KOSTEUSMITTARIN KÄYTTÖÖNOTTO
|
|
|
- Jalmari Olavi Lehtinen
- 6 vuotta sitten
- Katselukertoja:
Transkriptio

1 KOSTEUSMITTARIN KÄYTTÖÖNOTTO Case: Stora Enso Packaging Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2014 Kimmo Laine
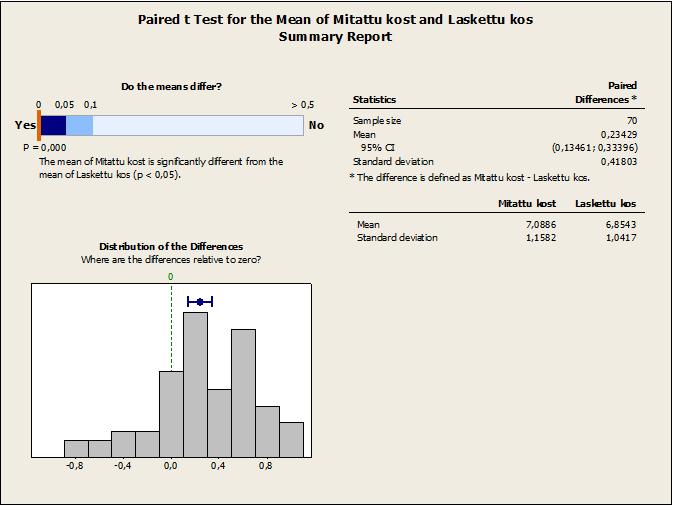
2 Lahden ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma LAINE, KIMMO: Kosteusmittarin käyttöönotto Case: Stora Enso Packaging Oy Tuotantopainotteisen mekatroniikan opinnäytetyö, 25 sivua, 10 liitesivua Kevät 2014 TIIVISTELMÄ Tämä opinnäytetyö käsittelee kosteusmittarin käyttöönottoa Stora Enso Packaging Heinolan-tehtaalla. Työn tavoitteena oli käyttäänottaa kosteusmittari, jonka avulla pystyttäisiin vaikuttamaan laadukkaan aaltopahvin valmistukseen heti valmistusprosessin alkuvaiheessa. Opinnäytetyön tutkimusosuuden pohjatietona on käytetty Stora Enso Packaking:in Heinolan tehtaan asiakasreklamaatioita, Heinolan tehtaalla tutkittuja kartonkinäytteitä sekä yrityksen käytössä olevia omia laskentaohjelmia. Aaltopahvin käyryys heikentää olennaisesti aaltopahvipakkauksen toimivuutta esimerkiksi asiakkaan konepakkauslinjalla. Käyristymisen tutkiminen on tärkeää, kun halutaan tuottaa laadukasta pakkausmateriaalia asiakkaiden käyttöön. Opinnäytetyö toteutettiin keräämällä pintakartonkinäytteitä kuukauden ajan, ja niitä analysoitiin kuukauden ajan laboratoriossa. Näytteitä kerättiin yhteensä seitsemänkymmentä kappaletta, neljästätoista eri kartonkilaadusta. Näiden näytteiden kosteusarvojen mittaamiseen käytettiin kannettavaa Visilab Ak30 -kosteusmittaria. Ennen mittarin käyttöönotttoa sille suoritettiin kalibrointi. Kalibroinnin jälkeen näytteistä mitattiin niiden kosteusarvot, joita verrattiin uunikuivauksella saatuihin laskennallisiin arvoihin. Laskettuja ja mitattuja kosteusarvoja vertailtiin Stora Enso Oyj:n käytössä olevan Minitab-ohjelman avulla, jolla saatiin luotettavuusanalyysi, joka kertoi mittarin kalibroinnin onnistumisesta. Ohjelma osoitti, että näytteitä oli riittävästi ja ne oli mitattu luotettavasti. Ohjelmalla saadut tulokset lisäsivät tutkimuksen luotettavuutta ja onnistumista. Asiasanat: aaltopahvi, asiakasreklamaatiot, kosteusarvo, käyristyminen
3 Lahti University of Applied Sciences Degree Programme in Mechanical and Production Engineering LAINE, KIMMO: Introduction of moisture meter Case: Stora Enso Packaging Bachelor s Thesis Production Oriented Mechatronics, 25 pages, 10 pages of appendices Spring 2014 ABSTRACT This thesis deals with the introduction of moisture meter of Stora Enso Packaging Heinola Factory. The purpose of the assignment was to introduce the moisture meter, which could help to make quality corrugated fiberboards at the early stage of manufacturing process. The basic information was the factory s customer complaints, corrugated fiberboards examined in the Heinola factory and the company s own calculation programmes. Curvature of corrugated fiberboard deteriorates its functionality considerably for example on the client s machine packaging line. Therefore it is important to examine the causes of the curvature when you want to produce high-quality packaging for clients use. The thesis was carried out by collecting linerboard samples from linerboard rolls, which then were analyzed in the factory s own laboratory. Altogether seventy samples were collected from fourteen different linerboard qualities. The moisture values of the samples were measured by portable moisture meter called Visilab Ak30. The meter was calibrated before use. Then they were compared to the calculated values of the oven dried samples. The calculated and measured values were compared using Stora Enso s Minitab program. The minitab program showed that the meter was calibrated succesfully and the analysis was reliable. The program indicated the adequacy and the samples and the reliability of the analysis, which increased the reliabilities and success of this research. Keywords: corrugated fiberboard, customer complaints, moisture value, curvature of corrugated fiberboard
4 SISÄLLYS 1 JOHDANTO 1 2 YRITYSESITTELY Stora Enso Oyj Stora Enso Packaging Oy Heinolan- ja Lahden-tehtaat 2 3 AALTOPAHVI Yleistä aaltopahvista Aaltopahvityypit ja niiden ominaisuudet 5 4 AALTOPAHVIKONE Pääkomponentit Aaltopahvin valmistusprosessi 8 5 AALTOPAHVIN KÄYRYYS Käyryydestä aiheutuvat ongelmat Käyryyden mittaus ja määrittely Aaltopahvin käyristymistavat Jälkikäyristyminen Kosteus 13 6 KARTONGIN KOSTEUDEN MITTAUS Yleistä Kosteuden mittausmenetelmiä 14 7 YHTEENVETO 15 LÄHTEET 17 LIITTEET 18
5 1 1 JOHDANTO Tämä opinnäytetyö on tehty Stora Enso Packaging Heinolan-tehtaalle osana kehittämisprojektia, jonka tarkoituksena on saada käyryydestä johtuvat reklamaatiot vähenemään Heinolan- ja Lahden-tehtailla. Työn tavoitteena oli käyttöönottaa Visilab ak30 -kosteusmittari ja suorittaa sille luotettava kalibrointi, jotta jo aaltopahvin valmistusprosessissa pystyttäisiin, varsinkin ongelmareseptien kohdalla, vertailemaan kartonkirullien kosteusarvoja rullientoimittajien lupaamiin arvoihin ja näin välttämään käyrän aaltopahvin valmistuksen. Aiheen työlleni sain Stora Enso Packagingin kehitysinsinööriltä, joka oli mukana tutkimassa aaltopahvin käyryyttä. Aihe oli ajankohtainen lisääntyneiden reklamaatioiden takia. Asiakasreklamaatioilla on suora yhteys asiakastyytyväisyyteen ja samalla ne aiheuttavat suuria kustannuksia vuosittain. Pahimmissa tapauksissa yritys voi menettää jopa asiakkaan huonolaatuisen aaltopahvin takia. Pitkä työhistoria aaltopahvin valmistuksessa antoi hyvän pohjan työlle. Teoriaosuudessa perehdytäänkin tarkemmin aaltopahvin käyristymiseen ja yleisesti aaltopahvin valmistusprosessiin. Työn suoritettiin Heinolan-tehtaalla. Työhön tarvittavat näytteet otettiin Stora Ensolle toimitetuista kartonkirullista ja analysoitiin tehtaalla sijaitsevassa laboratoriossa. Näytteitä kerättiin 14:stä eri kartonkirullasta yhteensä 70 kappaletta. Eniten tuotannossa käytettävät kartonkirullat valittiin näytteiksi. Lopuksi kalibroinnista saadut tulokset analysoitiin Minitab-ohjelmalla.
6 2 2 YRITYSESITTELY 2.1 Stora Enso Oyj Stora Enso Oyj on yksi suurimmista metsäteollisuusyrityksistä maailmalla. Se syntyi ruotsalaisen Stora AB:n ja suomalaisen Enso Oyj:n yhdistyessä vuonna Se tuottaa paperi-, biomateriaali-, pakkaus- ja puuteollisuustuotteita, ja sen palveluksessa on noin henkilöä yli 35:ssä eri maassa. Liikevaihto vuonna 2013 oli 10,5 miljardia euroa. Vuositasolla Stora Enso tuottaa noin 5,4 miljoonaa tonnia kemiallista sellua, 11,7 miljoonaa tonnia paperia ja kartonkia, 1,3 miljardia neliötä aaltopahvia sekä 5,6 miljoonaa kuutiometriä puutuotteita, joista noin puolet on jatkojalosteita. Yrityksen osakkeet noteerataan sekä Helsingin että Tukholman arvopaperipörsseissä. (Stora Enso 2013.) 2.2 Stora Enso Packaging Oy Stora Enso Packaging Oy on osa Stora Enso -konsernia, jonka liiketoimintaalueena ovat aaltopahvipakkaukset. Sen tuotevalikoimaan kuuluvat kuluttajapakkaukset, kuljetuspakkaukset, ryhmä- ja hyllyvalmiit pakkaukset, yksipuolinen aaltopahvi, heavy duty -kontit, aaltopahviarkit, pakkauskoneet ja -järjestelmät ja näiden lisäksi palvelut, jotka vastaavat asiakkaiden vaatimuksia liittyen tuotteen pakkaukseen, kuljettamiseen, suojaamiseen ja myynnin edistämiseen. Näin ollen se onkin täyden palvelun aaltopahvipakkausten toimittaja. Vuonna 2011 Stora Enso Packagingin liikevaihto oli noin 535 miljoonaa euroa ja tuotanto noin 970 miljoonaa neliötä. Stora Enso Packaging työllistää yli henkilöä ja sillä on 21 tehdasta, jotka sijaitsevat ympäri Pohjois-Eurooppaa. Suomessa yksiköt sijaitsevat Heinolassa, Lahdessa, Ruovedellä sekä Kristiinankaupungissa. (Stora Enso Packaging 2013, 7,10.) 2.3 Heinolan- ja Lahden-tehtaat Heinolan ja Lahden tehtaat kuuluvat osaksi Stora Enso Packaging Suomenyksikköä, yhdessä Ruoveden ja Kristiinankaupungin tehtaiden kanssa. Molemmilla tehtailla valmistetaan stanssattuja, monivärisiä fleksopainettuja
7 3 aaltopahvipakkauksia sekä kuljetuslaatikoita. Lahdessa pääpaino on tasostanssauksessa ja Heinolassa rotaatiostanssauksessa. (Stora Enso Packaging 2013, 10.) Lahden-tehtaalla toiminta alkoi vuonna 1887, kun Tornator perusti lankarullatehtaan. Vuonna 1930 lankarullatehtaan tilalle tuli Enso-Gutzeitin puusepäntehdas ja paperijalostamo. 33 vuotta myöhemmin, vuonna 1963 Enso- Gutzeitin siirsi aaltopahvin tuotannon Helsingistä Lahteen. Siitä lähtien Lahdessa on valmistettu aaltopahvipakkauksia. Puusepäntehdas lopetettiin vuonna 1983, ja liiketoiminta painottuikin aaltopahvin tuotantoon. Heinolassa vastaavasti aaltopahvin valmistus alkoi vuonna 1960, silloisen Oy Tampella Ab:n toimesta. Vuonna 1985 siellä aloitti oma arkkijalostamo toimintansa. (Stora Enso Packaging 2013, 10.) Kokonaisuudessaan Suomen-yksikön tehtailla on noin asiakasta sekä yli toimitusta vuodessa. Tuotevalikoimaan kuuluu noin yksilöllistä tuotetta, joista noin joka kolmas uusiutuu vuosittain. Suurimmat asiakkaat tulevat elintarvikealalta, kuten Valiolta, Arla Ingmanilta ja Pandalta. (Stora Enso Packaging 2013,12 13.)

