KEMPPI ARC SYSTEMIN KÄYTTÖÖNOTTO HITSAUKSEN LAADUNHALLINNAN NÄKÖKULMASTA
|
|
|
- Eeva-Kaarina Virtanen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Hitsaustekniikan laboratorio BK10A0400 Kandidaatintyö ja seminaari KEMPPI ARC SYSTEMIN KÄYTTÖÖNOTTO HITSAUKSEN LAADUNHALLINNAN NÄKÖKULMASTA COMMISSIONING OF THE KEMPPI ARC SYSTEM IN THE PERSPECTIVE OF WELDING QUALITY MANAGEMENT Lappeenrannassa Antti Heikkilä

2 SISÄLLYSLUETTELO: 1 JOHDANTO Työn tavoite Kemppi Oy LAADUNHALLINTA Hitsauksen laatu Hitsauksen laatuvaatimukset Hitsausohje WPS Hitsausohjeen laatiminen Hitsausohjeen sisältö Hitsauksen monitorointi KEMPPI ARC SYSTEM Tausta Käsiteltävät parametrit ja käyttökohteet Tiedonkeruu Langaton tiedonkeruulaite Kannettava tiedonkeruulaite Tietoturva Tiedon käsittely Raportit Verkkopalvelu ARC SYSTEM JA LAADUNHALLINTA Parametrien seuranta Prosessin dokumentointi Ongelmanratkaisu MARKKINATILANNE ARC SYSTEM:N KÄYTTÖÖNOTTO LUT:SSA... 19

3 6.1 Käyttöönoton vaiheet Ensimmäiset raportit Havaintoja käyttöönotossa CASE PATRIA Patria ja Kemppi Arc System Arc Systemillä saavutetut hyödyt ja kehitysehdotukset JOHTOPÄÄTÖKSET JA MAHDOLLISET KEHITYSEHDOTUKSET Havaittuja ongelmakohtia Laadunhallinnan näkökulmasta Palvelun muilla osa-alueilla Haasteita ja kehitysehdotuksia MAHDOLLISIA JATKOTUTKIMUKSIA YHTEENVETO LÄHDELUETTELO: LIITTEET LIITE 1: PARAMETRIEN ARVOJA LIITE 2: KÄYTTÖTUNNIT LIITE 3: KAARIAIKASUHDE LIITE 4: LANGANSYÖTTÖMOOTTORIN VIRTA RAJA-ARVOSSA

4 1 JOHDANTO Tässä kandidaatintyössä esitellään Kemppi Arc Systemin käyttöönotto laadunhallinnan näkökulmasta. Kandidaatintyö on tehty Lappeenrannan teknillisen yliopiston konetekniikan osastolle yhdessä Kemppi Oy:n kanssa osana tekniikan kandidaatin tutkintoa. Työ on tehty Kemppi Oy:n toivomuksesta saada mielipiteitä Kemppi Arc Systemistä organisaation kuulumattomalta osapuolelta ja siten kehittää palvelua enemmän asiakas ystävällisemmäksi. 1.1 Työn tavoite Työn teoriaosuudessa käsitellään yleisesti laadunhallintaa osana hitsaustekniikkaa, missä on keskitytty lähinnä laaduntarkkailuun ja laadunvarmistukseen. Kandidaatintyön teoriaosuudessa on esitelty myös Kemppi Arc Systemin perusperiaatetta sekä palvelun rakennetta. Työn teoriaosuuden loppupuolella yhdistetään laadunhallinta Kemppi Arc Systemiin ja tarkastellaan miten palvelu pyrkii tarkkailemaan laatua. Kandidaatin työssä on tehty suppea markkinatarkastelu, jossa on esitelty Kemppi Arc Systemin kilpailijoita, joita ovat mm. Fronius ja Esab. Kilpailijoiden tuotteita on työssä lähinnä esitelty, puuttumatta sen syvällisemmin kilpailijoiden tekemiin ratkaisuihin. Kandidaatintyön soveltavassa osuudessa esitellään käytännön kokemuksena Kemppi Arc Systemin käyttöönotosta Lappeenrannan teknillisessä yliopistossa sekä Patria Oyj:n kokemuksia Kemppi Arc Systemin prototyypin käytöstä vuosina Näiden esimerkkien kautta esitellään havaittuja ongelmakohtia Arc Systemin laaduntarkkailussa ja mahdollisia kehitysehdotuksia, sekä jatkotutkimusmahdollisuuksia. 1

5 1.2 Kemppi Oy Kemppi Oy on maailmanlaajuinen hitsauslaitteita sekä hitsausratkaisuja, kuten esimerkiksi Kemppi Arc System, myyvä ja valmista yritys. Kemppi Oy tarjoaa myös alan konsultointia ja palveluja niitä tarvitseville. Yrityksellä on tytäryhtiöitä 13 maassa. Myyntikonttoreita ja jälleenmyyjiä Kempillä on yli 70 maassa. Yrityksen liikevaihto on yli 143 miljoonaa euroa ja Kemppi Oy työllistää noin 700 henkilöä. Kemppi Oy:n toimitusjohtajana toimii Anssi Rantasalo ja hallituksen puheenjohtajana Jouko Kemppi.(Kemppi Oy 2010.) Yritys sai alkunsa, kun Veljekset Kemppi perustettiin Lahteen vuonna 1949, missä sen pääkonttori edelleen sijaitsee. Lahdessa sijaitsee myös yrityksen laitteistokokoonpano, elektroniikkatehdas sekä tutkimus- ja tuotekehitysosasto. Yrityksen perusarvot ovat innovatiivisuus, rehellisyys, yrittäjyys ja yksilön kunnioittaminen.(kemppi Oy 2010.) 2
 Yritys sai alkunsa, kun Veljekset Kemppi perustettiin Lahteen vuonna 1949, missä sen pääkonttori edelleen sijaitsee.")
6 2 LAADUNHALLINTA Hitsauksella on suuri vaikutus tuotteen laatuun ja valmistuskustannuksiin. Tämän takia on erittäin tärkeää, että hitsaus toteutetaan laatuvaatimukset täyttäen mahdollisimman tehokkaasti. Toimintaperiaate yrityksissä tulisikin olla, että laatu saadaan aikaiseksi tekemällä eikä tarkastamalla. Hitsaustapahtuma on vaativa prosessi, jossa on monia muuttujia, joista tärkeimpiä ovat esimerkiksi hitsausvirta, kaarijännite ja lämmöntuonti.(vilpas 2010.) Laadunhallinta on johtamisen osa-alue. Laadunhallinnalla organisaatiota johdetaan koordinoiduilla toimenpiteillä laatuun liittyvissä asioissa ja kohdistetaan toiminta oikeaan suuntaan laatuasioissa. Laadunhallintaan kuuluu laatupolitiikan määrittely, laatutavoitteiden asettaminen, laadun suunnittelu, laadun parantaminen ja laaduntarkkailu sekä -varmistaminen. Laadun suunnittelussa määritetään, mitä laatustandardeja käytetään ja miten vaatimukset täytetään. Laaduntarkkailussa keskitytään projektin tai prosessin tuloksien valvontaan ja miten ne vastaavat määriteltyjä laatustandardeja. Laadunvarmistuksessa arvioidaan aikaansaannoksia säännöllisin väliajoin, jotta tuotannolle asetetut vaatimukset täyttyvät. (Vilpas 2010.) 2.1 Hitsauksen laatu Laatu määrittyy, kun tuotteen piirteet ja ominaisuudet täyttävät sille asetetut tai oletetut tarpeet. Hitsattujen tuotteiden kohdalla puhutaan monesti tarkoituksenmukaisuudesta tai vaatimusten mukaisuudesta, jotka edustavat tiettyä laadun osa-aluetta. Vaatimusten mukaisuuteen kuuluu virheettömyystaso hitsatuissa rakenteissa. Hitsatuissa rakenteissa voi esiintyä monenlaisia virheitä, joita ovat esimerkiksi: (Martikainen 2009, ) - Reunahaava - Liitosvirhe - Kuonasulkeuma - Muodonmuutokset 3
 Laadunhallinta on johtamisen osa-alue.")
7 - Vajaa hitsautumissyvyys - Vetyhalkeama - Huokoset - Sytytysvaikeudet - Kuumahalkeama - Kraaterihalkeama - Roiskeet - Magneettinen puhallus (Martikainen 2009,s ) Laatua voidaan tutkia jälkikäteen rikkovilla tai rikkomattomilla aineenkoetusmenetelmillä. Rikkovia aineenkoetusmenetelmiä ovat esimerkiksi vetokoe, kovuuskoe, iskukoe ja taivutuskoe sekä erilaiset metallografiset kokeet. Rikkomattomat aineenkoetusmenetelmiä eli NDT-menetelmiä voidaan tehdä käytössä oleville kappaleille. NDT-kokeita ovat mm. silmämääräinen tarkastus, radiografia, ultraäänitarkastus, pyörrevirtatarkastus, vuotokoetus, tunkemanestetarkastus ja magneettijauhetarkastus. (Martikainen 2009, s ,213.) 2.2 Hitsauksen laatuvaatimukset Hitsauksen laatuvaatimukset on kerrottu standardissa SFS-EN ISO 3834:2006. Se ei ole varsinainen laatujärjestelmästandardi kuten ISO 9001, eikä EN 3834 korvaa ISO 9001:stä. EN 3834 kertoo asiat, jotka tulee ottaa huomioon hitsaavassa yrityksessä eli toisin sanoen se on toimintaohje. EN 3834 voidaan tarvittaessa integroida ISO 9001:een sertifioijan kautta, jos yrityksellä on jo hallussa ISO 9001-sertifikaatti. Standardi SFS-EN ISO 3834:2006 voidaan sertifioida myös erillisenä, jos yrityksellä ei ole hallussa ISO 9001-sertifikaattia. Yritys voi omien tarpeiden mukaan käyttää EN 3834:sta esimerkiksi dokumentoitiin, lämmöntuonnin hallintaan ja hitsaajien koulutukseen sekä pätevöintiin. Standardin käyttö ei takaa kuitenkaan, että yritys tuottaa laatua, vaan sen käyttö takaa, että yrityksellä on perusvalmiudet tuottaa laatua. (Martikainen 2009, s.56-57) 4

8 2.3 Hitsausohje WPS Laadukkaaseen hitsaustyöhön pyritään käyttämällä hitsausohjetta eli WPS:ia. WPS on asiakirja, jossa on esitetty yksityiskohtaisesti tiettyyn hitsaussovellukseen vaadittavat muuttujat. Tällä asiakirjalla voidaan varmistaa myös toistettavuus. Hitsausohje soveltuu hyvin ns. vaativiin hitseihin ja siihen sitä tulee myös käyttää. Vaativia hitsejä ovat hitsit, joilta vaaditaan erityistä lujuutta ja hitsit, joissa on turvallisuusriskejä, vaurioitumisen mahdollisuus ja mahdollisuus henkilövahinkojen tapahtumiselle. Hitsit, joihin kohdistuu vaihteleva kuormitus, voidaan myös laskea vaativiin hitseihin. Hitsit, joissa esiintyy toistuvasti korjattavaa, tulisi myös tehdä hitsausohje. Näitä hitsejä ovat esimerkiksi hitsit, jotka ovat sijaintinsa vuoksi hankala hitsata, kaasusuojaus on vaikea järjestää ja hitseissä, joissa on metallurgisia erityispiirteitä, kuten esimerkiksi toistuvaa kuumahalkeilua. (SFS-EN 15607: 2004; Lukkari 1997, s. 55.) Hitsausohjeen laatiminen Hitsausohje on hyväksyttävä ennen tuotannon aloittamista. Ensin yritys tekee ns. alustavan hitsausohjeen pwps:n aikaisempien kokemuksien ja hitsaustietämyksen pohjalta. Alustava hitsausohje on hyväksytettävä esimerkiksi menetelmäkokeella, standardihitsausohjeella, hyväksi testatuilla lisäaineilla, esituotannollisella kokeella tai aikaisemmalla hitsauskokemuksella. Alustavaa hitsausohjetta käytetään tämän jälkeen hitsausmenetelmän hyväksymispöytäkirjan laatimisessa. Kuvassa 1 on esitetty kulkukaavio hitsausohjeen laatimiselle. (SFS-EN 15607: 2004; Lukkari 1997, s. 55.) 5

