosarja Scanian runkosarja koostuu seuraavista runkotyypeistä: Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) 766 +1 768 +1 771 +1 768 +1 770 +1-1 -1-1
Pehmeä magneettiset materiaalit
 Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Fysikaaliset ominaisuudet
 Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
RakMK:n mukainen suunnittelu
 RVL-vAijerilenkit RakMK:n mukainen suunnittelu RVL-VAIJERILENKIT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Mitat ja toleranssit... 4 2.2 Vaijerilenkin materiaalit ja standardit... 5 3 VALMISTUS
RVL-vAijerilenkit RakMK:n mukainen suunnittelu RVL-VAIJERILENKIT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Mitat ja toleranssit... 4 2.2 Vaijerilenkin materiaalit ja standardit... 5 3 VALMISTUS
Hoito ja puhdistus. 1. Vedä kondenssivesisäiliö ulos. 2. Vedä suodatin pois lukituksestaan.
 Ympäristöystävällinen hävittäminen Hoito ja puhdistus Hoito ja puhdistus Huoltopalvelu Hävitä pakkaus ympäristönsuojelumääräysten mukaisesti. Tämän laitteen merkintä perustuu käytettyjä sähkö- ja elektroniikkalaitteita
Ympäristöystävällinen hävittäminen Hoito ja puhdistus Hoito ja puhdistus Huoltopalvelu Hävitä pakkaus ympäristönsuojelumääräysten mukaisesti. Tämän laitteen merkintä perustuu käytettyjä sähkö- ja elektroniikkalaitteita