8 4 3 AALTOPAHVI 3.1 Yleistä aaltopahvista Aaltopahvi koostuu kahdesta tai useammasta pintakartongista eli niin sanotuista lainereista, sekä näiden väliin liimatusta, yhdestä tai useammasta aaltomaiseksi taivutetusta aallotuskartongista eli flutingista (ks. KUVIO 1). Täten muodostuu jäykkä, luja ja paksuuteensa nähden kevyt rakenne, jolla on myös hyvät suojausominaisuudet. Aaltopahvissa käytettyjen raaka-aineiden ansiosta se on helppo kierrättää ja ympäristöystävällinen. (Laakso & Rintamäki 2003, 13.) KUVIO 1. Aaltopahvin rakenne (Suomen Aaltopahviyhdistys ry 2013 a) Vuonna 1871 A. L. Jones keksi aallotetun paperin pakkauskäyttöön. Sen tarkoitus oli suojata hauraita tuotteita, kuten pulloja, joissa sitä käytettiin välipehmikkeenä ja kääreenä. Kolme vuotta myöhemmin keksittiin liimata aallotettu paperi suoraan paperiin. Keksittiin siis tuote, jota kutsutaan edelleenkin yksipuoliseksi aaltopahviksi. Aaltopahvilaatikoiden valmistus alkoi 20 vuotta myöhemmin Yhdysvalloissa vuonna Vuosisatojen vaihteessa aaltopahvin valmistus levisi myös Eurooppaan. Valmistus keskittyi Englantiin, Saksaan, Ranskaan ja Italiaan, mutta levisi nopeasti myös muihinkin Euroopan maihin. Suomessa aaltopahvin valmistus alkoi vuonna Kuitenkin vasta 1. maailmansodan jälkeen aaltopahvin valmistus ja jalostus kehittyi huomattavasti. (Laakso & Rintamäki 2003, 13.)
 Aaltopahvin kokonaiskäyttö on vuositasolla noin 60 miljoonaa tonnia, minkä takia se on maailman eniten käytetty pakkausmateriaali. (Laakso & Rintamäki 2003, 17.) KUVIO 2.")
9 5 Tänä päivänä aaltopahvintuotanto keskittyykin lähes kokonaan Eurooppaan, Pohjois-Amerikkaan ja Aasiaan. Näiden kolmen maanosan osuudet maailman aaltopahvin tuotannosta ovat yli 90 %. (ks. KUVIO 2.) Aaltopahvin kokonaiskäyttö on vuositasolla noin 60 miljoonaa tonnia, minkä takia se on maailman eniten käytetty pakkausmateriaali. (Laakso & Rintamäki 2003, 17.) KUVIO 2. Aaltopahvin tuotanto maanosittain (Laakso & Rintamäki 2003, 20) 3.2 Aaltopahvityypit ja niiden ominaisuudet Aaltopahvi siis koostuu kahdesta tai useammasta pintakartongista ja yhdestä tai useammasta aallotuskartongista, jotka on liimattu toisiinsa kiinni aallonharjojen kohdalta. Aaltoprofiileja on useita, ja niitä voidaan myös yhdistää toisiinsa päällekkäin. Aaltopahvin perustyyppejä on neljä:
10 6 yksipuolinen aaltopahvi kaksipuolinen yksiaaltoinen aaltopahvi kaksipuolinen kaksiaaltoinen aaltopahvi kaksipuolinen kolmiaaltoinen aaltopahvi. Aaltopahvi on keveyteensä nähden lujaa ja kestävää, minkä ansiosta sitä pystytään käyttämään useaan eri käyttötarkoitukseen. Sillä on hyvät suojaamisominaisuudet, minkä ansiosta se soveltuu hyvin myös herkille tuotteille, sillä aaltokerros toimii hyvänä iskunvaimentimena. Nykyään aaltopahvi on myös erittäin hygieenistä, minkä ansiosta se on erittäin suosittu elintarvikealalla. Sitä on helppo käsitellä, sillä se kestää useita kertoja avaamisen ja sulkemisen, tapahtui työ sitten käsin tai automaattisella pakkauslinjastolla. Myös useilla painatusmenetelmillä pystytään painamaan erilaisia kuvia ja tekstejä pahviin, jolloin saadaan aikaan yksilöllinen ja tyylikäs tuote. (Laakso & Rintamäki 2003, 14 17; Suomen Aaltopahviyhdistys ry 2013 b) Aaltopahvin ominaisuudet vaihtelevat sen mukaan, mistä raaka-aineista se on valmistettu. Esimerkiksi lujuutta ja paksuutta voidaan muuttaa vaihtamalla aallon korkeutta, käyttämällä eri paksuisia kartonkeja tai lisäämällä aaltokerroksia päällekkäin. (Laakso & Rintamäki 2003, 15.) Seuraavassa taulukossa (TAULUKKO 1) on esitelty eri aallonkorkeudet. TAULUKKO 1. Aallonkorkeudet (Laakso & Rintamäki 2003, 15) Aallon nimi Aallon korkeus G&N-aalto noin 0,5 mm F-aalto noin 0,7 mm E-aalto noin 1,2 mm B-aalto noin 2,6 mm C-aalto noin 3,8 mm A-aalto noin 5,0 mm BC-aalto noin 6,4 mm CC-aalto noin 7,6 mm
11 7 4 AALTOPAHVIKONE Aaltopahvikone valmistaa kartonkirullista ja liimasta aaltopahviarkkeja. Vuosien saatossa se on kehittynyt niin koon, nopeuden kuin automaation osalta, vaikka perusrakenne ei ole muuttunut. Pituutta nykypäivän aaltopahvikoneella on yli 100 m ja sillä pystytään saavuttamaan yli 300 m/min valmistusnopeus. Yleisesti valtaosa aaltopahvikoneista on edelleen 2,5 m leveitä, mutta leveämmät, esimerkiksi 2,8 m leveät koneet, ovat alkaneet yleistymään. (Laakso & Rintamäki 2003, ) 4.1 Pääkomponentit Aaltopahvikone on iso tuotantolinja, jolla on kolme keskeistä päävaihetta: aallotuskartongin aallotus ja sen yhdistäminen pintapapereihin, jotka tapahtuvat märässä päässä, sekä kuivassa päässä tapahtuva arkin leikkaus oikeaan kokoon. (Fetco 2013) Yleisesti märkäpää koostuu arinasta, sillasta, liimausyksiköstä ja yhdestä tai useammasta aallottajasta ja näiden läheisyydessä sijaitsevista esilämmittimistä, rullapukeista sekä rullanvaihtajista. Aallottajalla on lisäksi myös oma ylösvetokuljetin. Kuivapää taas koostuu tilauksenvaihtoleikkurista, pituus- ja poikkileikkurista sekä vastaanottolaitteesta. Kuviossa 3 on esitelty aaltopahvikone kokonaisuudessaan. Vaikka aaltopahvinteko sisältää monta työvaihetta, on kyseessä silti yhtenäinen prosessi. (Laakso & Rintamäki 2003, ) KUVIO 3. Aaltopahvikoneen rakenne (Laakso & Rintamäki 2003, 33)
12 8 Märkäpää (A) Kuivapää (B) 1. Rullapukki 10. Arina 2. Rullanvaihtaja 11. Tilauksenvaihtoleikkuri 3. Pintakartongin esilämmitin 12. Pituusleikkuri 4. Aallotuskartonginesilämmitin 13. Poikkileikkuri 5. Aallottaja 6. Ylösvetokuljetin 7. Silta 8. Esilämmittimet 9. Liimausyksikkö 4.2 Aaltopahvin valmistusprosessi Aaltopahvin valmistus alkaa aallottajalta, jossa aallotuskartonki aukirullataan rullapukilta esilämmityssylinterille, minkä jälkeen se kostutetaan höyryllä. Näiden toimenpiteiden avulla pyritään pehmentämään kuiturakennetta, jolloin aallottaminen helpottuu. (Laakso & Rintamäki 2003, 34, ) Esilämmityksen ja höyrytyksen jälkeen alkaa varsinainen aallottaminen. Aallotuskartonki ohjataan höyrylämmitteisten aallotustelojen läpi, jossa se saa puristamalla aaltomaisen muodon. Tämän jälkeen aallotettu kartonki kulkee liimatelan läpi, jossa aallonharjoille levittyy liima. Samaan aikaan aallottajan toiselta puolelta ohjataan pintakartonki esilämmittimen kautta puristustelalle, jossa kartongit kohtaavat ja puristuvat yhteen. Kohtaavien kartonkien lämpötilan täytyy olla riittävän suuri, jotta liima gelatinoituu ja muodostaa riittävän lujan sauman. Näin syntyy yksipuolinen aaltopahvirata. Kuviossa 4 on esitetty aallottajan rakenne. (Laakso & Rintamäki 2003, 38, )
13 9 KUVIO 4. Aallottajan rakenne (Laakso & Rintamäki 2003, 44) Aallotusyksiköllä valmistettu yksipuolinen aaltopahvirata nostetaan ylösvetokuljettimen avulla sillalle, josta se kulkee esilämmittimien kautta liimausyksikölle. Liimausyksiköllä yksipuolinen aaltopahvirata johdetaan liimatelan läpi, jossa liimaamattomille aallonharjoille levittyy liima. (Laakso & Rintamäki 2003, ) Liimanlevityksen jälkeen yksipuolinen aaltopahvirata ohjataan arinalle. Arinalla tapahtuu yksipuolisen aaltopahvin ja erilliseltä rullapukilta tulevan pintakartongin yhteen liimaus, jotta saadaan muodostettua kaksipuolinen aaltopahvi. Käytännössä arina koostuu lämpölevyistä ja vetohuovasta. Lämpölevyjen avulla pahviin saadaan lisälämpöä, jolloin liimasaumasta saadaan luja. Samalla se poistaa myös ylimääräistä kosteutta. Vetohuopa taas vetää aaltopahviradan arinan läpi. Sen päällä sijaitsevilla teloilla saadaan aikaan puristus lämpölevyjä vasten. (Laakso & Rintamäki 2003, 47.)
14 10 Arinalta aaltopahvirata siirtyy pituus- ja poikkileikkurin kautta vastaanottoon. Pituusleikkuri leikkaa aaltopahviradan ajosuunnassa halutun levyisiksi radoiksi, minkä jälkeen poikkileikkuri leikkaa ajosuunnassa pituussuuntaiseen määrämittaan. Näin valmiit arkit siirtyvät vastaanottolaitteeseen. Vastaanottolaitteessa arkit pinotaan kuljettimelle, joka siirtää ne välivarastoon mahdollista jatkojalostusta varten. (Laakso & Rintamäki 2003, 49, )
15 11 5 AALTOPAHVIN KÄYRYYS 5.1 Käyryydestä aiheutuvat ongelmat Aaltopahvin laatuun liittyvät vaatimukset ovat korostuneet pakkausautomaation yleistyessä, sillä nykypäivänä aaltopahviaihioita kokoava ja pakkaava kone on yleensä sijoitettu heti tuotantolinjan jälkeen. Jotta tuotanto olisi nopeaa ja sujuvaa, pakkauskoneen täytyy toimia häiriöittä. Enimmäkseen häiriöitä aiheuttaakin aaltopahvin käyryys. Aaltopahvitehtaan jalostuskoneilla käyryys on aina ollut ongelma, mutta sen merkitys on entisestään korostunut automaattisten syöttö- ja vastaanottolaitteiden yleistyessä. Käyrällä pahvilla onkin suora yhteys reklamaatioiden ja hylyn määrään. Samalla sen lujuusominaisuudet heikkenevät huomattavasti (Lampainen 1992, ) 5.2 Käyryyden mittaus ja määrittely USA:n aaltopahvivalmistajien kehitysryhmä CDI määrittelee aaltopahvin käyräksi, jos sen käyryysvakio W. F on suurempi kuin 0,25 tuumaa 24 tuuman pituisella matkalla. Käytännössä tämä tarkoittaa sitä, että käyryysvakio saadaan, kun asetetaan aaltopahvi tasopintaa vasten ja mitataan tasopinnan ja aaltopahvin käyryyden aiheuttaman poikkeaman välinen etäisyys tuumissa esitettynä. Metrisellä mittajärjestelmällä tämä on noin 6 mm 600 mm:n pituisella matkalla. (Lampainen 1992, ) Toinen tapa määritellä aaltopahvin käyryys on ilmaista se pinnan kaarevuussäteen avulla. Kaarevuussäteen käänteislukua kutsutaan käyryysvakioksi ja se saadaan seuraavasta kaavasta (Lampainen 1992, 22): W = I/R = 8*U/L 2 Mikäli käyryysvakio on negatiivinen, käyristyy aaltopahvi alaspäin ja mikäli positiivinen, niin ylöspäin (Lampainen 1992, 22).