9 Kuva 1. Opastava kulkukaavio hitsausohjeen laatimiselle ja hyväksymiselle (SFS-EN 15607: 2004, s.26) Hitsausohjeen sisältö Hitsausohje pitää sisällään useita tärkeitä tietoja. Hitsausohjeen sisältö esimerkiksi EN kaarihitsaukselle pitää sisällään valmistajakohtaiset tiedot, perusainekohtaiset tiedot, käytettävää hitsausmenetelmää koskevat tiedot ja hitsausprosessiryhmää koskevat tiedot. Hitsausmenetelmää koskevissa tiedoissa kerrotaan.(häkkilä 2005; Lukkari 1997, s. 55.) 6

10 - Hitsausprosessi - Liitoksen rakenne ja railo - Hitsausasento - Hitsauksen suoritus tekniikka - Juurituki, juurenavaus - Hitsausaineet - Hitsausarvot - Virta-arvot - Lämmöntuonti - Mekanisoitu ja automatisoitu hitsaus - Esikuumennus, välipalkoja, ylläpito lämpötilat, vedynpoisto, hitsauksen jälkeinen hehkutus - Suojakaasu (Häkkilä 2005; Lukkari 1997, s. 55.). 2.4 Hitsauksen monitorointi Sulahitsauksessa on yleensä tarkoituksena liittää kaksi metallia toisiinsa siten, että ne liittyvät toisiinsa sula tilassa täytemetallin eli hitsiaineen avulla. Prosessi on monimutkainen ja ilmiöön liittyy paljon muuttujia sulamisen ja lämmittämisen sekä jäähtymisen ja kiinteytymisen aikana. Jos prosessia ei valvota tarpeellisin menetelmin, voi prosessin aikana syntyä epäsuotuisia ilmiöitä hitsiin ja perusmateriaaliin lämpövyöhykkeelle. Tätä varten on kehitetty erilaisia hitsauksen monitorointitapoja, joilla voidaan seurata hitsaustapahtumaa reaaliajassa. Hitsauksen monitoroinnilla voidaan mahdollistaa parempi dokumentointi hitsaukselle ja tällä tavoin voidaan alentaa jälkitarkastuskustannuksia. Hitsaustapahtuman aikainen laadunvarmistus voidaan hoitaa railonseurannan avulla, prosessialueen seurannalla tai hitsin pinnan tarkastuksella hitsauksen jälkeen.(zhang,y. 2008, s. 2-4.) Railonseurantaa käytetään yleensä mekanisoidussa hitsauksessa ja erityisesti automatisoidussa hitsauksessa, joissa hitsaustapahtumaa tarkkaillaan anturien avulla. Railonseurantaa voidaan kehittää adaptiiviseksi hitsaukseksi. 7

11 Adaptiivinen hitsaus on kyseessä silloin, kun railonseurantaan lisätään järjestelmä, jolla mitataan hitsin laatua tai railotilavuutta automaattisesti. Kerätty tieto käsitellään välittömästi ja hitsausparametreja muutetaan siten, että voidaan saavuttaa haluttu laatutaso. (Martikainen 2009, s ) 3 KEMPPI ARC SYSTEM Kemppi Arc System eli KAS on Kempin kehittämä ja tarjoama hitsaustietojen keräys- ja analysointiratkaisu, jolla pyritään parantamaan tuottavuutta ja laatua hitsaavassa teollisuudessa. Järjestelmän tarkoituksena on kerätä On-Line hitsaustietoa useista järjestelmistä. Järjestelmä myydään yrityksille palveluna Avaimet käteen -periaatteella. Tämän jälkeen hitsaustiedot analysoidaan ja raportoidaan saadut tiedot halutussa muodossa haluttuina aikaväleinä. (Mäki&Veikkolainen 2009, s. 42.) Järjestelmällä pyritään saavuttamaan parempi luotettavuus ja käytettävyys yrityksen hitsauspuolelle. Järjestelmä edesauttaa myös tuotannon suunnittelussa, koska sillä on mahdollista havaita pullonkaulat tuotantoketjussa Lisäksi sillä pyritään saavuttamaan parempi hitsauslaatu ja pienentämään lisäaineen hävikkiä. Arc Systemillä on myös mahdollista seurata investointia ja hallita hitsauksen kokonaiskustannuksia. Palvelun pohjana on toiminut Kempin Pro Weld Data-ohjelmisto, joka kehitettiin hitsausparametrien seurantaan. (Kemppi 2009.) 3.1 Tausta Arc Systemin kehitys alkoi vuonna Kemppi Oy:ssä on käytössä konseptointiprosessi. Prosessissa pyritään keräämään kaikki keskeiset asiakastarpeet, joista keskeisimmät valitaan tuotekehityksen ajureiksi. Arc System- konseptia markkinoitiin ensimmäisen kerran 2005 hitsausmessuilla. Markkinoinnista saadun palautteen pohjalta palvelun kehitystyö ohjautui enemmän tuottavuuskeskeiseksi. Tuotekehitykseen käytettiin myös Kempin 8

12 aikaisemman monitorointijärjestelmän käyttökokemuksia. Nämä tiedot ohjasivat palvelun suunnittelua Avaimet käteen -palvelun kehittämiseksi. Tuotekehitystä toteutettiin myös yhteistyössä suomalaisen metalliteollisuuden kanssa. Kemppi Arc System julkaistiin marraskuussa 2008 Force Indian F1-tiloissa Iso- Britanniassa. (Mäki 2010.) 3.2 Käsiteltävät parametrit ja käyttökohteet Arc Systemin tyypillisiä käyttökohteita ovat laadunhallinta ja tuotannon kehittäminen. Laadunhallinnan puolelta pystytään seuraamaan hitsausparametreja ja prosessidokumentointia. Näiden avulla pystytään ratkaisemaan mahdolliset ongelmat, joita on voinut syntyä esimerkiksi hitsausohjeen sisältävien arvojen ylityksestä. Tuotantoa voidaan vastaavasti kehittää arvioimalla tuotantoa ja muutoksia. Arc Systemiä voidaan myös käyttää tuotannon hallinnassa, huoltoseurannassa ja kustannuslaskelmissa. Arc Systemillä voidaan kerätä tietoa hitsauskoneesta ja tietojärjestelmistä. Hitsauskoneesta saatavat tiedot: (Kemppi 2009.) - Virta - Jännite - Langansyöttönopeus - Hitsausprosessi - Langankulutus - Koneen käyttötunnit - Kaariaika - Langansyötön moottorivirta (Kemppi 2009). Tietojärjestelmistä voidaan myös kerätä koneen ja hitsaajan tunnistenumerot. Järjestelmä kerää myös tuotetietoa, josta esimerkkinä osanumerot ja asiakas tiedot. (Kemppi 2009.) 9

13 3.3 Tiedonkeruu Kemppi Arc System järjestelmällä pyritään systemaattisella tiedonkeruulla tarjoamaan tarkat analyysit yrityksen hitsaustiedoista tarjoamalla parametreista ajastetut tarkat raportit. Tiedonkeruu tapahtuu joko langatonta tiedonkeruulaitetta käyttäen tai kannettavaa tiedonkeruu laitetta käyttäen Langaton tiedonkeruulaite Tiedonkeruu Arc Systemillä pyritään tekemään langattomasti tiedonkeruu laitteella DLI W50, joka lähettää tiedon eteenpäin tukiaseman kautta välityspalvelimelle. DLI W50 sisältää prosessorin, paristovarmennetun kellon ja siinä on haihtumaton muisti. Käyttöönottovaiheessa laitteen asetuksiin määritellään haluttu hitsauskonetyyppi. Tiedonkulku tapahtuu hitsauskoneen eri osien välillä väylässä. Tiedonkeruulaite DLI W50 on kytketty tähän väylään ja se seuraa käytettyjä parametreja, jotka laite kirjoittaa sisäiseen muistiin aina kun valokaari palaa. Tiedonkeruulaite tallentaa toisin sanoen kaikki koneen kriittiset tiedot. Tiedonkeruu on riippumaton järjestelmän muista komponenteista ja se tapahtuu itsenäisesti. Kuvassa 2 on esitetty tiedonkeruu laite DLI W50. (Kemppi 2009; Mäki 2010.) Kuva 2. Langaton tiedonkeruulaite DLI W50 (Kemppi 2009). Tiedonsiirto langattomasta tiedonkeruulaitteesta tapahtuu langattoman radiolinkin avulla. Tiedonsiirtotaajuus Arc Systemissä on maailmanlaajuisesti 10

14 luvasta vapaalla 433 MHz taajuusalueella. RF station-tukiasemat, jotka toimivat tiedonsiirtolaitteen ja välityspalvelimen välissä, kattavat 3000 neliömetrin pintaalan. Toisin sanoen yksi tukiasema vastaa yhdeltä sivultaan noin 50 metrin teollisuushallia. Tukiasemat on sijoitettu ylös rakennusten seinille tai sisäkattoon, jotta voitaisiin päästä parhaaseen mahdolliseen kantamaan. (Mäki & Veikkolainen 2009, s. 43.) Välityspalvelimena toimii yleensä Linux-sovelluksia käyttävä tietokone, joka vastaa ensisijaisesti tiedonkeruusta ja tiedon siirron turvallisesta siirrosta keskitettyyn Kemppi Arc System tietokantaan. Kuvassa 3 on esitetty tiedonkeruun menetelmä Arc Systemissä. (Mäki & Veikkolainen 2009, s. 43.) Kuva 3. Järjestelmäarkkitehtuuri langattomalle tiedonkeruulle Arc Systempalvelussa (Mäki & Veikkolainen 2009, s.42). Kuvan 3 mukaan langaton tiedonkeruulaite kerää halutut parametrit, kuten esimerkiksi langansyöttönopeus, hitsausvirta ja jännite. Tiedot lähetetään langattomasti tukiaseman kautta välityspalvelimelle, josta tieto lähetetään palomuurilla suojatun yhteyden kautta Kemppi Arc System tietovarastoon. Tiedonkeruulaite lähettää kerätyt tiedot välityspalvelimelle aina kahden tunnin välein ja välityspalvelimesta Kempin Arc System tietovarastoon kerätyt parametrit lähtevät joka neljäs tunti. 11
 Välityspalvelimena toimii yleensä Linux-sovelluksia käyttävä tietokone, joka vastaa ensisijaisesti tiedonkeruusta ja tiedon siirron turvallisesta siirrosta keskitettyyn Kemppi Arc System")
15 3.3.2 Kannettava tiedonkeruulaite Tiedon keruu voidaan tehdä myös vaihtoehtoisesti kannettavalla tiedonkeruu laitteella DataGun. Tiedonkeruuverkkoa ei pystytä aina rakentamaan kaikille ulkoalueille. Tällöin voidaan käyttää kannettavaa tiedonkeruulaitetta, mikä kytketään telakointiasemaan työvuoron ajaksi. Työvuoron päätyttyä hitsausparametrit puretaan yrityksen portilla, josta ne siirtyvät raportointipalvelimen kautta Kemppi Arc Systemin tietovarastoon. Kuvassa 4 on esitetty kannettava tiedonkeruulaite. (Mäki & Veikkolainen 2009, s. 43; Mäki 2010.) Kuva 4. Kannettava tiedonkeruu laite (Kemppi Oy 2009). 3.4 Tietoturva Järjestelmän tietoturvaan on puututtu siten, että Internetin kautta tapahtuva tiedonsiirto on suojattu bittisillä salausavaimilla. Radioliikennettä toisaalta on mahdollista kuunnella, mutta lähetettävä data siirretään lukusarjana, joiden ymmärtäminen ulkopuolisille on lähtökohtaisesti hankalaa. Kemppi Arc Systemin www-palvelu on suojattu vastaavasti 128- bittisillä salausavaimilla. 12
 Kuva 4. Kannettava tiedonkeruu laite (Kemppi Oy 2009). 3.")
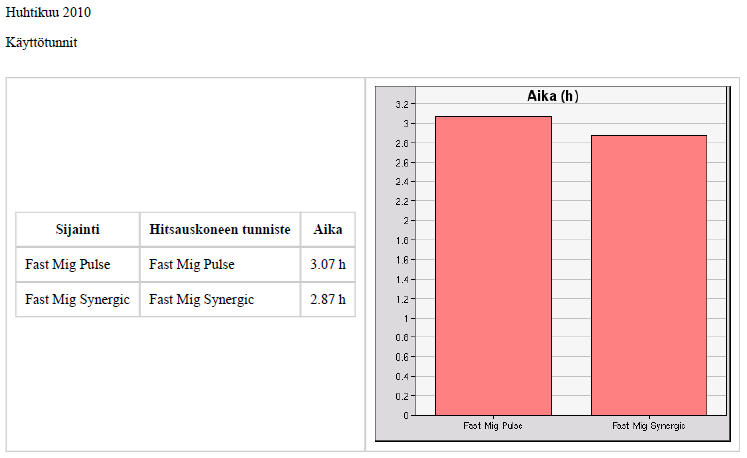
16 Verkkopalvelun suojaus on vastaava kuin verkkopankkipalveluissa. (Mäki&Veikkolainen 2009, s.43.) 3.5 Tiedon käsittely Kun tiedot on siirretty Kempin Arc System tietovarastoon, yrityksellä on mahdollista analysoida tietoja Kemppi Oy:n lähettämien raporttien muodossa. Yritys voi myös itsenäisesti suorittaa havaintoja verkkopalvelun kautta. Kemppi Oy omalta puoleltaan antaa tukea yritykselle Benchmarkingin muodossa ja konsultoimalla tietojen analysoimisessa ja johtopäätösten tekemisessä. (Kemppi 2009.) Raportit Raportit toimitetaan palvelussa asiakkaan haluamalla tavalla ja ajankohtana. Raportin toimittaminen voi olla asiakkaan halutessa joko päivittäin, viikoittain tai kuukausittain ja ne voidaan toimittaa asiakkaan halutessa joko sähköpostitse, tekstiviestillä, www- sivujen kautta tai tulosteina. Ne voivat käsitellä hitsauksen tuottavuutta, langankulutusta tai hitsausaikaa joko konekohtaisesti tai yrityskohtaisesti. Taulukossa 1 on esitetty Arc Systemin laskema ja piirtämä kuva kaikkien koneiden keskiarvosta kaariaikasuhteessa. Taulukko 1 antaa hyvän kuvan perinteisestä raportista Arc System-palvelussa. (Kemppi 2009.) 13
 3.5.")

17 Taulukko 1. Kaariaikasuhde Kempin demohitsauksessa, Essen Taulukko 1:ssä esitetty kaariaikasuhde on yritykselle hyvä tapa seurata esimerkiksi tuottavuuden kehittymistä. Kaariaikasuhde on taulukossa 1 esitetty vuorokauden työajan prosentuaalisena osuutena. Arc System- palvelussa voidaan seurata myös ylitettyjä raja-arvoja esimerkiksi WPS:iin verrattuna. Raporttien sijasta ylitetyt raja-arvot voi myös saada hälytyksinä ja varoitussignaaleina esimerkiksi tekstiviestin muodossa. Taulukossa 2 on esitetty WPS:n rajan-ylitykset ajallisesti eri menetelmillä. (Kemppi 2009.) 14

 ja Fastmig Pulse(root).")
18 Taulukko 2. WPS rajanylitykset ajallisesti eri menetelmillä Kempin demohitsauksessa Essenissä Taulukko 2 kertoo eri menetelmien tuntikohtaisen WPS rajanylitykset eri menetelmissä. Käytetyt koneet vertailussa ovat Fastmig Pulse(Al) ja Fastmig Pulse(root). Taulukossa sininen väri kuvastaa langansyötön rajanylitystä, vihreä palkki kuvastaa aikamääräistä virran ylitystä WPS:n suositukseen. Oranssi palkki kuvastaa vastaavasti kaarijänniteylityksiä. Kuvassa 5 on esitetty muistikanavien käyttöprosentit Arc Systemissä. Yksi WPS mahtuu vain yhdelle muistikanavalle. Kuva 5. Muistikanavien käyttö Kempin demohitsauksessa, Essen


19 3.5.2 Verkkopalvelu Arc System palvelu tuo mukanaan verkkopalvelun, jonka avulla järjestelmän hankkineen yrityksen on mahdollista seurata ja tarkastella oman yrityksen raportteja, hallita yrityksen tietoja ja muokata postituslistoja. Palveluun voidaan myös lisätä ja poistaa monitoroitavat hitsauskoneet ja hoitaa palvelun käyttäjähallintaa. Raportteja ja koneita seuraamalla palvelun ostaneen yrityksen on mahdollista seurata omien laitteiden suorituskykyä ja tätä kautta analysoida toimintaa ja laatua. Palveluun on mahdollista kirjautua kaikkialla missä on saatavissa Internet-yhteys. Kuvassa 6 on esitetty Kemppi Arc System WWWpalvelun aloitusikkuna. Kuva 6. Arc Systemin verkkopalvelu (Kemppi 2009). 4 ARC SYSTEM JA LAADUNHALLINTA Hitsauksen laatua heikentävät inhimilliset tekijät ja koneelliset tekijät. Inhimillisiä tekijöitä ovat esimerkiksi huolimattomuus ja asenne työtä kohden. Inhimillisten 16
.")
20 tekijöiden lisäksi itse Arc Systemillä voidaan vaikuttaa näihin mm. parametrien jatkuvalla seuraamisella, prosessidokumentaatiolla ja ongelmanratkaisulla. Lopputuotteen testaus on myös kallista monissa tapauksissa. (Kemppi 2009.) 4.1 Parametrien seuranta Parametrit, joita laaduntarkkailun näkökulmasta seurataan, keskittyvät lähinnä WPS:iin asetettuihin arvoihin. Verkkopalveluun asetettujen hitsausohjeiden kautta voidaan seurata hitsausvirtaa, kaarijännitettä ja langansyöttönopeutta. Lisäksi kyseisiin parametreihin voidaan asettaa raja-arvot, jotka ylittyessä tulee hälytyssignaali. Lämmöntuontia ja hitsausnopeutta ei tällä hetkellä voi seurata Arc Systemillä. (Kemppi 2009.) 4.2 Prosessin dokumentointi Prosessin dokumentoinnilla laadunhallinnassa tarkoitetaan lähinnä hitsausohjetta eli WPS:a. Kemppi Arc System:ssä tämä on mahdollista hallita keskitetysti hitsausohjeita Internet-palvelun kautta. Internet-palvelun kautta on myös mahdollista hallita hitsareiden pätevyysluokkia ja luokkien voimassaoloaikoja. Tällöin hitsareiden luokkien vanheneminen voidaan välttää, koska vanhenevat pätevyydet ilmoitetaan palvelun kautta. Kuvassa 7 on esitetty malli palvelusta löytyvästä hitsausohjeesta. (Kemppi 2009.) 17