16 Aaltopahvin käyristymistavat Yleensä aaltopahvi käyristyy ajo- tai poikkisuunnassa, mutta myös mahdollisesti samanaikaisesti molemmissa, jolloin sitä kutsutaan diagonaaliseksi käyryydeksi. Muodoltaan käyryys voi olla ylöspäin, alaspäin tai sekä ylös- että alaspäin, jota kutsutaan tutummin S-käyryydeksi. Aaltopahvin käyristyminen johtuu yleisesti rakenneosien epäyhdenmukaisista mittamuutoksista. Ajosuunnassa voimien epätasaisuudet vaikuttavat pahvin käyryyteen. Kun yläpintakartongin vetojännitys on suurempi kuin alapintakartongin, pahvi käyristyy ajosuunnassa ylöspäin, ja vastaavasti alapintakartongin vetojännityksen ollessa suurempi, se käyristyy alaspäin. Mikäli vetojännitykset vaihtelevat kartonkien välillä, syntyy epäsymmetrinen diagonaalinen käyryys. (Nikkel & Stevenson 1979, ) Poikkisuuntaiseen käyryyteen vaikuttavat valmistuksen aikana syntyvät kosteuserot, erityisesti kartonkien välillä. Kun aaltopahvi saapuu arinalta, sen yläpintakartonki pyrkii tasoittamaan kosteutensa ympäröivän ilman kosteuseron kanssa, jolloin yläpintakartongin kosteuspitoisuus laskee ja kutistaa aaltopahvin, kun taas alapintakartongin kosteuspitoisuus kasvaa aiheuttaen sen laajenemisen. Tällöin laajenemisesta syntyneet voimat pyrkivät vetämään aaltopahvin reunoja alaspäin. Vastaavasti jos alapintakartongin kosteuspitoisuus laskee ja yläpintakartongin kosteuspitoisuus kasvaa, pyrkii laajenemisesta syntyvät voimat vetämään reunoja ylöspäin. Mikäli kosteuseroja syntyy molemmin puolin, tuloksena on S-käyryys. Kosteudella onkin suuri vaikutus aaltopahvin käyryyteen. (Nikkel & Stevenson 1979, 10.) 5.4 Jälkikäyristyminen Vaikka aaltopahvi olisi suoraa vastaanotosta tullessa, saattaa se varastoinnin ja kuljetuksen aikana käyristyä. Varsinkin varastointiolosuhteiden lämpötila ja kosteus muutokset poikkeavat valmistuksen aikana vallinneista olosuhteista. Jotta pahvi olisi suoraa, täytyy kosteusolojen muuttumisesta aiheutuvien voimien kumota jatkuvasti toinen toisensa. Mikäli taas yksi tai useampi voima muuttuu muiden jo lakattua vaikuttamasta, aaltopahvi käyristyy. Tätä ominaisuutta kutsutaan jälkikäyristymiseksi. Liian kosteat alapintakartongit vaikuttavat jälkikäyryyden syntyyn. Toinen jälkikäyristymiseen vaikuttava tekijä on arkkien
17 13 pinoamistapa, sillä pinon alimmaiset arkit käyttäytyvät eri tavalla kuin ylimmäiset, mikä johtuu painosta tulevasta puristuksesta. (Nikkel & Stevenson 1979, 13.) 5.5 Kosteus Kosteus on käyristymisen pääasiallisin aiheuttaja. Mitä suurempi kosteusero on kartonkien välillä, sitä suurempi on aaltopahvin käyristymispyrkimys. Poikkisuunnassa tapahtuu enemmän voimiin vaikuttavia epätasaisuuksia kuin ajosuunnassa, minkä vuoksi käyristymistä tapahtuu enemmän. Yhden prosentin muutos kosteudessa aiheuttaa 0,06-0,10 %:n mittamuutoksen poikittaissuunnassa. Kartongin kosteuspitoisuus voi muuttua jopa % valmistusprosessin aikana, mikä aiheuttaa 0,9-2,0 %:n mittamuutoksen, joka vaikuttaa huomattavasti käyryyden syntymiseen. (Nikkel & Stevenson 1979, 10.) Kartonkien väliseen kosteuseroon vaikuttavat yleisesti seuraavat asiat (Lampainen 1992, 29 30): - pintakartonkirullien lähtökosteus - pintakartonkien neliömassat - muutokset ajonopeuksissa - esilämmittimien kontaktikulmat - sillalla oleva yksipuolisen aaltopahviradan määrä - kartonkien imukyky - tärkkelysliiman vedenpidätyskyky sekä gelatinoitumisnopeus - kartonkirullien lämpötilat ja jarrutusvoimat - vesihöyrynläpäisevyys arinan huovalla - kitkaominaisuudet arinalla sijaitsevilla kuumalevyillä - yhdenmukaisuus ohjausteloilla. Yleisesti kosteus vaikuttaa lähes kaikkiin kartongin ominaisuuksiin, kuten vetojäykkyyteen, vetolujuuteen ja taivutusjäykkyyteen. Kosteuden muuttuessa kuidut muuttavat mittojaan, minkä vaikutuksesta kartonki käyristyy tai aaltoilee. (Häggblom-Ahnger & Komulainen 2000, 80.)
18 14 6 KARTONGIN KOSTEUDEN MITTAUS 6.1 Yleistä Aaltopahvin valmistusprosessissa pintakartonkien kosteuden jakautumisella on oleellinen merkitys. Varastoinnin ja kuljetuksen aikana muuttuvat olosuhteet vaikuttavat nopeasti rullan pintakerroksiin, jolloin rullasta otettujen näytteiden tulokset eivät kuvaa todellista kartongin kosteutta. Joskus rullan päätyihin saattaa myös tiivistyä kosteutta, mikä aiheutuu lämpötilaeroista. (Laakso & Rintamäki 2003, 127.) 6.2 Kosteuden mittausmenetelmiä Tänä päivänä kartongin kosteuden mittaamiseen on useampi keino. Rullasta otetusta näytteestä voidaan määrittää kosteusprofiili uunikuivauksella laboratoriossa. Toinen keino näytteiden mittaamiseen on lämpövastuksella varustettu vaaka. Ensiksi kostea näyte punnitaan, jonka jälkeen se kuivataan vaa assa ja punnitaan kuivapaino. Menetelmä on nopea ja sillä pystytään määrittämään aaltopahvinäytteen kosteus. (Laakso & Rintamäki 2003, ) Kuitenkin nopein tapa mitata kosteusprofiili on käyttää kosteusmittaria, jonka toiminta perustuu kartongin elekrisyysvakion muutoksiin kosteuden funktiona. Yleisesti mittarit ovat edullisia, helppoja käyttää ja niillä pystytään ottamaan näyte pyörivästä rullasta. Mittarin pystytään myös kalibroimaan kullekin kartonkilajille erikseen. (Laakso & Rintamäki 2003, 128.) Markkinoilla on myös kalliimpia ja tarkempia laitteita, joiden mittausperiaate perustuu infrapunavalon käyttöön ja ne voidaan asentaa kiinteästi aaltopahvikoneelle. Vielä tästäkin kehittyneempi mittaustekniikka on mikroaaltomittaukseen perustuva laite. (Laakso & Rintamäki 2003, 128.)
19 15 7 YHTEENVETO Opinnäytetyöni tärkeimpänä tavoitteena oli käyttöönottaa Visilab Ak30 -kosteusmittari ja suorittaa sille luotettava kalibrointi Stora Enso Packaging Heinolan-tehtaalla, jotta mittarin avulla pystyttäisiin parantamaan käyryyden hallintaa aaltopahvikoneella heti valmistusprosessin alkuvaiheessa. Opinnäytetyö kuului osaksi isompaa tutkimusta, jonka tarkoituksena oli saada käyryydestä johtuvat asiakasreklamaatiot vähenemään Heinolan- ja Lahden-tehtailla. Samalla tarkoitus oli kerätä lisätietoa ja tuntemusta eri kartonkiraaka-aineista, jotta tulevaisuudessa pystyttäisiin vaikuttamaan aaltopahvin laatuun oikeilla konesäädöillä heti sen valmistusvaiheessa. Käyrä aaltopahvi aiheuttaa ongelmia ja häiriöitä pakkauslinjastoilla. Tästä johtuvilla asiakasreklamaatioilla on suora yhteys asiakastyytyväisyyteen. Samalla ne aiheuttavat merkittävän määrän kustannuksia vuosittain. Kartonkinäytteiden ottaminen sujui hyvin yhteistyössä aaltopahvikoneen työntekijöiden kanssa. Työkokemukseni tuotannonsuunnittelusta oli suureksi avuksi, sillä tiesin mitä, kartonkia käytetään missäkin aaltopahvilaadussa. Lisäksi työkokemukseni aaltopahvin valmistusprosessissa antoi hyvän pohjan työlleni. Heinolan-tehtaalle oli myös hankittu ilmastointikaappi, jonka avulla näytteet saatiin stabiloitua huolellisesti ja nopeasti. Vaikka laboratorion ilma oli valmiiksi hyvin kostea, olisi näytteiden stabiloitumisessa mennyt vähintään vuorokausi ilman kaappia. Mittarin kalibrointia ja siinä käytetyn kartongin valintaa voitiin pitää varsin onnistuneena. Jokaisen näytteen kosteusero pysyi sovitussa raja-arvossa, eikä sen takia tarvinnut suorittaa millekään kartonkilaadulle omaa kalibrointia. Täydellisessä kalibroinnissa joka kartonkilaadulle olisi suoritettu oma kalibrointi ja tallennettu kosteusmittariin. Tämä olisi vienyt niin paljon aikaa, että sen suorittamiseen aika ei olisi riittänyt. Lisäksi yhden yleispätevän kalibroinnin käyttäminen nopeuttaa ja helpottaa kosteusarvon mittaamista pyörivästä rullasta aaltopahvikoneella, koska ei tarvitse selata kaikkia kalibrointitaulukoita läpi oikean etsimiseen oikealle kartonkirullalle.
20 16 Mittaustuloksia voidaan pitää myös luotettavina. Tulosten analysointiin ja kokonaiskyvykkyyden mittaamiseen käytettiin Minitab-laatutekniikan ohjelmaa. Ohjelmalla saadut tulokset tukivat kalibroinnin onnistumista. Vaikka tulokset olivatkin luotettavia, on niissä silti saattanut olla hieman vääristymiä. Tämä johtuu siitä, että uunikuivausvaiheessa näyte on saattanut jäädä hieman kosteaksi tai uunikuivauksen jälkeen näyte on kerinnyt keräämään kosteutta ympäröivästä ilmasta ennen painon mittausta. Kuitenkin mittauksessa tapahtuneet mahdolliset virheet ovat olleen niin pieniä, että ne eivät vaikuttaneet työn onnistumiseen. Kaiken kaikkiaan opinnäytetyöprosessi sujui suunnitellusti ja työstä oli hyötyä Stora Enso Packagingille tulevaisuudessa. Vaikka kosteusmittarin käyttöönotto aaltopahvikoneella ei ratkaisekaan aaltopahvin käyryysongelmia kokonaan, voidaan sillä vähentää käyrän aaltopahvin valmistusta ja näin tuottaa laadukkaampaa aaltopahvia asiakkaille.