 Palveluun tallennettavasta hitsausohjeesta on mahdollista nähdä esimerkiksi käytettävä hitsausmenetelmä, käytettävät hitsausparametrit ja WPS-numero.")
21 Kuva 7 Arc System verkkopalvelusta saatavat hitsausohjetiedot (Kemppi Arc System 2010.) Palveluun tallennettavasta hitsausohjeesta on mahdollista nähdä esimerkiksi käytettävä hitsausmenetelmä, käytettävät hitsausparametrit ja WPS-numero. Lisäksi hitsausohjeita tehdessä voidaan asettaa raja-arvot langansyöttönopeudelle, kaarijännitteelle ja hitsausvirralle. Tarvittaessa näiden raja-arvojen ylittyessä lähtee hälytys, joka voidaan nähdä raporteista. (Kemppi 2009.) 4.3 Ongelmanratkaisu Laadunhallinnan näkökulmasta KAS:lla voidaan havaita virta, jännite ja langansyöttöjohdannaisia hitsausvirheitä. Suoranaisesti ohjelmisto ei kerro virheen tyyppiä, mutta antaa esimerkiksi suuntaa antavaa tietoa, että kappaleesta saattaa löytyä virheitä. Raja-arvojen ylityksen antaman hälytyksen avulla voidaan paikoittaa esimerkiksi työvuoro, jolloin virhe on syntynyt ja tätä 18
22 kautta tutkia mahdollinen virhe. Lisäksi parametrien seurannan avulla voidaan tutkia konejohdannaisia virheitä. (Kemppi 2009.) 5 MARKKINATILANNE Hitsauksen monitorointi ei ole hitsaustekniikan markkinoilla uusi asia. Markkinoilta löytyy lukuisia erilaisia railonseurantajärjestelmiä, joilla voidaan tarkkailla hitsauksen laatua reaaliajassa. Laitteistoja valmistaa esimerkiksi suomalainen Finnrobotics. Ongelmana on, että laitteistot ovat lähinnä automatisoidulle ja robotisoidulle hitsaukselle. Laaduntarkkailu on myös lähtökohtaisesti erilainen kuin Kemppi Arc Systemissä, jossa laadunhallinta perustuu parametrien analysoimiseen railonseurannan sijasta. (Finnrobotics 2010.) Hitsauksen analysointiohjelmistoja löytyy mm. Esabilta ja Froniukselta. Toisaalta kyseiset ohjelmat eivät perustu kokonaisvaltaiseen tukeen ja jatkuvaan tarkkailuun hitsauksen saralla. Kempiltä löytyy myös Pro Weld Dataohjelmisto, joka perustuu hitsauksen analysointiin. Lähin Kempin Arc Systemia vastaava ohjelmisto löytyy Esabilta, jolta löytyy Aristo U82-käyttöpaneeli. Käyttöpaneelin ympärille voi koota erilaisia palveluja, kuten esimerkiksi Esabin Weldpoint-ohjelmisto. Welpoint-ohjelmisto seuraa tuottavuutta, laatua, hitsausaikoja yms. ja WeldPoint-ohjelmiston keräämiin tietoihin pääsee käsiksi myös etätietokoneen avulla. Ohjelmisto yhdessä Aristo U82:n kanssa soveltuu käsihitsauksesta aina mekanisoituun hitsaukseen ja hitsausmenetelminä voidaan käyttää eri automatisointiasteiden MIG/MAG-hitsausta, TIG-hitsausta ja puikkohitsausta. (Fronius 2010; ESAB 2010.) 6 ARC SYSTEM:N KÄYTTÖÖNOTTO LUT:SSA Lappeenrannan teknillisessä yliopistossa on käytössä kaksi Kemppi Arc System-lähetintä, jotka otettiin käyttöön Virtalähteet, mihin laitteisto asennettiin, olivat Fast Mig Pulse 450 ja Fast Mig KMS 500. Fast Mig Pulse:ssa 19
23 on langansyöttölaitteistona MXF 65 ja Synergisessä KMS 500:ssa on langansyöttölaitteena MSF Käyttöönoton vaiheet Kemppi Arc Systemin käyttöönotto ei vaadi yritykseltä erityisiä toimia. Käyttöönotto hoidetaan lähes täysin Kempin organisaation puolelta. LUT:ssa käyttöönottoon osallistui myös henkilökunta laitteistoon tutustuminen tarkoituksena. Ennen käyttöönoton aloitusta tulee huolehtia, että kohteesta löytyy verkkopistokkeita tukiasemille. LUT:n tapauksessa tukiasemia asennettiin yksi kappale, joka kattaa koko hitsauslaboratorion. Itse käyttöönotto voidaan toteuttaa seuraavassa järjestyksessä: 1) Lähettimien asennus virtalähteisiin. Kuvassa 8 on esitetty lähettimen kiinnitys FastMig KMS500:n. Lähettimenä toimii DLI W50, joka on kiinnitetty virtalähteen kylkeen. Kuva 8. Langattoman lähettimen DLI W50:n kiinnitys virtalähteeseen. Virtalähteenä kuvassa on FastMig KMS
24 2) Antennin asennus. Antenni kiinnitetään laitteiston mikropiiriin. Antennin kiinnitys on esitetty kuvassa 9. Kuva 9. Antennin kiinnitys lähettimen mikropiiriin. Antennin kiinnitys ympyröity punaisella. Antenni tulee asentaa virtalähteeseen siten, että se saa mahdollisimman vähän häiriötä hitsaustyöstä. Anteeni voidaan asentaa esimerkiksi virtalähteen takaosaan. 3) Virtalähteen ja langansyöttölaitteiston ohjelmisto tulee päivittää. Päivitys voidaan hoitaa esimerkiksi kannettavan tiedonsiirtolaitteen DataGunin avulla, johon on ladattu ennalta uusimat ohjelmistoversiot. Kuvassa 10 on esitetty virtalähteen päivitys DataGun:n avulla. 21
25 Kuva 10. Ohjelmiston päivitys DataGun- tiedonsiirtolaitteen avulla. 4) Arc System-ohjelmiston asennus Unix-ympäristöön PC:tä käyttäen Kuvassa 11 on esitetty tilanne ohjelmiston asennuksesta. Välityspalvelin yhdistetään PC:hen, jonka avulla välityspalvelimeen ladataan tarvittavat tiedot Unix-ympäristössä. 22
26 Kuva 11. Ohjelmiston asennus Unix-ympäristöön. 5) Käyttäjätilien luominen Arc System verkkopalveluun. Yrityksen tulee luoda pääkäyttäjä, joka hallinnoi raporttien jakamista yms. Käyttäjätilit luodaan ohjatusti Kempin henkilökunnan avulla. Alkuun verkkopalvelussa tulee määrittää ja tehdä vähintään: a. Tunnukset pääkäyttäjälle b. Hitsauskoneiden lisääminen c. Hitsauslangat d. Hitsauskoneiden ja lankojen liittäminen toisiinsa e. Työvuorojen määritys Työvuorot tulee määritellä heti käyttöönoton alussa. Ilman määritystä ohjelmisto käyttää jakajana vuorokauden ensimmäistä ja viimeistä minuuttia. Tällöin seurattaville arvoille tulee merkittävän suuri jakaja. 23
27 6) Laitteiston toimivuuden testaus. Ennen asennuksen lopetusta on testattava lähtevätkö tiedot välityspalvelimesta Kemppi Arc Systemtietovarastoon. Välityspalvelin hakee tiedot lähettimistä 2 tunnin välein ja tiedonsiirto Arc System tiedonsiirtovarastoon tapahtuu 4h välein. 7) Ensimmäisten raporttien seuraaminen yhdessä Kemppi Oy:n kanssa. Seurataan mm. tulevatko ensimmäiset raportit määritettynä ajankohtana ja pitävätkö ne halutun tiedon sisällään. Vaihtoehtoja raporttien seuraamiseen on monia, joten käyttäjän tulee itse määrittää haluamansa raportit Ensimmäiset raportit Ensimmäiset raportit antoivat tietoa käytetyistä virran-arvoista, käyttötunneista, kaariaikasuhteesta ja langansyöttömoottorin virran raja-arvoista. Ensimmäiset raportit ovat esitetty liitteissä 1-4. Raportit tulivat haluttuna ajankohtana, mutta sisällöltään ne eivät vastanneet täysin haluttua tietoa. Langansyöttömoottorin virran raja-arvo oli alussa ns. turhaa tietoa. Parametrien arvot alun käytössä kertoisivat enemmän tietoa, jos palveluun olisi liitetty asiaankuuluva hitsausohje. Hitsausohjeita ei luotu verkkopalveluun ensimmäisten raporttien aikana. Koneiden käyttötunnit ja kaariaikasuhderaportit olivat myös tarpeetonta tietoa, koska aihetta tutkittiin lähinnä laaduntarkkailun ja -varmistamisen näkökulmasta. Yritysmaailmassa, jossa tehdään ns. tuottavaa työtä, ovat käyttötunnit ja kaariaikasuhteen seuraaminen ensiarvoisen tärkeitä tietoja jo heti alkuun. 6.2 Havaintoja käyttöönotossa Itse laitteiston asennus virtalähteisiin sujui ilman suurempia ongelmia Lappeenrannan teknillisessä yliopistossa. Kemppi Oy:n henkilökunnan avunannolla käyttöönotossa oli suuri merkitys tähän. Ainoa ongelma oli 24

28 verkkoyhteyden löytämisessä, jotta palvelu voitaisiin yhdistää Kemppi Oy:n Arc System palvelimeen. Käyttäjätilien luominen ja koneiden liittäminen langansyöttölaitteisiin onnistui helposti verkkopalvelun kautta. Ensimmäisten hitsausohjeiden luomisessa oli pieniä hankaluuksia, johtuen käyttäjän tottumattomuudesta palveluun. Kuvassa 12 on esitetty ensimmäinen hitsausohje palvelun käyttöönotossa. Kuva 12. Hitsausohje MAG-hitsaukseen Arc Systemin verkkopalvelussa. Palvelun käyttäjänä LUT. 7 CASE PATRIA Patria on kansainvälisellä tasolla toimiva puolustus- ja ilmateollisuuskonserni, jonka omistavat European Aeronautic Defence and Space Company (26,8%) ja Suomen valtio (73,2%). Patrian tarjoamia tuotteita ja palveluja ovat mm. panssaroidut pyöröajoneuvot, kranaatinheitinjärjestelmät ja ampumatarvikkeet. Lisäksi Patria tarjoaa tukipalvelua tuotteiden elinkaaren aikana. Patria konserni kouluttaa myös lentäjiä ja tarjoaa lentokoneiden ja helikoptereiden elinkaaren 25
 Kuva 13. Patrian konsernirakenne. (Patria Oyj 2010).")
29 tukipalveluja. Patrian palveluvalikoimaan kuuluu myös Suomen puolustusvoimien maavoimien materiaalin kunnossa pito sekä tiedustelu-, valvonta- ja johtamisjärjestelmien kehitys. Kuvassa 13 on esitetty Patrian konsernirakenne. (Patria Oyj 2010.) Kuva 13. Patrian konsernirakenne. (Patria Oyj 2010). Kemppi Arc Systemin prototyyppi on ollut käytössä Patrian Land & Armamentosastolla. Land & Armament työllistää noin 550 henkilöä ja toimipaikkoja löytyy Hämeenlinnasta, Sastamalasta ja Tampereelta. Patria Land & Armament valmistaa asiakkaiden tarpeiden mukaan panssaroituja pyöröajoneuvoja ja kranaatinheitinjärjestelmiä. He antavat myös tuotteiden elinkaaren tukipalveluja. (Patria 2010.) 7.1 Patria ja Kemppi Arc System Patria Land & Armametilla oli mukana Arc Systemin kehitystyössä yhtenä pilottitehtaana vuosina Patria Land & Armament käytti kehitystyössä prototyyppiversiota, jossa testattiin lähinnä tiedonsiirtoa ja tiedonsiirron teknistä toteutusta. Ohjelmistona toimi kehitystyön aikana Kemppi ProWeld Report. Kemppi keräsi kehitystyön ohessa tietoja parametrien tallentamisesta sekä raportoinnista, josta laitteiston käyttäjät ovat kiinnostuneet. (Aaltonen 2010.) 26
30 Patria lähti Arc Systemin kehitystyöhön mukaan, koska he halusivat olla mukana kehittämässä uutta. Patrian suunnitelma oli ottaa laitteisto jatkuvaan käyttöön tuotannossa. Myöhemmin Patria kuitenkin päätti luopua hitsaavasta työstä, joka vuonna 2007 ulkoistettiin Toijala Worksille. Laitteiston käyttöönotto tuotti myös ongelmia. Laitteiston käyttöönotto tuotti ongelmia alussa, mikä on luonnollista, kun otetaan uusi laitteisto käyttöön. Ongelmat olivat alussa lähinnä teknisiä. Teknisiä ongelmia esiintyi tiedonsiirrossa, joka oletettavasti johtui liian vähäisestä tukiasemien määrästä. Lisäksi Patria epäili myös laitteistojen olevan häiriöille alttiita. Tiedonsiirtoa saattoi häiritä nosturien liikeradat yms. jolloin tiedonsiirto ei ollut mahdollista kahden eri tukiaseman avulla. Ongelmia esiintyi myös etäkäytössä Kempin puolella, joihin ilmeisesti löytyi ratkaisu myöhemmässä vaiheessa. Laitteisto oli alun ongelmien jälkeen suhteellisen toimintavarma. Pieniä ongelmia ilmaantui kuitenkin koko laitteiston käyttöhistorian ajan. (Aaltonen 2010;Patria Oyj 2006.) 7.2 Arc Systemillä saavutetut hyödyt ja kehitysehdotukset Laadunhallinnan osa-alueella järjestelmässä seurattiin Patrian Land & Armetissa lähinnä hitsausparametrien keskiarvoja kuukausi- ja viikkotasolla. Poikkeamat hitsausarvoissa antoivat syyn epäillä myös laadullisia ongelmia. Muutama poikkeama löytyi Arc Systemin avulla jo heti alkuvaiheessa. Tuotannon kehityksessä ja hallinnassa Arc System:llä voitiin selvittää tiettyyn osakokoonpanoon kuluva hitsausaika. Tällöin voitiin arvioida mm. asetusajat yms., kun tiedettiin kokonaisaika. Kokonaisajan tietäminen johti työvaiheen järkevöittämiseen eli työvaiheiseen osattiin valita oikea määrä esimerkiksi kiinnittimiä. Kustannusten hallinnassa Arc System auttoi lisäainekulutusten arvioimisessa vuositasolla. Tämä omalta osaltaan mahdollisti pyytämään paremmin arvioituja tarjouksia lisäainetoimittajilta. (Aaltonen 2010.) Patria Land & Armamet keskittyi Arc Systemin kanssa lähinnä hitsausparametrien ja käytetyn ajan arvioimiseen. Kuitenkin he olisivat halunneet seurata myös kaasunkulutusta, huollon tarvetta ja muita kustannuksiin vaikuttavia kohteita, jotka nykyinen Arc System mahdollistaa. 27
31 Valitettavasti tämä ei ollut mahdollista aikaisemmassa versiossa. (Aaltonen 2010.) Suurimmat ongelmat Patria Land & Armamet koki Arc Systemin kanssa hitsaajien muutosvastaisuudessa. Hitsaajilla oli varsinkin alussa isoveli valvoo -mentaliteetti Arc Systemia kohtaan ja välillä seurantalaitteistot olivat irrotettu laitteistoista. Neuvotteluiden jälkeen hitsarit ymmärsivät, että Arc Systemillä ei ole tarkoitus seurata yhden hitsarin työtä, vaan kokonaishitsausaikaa. (Aaltonen 2010.) Patrian Land & Armametin yleinen mielipide Kemppi Arc Systemistä on hyvä. Arc System antaa mahdollisuudet seurata hitsauksessa syntyviä kustannuksia tehokkaasti ja pienellä vaivalla. Arc Systemin etu on myös se, että vastaavia tuotteita ei löydy muilta valmistajilta. Land & Armametin mielestä Arc System on tarpeellinen hitsaavan konepajan työkalu. (Aaltonen 2010.) 8 JOHTOPÄÄTÖKSET JA MAHDOLLISET KEHITYSEHDOTUKSET Kemppi Arc System on innovatiivinen tuottavuuden hallintaohjelmisto, jolla on varmasti hitsausmarkkinoilla kysyntää ja tulevaisuutta. Tuottavuuden seuraaminen toimii palvelussa hyvin ja näin siitä on hyötyä myös yrityksen tuotannon suunnittelussa. Laadunhallinnan näkökulmasta KAS:ssa on vielä kehitettävää. Varsinkin laaduntarkkailu ei kykene korvaamaan erilaisia railonseurantajärjestelmiä tai muita monitorointilaitteistoja. 8.1 Havaittuja ongelmakohtia KAS on vielä suhteellisen tuore palvelu, joten siinä on luonnollisesti virheitä ja ongelmia. Ongelmakohdissa on keskitytty laadunhallinnallisiin ongelmiin, mutta havainnoitu myös mahdollisia muita ongelmakohtia. 28
32 8.1.1 Laadunhallinnan näkökulmasta Laadunhallinnan näkökulmasta Kemppi Arc System tuntuu vielä keskeneräiseltä. Palvelun verkko-ohjelmistoon on helppo syöttää uusia hitsausohjeita, mutta verkkoon syötettävien parametrien määrä ei vastaa todelliseen hitsaustyöhön tarvittavien parametrien määrää. Verkko WPS:ään ei voi esimerkiksi määrittää hitsausnopeutta ja lämmöntuontia. Hitsausnopeutta ja lämmöntuontia ei toisaalta voi edes seurata KAS:n avulla. Ilmeisesti lämmöntuonnin seuraaminen on kehitysasteella Kempillä, joten lämmöntuonti parametrina saattaa tulla käyttöön tulevaisuudessa. Verkko WPS:n kanssa tulee ongelmia myös parametrien vaihteluiden kanssa. Esimerkki tilanteena voidaan käyttää MAG-prosessia, jossa juuripalan, päällipalon ja täytepalkojen väliset halutut parametriarvot voivat muuttua varsinkin kaarijännitteen ja hitsausvirran osalta. Yksi verkko WPS voi seurata vain yhtä parametrien arvoväliä, jolloin tämä saattaa johtaa tilanteeseen, jossa parametrin arvojen ylityksiä tulee liian herkästi tai ei ollenkaan. Parametrien ylitysten aiheuttamiin hälytyksiin vaikuttaa käyttäjän asettama hälytysväli. Hitsausohjeiden seuraaminen on hankalaa verkkopalvelun kautta. Yhteen palvelun muistikanavaan mahtuu vain yksi verkko WPS ja yhteen verkko hitsausohjeeseen mahtuu yksi parametri väli jokaista hitsausparametria kohden. Tämä tarkoittaa, että yksi hitsauskone saattaa käyttää monta muistikanavaa yhden hitsausohjekokonaisuuden toteuttamiseksi, koska yksi tosielämän WPS saattaa tarvita useamman verkko WPS:n. Palvelun WPS:it ovat myös yrityskohtaisia, eikä niitä voi määritellä konekohtaisesti. Tällöin yritys saattaa ajautua tilanteeseen, jossa muistikanavien tulkinta on hankalaa, koska tutkittavia muistikanavia saattaa olla käytössä useampi yhtä hitsiä kohden. Yleinen laaduntarkkailu on hankalaa palvelun avulla. Rajan ylitykset hitsausohjeissa kertovat mahdollisista ongelmista hitseissä ja ovatko virheet mahdollisesti konejohdannaisia tai inhimillisiä. Rajan ylitykset eivät kuitenkaan mahdollista välitöntä reagointia ongelmaan, vaan reagointi tapahtuu jälkikäteen. Virheen paikallistaminen saattaa tällöin olla vaikeaa. Toisaalta palvelu 29