21 17 LÄHTEET Laakso, O & Rintamäki, T Aaltopahvin valmistus ja jalostus. Jyväskylä: Gummerus. Häggblom-Ahnger, U. & Komulainen, P Paperin ja kartongin valmistus. Jyväskylä: Gummerus Fefco Production process [viitattu ]. Saatavissa: Stora Enso Stora Enso In Brief [viitattu ]. Saatavissa: Suomen Aaltopahviyhdistys ry a. Aaltopahvi [viitattu ]. Saatavissa: Suomen Aaltopahviyhdistys ry b. Käyttäjän käsikirja [viitattu ]. Saatavissa: Stora Enso Packaging Powerpoint-esitys [viitattu ] Lampainen, S Lainerikartongin kuituorientaation ja vetojäykkyyden vaikutuksista aaltopahvin käyristykseen. Diplomityö. Lappeenrannan teknillinen korkeakoulu. Nikkel, W. & Stevenson, J Esite
22 LIITTEET LIITE 1. Reklamaatiot Heinolan tehtaalla LIITE 2. Eniten käyryyttä aiheuttavat reseptit LIITE 3. Kalibroinnin tulokset LIITE 4. Muiden kartonkien tulokset LIITE 5. Kalibroinnin tulosten lineaarinen riippuvuus LIITE 6. Kalibroinnin teho, jakautuminen ja luottamusväli LIITE 7. Tulosten lineaarinen riippuvuus LIITE 8. Kokonaisteho ja jakautuminen LIITE 9. Kokonaisluottamusväli

23 LIITE 1. Reklamaatiot Heinolan tehtaalla

24 LIITE 2. Eniten käyryyttä aiheuttavat reseptit
25 LIITE 3. Kalibroinnin tulokset Näyte Kartonki Paino g/m2 Näytteen paino (g) Mitattu kosteus % Kuivapaino (g) Laskettu kosteus % Erotus % 1 3R ,03 6,6 13,09 6,7 0,1 2 3R ,39 6,6 14,3 7 0,4 3 3R ,75 7,5 14,85 7,4 0,1 4 3R ,49 7,3 10,76 6, R ,88 7,4 11,1 6,6 0,8
26 LIITE 4. Muiden näytteiden tulokset Kartonki Paino g/m2 Näytteen paino (g) Mitattu kosteus % Kuivapaino (g) Laskettu kosteus % Erotus % EF ,34 10,1 12,9 10 0,1 EF , ,9 9,5 0,5 EF ,37 10,1 12,1 9,4 0,7 EF ,38 8,9 12,26 8,4 0,5 EF ,83 8,8 11,77 8,3 0,5 3R ,41 7,6 10,55 7,5 0,1 3R ,84 8,2 9,94 8,3 0,1 3R ,25 8,3 9,49 7,4 0,9 3R ,85 8,2 11,87 7,6 0,6 3R ,78 8,4 10,88 7,6 0,8 3R ,03 6,6 13,09 6,7 0,1 3R ,39 6,6 14,3 7 0,4 3R ,75 7,5 14,85 7,4 0,1 3R ,49 7,3 10,76 6,3 1 3R ,88 7,4 11,1 6,6 0,8 2R ,11 8,1 14,84 7,9 0,2 2R ,06 8,1 13,04 7,3 0,8 2R ,13 8,4 11,18 7,9 0,5 2R ,58, 8,2 12,5 8 0,2 2R ,3 8,2 3,22 7,6 0,6 2R ,88 7,6 16,63 7 0,6 2R ,53 7,7 17,2 7,2 0,5 2R ,58 7,8 14,48 7,2 0,6 2R ,14 7,3 16 6,7 0,6 2R ,6 7,4 13,64 6,6 0,8 KR ,47 8,1 10,61 7,5 0,6 KR , ,58 7,6 0,4 KR ,28 8,1 13,15 7,9 0,2 KR , ,56 7,4 0,6 KR ,65 8,2 11,7 7,5 0,7 KR ,64 7,5 14,49 7,4 0,1 KR ,46 7,7 14,31 7,4 0,3 KR ,65 7,7 14,46 7,6 0,1 KR ,53 7,4 14,42 7,1 0,3 KR ,54 7,4 12,6 6,9 0,5 KC ,2 5,7 11,43 6,3 0,6 KC ,84 5,7 10,25 5,4 0,3 KC ,1 5,7 11,44 5,5 0,2 KC ,74 5,8 10,15 5,5 0,3
27 KC ,33 5,7 9,68 6,3 0,6 KC ,16 5,8 14,14 6,7 0,9 KC ,48 5,9 16,41 6,1 0,2 KC ,43 5,9 12,53 6,7 0,8 KC ,1 5,9 13,21 6,3 0,4 KC ,66 5,8 14,69 6,2 0,4 KV ,39 5,8 10,77 5,4 0,4 KV ,34 6,5 13,38 6,7 0,2 KV ,86 6,5 10,12 6,8 0,3 KV ,37 5,9 2,59 5,8 0,1 KV , ,09 6,1 0,1 KV ,22 7,4 18,74 7,3 0,1 KV ,05 7,4 14,86 7,4 0 KV , ,47 6,9 0,1 KV ,23 7,1 15,11 6,9 0,2 KV ,33 7,3 13,3 7,2 0,1 Medialiner ,97 6,3 13,09 6,3 0 Medialiner ,6 6 10,93 5,8 0,2 Medialiner ,35 6,2 10,64 6,3 0,1 Medialiner ,89 6,2 12,14 5,8 0,4 Medialiner ,09 6,2 13,2 6,3 0,1 Medialiner ,72 5,8 16,69 5,5 0,3 Medialiner ,42 5,9 9,87 5,3 0,6 Medialiner ,63 5,9 11,89 5,9 0 Medialiner ,43 5,7 13,59 5,8 0,1 Medialiner ,56 5,6 10,91 5,6 0 2V ,47 6,1 13,98 5,1 1 2V ,56 6,1 12,82 5,5 0,6 2V ,76 6,2 12,93 6 0,2 2V ,14 6,1 12,46 5,2 0,9 2V ,12 6,2 12,42 5,3 0,9
28 Percent Percent LIITE 5. Kalibroinnin tulosten lineaarinen riippuvuus Probability Plot of Mitattu kosteus % 3R140 Mitattu kosteus Normal Mean 7,08 StDev 0,4438 N 5 AD 0,534 P-Value 0, ,0 6,5 7,0 7,5 Mitattu kosteus % 8,0 Probability Plot of Laskettu kosteus % 3R140 Laskettu kosteus Normal Mean 6,98 StDev 0,3347 N 5 AD 0,205 P-Value 0, ,0 6,2 6,4 6,6 6,8 7,0 7,2 Laskettu kosteus % 7,4 7,6 7,8 Pearson correlation of Mitattu kosteus % and Laskettu kosteus % = 0,933 P-Value = 0,000

29 LIITE 6. Kalibroinnin teho, jakautuminen ja luottamusväli

30 LIITE 7. Tulosten lineaarinen riippuvuus

31 LIITE 8. Kokonaisteho ja jakautuminen
32 LIITE 9. Kokonaisluottamusväli
Aaltopahvin valmistus ja jalostus
 Aaltopahvin valmistus ja jalostus Aaltopahvi Aaltopahvi on maailman suosituin pakkausmateriaali ja käyttö kasvaa jatkuvasti Raaka-aine ekologinen (aurinkoenergia kuitu) Keveys yhdistettynä lujuuteen ja
Aaltopahvin valmistus ja jalostus Aaltopahvi Aaltopahvi on maailman suosituin pakkausmateriaali ja käyttö kasvaa jatkuvasti Raaka-aine ekologinen (aurinkoenergia kuitu) Keveys yhdistettynä lujuuteen ja
Stora Enso Packaging, valvojana Markku Hälinen
 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja laiteautomaatio Tutkintotyö Perttu Vainio AALTOPAHVIKONEEN VASTAANOTTOLAITTEISTON MODERNISOINTI Työn ohjaaja Työn teettäjä Lehtori Mika Korpinen Stora Enso Packaging,
TAMPEREEN AMMATTIKORKEAKOULU Kone- ja laiteautomaatio Tutkintotyö Perttu Vainio AALTOPAHVIKONEEN VASTAANOTTOLAITTEISTON MODERNISOINTI Työn ohjaaja Työn teettäjä Lehtori Mika Korpinen Stora Enso Packaging,
Powerflute for first class packaging. Savon Sellu Oy. Päättäjien Metsäakatemia 21.5.2014
 Powerflute for first class packaging Savon Sellu Oy Päättäjien Metsäakatemia 21.5.2014 1 Savon Sellu koivusta pahvia 9.5.2014 2 Savon Sellun historia Metsänomistajat ajoivat tehtaan rakentamista 1960-luvulla
Powerflute for first class packaging Savon Sellu Oy Päättäjien Metsäakatemia 21.5.2014 1 Savon Sellu koivusta pahvia 9.5.2014 2 Savon Sellun historia Metsänomistajat ajoivat tehtaan rakentamista 1960-luvulla
Stanssityökalujen optimointi ohjeistus
 Stanssityökalujen optimointi ohjeistus Case: Stora Enso Packaging LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2016 Jussi Ronkainen
Stanssityökalujen optimointi ohjeistus Case: Stora Enso Packaging LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2016 Jussi Ronkainen
VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS. Kuva 1. Cera-Tester viljankosteusmittari.
 VA K LA 41 Helsinki Rukkila Tit Helsinki 43 41 61 Pitäjännialci VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1965 Koetusselostus 579 Kuva 1. Cera-Tester
VA K LA 41 Helsinki Rukkila Tit Helsinki 43 41 61 Pitäjännialci VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1965 Koetusselostus 579 Kuva 1. Cera-Tester
räätälöityjä pakkauksia
 Asiakkaan tarpeisiin räätälöityjä pakkauksia Päättäjien Metsäakatemia Timo Anonen, Product Manager 12.5.2017 Divisioonat Consumer Board Packaging Solutions Biomaterials Wood Products Paper 2 Stora Enso
Asiakkaan tarpeisiin räätälöityjä pakkauksia Päättäjien Metsäakatemia Timo Anonen, Product Manager 12.5.2017 Divisioonat Consumer Board Packaging Solutions Biomaterials Wood Products Paper 2 Stora Enso
VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS
 VAKOLA Zial Helsinki Rukkila Helsinki 43 41 61 Pitäjänmai VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1965 Koetusselostus 578 Test report Eii va 1. Presto-viljankost
VAKOLA Zial Helsinki Rukkila Helsinki 43 41 61 Pitäjänmai VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1965 Koetusselostus 578 Test report Eii va 1. Presto-viljankost
Aaltopahvitehtaan ilmastoinnin modernisoinnin suunnittelu
 Jani Jääskeläinen Aaltopahvitehtaan ilmastoinnin modernisoinnin suunnittelu Opinnäytetyö Sähkötekniikan koulutusohjelma Helmikuu 2014 Opinnäytetyön päivämäärä 28.2.2014 Tekijä(t) Jani Jääskeläinen Koulutusohjelma
Jani Jääskeläinen Aaltopahvitehtaan ilmastoinnin modernisoinnin suunnittelu Opinnäytetyö Sähkötekniikan koulutusohjelma Helmikuu 2014 Opinnäytetyön päivämäärä 28.2.2014 Tekijä(t) Jani Jääskeläinen Koulutusohjelma
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Työelämäjakson raportti
 Työelämäjakson raportti Tapio Leskelä 24.8.2011 1 Yhteenveto... 3 2 Työelämäjakson tavoitteet... 3 3 Tehtäväkuvaus ja tulokset... 4 3.1 Tehtäväkuvaus... 4 3.2 Tulokset... 4 4 Taustatiedot StoraEnsosta...