33 mahdollistaa suhtautumisen laadullisiin ongelmiin siten, että virheet eivät toistu jatkossa Palvelun muilla osa-alueilla Ajastettu tiedon siirto on hyvä lisä Arc Systemissä ja se helpottaa palvelun pääkäyttäjien työtä. Ongelmakohta tiedonsiirrossa on se, että virtalähteen tulee olla päällä määritettynä tiedonsiirtoaikana, jotta kerätyt parametrit päätyvät välityspalvelimeen. Tiedot kyllä pysyvät tallessa tiedonkeruulaitteessa aina seuraavaan lähetyskertaan. Kemppi Arc Systemin verkkopalvelu vaikuttaa vielä keskeneräiseltä ohjeistuksen osalta. Ohjeita ei ole vielä tehty tai ohjelmiston päivityksen aikana ohjeet on unohdettu lisätä verkkopalveluun. Ohjeiden puuttuessa Ohje-painike antaa tyhjän sivun. Kun ohjeistus on unohdettu lisätä uusien välilehtien tullessa käyttöön, antaa palvelu kuvan 14 mukaisen ilmoituksen: Missing helpfile weldingdesignation/createdesignation. Ohjeistuksen päivitys olisi suositeltavaa palvelun käytön sujuvuuden takaamiseksi. Käyttäjän ollessa ensikertalainen saattaa olla tarvetta ohjeistukseen tietyillä osa-alueilla, kuten esimerkiksi hitsausohjeen luomisessa ja niiden liittämisessä tiettyyn hitsauskoneeseen. 30

34 Kuva 14. KAS:n verkkopalvelussa tuleva teksti puuttuvasta tiedostosta. Laitteistossa ei itsessään ole ongelmia, mutta verkkopalvelu on vielä hankala käyttää. Tarvittavat tiedot kyllä löytyvät pienen etsimisen ja palveluun perehtymisen jälkeen. 8.2 Haasteita ja kehitysehdotuksia Suurimmat haasteet Kemppi Arc Systemin käyttöönotossa on laitteiston markkinointi työyhteisöön. Hitsaava työvoima voi helposti kuvitella isoveli valvoo -tilannetta, jolloin työntekijöiden oma asenne voi haitata työntekoa ja tätä kautta tuottavuutta. Työnantajan tulisi pyrkiä esittelemään ohjelmisto ratkaisuna kehittää tuotantoa koko yrityksen mittakaavassa, eikä vain yksittäisen työntekijän tai vuoron kohdalla. Laadunhallinnalliset haasteet palvelusta löytyvät hitsausohjeiden kehittämisessä palvelussa. Hitsausohjeet eivät vastaa www-palvelussa 31
35 reaalimaailman hitsausohjeita, koska palvelun hitsausohjeista puuttuu tarvittavia seurattavia parametreja hyvän laaduntarkkailun saavuttamiseksi. Kehitysehdotuksena palvelulle olisi parametrien syötön uudelleen määritys, jolloin käyttäjä voisi luoda parametri välit erikseen juuripalolle, täytepaloille ja päällipaloille. Haastavaa parametrivälien uudelleen määrityksessä on ohjelmiston suunnitteleminen siten, että se ymmärtää mitä hitsin osaa tehdään milloinkin. Seurattaviin parametreihin pitäisi saada lisättyä vähintään lämmöntuonti ja hitsausnopeus. Ajastetun tiedonsiirron kehitysehdotuksena voi olla, että tiedonkeruulaite lähettää tiedot eteenpäin aina hitsaustyön loppuessa. Tämä mahdollistaisi sen, että tieto siirtyy eteenpäin mahdollisimman pian ilman viiveitä analysoitavaksi. Tiedonkeruu laitteen antennia voi myös kehittää ja miettiä sisäisen antennin mahdollisuutta. Tällöin antennin joutuminen häiriöille alttiiksi tulisi minimoitua. Ohjeistusta palvelussa tulee kehittää verkkopalvelussa. Ensikertalaisen on hyvin hankala käyttää palvelua ilman kunnon ohjeistusta. Ohjeistus puuttuu täysin monista paikoista tai ohje-painike ei kerro mitään itsestäänselvyyttä kummempaa. Esimerkiksi tietyn hitsausohjeen käyttöönottoon olisi hyvä saada ohjeistus. Osa ohjeista taas kertoo huonosti miten tulee toimia tai ohje on itsestäänselvyys. Esimerkkinä Lisäaineet on määriteltävä ensin, jotta niitä voi yhdistää langansyöttölaitteisiin. Verkkopalvelun raporttien ajossa voi valita vain yhden päivän näytettäväksi. Palvelua voi kehittää siten, että kalenterista voi valita yhden päivämäärän sijasta kokonaisen ajanjakson tai tuottavat päivämäärät ovat merkitty eri värillä. Tämä helpottaa raporttien hakua esimerkiksi yrityksissä, jossa hitsauslaitteisto ei ole jokapäiväisessä käytössä. 9 MAHDOLLISIA JATKOTUTKIMUKSIA Laadunhallinnan puolella Arc Systemiini voisi tutkia lämmöntuonnin seurannan mahdollisuutta. Lämmöntuonnilla on merkitystä syntyvän hitsin jähmettymiseen 32
36 ja tätä kautta laatuun. Lämmöntuonnin seuraamisen lisääminen palveluun nostaa palvelun arvoa, jos tämä olisi mahdollista. Nykyaikana lämmöntuonnin merkitys on kasvanut huomattavasti erityisesti esimerkiksi suurlujien terästen ja lujien alumiinien tullessa markkinoille. Lämmöntuonnin alaraja ja yläraja vaikuttaa karkenemiseen, vetyhalkeiluvaaraan, rakeen kasvuun ja sitkeyden heikkenemiseen. Hitsausnopeuksista Arc System seuraa ainoastaan lisäaine-langan nopeutta. Palveluun voisi tutkia hitsausnopeuden seuraamisen mahdollisuutta. Hitsausnopeuden seuraamisen pohjalta voidaan arvioida mm. nopeuden vaikutusta esimerkiksi tunkeumaan. 10 YHTEENVETO Kandidaatin työn tarkoituksena oli esitellä Kemppi Arc System ja sen käyttöönotto hitsauksen laadunhallinnan näkökulmasta sekä tuoda Kemppi Oy:n organisaation ulkopuolinen näkemys Arc Systemin käyttöönotossa laadunhallinnan näkökulmasta. Palvelun käyttöönotto on kohtalaisen vaivatonta, johtuen Kemppi Oy:n henkilöstön tuesta käyttöönotossa. Käyttöönotto ilman konsultointia tai henkilöstön apua on hyvin hankalaa ja työlästä. Laadunhallinta on moniulotteinen käsite hitsaustekniikassa, johon KAS:lla on erilainen lähestymistapa laaduntarkkailun ja varmistuksen suhteen. Kemppi Arc System tarkkailee laatua erilaisella lähestymistavalla. Palvelu kerää parametrivaihtelut muistiin, joiden analysoinnin pohjalta tiedot tulevat halutun raportin muodossa käyttäjälle. Näiden tietojen pohjalta mahdolliset inhimilliset ja konepohjaiset hitsausvirheet on mahdollista löytää. Laaduntarkkailu ja varmistus ei vielä korvaa muita menetelmiä, mutta sillä on edellytykset kehittyä. Palvelun WPS:ään tulisi lisätä enemmän seurattavia 33
37 parametreja, kuten hitsausnopeus ja lämmöntuonti. Nykyinen WPS ei myöskään huomioi tarpeeksi eri palkojen parametrivaihteluita. Kemppi Arc System on hyvä palveluratkaisu tuottavuuden seuraamiseen ja kehittämiseen. KAS antaa suoraa tietoa yrityksen tuottavuudesta, jonka avulla voidaan etsiä tuotannon pullonkaulat. Tietojen pohjalta tuottavuutta on helppo kehittää ja nostaa. 34
38 LÄHDELUETTELO: Aaltonen, A External Production Manager. Patria Land & Armament. Sähköposti- ja puhelinhaastattelu Haastattelija Antti Heikkilä Finnrobotics [Yrityksen verkkosivut]. [Viitattu ]. Saatavissa: Fronius International GMbH [Yrityksen verkkosivut]. [Viitattu ]. Saatavissa: ESAB [Yrityksen verkkosivut]. [Viitattu ]. Saatavissa: Häkkilä, J Hitsausohjeiden laadinta ja hyväksyminen, luentokalvot. [Viitattu ]. Saatavissa: uksen_laatu_ja_laadunvarmistus/2005_12_13_hitsausohjeiden_laadinta_ja_hy v%c3%a4ksyminen_juha_h%c3%a4kkil%c3%a4.pdf Patria Oyj [Yrityksen verkkosivut]. [viitattu ]. Saatavissa: Patria Oyj Kehitysehdotuksia Kempin PWR-ohjelmistoon, muistio. Mäki. M Projektipäällikkö. Kemppi Oy. Sähköpostihaastattelu Haastattelija Antti Heikkilä. Mäki, M & Veikkolainen, M Hitsaustyönhallinta tuottavuuden tehostajana. Hitsaustekniikka 5/2009. S
39 Kemppi Oy Kemppi Arc System: Hitsauksen hallintajärjestelmä, esitys kalvot. Kemppi Arc System Kemppi Arc System- verkkopalvelu. [Viitattu ] Saatavissa: Kemppi Oy [Yrityksen verkkosivut]. [Viitattu ]. Saatavissa: Lukkari, J Hitsaustekniikka: Perusteet ja kaarihitsaus. Oy Edita Ab, Helsinki, 292 s. Martikainen, J Hitsauksen laadunvarmistus, luentomoniste. Lappeenrannan teknillinen yliopisto, Lappeenranta, 296 s. Martikainen, J Hitsaustekniikan jatkokurssi, luentomoniste. Lappeenrannan teknillinen yliopisto, Lappeenranta, 193 s. SFS-EN ISO Hitsausohjeet ja niiden hyväksyntä metalleille. Yleisohjeet. Suomen standardoimisliitto SFS. 30 s. Vilpas, M Hitsauksen laadunhallinta, [verkko julkaisu]. [Viitattu ]. Saatavissa: /materiaali/Kon-67_4200_hitsauksen_laadunhallintaa.pdf Zhang,Y Real-time weld process monitoring. Woodhead Publishing Limited, Cambridge, England, s

40 LIITE 1 PARAMETRIEN ARVOJA
41 LIITE 2 KÄYTTÖTUNNIT

42 KAARIAIKASUHDE LIITE 3

43 LANGANSYÖTTÖMOOTTORIN VIRTA RAJA-ARVOSSA LIITE 4
ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN
 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN 23.07.2019 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä
ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN 23.07.2019 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN
 ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 28.11.2018 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 28.11.2018 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
ArcInfo, Uusi ulottuvuus hitsauskoulutukseen. ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN (7)
") ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 15.08.2016 1(7) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 15.08.2016 1(7) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
ArcInfo, Uusi ulottuvuus hitsauskoulutukseen. ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN (6)
") ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 1(6) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan tarkkaan analysointiin?
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 1(6) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan tarkkaan analysointiin?
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Welding quality management
 Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
! LAATUKÄSIKIRJA 2015
 LAATUKÄSIKIRJA Sisällys 1. Yritys 2 1.1. Organisaatio ja vastuualueet 3 1.2. Laatupolitiikka 4 2. Laadunhallintajärjestelmä 5 2.1. Laadunhallintajärjestelmän rakenne 5 2.2. Laadunhallintajärjestelmän käyttö
LAATUKÄSIKIRJA Sisällys 1. Yritys 2 1.1. Organisaatio ja vastuualueet 3 1.2. Laatupolitiikka 4 2. Laadunhallintajärjestelmä 5 2.1. Laadunhallintajärjestelmän rakenne 5 2.2. Laadunhallintajärjestelmän käyttö
Turulan konepajalla panostetaan ensiluokkaiseen
 Tehtaanjohtaja Ilkka Hiltunen ja kolme Brasiliaan lähtevää järeää kiekkosuodatinta. Turulan konepajalla panostetaan ensiluokkaiseen teknologiaan Teknologiayritys Outotec on ottanut Turulan konepajansa
Tehtaanjohtaja Ilkka Hiltunen ja kolme Brasiliaan lähtevää järeää kiekkosuodatinta. Turulan konepajalla panostetaan ensiluokkaiseen teknologiaan Teknologiayritys Outotec on ottanut Turulan konepajansa
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Welding documentation management
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA. Kemppi K5 Hitsauslaitteet. KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta
 KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Liikkuvien työkoneiden etäseuranta
 Liikkuvien työkoneiden etäseuranta TAMK IoT Seminaari 14.4.2016 2 1) IoT liiketoiminnan tukena 2) Iot ja liikkuvat työkoneet 3) Case esimerkit 4) Yhteenveto, johtopäätökset, tulevaisuuden näkymät Cinia
Liikkuvien työkoneiden etäseuranta TAMK IoT Seminaari 14.4.2016 2 1) IoT liiketoiminnan tukena 2) Iot ja liikkuvat työkoneet 3) Case esimerkit 4) Yhteenveto, johtopäätökset, tulevaisuuden näkymät Cinia
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Welding procedure and qualification management
 Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen konenäköpohjainen. laadunvarmistus konepajasovelluksissa. TkT IWE KTM Anna Fellman / Weldcon (tmi)
") Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ HITSATTAESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
Welding documentation management
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
1 YLEISKUVAUS... 2. 1.1 Laajakaistaliittymä... 2. 1.2 Palvelun rajoitukset... 2 2 PALVELUKOMPONENTIT... 3. 2.1 Päätelaite... 3. 2.2 Nopeus...
 Palvelukuvaus 1 Sisällysluettelo 1 YLEISKUVAUS... 2 1.1 Laajakaistaliittymä... 2 1.2 Palvelun rajoitukset... 2 2 PALVELUKOMPONENTIT... 3 2.1 Päätelaite... 3 2.2 Nopeus... 3 2.3 IP- osoitteet... 3 3 TOIMITUS
Palvelukuvaus 1 Sisällysluettelo 1 YLEISKUVAUS... 2 1.1 Laajakaistaliittymä... 2 1.2 Palvelun rajoitukset... 2 2 PALVELUKOMPONENTIT... 3 2.1 Päätelaite... 3 2.2 Nopeus... 3 2.3 IP- osoitteet... 3 3 TOIMITUS
EN 1090-1 Kantavat teräsrakenteet. Hitsauskoordinoijan ohjekirja. Innover. Innovator Network Oy innover@ innover.fi
 EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
Ecom hinnastopalvelu LV-, Ilma- ja Kylmäala
 Ecom hinnastopalvelu LV-, Ilma- ja Kylmäala 2013 2013 -merkistä tunnistat uudet ominaisuudet Tuote- ja hintatietojen päivitys Ecom OVeTista Ecom Ovet hinnastopalvelu on tehty palvelemaan Ecomin LVI-, Kylmä-
Ecom hinnastopalvelu LV-, Ilma- ja Kylmäala 2013 2013 -merkistä tunnistat uudet ominaisuudet Tuote- ja hintatietojen päivitys Ecom OVeTista Ecom Ovet hinnastopalvelu on tehty palvelemaan Ecomin LVI-, Kylmä-
Welding production management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding production management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 17.12.2017 Welding production management TÄYDELLINEN RATKAISU HITSAUSTUOTANNON KOKONAISVALTAISEEN HALLINTAAN Me Kempillä tiedämme, että
Welding production management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 17.12.2017 Welding production management TÄYDELLINEN RATKAISU HITSAUSTUOTANNON KOKONAISVALTAISEEN HALLINTAAN Me Kempillä tiedämme, että
Nostetta kuormankäsittelyyn
 Kuormausnosturit Vaihtolavalaitteet Ajoneuvotrukit Takalaitanostimet Puutavara- ja kierrätysnosturit Nostetta kuormankäsittelyyn www.hiab.com Hiab tuntee kuormankäsittelyn toimialat ja niiden erityispiirteet.
Kuormausnosturit Vaihtolavalaitteet Ajoneuvotrukit Takalaitanostimet Puutavara- ja kierrätysnosturit Nostetta kuormankäsittelyyn www.hiab.com Hiab tuntee kuormankäsittelyn toimialat ja niiden erityispiirteet.
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Tekesin rooli teollisuuden palveluliiketoiminnan uudistamisessa
 Tekesin rooli teollisuuden palveluliiketoiminnan uudistamisessa Lauri Ala-Opas Tekes 21.3.2013 Rahoituspäätökset teollisuuteen ja palveluihin Miljoonaa euroa 200 Palvelut 150 Teollisuus 100 Muut toimialat
Tekesin rooli teollisuuden palveluliiketoiminnan uudistamisessa Lauri Ala-Opas Tekes 21.3.2013 Rahoituspäätökset teollisuuteen ja palveluihin Miljoonaa euroa 200 Palvelut 150 Teollisuus 100 Muut toimialat
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto
 Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Ohje WILE 200 PC-ohjelman käyttöön
 Ohje WILE 200 PC-ohjelman käyttöön Page 1/9 1. Sisällysluettelo Ohje WILE 200 PC-ohjelman käyttöön... 1 1. Sisällysluettelo... 2 2. Asennus... 3 2.1 Ohjelman asennus... 3 2.2 Laiteajurin asennus... 3 3.
Ohje WILE 200 PC-ohjelman käyttöön Page 1/9 1. Sisällysluettelo Ohje WILE 200 PC-ohjelman käyttöön... 1 1. Sisällysluettelo... 2 2. Asennus... 3 2.1 Ohjelman asennus... 3 2.2 Laiteajurin asennus... 3 3.
Kemppi K7 Hitsauslaitteet
 FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
7signal Sapphire. Ratkaisuesittely
 7signal Sapphire Ratkaisuesittely Agenda 7signal Ratkaisu Yleiskuvaus Kolme komponenttia Tehtävät Kohdeasiakkaat Palvelut Esimerkkikuvia 7signal Langattomien verkkojen hallintaan, ylläpitoon ja kehittämiseen
7signal Sapphire Ratkaisuesittely Agenda 7signal Ratkaisu Yleiskuvaus Kolme komponenttia Tehtävät Kohdeasiakkaat Palvelut Esimerkkikuvia 7signal Langattomien verkkojen hallintaan, ylläpitoon ja kehittämiseen
Mika Harju TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN
 Mika Harju TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN Mika Harju Opinnäytetyö Kevät 2014 Kone- ja tuotantotekniikan koulutusohjelma
Mika Harju TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN TUOTANTOSTUDION HITSAUKSEN LAATUJÄRJESTELMÄN KEHITTÄMINEN Mika Harju Opinnäytetyö Kevät 2014 Kone- ja tuotantotekniikan koulutusohjelma
Palvelupyyntöjärjestelmä. Asiakkaan ohje
 Palvelupyyntöjärjestelmä Asiakkaan ohje Festum Software Oy Palvelupyyntöjärjestelmä asiakkaan ohje 2 ( 8 ) Sisällysluettelo 1. Palvelupyyntöjärjestelmä osana asiakastukea... 3 2. Käytön aloittaminen...
Palvelupyyntöjärjestelmä Asiakkaan ohje Festum Software Oy Palvelupyyntöjärjestelmä asiakkaan ohje 2 ( 8 ) Sisällysluettelo 1. Palvelupyyntöjärjestelmä osana asiakastukea... 3 2. Käytön aloittaminen...
Yrityskohtaiset LEAN-valmennukset
 Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
TARKASTUSMENETTELYLLÄ SAVUNPOISTO HALLINTAAN. 10_12_2009_Timo Salmi
 TARKASTUSMENETTELYLLÄ SAVUNPOISTO HALLINTAAN Savunhallintaprojekti 12/2008 03/2010 Status 1. Savunhallintalaitteistojen määrittely ja kartoitus valmis 2. Savunhallintalaitteiden tarkastustoiminnan nykytilanne
TARKASTUSMENETTELYLLÄ SAVUNPOISTO HALLINTAAN Savunhallintaprojekti 12/2008 03/2010 Status 1. Savunhallintalaitteistojen määrittely ja kartoitus valmis 2. Savunhallintalaitteiden tarkastustoiminnan nykytilanne
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3
 Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Terveydenhuollon tehokas johtaminen edellyttää parhaat raportointi- ja analysointityövälineet
 Terveydenhuollon tehokas johtaminen edellyttää parhaat raportointi- ja analysointityövälineet Tarvitsetko vastauksia seuraaviin kysymyksiin: - miten hoitokustannukset jakautuvat jäsenkuntien kesken? -
Terveydenhuollon tehokas johtaminen edellyttää parhaat raportointi- ja analysointityövälineet Tarvitsetko vastauksia seuraaviin kysymyksiin: - miten hoitokustannukset jakautuvat jäsenkuntien kesken? -
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
TALOUSHALLINTOJÄRJESTELMÄN YHTEISKÄYTTÖ TILITOIMISTON KANSSA
 Pikaopas TALOUSHALLINTOJÄRJESTELMÄN YHTEISKÄYTTÖ TILITOIMISTON KANSSA Mikä on sähköinen taloushallinto? Sähköinen taloushallinto tarkoittaa yksinkertaistettuna yrityksen taloushallintoon liittyvien tehtävien,
Pikaopas TALOUSHALLINTOJÄRJESTELMÄN YHTEISKÄYTTÖ TILITOIMISTON KANSSA Mikä on sähköinen taloushallinto? Sähköinen taloushallinto tarkoittaa yksinkertaistettuna yrityksen taloushallintoon liittyvien tehtävien,
TAPAHTUMIEN SEURANTA KEHITYSEHDOTUSTEN KIRJAUS POIKKEAMIEN HALLINTA
 TAPAHTUMIEN SEURANTA KEHITYSEHDOTUSTEN KIRJAUS POIKKEAMIEN HALLINTA LMQ -ohjelmisto Kenelle miten miksi? LogMaster Oy 2007-2009 LMQ miksi? 1. KUSTANNUSTEN ALENTAMINEN Johtamisen välineet tapahtumien kirjaaminen
TAPAHTUMIEN SEURANTA KEHITYSEHDOTUSTEN KIRJAUS POIKKEAMIEN HALLINTA LMQ -ohjelmisto Kenelle miten miksi? LogMaster Oy 2007-2009 LMQ miksi? 1. KUSTANNUSTEN ALENTAMINEN Johtamisen välineet tapahtumien kirjaaminen
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA
 WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
OPER:03. Kysymyksiä Toimintatietoanalyysistä. fi-fi. Usein kysyttyjä kysymyksiä. Painos 2. Scania CV AB 2014, Sweden
 OPER:03 Painos 2 fi-fi Kysymyksiä Toimintatietoanalyysistä Usein kysyttyjä kysymyksiä Scania CV AB 2014, Sweden Johdanto Johdanto Tämän asiakirjan tarkoitus on helpottaa Toimintatietoanalyysin ongelmanratkaisua
OPER:03 Painos 2 fi-fi Kysymyksiä Toimintatietoanalyysistä Usein kysyttyjä kysymyksiä Scania CV AB 2014, Sweden Johdanto Johdanto Tämän asiakirjan tarkoitus on helpottaa Toimintatietoanalyysin ongelmanratkaisua
KEMPPI K5 HITSAUSLAITTEET. MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN
 KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
1 NETIKKA PUHENETTI -PALVELUIDEN KÄYTTÖÖNOTTO-OHJE...2. 2 Palvelut...4. 3 Käyttö...5. 4 Yleisimmät ongelmat...11. 5 Yhteystietoja...
 1 (13) 1 -PALVELUIDEN KÄYTTÖÖNOTTO-OHJE...2 1.1 Yleistä...2 1.2 Siirtyminen perinteisestä lankaliittymästä VoIP-palvelun käyttäjäksi...2 1.3 Paletti...2 1.4 NAT...2 1.5 FAX- ja muut erikoislaitteet...3
1 (13) 1 -PALVELUIDEN KÄYTTÖÖNOTTO-OHJE...2 1.1 Yleistä...2 1.2 Siirtyminen perinteisestä lankaliittymästä VoIP-palvelun käyttäjäksi...2 1.3 Paletti...2 1.4 NAT...2 1.5 FAX- ja muut erikoislaitteet...3
Nimettömien tietojen lähettäminen Lenovolle