Työelämäjakson raportti Tapio Leskelä 24.8.2011 1 Yhteenveto... 3 2 Työelämäjakson tavoitteet... 3 3 Tehtäväkuvaus ja tulokset... 4 3.1 Tehtäväkuvaus... 4 3.2 Tulokset... 4 4 Taustatiedot StoraEnsosta...
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Kojemeteorologia (53695) Laskuharjoitus 1
 Laskuharjoitus 1") Kojemeteorologia (53695) Laskuharjoitus 1 Risto Taipale 20.9.2013 1 Tehtävä 1 Erään lämpömittarin vertailu kalibrointistandardiin antoi keskimääräiseksi eroksi standardista 0,98 C ja eron keskihajonnaksi
Kojemeteorologia (53695) Laskuharjoitus 1 Risto Taipale 20.9.2013 1 Tehtävä 1 Erään lämpömittarin vertailu kalibrointistandardiin antoi keskimääräiseksi eroksi standardista 0,98 C ja eron keskihajonnaksi
Walki Flex. Joustavuutta pakkaamiseen
 Walki Flex Joustavuutta pakkaamiseen Walki Flex ratkaisuja toimivaan p akkaamiseen Elintarvike- ja lääketeollisuudessa pakkauksilta vaaditaan ennen kaikkea hygieenisyyttä, säilyvyyden edistämistä ja ympäristöystävällisyyttä.
Walki Flex Joustavuutta pakkaamiseen Walki Flex ratkaisuja toimivaan p akkaamiseen Elintarvike- ja lääketeollisuudessa pakkauksilta vaaditaan ennen kaikkea hygieenisyyttä, säilyvyyden edistämistä ja ympäristöystävällisyyttä.
AALTOPAHVIKONEEN VASTAANOTON TYÖTURVALLISUUDEN KEHITTÄMINEN
 AALTOPAHVIKONEEN VASTAANOTON TYÖTURVALLISUUDEN KEHITTÄMINEN Stora Enso Packaging Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka
AALTOPAHVIKONEEN VASTAANOTON TYÖTURVALLISUUDEN KEHITTÄMINEN Stora Enso Packaging Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka
PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
Paperinjalostus. Nestepakkaukset
 Paperinjalostus Nestepakkaukset Nestepakkauskartonki Nestepakkausten pääraaka-aineena voidaan käyttää yksinomaan valkaistua ja valkaisematonta lehti- tai havupuusellusta valmistettua yksi- tai monikerroksista
Paperinjalostus Nestepakkaukset Nestepakkauskartonki Nestepakkausten pääraaka-aineena voidaan käyttää yksinomaan valkaistua ja valkaisematonta lehti- tai havupuusellusta valmistettua yksi- tai monikerroksista
Ympäristöystävällinen ja monipuolinen pakkaus
 Ympäristöystävällinen ja monipuolinen pakkaus 2 Kuluttaja pitää paperi- ja kartonkituotteista Kartongilla ja paperilla on ylivertainen imago muihin pakkausmateriaaleihin nähden. Niitä pidetään turvallisina
Ympäristöystävällinen ja monipuolinen pakkaus 2 Kuluttaja pitää paperi- ja kartonkituotteista Kartongilla ja paperilla on ylivertainen imago muihin pakkausmateriaaleihin nähden. Niitä pidetään turvallisina
Paperinjalostus 30.3.2015
 Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen osat Lämpötilan
1 PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen osat Lämpötilan
Metsä Board. Sijoittajasuhdejohtaja Katri Sundström. Pörssisäätiön pörssiaamu, Tampere
 Metsä Board Sijoittajasuhdejohtaja Katri Sundström Pörssisäätiön pörssiaamu, Tampere 4.4.217 Käänne paperiyhtiöstä kartonkiyhtiöksi on saatu päätökseen Liiketoiminnan jakauma 25 Liiketoiminnan jakauma
Metsä Board Sijoittajasuhdejohtaja Katri Sundström Pörssisäätiön pörssiaamu, Tampere 4.4.217 Käänne paperiyhtiöstä kartonkiyhtiöksi on saatu päätökseen Liiketoiminnan jakauma 25 Liiketoiminnan jakauma
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
Metsä Board Osavuosikatsaus 1Q 2014
 Osavuosikatsaus 1Q 214 Merkittävimmät tapahtumat vuoden 214 ensimmäisellä neljänneksellä Kannattavuus parani edelliseen neljännekseen verrattuna Taivekartongin toimitusmäärät kasvoivat Euroopassa sekä
Osavuosikatsaus 1Q 214 Merkittävimmät tapahtumat vuoden 214 ensimmäisellä neljänneksellä Kannattavuus parani edelliseen neljännekseen verrattuna Taivekartongin toimitusmäärät kasvoivat Euroopassa sekä
Ekovilla Oy 2010 multimediaesittely
 Puukuitupohjaisia lämmöneristeitä valmistava Ekovilla Oy on 30-vuotias rakennusteollisuusyritys, joka toimii Kuusan-koskella. Yhtiöllä on tehtaat myös Kiimingissä ja Ylistarossa. Ekovilla on orgaanisten
Puukuitupohjaisia lämmöneristeitä valmistava Ekovilla Oy on 30-vuotias rakennusteollisuusyritys, joka toimii Kuusan-koskella. Yhtiöllä on tehtaat myös Kiimingissä ja Ylistarossa. Ekovilla on orgaanisten
Senfit online-kosteusanturin soveltuvuus energiaraaka-aineen mittaukseen
 Senfit online-kosteusanturin soveltuvuus energiaraaka-aineen mittaukseen Markku Korhonen, Vesa Fisk Senfit Oy Perttu Laakkonen UPM-Kymmene Oyj Timo Melkas Metsäteho Oy Tutkimuksen tavoite ja toteutus Tutkimuksen
Senfit online-kosteusanturin soveltuvuus energiaraaka-aineen mittaukseen Markku Korhonen, Vesa Fisk Senfit Oy Perttu Laakkonen UPM-Kymmene Oyj Timo Melkas Metsäteho Oy Tutkimuksen tavoite ja toteutus Tutkimuksen
MAB3 - Harjoitustehtävien ratkaisut:
 MAB - Harjoitustehtävien ratkaisut: Funktio. Piirretään koordinaatistoakselit ja sijoitetaan pisteet:. a) Funktioiden nollakohdat löydetään etsimällä kuvaajien ja - akselin leikkauspisteitä. Funktiolla
MAB - Harjoitustehtävien ratkaisut: Funktio. Piirretään koordinaatistoakselit ja sijoitetaan pisteet:. a) Funktioiden nollakohdat löydetään etsimällä kuvaajien ja - akselin leikkauspisteitä. Funktiolla
Versio 1. Hiilidioksidimittari 7787 Käyttöohje. Hiilidioksidimittari 7787 - Käyttöohje
 Versio 1 Hiilidioksidimittari 7787 Käyttöohje Hiilidioksidimittari 7787 - Käyttöohje Sisällys Johdanto... 3 Pakkaussisältö... 3 LCD näyttö... 4 Painikkeet... 4 Toiminnot... 5 Käynnistys ja sammutus...
Versio 1 Hiilidioksidimittari 7787 Käyttöohje Hiilidioksidimittari 7787 - Käyttöohje Sisällys Johdanto... 3 Pakkaussisältö... 3 LCD näyttö... 4 Painikkeet... 4 Toiminnot... 5 Käynnistys ja sammutus...
Otoskoko 107 kpl. a) 27 b) 2654
 27 b) 2654") 1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
Ohjeet tulostusmateriaalin valintaan
 Vältä tulostusongelmat käyttämällä vain suositeltuja tulostusmateriaaleja (paperia, kalvoja, kirjekuoria, kartonkia ja tarroja). Yksityiskohtaiset tiedot eri tulostusmateriaaleista ovat kartonki- ja tarratulostusohjeessa
Vältä tulostusongelmat käyttämällä vain suositeltuja tulostusmateriaaleja (paperia, kalvoja, kirjekuoria, kartonkia ja tarroja). Yksityiskohtaiset tiedot eri tulostusmateriaaleista ovat kartonki- ja tarratulostusohjeessa
Kosteusmittausyksiköt
 Kosteusmittausyksiköt Materiaalit Paino-% kosteus = kuinka monta prosenttia vettä materiaalissa on suhteessa kuivapainoon. kg/m3 kosteus = kuinka monta kg vettä materiaalissa on suhteessa yhteen kuutioon.
Kosteusmittausyksiköt Materiaalit Paino-% kosteus = kuinka monta prosenttia vettä materiaalissa on suhteessa kuivapainoon. kg/m3 kosteus = kuinka monta kg vettä materiaalissa on suhteessa yhteen kuutioon.
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
RANTALA SARI: Sairaanhoitajan eettisten ohjeiden tunnettavuus ja niiden käyttö hoitotyön tukena sisätautien vuodeosastolla
 TURUN YLIOPISTO Hoitotieteen laitos RANTALA SARI: Sairaanhoitajan eettisten ohjeiden tunnettavuus ja niiden käyttö hoitotyön tukena sisätautien vuodeosastolla Pro gradu -tutkielma, 34 sivua, 10 liitesivua
TURUN YLIOPISTO Hoitotieteen laitos RANTALA SARI: Sairaanhoitajan eettisten ohjeiden tunnettavuus ja niiden käyttö hoitotyön tukena sisätautien vuodeosastolla Pro gradu -tutkielma, 34 sivua, 10 liitesivua
Konetekniikan koulutusohjelman opintojaksomuutokset
 Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Puuhuolto/puun hankinta - Case Stora Enso. Yritysvastuujohtaja Pekka Kallio-Mannila
 Puuhuolto/puun hankinta - Case Stora Enso Yritysvastuujohtaja Pekka Kallio-Mannila Stora Enso Stora Enso on pakkaus-, biomateriaali-, puutuote- ja paperiteollisuuden maailmanlaajuinen edelläkävijä Maailmanlaajuisesti
Puuhuolto/puun hankinta - Case Stora Enso Yritysvastuujohtaja Pekka Kallio-Mannila Stora Enso Stora Enso on pakkaus-, biomateriaali-, puutuote- ja paperiteollisuuden maailmanlaajuinen edelläkävijä Maailmanlaajuisesti
Pelletöinti ja pelletin uudet raaka-aineet 9.2.2010 Valtimo
 Pelletöinti ja pelletin uudet raaka-aineet 9.2.2010 Valtimo Lasse Okkonen Pohjois-Karjalan ammattikorkeakoulu Lasse.Okkonen@pkamk.fi Tuotantoprosessi - Raaka-aineet: höylänlastu, sahanpuru, hiontapöly
Pelletöinti ja pelletin uudet raaka-aineet 9.2.2010 Valtimo Lasse Okkonen Pohjois-Karjalan ammattikorkeakoulu Lasse.Okkonen@pkamk.fi Tuotantoprosessi - Raaka-aineet: höylänlastu, sahanpuru, hiontapöly
Tulevaisuuden mahdollisuudet paperiteollisuudessa. PMA 18.-20.5.2011 Pentti Ilmasti
 Tulevaisuuden mahdollisuudet paperiteollisuudessa PMA 18.-20.5.2011 Pentti Ilmasti Metsäteollisuus on tärkeää Suomelle - nyt ja tulevaisuudessa 50 sellu- ja paperitehdasta sekä noin 200 muuta jalostustehdasta
Tulevaisuuden mahdollisuudet paperiteollisuudessa PMA 18.-20.5.2011 Pentti Ilmasti Metsäteollisuus on tärkeää Suomelle - nyt ja tulevaisuudessa 50 sellu- ja paperitehdasta sekä noin 200 muuta jalostustehdasta
TEKSTIILILAATTOJEN ASENNUSOHJE
 Sivu 1 / 5 On tärkeää, että tekstiililaatat asennetaan oikein ja huolellisesti. Hyvän lopputuloksen varmistamiseksi noudata näitä ohjeita tarkasti. Yksi tekstiililaatan tärkeimpiä etuja on asennuksen nopeus
Sivu 1 / 5 On tärkeää, että tekstiililaatat asennetaan oikein ja huolellisesti. Hyvän lopputuloksen varmistamiseksi noudata näitä ohjeita tarkasti. Yksi tekstiililaatan tärkeimpiä etuja on asennuksen nopeus
Biotalouden mahdollisuudet ja vaikutukset aluetalouteen ja puunhankintaan: Case Stora Enso Varkaus
 Biotalouden mahdollisuudet ja vaikutukset aluetalouteen ja puunhankintaan: Kalle Kärhä, Stora Enso Oyj Metsä Metsätieteen päivä 2015 : Metsien kestävä käyttö biotalouden aikana Biotalous ja Metsäteknologia:
Biotalouden mahdollisuudet ja vaikutukset aluetalouteen ja puunhankintaan: Kalle Kärhä, Stora Enso Oyj Metsä Metsätieteen päivä 2015 : Metsien kestävä käyttö biotalouden aikana Biotalous ja Metsäteknologia:
5$32577, 1 (8) Kokeen aikana vaihteisto sijaitsi tasalämpöisessä hallissa.