 Nimettömien tietojen lähettäminen Lenovolle Sisältö Nimettömien tietojen lähettäminen Lenovolle... 1 Harmony... 1 Lenovo Companion 3.0... 2 Lenovo Customer Engagement Service... 3 Lenovo Experience Improvement
Nimettömien tietojen lähettäminen Lenovolle Sisältö Nimettömien tietojen lähettäminen Lenovolle... 1 Harmony... 1 Lenovo Companion 3.0... 2 Lenovo Customer Engagement Service... 3 Lenovo Experience Improvement
TW- EAV510 v2: WDS- TOIMINTO KAHDEN TW- EAV510 V2 LAITTEEN VÄLILLÄ
 TWEAV510 v2: WDSTOIMINTO KAHDEN TWEAV510 V2 LAITTEEN VÄLILLÄ Alla kaksi vaihtoehtoista ohjetta WDSverkon luomiseksi Ohje 1: WDSyhteys käyttää WPAsalausta. Tässä ohjeessa WDSyhteys toimii vain, kun tukiasema
TWEAV510 v2: WDSTOIMINTO KAHDEN TWEAV510 V2 LAITTEEN VÄLILLÄ Alla kaksi vaihtoehtoista ohjetta WDSverkon luomiseksi Ohje 1: WDSyhteys käyttää WPAsalausta. Tässä ohjeessa WDSyhteys toimii vain, kun tukiasema
Welding Production Analysis
 Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1(7) WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon tunteminen läpikotaisin
Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1(7) WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon tunteminen läpikotaisin
KEMPPI K7 HITSAUSLAITTEET. FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE
 KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
Hitsaustuotanto haltuun globaalisti. Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.
 Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Tuoteyrityksen tutkimus- ja kehityshaasteet. Mikko Veikkolainen Vice President, Research, Development and Innovation
 Tuoteyrityksen tutkimus- ja kehityshaasteet Mikko Veikkolainen Vice President, Research, Development and Innovation Konepajateollisuuden kehitysohjelman valmistelu työpaja 21.01.2010 Globaali teknologiajohtaja
Tuoteyrityksen tutkimus- ja kehityshaasteet Mikko Veikkolainen Vice President, Research, Development and Innovation Konepajateollisuuden kehitysohjelman valmistelu työpaja 21.01.2010 Globaali teknologiajohtaja
Welding documentation management
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
TOIMIJAREKISTERIN TOTEUTUKSEN JA YLLÄPIDON HANKINTA - HANKINNAN YKSI- LÖINTI HUOM!
 TARJOUSPYYNTÖ / LIITE 1 1 (5) TOIMIJAREKISTERIN TOTEUTUKSEN JA YLLÄPIDON HANKINTA - HANKINNAN YKSI- LÖINTI HUOM! Tällä liitteellä yksilöidään hankinnan kohteen ominaisuuksia ja toiminnallisuuksia, jotka
TARJOUSPYYNTÖ / LIITE 1 1 (5) TOIMIJAREKISTERIN TOTEUTUKSEN JA YLLÄPIDON HANKINTA - HANKINNAN YKSI- LÖINTI HUOM! Tällä liitteellä yksilöidään hankinnan kohteen ominaisuuksia ja toiminnallisuuksia, jotka
SÄHKÖTEKNIIKAN KOULUTUSOHJELMA 2010
 SÄHKÖTEKNIIKAN KOULUTUSOHJELMA 2010 Sähkötekniikan koulutusohjelman toimintaympäristö ja osaamistavoitteet Sähkötekniikan koulutusohjelma on voimakkaasti poikkialainen ja antaa mahdollisuuden perehtyä
SÄHKÖTEKNIIKAN KOULUTUSOHJELMA 2010 Sähkötekniikan koulutusohjelman toimintaympäristö ja osaamistavoitteet Sähkötekniikan koulutusohjelma on voimakkaasti poikkialainen ja antaa mahdollisuuden perehtyä
Mobiililaitteiden WiFi-vahvistin WN1000RP Asennusopas
 Mobiililaitteiden WiFi-vahvistin WN1000RP Asennusopas Tuki Kiitos, että valitsit NETGEAR-tuotteen. Kun olet asentanut laitteen, rekisteröi tuotteesi laitteen pohjaan merkityn sarjanumeron avulla osoitteessa
Mobiililaitteiden WiFi-vahvistin WN1000RP Asennusopas Tuki Kiitos, että valitsit NETGEAR-tuotteen. Kun olet asentanut laitteen, rekisteröi tuotteesi laitteen pohjaan merkityn sarjanumeron avulla osoitteessa
TRUCONNECT Etäpalvelut REAALIAIKAINEN TUOTANNON TEHOKKUUDEN VALVONTA
 Teollisuusnosturit Ydinvoimalanosturit Satamanosturit Raskaat trukit Kunnossapito Työstökonehuolto ETÄPALVELUT TRUCONNECT Etäpalvelut REAALIAIKAINEN TUOTANNON TEHOKKUUDEN VALVONTA TIEDÄTKÖ KUINKA TEHOKKAASTI
Teollisuusnosturit Ydinvoimalanosturit Satamanosturit Raskaat trukit Kunnossapito Työstökonehuolto ETÄPALVELUT TRUCONNECT Etäpalvelut REAALIAIKAINEN TUOTANNON TEHOKKUUDEN VALVONTA TIEDÄTKÖ KUINKA TEHOKKAASTI
Olemme palvelleet asiakkaitamme osaavana ja luotettavana yhteistyökumppanina jo vuodesta 1976.
 KETTERÄ JA TINKIMÄTÖN KUMPPANI Terässaari Oy on sertifioitu alihankintakonepaja, joka tuottaa koneita ja laitteita monipuolisesti teollisuuden eri tarpeisiin. Valmistamme korkealaatuisia osia, osakokonaisuuksia
KETTERÄ JA TINKIMÄTÖN KUMPPANI Terässaari Oy on sertifioitu alihankintakonepaja, joka tuottaa koneita ja laitteita monipuolisesti teollisuuden eri tarpeisiin. Valmistamme korkealaatuisia osia, osakokonaisuuksia
Welding quality management
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Onnistuimme WeldEyen avulla vähentämään tarkastuksien jälkeistä korjausastetta 3,2 prosentista todella erinomaiselle 1,9 prosentin
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Onnistuimme WeldEyen avulla vähentämään tarkastuksien jälkeistä korjausastetta 3,2 prosentista todella erinomaiselle 1,9 prosentin
Wise. Tuottavampaan tulokseen
 Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
ALOITA TÄSTÄ. Langaton USB Langallinen. Haluatko liittää tulostimen langattomaan verkkoon? Käytä Langaton verkkoasennus ja liitännät -ohjetta.
 ALOITA TÄSTÄ Jos vastaus johonkin näistä kysymyksistä on kyllä, siirry vastaavaan kohtaan lukemaan asennus- ja liitäntäohjeet. Haluatko liittää tulostimen langattomaan verkkoon? Käytä Langaton verkkoasennus
ALOITA TÄSTÄ Jos vastaus johonkin näistä kysymyksistä on kyllä, siirry vastaavaan kohtaan lukemaan asennus- ja liitäntäohjeet. Haluatko liittää tulostimen langattomaan verkkoon? Käytä Langaton verkkoasennus
Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834
 Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834") Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834 Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin ovat tekijänoikeuslain
Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834 Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin ovat tekijänoikeuslain
KEMPPI K3 HITSAUSLAITTEET. MagTrac F 61 PAREMPI HITSAUKSEN TUOTTAVUUS JA ERGONOMIA
 KEMPPI K3 HITSAUSLAITTEET MagTrac F 61 PAREMPI HITSAUKSEN TUOTTAVUUS JA ERGONOMIA 1.10.2017 MagTrac F 61 MAGNEETTINEN KULJETIN MIG/MAG-HITSAUKSEN KEVYTMEKANISOINTIIN Kevytmekanisointi on tehokkain tapa
KEMPPI K3 HITSAUSLAITTEET MagTrac F 61 PAREMPI HITSAUKSEN TUOTTAVUUS JA ERGONOMIA 1.10.2017 MagTrac F 61 MAGNEETTINEN KULJETIN MIG/MAG-HITSAUKSEN KEVYTMEKANISOINTIIN Kevytmekanisointi on tehokkain tapa
Miksi ja miten siirtyä käyttämään nykyistä ERP-järjestelmää pilvessä?
 Miksi ja miten siirtyä käyttämään nykyistä ERP-järjestelmää pilvessä? Sisällys Lukijalle 3 Mitä pilvipalveluilla tarkoitetaan? 4 Toiminnanohjausjärjestelmä pilvessä 5 Miksi siirtyä pilvipalveluihin? 6
Miksi ja miten siirtyä käyttämään nykyistä ERP-järjestelmää pilvessä? Sisällys Lukijalle 3 Mitä pilvipalveluilla tarkoitetaan? 4 Toiminnanohjausjärjestelmä pilvessä 5 Miksi siirtyä pilvipalveluihin? 6
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
DNA Netti. Sisältö. DNA Netti - Käyttöohje v.0.1
 DNA Netti DNA Netti on Mokkuloiden yhteysohjelma. Ohjelman avulla voit hallita Mokkulan asetuksia sekä luoda yhteyden internetiin Mokkulan, WLANin tai Ethernet -yhteyden avulla. Sisältö DNA Netti - Testaa
DNA Netti DNA Netti on Mokkuloiden yhteysohjelma. Ohjelman avulla voit hallita Mokkulan asetuksia sekä luoda yhteyden internetiin Mokkulan, WLANin tai Ethernet -yhteyden avulla. Sisältö DNA Netti - Testaa
Maatalouden Laskentakeskus Oy Minun Maatilani - ohjelmiston palvelusopimus
 Minun Maatilani ohjelmiston palvelusopimus 23.12.2015 Page 1 of 5 Maatalouden Laskentakeskus Oy Minun Maatilani - ohjelmiston palvelusopimus Sisältö Käsitteet Tämä asiakirja on oikeudellisesti sitova sopimus
Minun Maatilani ohjelmiston palvelusopimus 23.12.2015 Page 1 of 5 Maatalouden Laskentakeskus Oy Minun Maatilani - ohjelmiston palvelusopimus Sisältö Käsitteet Tämä asiakirja on oikeudellisesti sitova sopimus
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA
 Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
TIETOTILINPÄÄTÖS. Ylitarkastaja Arto Ylipartanen/ Tietosuojavaltuutetun toimisto. Terveydenhuollon ATK-päivät 20.5.2014; Jyväskylä
 TIETOTILINPÄÄTÖS Ylitarkastaja Arto Ylipartanen/ Tietosuojavaltuutetun toimisto Terveydenhuollon ATK-päivät 20.5.2014; Jyväskylä 20.5.2014 TSV:n tsto/ylitarkastaja Arto Ylipartanen 2 LUENNON AIHEET 1.
TIETOTILINPÄÄTÖS Ylitarkastaja Arto Ylipartanen/ Tietosuojavaltuutetun toimisto Terveydenhuollon ATK-päivät 20.5.2014; Jyväskylä 20.5.2014 TSV:n tsto/ylitarkastaja Arto Ylipartanen 2 LUENNON AIHEET 1.
A7 TIG Orbital System 150
 A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200, Mahtavaa energiatehokkuutta ja kannettavaa mukavuutta MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 09.08.2016 1(7) MinarcMig Evo
MinarcMig Evo 200, Mahtavaa energiatehokkuutta ja kannettavaa mukavuutta MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 09.08.2016 1(7) MinarcMig Evo
Rakennesuunnittelu digitalisaation aikakaudella. Mikko Malaska Professori Rakennustekniikan laitos
 Rakennesuunnittelu digitalisaation aikakaudella Mikko Malaska Professori Rakennustekniikan laitos Mikko Malaska DI 1996, TkT 2001, Chartered Structural Engineer (CEng) 2004 1.8.2015 Professori, Rakenteiden
Rakennesuunnittelu digitalisaation aikakaudella Mikko Malaska Professori Rakennustekniikan laitos Mikko Malaska DI 1996, TkT 2001, Chartered Structural Engineer (CEng) 2004 1.8.2015 Professori, Rakenteiden
Vaivattomasti parasta tietoturvaa
 Vaivattomasti parasta tietoturvaa BUSINESS SUITE Tietoturvan valinta voi olla myös helppoa Yrityksen tietoturvan valinta voi olla vaikeaa loputtomien vaihtoehtojen suossa tarpomista. F-Secure Business
Vaivattomasti parasta tietoturvaa BUSINESS SUITE Tietoturvan valinta voi olla myös helppoa Yrityksen tietoturvan valinta voi olla vaikeaa loputtomien vaihtoehtojen suossa tarpomista. F-Secure Business
1 YLEISKUVAUS... 2. 1.1 Kaapelikaistaliittymä... 2. 1.2 Palvelun rajoitukset... 2 2 PALVELUKOMPONENTIT... 3. 2.1 Päätelaite... 3. 2.2 Nopeus...
 Palvelukuvaus 1 Sisällysluettelo 1 YLEISKUVAUS... 2 1.1 Kaapelikaistaliittymä... 2 1.2 Palvelun rajoitukset... 2 2 PALVELUKOMPONENTIT... 3 2.1 Päätelaite... 3 2.2 Nopeus... 3 2.3 IP- osoitteet... 3 3 TOIMITUS
Palvelukuvaus 1 Sisällysluettelo 1 YLEISKUVAUS... 2 1.1 Kaapelikaistaliittymä... 2 1.2 Palvelun rajoitukset... 2 2 PALVELUKOMPONENTIT... 3 2.1 Päätelaite... 3 2.2 Nopeus... 3 2.3 IP- osoitteet... 3 3 TOIMITUS
HITSAUSOHJEIDEN HYVÄKSYNTÄ PERUSTUEN AIKAISEMPAAN HITSAUSKOKEMUKSEEN
 Anselmi Kinnunen HITSAUSOHJEIDEN HYVÄKSYNTÄ PERUSTUEN AIKAISEMPAAN HITSAUSKOKEMUKSEEN Akvaterm Oy Opinnäytetyö CENTRIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2015 TIIVISTELMÄ
Anselmi Kinnunen HITSAUSOHJEIDEN HYVÄKSYNTÄ PERUSTUEN AIKAISEMPAAN HITSAUSKOKEMUKSEEN Akvaterm Oy Opinnäytetyö CENTRIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2015 TIIVISTELMÄ
Mittausverkon pilotointi kasvihuoneessa
 Mittausverkon pilotointi kasvihuoneessa Lepolan Puutarha Oy pilotoi TTY:llä kehitettyä automaattista langatonta sensoriverkkoa Turussa 3 viikon ajan 7.-30.11.2009. Puutarha koostuu kokonaisuudessaan 2.5
Mittausverkon pilotointi kasvihuoneessa Lepolan Puutarha Oy pilotoi TTY:llä kehitettyä automaattista langatonta sensoriverkkoa Turussa 3 viikon ajan 7.-30.11.2009. Puutarha koostuu kokonaisuudessaan 2.5
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
Universal WPS for MIG/ MAG welding KATTAVA PAKETTI
 Universal WPS for MIG/ MAG welding KATTAVA PAKETTI 29.04.2019 Universal WPS for MIG/MAG welding SISÄLTÄÄ 84 MIG/MAG-HITSAUKSEEN TARKOITETTUA HITSAUSOHJETTA, JOITA VOI KÄYTTÄÄ KAIKKIEN MIG/MAG-LAITTEIDEN
Universal WPS for MIG/ MAG welding KATTAVA PAKETTI 29.04.2019 Universal WPS for MIG/MAG welding SISÄLTÄÄ 84 MIG/MAG-HITSAUKSEEN TARKOITETTUA HITSAUSOHJETTA, JOITA VOI KÄYTTÄÄ KAIKKIEN MIG/MAG-LAITTEIDEN