 Kokeen aikana vaihteisto sijaitsi tasalämpöisessä hallissa.") 5$32577, 1 (8) 5967(&12/2*
5$32577, 1 (8) 5967(&12/2*
MUSEOT KULTTUURIPALVELUINA
 Elina Arola MUSEOT KULTTUURIPALVELUINA Tutkimuskohteena Mikkelin museot Opinnäytetyö Kulttuuripalvelujen koulutusohjelma Marraskuu 2005 KUVAILULEHTI Opinnäytetyön päivämäärä 25.11.2005 Tekijä(t) Elina
Elina Arola MUSEOT KULTTUURIPALVELUINA Tutkimuskohteena Mikkelin museot Opinnäytetyö Kulttuuripalvelujen koulutusohjelma Marraskuu 2005 KUVAILULEHTI Opinnäytetyön päivämäärä 25.11.2005 Tekijä(t) Elina
heating wedge = kuumakiila liitettävät materiaalit hot air = kuuma ilma hot air tape welding = kuuma ilma teippaus ultrasonic = ultraääni
 PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
WISA -Spruce monitoimivaneri
 WISA -Spruce monitoimivaneri Enemmän kuin rakennevaneri. Pohjoisen hitaasti kasvanut kuusipuu antaa WISA -Spruce vanerille erinomaiset ominaisuudet; mainion yhdistelmän esteettisesti miellyttävää ulkonäköä
WISA -Spruce monitoimivaneri Enemmän kuin rakennevaneri. Pohjoisen hitaasti kasvanut kuusipuu antaa WISA -Spruce vanerille erinomaiset ominaisuudet; mainion yhdistelmän esteettisesti miellyttävää ulkonäköä
TTY Mittausten koekenttä. Käyttö. Sijainti
 TTY Mittausten koekenttä Käyttö Tampereen teknillisen yliopiston mittausten koekenttä sijaitsee Tampereen teknillisen yliopiston välittömässä läheisyydessä. Koekenttä koostuu kuudesta pilaripisteestä (
TTY Mittausten koekenttä Käyttö Tampereen teknillisen yliopiston mittausten koekenttä sijaitsee Tampereen teknillisen yliopiston välittömässä läheisyydessä. Koekenttä koostuu kuudesta pilaripisteestä (
MAB3 - Harjoitustehtävien ratkaisut:
 MAB3 - Harjoitustehtävien ratkaisut: 1 Funktio 1.1 Piirretään koordinaatistoakselit ja sijoitetaan pisteet: 1 1. a) Funktioiden nollakohdat löydetään etsimällä kuvaajien ja - akselin leikkauspisteitä.
MAB3 - Harjoitustehtävien ratkaisut: 1 Funktio 1.1 Piirretään koordinaatistoakselit ja sijoitetaan pisteet: 1 1. a) Funktioiden nollakohdat löydetään etsimällä kuvaajien ja - akselin leikkauspisteitä.
SmartComp Smart Competitiveness for the Central Baltic Region -jatkoseminaari Yhteistyöstä kilpailukykyä meriklusteriin 19.9.2013
 SmartComp Smart Competitiveness for the Central Baltic Region -jatkoseminaari Yhteistyöstä kilpailukykyä meriklusteriin 19.9.2013 1 Langh -yritykset 2 Innovaatiot Yhteistyö oppilaitosten kanssa Opinnäytetyöt
SmartComp Smart Competitiveness for the Central Baltic Region -jatkoseminaari Yhteistyöstä kilpailukykyä meriklusteriin 19.9.2013 1 Langh -yritykset 2 Innovaatiot Yhteistyö oppilaitosten kanssa Opinnäytetyöt
LaserQC mittauksia laserin nopeudella
 LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
Snowek Oy:n harjalaitteiden päästöjen mittaus Nuuskija-autolla
 Snowek Oy:n harjalaitteiden päästöjen mittaus Nuuskija-autolla Liisa Pirjola Aleksi Malinen Oskari Raiskio Metropolia ammattikorkeakoulu Teollinen tuotanto Tulokset 1. Snowek Oy:n ja Dynaset Oy:n yhdessä
Snowek Oy:n harjalaitteiden päästöjen mittaus Nuuskija-autolla Liisa Pirjola Aleksi Malinen Oskari Raiskio Metropolia ammattikorkeakoulu Teollinen tuotanto Tulokset 1. Snowek Oy:n ja Dynaset Oy:n yhdessä
KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO TEKNISTALOUDELLINEN TIEDEKUNTA Tuotantotalouden koulutusohjelma KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA Diplomityöaihe on hyväksytty Tuotantotalouden
LAPPEENRANNAN TEKNILLINEN YLIOPISTO TEKNISTALOUDELLINEN TIEDEKUNTA Tuotantotalouden koulutusohjelma KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA Diplomityöaihe on hyväksytty Tuotantotalouden
KONE Pörssi-ilta , Espoo Matti Alahuhta, toimitusjohtaja
 KONE Pörssi-ilta 25.3.2013, Espoo Matti Alahuhta, toimitusjohtaja Vuosi 2012 lyhyesti KONE lyhyesti myynnin ja henkilöstön jakautuminen vuonna 2012 Liikevaihto liiketoiminnoittain, yhteensä 6,3 miljadia
KONE Pörssi-ilta 25.3.2013, Espoo Matti Alahuhta, toimitusjohtaja Vuosi 2012 lyhyesti KONE lyhyesti myynnin ja henkilöstön jakautuminen vuonna 2012 Liikevaihto liiketoiminnoittain, yhteensä 6,3 miljadia
FYSIIKAN LABORAATIOTYÖ 4 LÄMMÖNJOHTAVUUDEN, LÄMMÖNLÄPÄISYKERTOI- MEN JA LÄMMÖNSIIRTYMISKERTOIMEN MÄÄRITYS
 FYSIIKAN LABORAATIOTYÖ 4 LÄMMÖNJOHTAVUUDEN, LÄMMÖNLÄPÄISYKERTOI- MEN JA LÄMMÖNSIIRTYMISKERTOIMEN MÄÄRITYS Työselostuksen laatija: Tommi Tauriainen Luokka: TTE7SNC Ohjaaja: Ari Korhonen Työn tekopvm: 28.03.2008
FYSIIKAN LABORAATIOTYÖ 4 LÄMMÖNJOHTAVUUDEN, LÄMMÖNLÄPÄISYKERTOI- MEN JA LÄMMÖNSIIRTYMISKERTOIMEN MÄÄRITYS Työselostuksen laatija: Tommi Tauriainen Luokka: TTE7SNC Ohjaaja: Ari Korhonen Työn tekopvm: 28.03.2008
VAKOLA VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Koetusselostus 178. Ryhmä /55/1
 VAKOLA Postios. Helsinki Rukkila Puhelin Helsinki 84 78 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1955 Koetusselostus 178 Ryhmä 140 1790/55/1 2 PIKAKOSTEUSMITTARI QUICKTEST malli
VAKOLA Postios. Helsinki Rukkila Puhelin Helsinki 84 78 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1955 Koetusselostus 178 Ryhmä 140 1790/55/1 2 PIKAKOSTEUSMITTARI QUICKTEST malli
Luontaisesti syntynyt ekoteollisuuspuisto Case Varkaus
 Luontaisesti syntynyt ekoteollisuuspuisto Case Varkaus 15.3.2006 Eeva Punta Linnunmaa Oy Luontaisesti syntynyt ekoteollisuuspuisto = tyypillisesti syntynyt suomalainen metsäteollisuusintegraatti liitännäisineen
Luontaisesti syntynyt ekoteollisuuspuisto Case Varkaus 15.3.2006 Eeva Punta Linnunmaa Oy Luontaisesti syntynyt ekoteollisuuspuisto = tyypillisesti syntynyt suomalainen metsäteollisuusintegraatti liitännäisineen
Energiapuun kosteuden määrittäminen metsäkuljetuksen yhteydessä
 Energiapuun kosteuden määrittäminen metsäkuljetuksen yhteydessä Mikko Holopainen, Pohjois-Karjalan AMK Jari Lindblad, Metsäntutkimuslaitos Timo Melkas, Metsäteho Oy 14.8.2012 Taustaa Kosteus on energiapuun
Energiapuun kosteuden määrittäminen metsäkuljetuksen yhteydessä Mikko Holopainen, Pohjois-Karjalan AMK Jari Lindblad, Metsäntutkimuslaitos Timo Melkas, Metsäteho Oy 14.8.2012 Taustaa Kosteus on energiapuun
Vuosi 2006. Jukka Rinnevaara Toimitusjohtaja
 Vuosi 2006 Jukka Rinnevaara Toimitusjohtaja 1 Disclaimer This presentation is confidential and is intended solely for the use of the recipients of the presentation in connection with their consideration
Vuosi 2006 Jukka Rinnevaara Toimitusjohtaja 1 Disclaimer This presentation is confidential and is intended solely for the use of the recipients of the presentation in connection with their consideration
CNC:N ASETUSAJAN PIENENTÄMINEN
 CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
Mittausprojekti 2017
 Mittausprojekti 2017 Hajonta et al Tulos vs. mittaus? Tilastolliset tunnusluvut pitää laskea (keskiarvot ja hajonnat). Tuloksia esitetään, ei sitä kuinka paljon ryhmä teki töitä mitatessaan. Yksittäisiä
Mittausprojekti 2017 Hajonta et al Tulos vs. mittaus? Tilastolliset tunnusluvut pitää laskea (keskiarvot ja hajonnat). Tuloksia esitetään, ei sitä kuinka paljon ryhmä teki töitä mitatessaan. Yksittäisiä
Metsä Board Vahvaa kasvua korkealaatuisissa pakkauskartongeissa Katri Sundström sijoittajasuhdejohtaja. Arvopaperin aamuseminaari 17.2.
 Metsä Board Vahvaa kasvua korkealaatuisissa pakkauskartongeissa Katri Sundström sijoittajasuhdejohtaja aamuseminaari 17.2.216 Kartonki on Metsä Boardin ydinliiketoimintaa Metsä Board lyhyesti Euroopan
Metsä Board Vahvaa kasvua korkealaatuisissa pakkauskartongeissa Katri Sundström sijoittajasuhdejohtaja aamuseminaari 17.2.216 Kartonki on Metsä Boardin ydinliiketoimintaa Metsä Board lyhyesti Euroopan
33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ
 TYÖOHJE 14.7.2010 JMK, TSU 33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ Laitteisto: Kuva 1. Kytkentä solenoidin ja toroidin magneettikenttien mittausta varten. Käytä samaa digitaalista jännitemittaria molempien
TYÖOHJE 14.7.2010 JMK, TSU 33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ Laitteisto: Kuva 1. Kytkentä solenoidin ja toroidin magneettikenttien mittausta varten. Käytä samaa digitaalista jännitemittaria molempien
Suorakulmainen kolmio
 Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
Metsä Board Financial 2015 Tilinpäätöstiedote 2015
 Metsä Board Financial 215 Tilinpäätöstiedote statements review 215 Vuoden 215 kohokohdat Kartonkien toimitusmäärät kasvoivat 12 % verrattuna vuoteen 214 Liikevoitto parani 32 % Vahva liiketoiminnan kassavirta
Metsä Board Financial 215 Tilinpäätöstiedote statements review 215 Vuoden 215 kohokohdat Kartonkien toimitusmäärät kasvoivat 12 % verrattuna vuoteen 214 Liikevoitto parani 32 % Vahva liiketoiminnan kassavirta
PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6
 PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6 Suomen puunjalostus ja sen merkitys eri puutavaralajit ja niiden laadun vaikutus puunjalostukseen puunjalostusmuodot 1 Puu on ekologinen materiaali
PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6 Suomen puunjalostus ja sen merkitys eri puutavaralajit ja niiden laadun vaikutus puunjalostukseen puunjalostusmuodot 1 Puu on ekologinen materiaali
Infrastruktuurirakentaminen ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA
 Infrastruktuurirakentaminen ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA SISÄLLYS 1. ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA Asfaltin lisäaineen valmistaminen kierrätetystä sellukuidusta...3
Infrastruktuurirakentaminen ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA SISÄLLYS 1. ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA Asfaltin lisäaineen valmistaminen kierrätetystä sellukuidusta...3
2/3D ELEKTRONINEN MITTAUS. Auton elektroninen. 2/3D-mittalaite. Technology from FINLAND MEASURING SYSTEMS
 2/3D ELEKTRONINEN MITTAUS Auton elektroninen 2/3D-mittalaite Technology from FINLAND MEASURING SYSTEMS 2/3D ELEKTRONINEN MITTAUS Auton elektroninen 2/3D-mittalaite Autorobot Finland Oy on kehittänyt auton
2/3D ELEKTRONINEN MITTAUS Auton elektroninen 2/3D-mittalaite Technology from FINLAND MEASURING SYSTEMS 2/3D ELEKTRONINEN MITTAUS Auton elektroninen 2/3D-mittalaite Autorobot Finland Oy on kehittänyt auton
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma PAKKAUSKONEIDEN KANNATTAVUUS PROFITABILITY OF PACKAGING MACHINES Lappeenrannassa 24.1.2012 Valerija Scherban 0238295
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma PAKKAUSKONEIDEN KANNATTAVUUS PROFITABILITY OF PACKAGING MACHINES Lappeenrannassa 24.1.2012 Valerija Scherban 0238295
Oikea jäähdytys on osa ruoan laatua.
 Oikea jäähdytys on osa ruoan laatua. Pikajäähdytys- ja pikapakastuslaitteet Porkka teki oikean jäähdytyksen helpoksi Porkan uuden sukupolven edistykselliset pikajäähdytys- ja pikajäähdytys-pakastuslaitteet
Oikea jäähdytys on osa ruoan laatua. Pikajäähdytys- ja pikapakastuslaitteet Porkka teki oikean jäähdytyksen helpoksi Porkan uuden sukupolven edistykselliset pikajäähdytys- ja pikajäähdytys-pakastuslaitteet
Firestone Allasjärjestelmät. Varmuutta vaativiin olosuhteisiin
 Firestone Allasjärjestelmät Varmuutta vaativiin olosuhteisiin Korkealaatuinen allaskalvo Firestone allaskumia on saatavana jopa 15 m leveänä ja 61 m pitkänä. Firestone allasrakenteet perustuvat EPDM-kumikalvoihin,
Firestone Allasjärjestelmät Varmuutta vaativiin olosuhteisiin Korkealaatuinen allaskalvo Firestone allaskumia on saatavana jopa 15 m leveänä ja 61 m pitkänä. Firestone allasrakenteet perustuvat EPDM-kumikalvoihin,
Vaisala vuonna 2012. Kjell Forsén Toimitusjohtaja 26.03.2013
 Vaisala vuonna 2012 Kjell Forsén Toimitusjohtaja 26.03.2013 Taloudelliset mittarit Yleiskatsaus vuoteen 2012 Saadut tilaukset 264,7 (278,8) milj. euroa Liikevaihto 293,3 (273,6) milj. euroa Liiketulos
Vaisala vuonna 2012 Kjell Forsén Toimitusjohtaja 26.03.2013 Taloudelliset mittarit Yleiskatsaus vuoteen 2012 Saadut tilaukset 264,7 (278,8) milj. euroa Liikevaihto 293,3 (273,6) milj. euroa Liiketulos
Palautuslaite Boomerang ZHR
 Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
LVL by Stora Enso. Syysriihi Puu ja Bioenergia , Jyväskylä. Jaakko Huovinen
 LVL by Stora Enso Syysriihi 2017 Puu ja Bioenergia, Jyväskylä Jaakko Huovinen Stora Enso lyhyesti Stora Enso vastaa maailmanlaajuisiin megatrendeihin Suuret, maailmanlaajuiset kehityssuuntaukset vaikuttavat
LVL by Stora Enso Syysriihi 2017 Puu ja Bioenergia, Jyväskylä Jaakko Huovinen Stora Enso lyhyesti Stora Enso vastaa maailmanlaajuisiin megatrendeihin Suuret, maailmanlaajuiset kehityssuuntaukset vaikuttavat
KUITUPOHJAISTEN PAKKAUSTEN MUODONANTO
 KUITUPOHJAISTEN PAKKAUSTEN MUODONANTO Professori Juha Varis Lappeenrannan teknillinen yliopisto TAUSTAA Lappeenrannan teknillisen yliopiston Konepajatekniikanja levytyötekniikan laboratorio ja Stora Enso
KUITUPOHJAISTEN PAKKAUSTEN MUODONANTO Professori Juha Varis Lappeenrannan teknillinen yliopisto TAUSTAA Lappeenrannan teknillisen yliopiston Konepajatekniikanja levytyötekniikan laboratorio ja Stora Enso
Mittausverkon pilotointi kasvihuoneessa
 Mittausverkon pilotointi kasvihuoneessa Lepolan Puutarha Oy pilotoi TTY:llä kehitettyä automaattista langatonta sensoriverkkoa Turussa 3 viikon ajan 7.-30.11.2009. Puutarha koostuu kokonaisuudessaan 2.5
Mittausverkon pilotointi kasvihuoneessa Lepolan Puutarha Oy pilotoi TTY:llä kehitettyä automaattista langatonta sensoriverkkoa Turussa 3 viikon ajan 7.-30.11.2009. Puutarha koostuu kokonaisuudessaan 2.5
Fysikaaliset ja mekaaniset menetelmät kiinteille biopolttoaineille
 Fysikaaliset ja mekaaniset menetelmät kiinteille biopolttoaineille Hans Hartmann Technology and Support Centre of Renewable Raw Materials TFZ Straubing, Saksa Markku Herranen ENAS Oy & Eija Alakangas,
Fysikaaliset ja mekaaniset menetelmät kiinteille biopolttoaineille Hans Hartmann Technology and Support Centre of Renewable Raw Materials TFZ Straubing, Saksa Markku Herranen ENAS Oy & Eija Alakangas,
TESTAUSSELOSTE Nro VTT-S Pro Clima Acrylat Solid liiman tartuntakokeet
 TESTAUSSELOSTE Nro VTT-S-25-14.9. Pro Clima Acrylat Solid liiman tartuntakokeet Tilaaja: Redi-Talot Oy TESTAUSSELOSTE NRO VTT-S-25-1 (5) Tilaaja Redi-Talot Oy Jarmo Puronlahti Yrittäjäntie 23 18 KLAUKKALA
TESTAUSSELOSTE Nro VTT-S-25-14.9. Pro Clima Acrylat Solid liiman tartuntakokeet Tilaaja: Redi-Talot Oy TESTAUSSELOSTE NRO VTT-S-25-1 (5) Tilaaja Redi-Talot Oy Jarmo Puronlahti Yrittäjäntie 23 18 KLAUKKALA
Terveysmonitori. Tyyppi BC-543 Käyttöohje
 Terveysmonitori Tyyppi BC-543 Käyttöohje 1 1) TURVALLISUUS - henkilöiden, joilla on esim. sydämentahdistin tai jokin muu sähköinen implantti, ei tulisi käyttää tätä laitetta, koska laite lähettää pienen
Terveysmonitori Tyyppi BC-543 Käyttöohje 1 1) TURVALLISUUS - henkilöiden, joilla on esim. sydämentahdistin tai jokin muu sähköinen implantti, ei tulisi käyttää tätä laitetta, koska laite lähettää pienen
ABT PUNNITSEVA HAARUKKAVAUNU ECONOMY
 ABT PUNNITSEVA HAARUKKAVAUNU ECONOMY Lue käyttöohje ennen vaunun käyttöönottoa! Sisällys 1. Johdanto 2. Erittely 3. Varoitukset ja turvaohjeet 4. Haarukkavaunun käyttäminen 4.1 Käyttö 4.2 Näytön toiminnot
ABT PUNNITSEVA HAARUKKAVAUNU ECONOMY Lue käyttöohje ennen vaunun käyttöönottoa! Sisällys 1. Johdanto 2. Erittely 3. Varoitukset ja turvaohjeet 4. Haarukkavaunun käyttäminen 4.1 Käyttö 4.2 Näytön toiminnot
Kuvailulehti. Korkotuki, kannattavuus. Päivämäärä 03.08.2015. Tekijä(t) Rautiainen, Joonas. Julkaisun laji Opinnäytetyö. Julkaisun kieli Suomi
 Rautiainen, Joonas. Julkaisun laji Opinnäytetyö. Julkaisun kieli Suomi") Kuvailulehti Tekijä(t) Rautiainen, Joonas Työn nimi Korkotuetun vuokratalon kannattavuus Ammattilaisten mietteitä Julkaisun laji Opinnäytetyö Sivumäärä 52 Päivämäärä 03.08.2015 Julkaisun kieli Suomi Verkkojulkaisulupa
Kuvailulehti Tekijä(t) Rautiainen, Joonas Työn nimi Korkotuetun vuokratalon kannattavuus Ammattilaisten mietteitä Julkaisun laji Opinnäytetyö Sivumäärä 52 Päivämäärä 03.08.2015 Julkaisun kieli Suomi Verkkojulkaisulupa
Mobiiliverkkojen vertailumittaus Tampere, Jyväskylä, Turku
 Mobiiliverkkojen vertailumittaus Tampere, Jyväskylä, Turku Marraskuu 2018 1. Tiivistelmä... 3 2. Johdanto... 4 3. Tulokset... 5 3.1. Kaupunkikohtaiset tulokset, Tampere... 5 3.1. Kaupunkikohtaiset tulokset,
Mobiiliverkkojen vertailumittaus Tampere, Jyväskylä, Turku Marraskuu 2018 1. Tiivistelmä... 3 2. Johdanto... 4 3. Tulokset... 5 3.1. Kaupunkikohtaiset tulokset, Tampere... 5 3.1. Kaupunkikohtaiset tulokset,
1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4
 Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
ph-pikatestin käyttöohje
 ph-pikatestin käyttöohje TÄRKEÄÄ LUE HUOLELLISESTI ENNEN KÄYTTÖÄ SÄILYTÄ TALLESSA MYÖHEMPÄÄ KÄYTTÖÄ VARTEN VAROITUKSET: - Tätä tuotetta ei ole tarkoitettu käytettäväksi muuhun kuin tässä ohjeessa osoitettuun
ph-pikatestin käyttöohje TÄRKEÄÄ LUE HUOLELLISESTI ENNEN KÄYTTÖÄ SÄILYTÄ TALLESSA MYÖHEMPÄÄ KÄYTTÖÄ VARTEN VAROITUKSET: - Tätä tuotetta ei ole tarkoitettu käytettäväksi muuhun kuin tässä ohjeessa osoitettuun
Kosteusmittausten haasteet
 Kosteusmittausten haasteet Luotettavuutta päästökauppaan liittyviin mittauksiin, MIKES 21.9.2006 Martti Heinonen Tavoite Kosteusmittaukset ovat haastavia; niiden luotettavuuden arviointi ja parantaminen
Kosteusmittausten haasteet Luotettavuutta päästökauppaan liittyviin mittauksiin, MIKES 21.9.2006 Martti Heinonen Tavoite Kosteusmittaukset ovat haastavia; niiden luotettavuuden arviointi ja parantaminen
Kuva 1. VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen, malli 510
 VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
UPM ForMi - selluloosa biokomposiitit ja käytännön sovellukset. Stefan Fors, UPM
 UPM ForMi - selluloosa biokomposiitit ja käytännön sovellukset Stefan Fors, UPM 1 UPM UPM The Biofore Company VISIO UPM yhdistää bio- ja metsäteollisuuden ja rakentaa uutta, kestävää ja innovaatiovetoista
UPM ForMi - selluloosa biokomposiitit ja käytännön sovellukset Stefan Fors, UPM 1 UPM UPM The Biofore Company VISIO UPM yhdistää bio- ja metsäteollisuuden ja rakentaa uutta, kestävää ja innovaatiovetoista
Pörssitiedote klo 9.00
 Pörssitiedote 22.3.2012 klo 9.00 Stora Enson uuden liiketoiminta-aluejaon mukaiset historialliset luvut STORA ENSO OYJ PÖRSSITIEDOTE 22.3.2012 klo 9.00 Stora Enso on 17.1.2012 julkistetun tiedotteen mukaisesti
Pörssitiedote 22.3.2012 klo 9.00 Stora Enson uuden liiketoiminta-aluejaon mukaiset historialliset luvut STORA ENSO OYJ PÖRSSITIEDOTE 22.3.2012 klo 9.00 Stora Enso on 17.1.2012 julkistetun tiedotteen mukaisesti
Munksjö Oyj älykkäämpää paperiteknologian käyttöä. Arvopaperin Rahapäivä, Helsinki 23.9.2014 Laura Lindholm, sijoittajasuhdepäällikkö
 Munksjö Oyj älykkäämpää paperiteknologian käyttöä Arvopaperin Rahapäivä, Helsinki 23.9.2014 Laura Lindholm, sijoittajasuhdepäällikkö 1 2 3 4 Munksjö lyhyesti Liiketoimintaidea ja strategia Taloudellinen
Munksjö Oyj älykkäämpää paperiteknologian käyttöä Arvopaperin Rahapäivä, Helsinki 23.9.2014 Laura Lindholm, sijoittajasuhdepäällikkö 1 2 3 4 Munksjö lyhyesti Liiketoimintaidea ja strategia Taloudellinen
Pellettikoe. Kosteuden vaikutus savukaasuihin Koetestaukset, Energon Jussi Kuusela
 Pellettikoe Kosteuden vaikutus savukaasuihin Koetestaukset, Energon Jussi Kuusela Johdanto Tässä kokeessa LAMKin ympäristötekniikan opiskelijat havainnollistivat miten puupellettien kosteuden muutos vaikuttaa
Pellettikoe Kosteuden vaikutus savukaasuihin Koetestaukset, Energon Jussi Kuusela Johdanto Tässä kokeessa LAMKin ympäristötekniikan opiskelijat havainnollistivat miten puupellettien kosteuden muutos vaikuttaa
TEKNOCALOR OY M ITTARIOSASTO SINIKELLONKUJA PUH
 MM ME100 0 KOS STEUS SMITT TARIN KÄYTT TÖOH HJEET TEKNOCALOR OY M ITTARIOSASTO SINIKELLONKUJA 4, 01300 VANTAA PUH. 010 820 1100 Hyvä asiakkaamme, Onnittelut MME 100 kosteusmittarin hankintapäätöksestä.
MM ME100 0 KOS STEUS SMITT TARIN KÄYTT TÖOH HJEET TEKNOCALOR OY M ITTARIOSASTO SINIKELLONKUJA 4, 01300 VANTAA PUH. 010 820 1100 Hyvä asiakkaamme, Onnittelut MME 100 kosteusmittarin hankintapäätöksestä.
Kävelyn aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta)
") TUTKIMUSSELOSTUS Nro VTT-S-02441-07 Korvaa selostuksen Nro VTT-S-00671-07 7.3.2007 n aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta) Tilaaja: SIA
TUTKIMUSSELOSTUS Nro VTT-S-02441-07 Korvaa selostuksen Nro VTT-S-00671-07 7.3.2007 n aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta) Tilaaja: SIA
Monipuolista hienomekaniikkaa. Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI Järvenpää. Tel (0)
") Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Pakkauspörssi Oy. kuvasto 2012 2013
 Pakkauspörssi Oy kuvasto 2012 2013 1 SISÄLLYSLUETTELO PAKKAUSTEIPIT 3 PAINETUT TEIPIT 4 LÄHETYSLISTATASKUT 5 SUUNTA- JA KIIHTYVYYSANTURIT 5 TIP N TELL INDIKAATTORI 5 DROP N TELL INDIKAATTORI 5 AALTOPAHVILAATIKOT
Pakkauspörssi Oy kuvasto 2012 2013 1 SISÄLLYSLUETTELO PAKKAUSTEIPIT 3 PAINETUT TEIPIT 4 LÄHETYSLISTATASKUT 5 SUUNTA- JA KIIHTYVYYSANTURIT 5 TIP N TELL INDIKAATTORI 5 DROP N TELL INDIKAATTORI 5 AALTOPAHVILAATIKOT
JÄTEHUOLLON ERIKOISTYÖ
 Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Munksjö Älykästä paperiteknologiaa. Arvopaperin Rahapäivä Helsinki Pia Aaltonen-Forsell, CFO
 Munksjö Älykästä paperiteknologiaa Arvopaperin Rahapäivä Helsinki 15.9.2016 Pia Aaltonen-Forsell, CFO 1 2 3 4 Munksjö lyhyesti Strategia, markkinat ja liiketoiminta-alueet Taloudellinen kehitys ja taloudelliset
Munksjö Älykästä paperiteknologiaa Arvopaperin Rahapäivä Helsinki 15.9.2016 Pia Aaltonen-Forsell, CFO 1 2 3 4 Munksjö lyhyesti Strategia, markkinat ja liiketoiminta-alueet Taloudellinen kehitys ja taloudelliset
Metsä Board Vuositulos 2012
 Vuositulos 212 1 Merkittävimmät tapahtumat vuonna 212 (1/3) Kartongin markkinatilanne normalisoitui ensimmäisellä neljänneksellä Siirtymä keräyskuitupohjaisista kuluttajapakkauksista ensikuitupohjaisiin
Vuositulos 212 1 Merkittävimmät tapahtumat vuonna 212 (1/3) Kartongin markkinatilanne normalisoitui ensimmäisellä neljänneksellä Siirtymä keräyskuitupohjaisista kuluttajapakkauksista ensikuitupohjaisiin
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
Capacity Utilization
 Capacity Utilization Tim Schöneberg 28th November Agenda Introduction Fixed and variable input ressources Technical capacity utilization Price based capacity utilization measure Long run and short run
Capacity Utilization Tim Schöneberg 28th November Agenda Introduction Fixed and variable input ressources Technical capacity utilization Price based capacity utilization measure Long run and short run
Energia-alan keskeisiä termejä. 1. Energiatase (energy balance)
") Energia-alan keskeisiä termejä 1. Energiatase (energy balance) Energiataseet perustuvat energian häviämättömyyden lakiin. Systeemi rajataan ja siihen meneviä ja sieltä tulevia energiavirtoja tarkastellaan.
Energia-alan keskeisiä termejä 1. Energiatase (energy balance) Energiataseet perustuvat energian häviämättömyyden lakiin. Systeemi rajataan ja siihen meneviä ja sieltä tulevia energiavirtoja tarkastellaan.
Teema 1: Globaali todellisuus. 1. Maailman metsävarat ja niiden käyttö 2. Metsäteollisuus maailmalla ja Suomessa
 Teema 1: Globaali todellisuus 1. Maailman metsävarat ja niiden käyttö 2. Metsäteollisuus maailmalla ja Suomessa Maailman metsät ja kasvillisuusvyöhykkeet Metsistä boreaalisella vyöhykkeellä on 1/3. Ne
Teema 1: Globaali todellisuus 1. Maailman metsävarat ja niiden käyttö 2. Metsäteollisuus maailmalla ja Suomessa Maailman metsät ja kasvillisuusvyöhykkeet Metsistä boreaalisella vyöhykkeellä on 1/3. Ne
Betonirakentamisen talvituotteet VARAUDU TALVEEN. Meiltä saat tarvittavat betonirakentamisen talvituotteet
 VARAUDU TALVEEN Meiltä saat tarvittavat betonirakentamisen talvituotteet - Pakkassuojamatot - Roudansulatusmatot - Led työvalot - Betoninkovetuskaapelit - Betonilämpömittarit - Lumennostopeitteet - Muottiöljyt
VARAUDU TALVEEN Meiltä saat tarvittavat betonirakentamisen talvituotteet - Pakkassuojamatot - Roudansulatusmatot - Led työvalot - Betoninkovetuskaapelit - Betonilämpömittarit - Lumennostopeitteet - Muottiöljyt
Hakkeen kosteuden on-line -mittaus
 Hakkeen kosteuden on-line -mittaus Julkaisu: Järvinen, T., Siikanen, S., Tiitta, M. ja Tomppo, L. 2008. Yhdistelmämittaus hakkeen kosteuden on-line -määritykseen. VTT-R-08121-08 Tavoite ja toteutus Hakkeen
Hakkeen kosteuden on-line -mittaus Julkaisu: Järvinen, T., Siikanen, S., Tiitta, M. ja Tomppo, L. 2008. Yhdistelmämittaus hakkeen kosteuden on-line -määritykseen. VTT-R-08121-08 Tavoite ja toteutus Hakkeen
Äänekosken biotuotetehdas
 Äänekosken biotuotetehdas Metsä Groupin avainluvut 2014 METSÄ GROUP Liikevaihto 5,0 mrd. euroa Henkilöstö 10 500 METSÄLIITTO OSUUSKUNTA Konsernin emoyritys Omistajina 122 000 suomalaista metsänomistajaa
Äänekosken biotuotetehdas Metsä Groupin avainluvut 2014 METSÄ GROUP Liikevaihto 5,0 mrd. euroa Henkilöstö 10 500 METSÄLIITTO OSUUSKUNTA Konsernin emoyritys Omistajina 122 000 suomalaista metsänomistajaa
Delegaattivalmennus ISO /TC 207 Ympäristöasioiden hallinta / Tuotteen hiilijalanjälki
 Delegaattivalmennus 23.11.2017 ISO /TC 207 Ympäristöasioiden hallinta / Tuotteen hiilijalanjälki Stora Enso lyhyesti Uusiutuvien pakkaus-, biomateriaali-, puutuoteja paperiteollisuuden ratkaisuiden edelläkävijä
Delegaattivalmennus 23.11.2017 ISO /TC 207 Ympäristöasioiden hallinta / Tuotteen hiilijalanjälki Stora Enso lyhyesti Uusiutuvien pakkaus-, biomateriaali-, puutuoteja paperiteollisuuden ratkaisuiden edelläkävijä