HITSATTAVAN KONSTRUKTION LAADUN JA RAKENTEEN KEHITTÄMINEN LYÖNTIPAALUTUSKONEESSA
|
|
|
- Emilia Lehtilä
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Aki Riikonen HITSATTAVAN KONSTRUKTION LAADUN JA RAKENTEEN KEHITTÄMINEN LYÖNTIPAALUTUSKONEESSA Työn tarkastajat: Professori Jukka Martikainen DI Jenni Toivanen Työn ohjaaja: Insinööri Juha Huovinen

2 TIIVISTELMÄ Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma Aki Riikonen Hitsattavan konstruktion laadun ja rakenteen kehittäminen lyöntipaalutuskoneessa Diplomityö sivua, 62 kuvaa, 8 taulukkoa ja 3 liitettä Tarkastajat: Professori Jukka Martikainen DI Jenni Toivanen Hakusanat: peruskeili, lyöntipaalutuskone, suunnittelu, valmistus, hitsaus, laadun hallinta, laatutyökalut Keywords: basic leader, pile driver, designing, manufacturing, welding, quality management, quality methods Työn tavoitteena oli Junttan Oy:n valmistaman lyöntipaalutuskoneeseen kuuluvan tärkeän konstruktion, peruskeilin, laadun ja rakenteen kehittäminen. Työ tehtiin osana Tekesin ja usean yrityksen rahoittamaa HitNet-projektia (Hitsaavan teollisuuden hankintatoimen ja toimitusketjun tehostaminen). Peruskeiliä tutkittiin seuraamalla sen valmistusta Junttan Oy:n omassa tuotannossa sekä alihankintayrityksissä. Ongelmana peruskeilin suunnittelussa ja valmistuksessa olivat hyvin tarkat toleranssirajat sen liukupinnoille. Suurimmat ongelmat syntyivät hitsaamisen tuoman suuren lämmöntuonnin aiheuttamien muodonmuutosten ja särmäyksestä johtuvan takaisinjouston yhteydessä. Näihin ongelmiin pyrittiin kehittämään ratkaisuja peruskeilin rakennetta muuttamalla, Total Welding Management -laatutyökalua hyödyntämällä sekä hitsaustoimintaa ja särmäystä kehittämällä. Peruskeilin suunnittelussa ja valmistuksessa havaittujen ongelmien perusteella kehitettiin useita ratkaisuja, joista yksi otettiin käyttöön ja siitä valmistetaan prototyyppi Junttan Oy:n omassa tuotannossa. Uuden mallin valmistuessa päätetään tuleeko siitä korvaaja edeltäjälleen vai testataanko vielä muita kehitysideoita.

3 ABSTRACT Lappeenranta University of Technology Faculty of Technology Mechanical Engineering Aki Riikonen The development of the quality and the construction of welded structure in a pile driver Master s thesis pages, 62 figures, 8 tables and 3 appendices Examiners: Professor Jukka Martikainen M. Sc. (Tech.) Jenni Toivanen Keywords: basic leader, pile driver, designing, manufacturing, welding, quality management, quality methods The aim of this master s thesis was to develop the quality and structure of Junttan pile driver s important part, the basic leader. The work was part of the HitNet-project which was funded by Tekes and a number of companies. The basic leader was studied by monitoring the production at Junttan Oy and its subcontractors. The problem with the design and manufacture of basic leader were very precise tolerance limits with its sliding surfaces. The most significant problems were with large heat input caused by welding, which caused large deformations and spring back caused by bending. The aim was to develop solutions to these problems by changing the structure of the basic leader, making use of the Total Welding Management quality method and by developing welding operations and bending. Based on identified problems in basic leader design and the manufacture a number of solutions were developed, one of which was introduced and brought to a prototype at Junttan's own production. When the new model is completed it whether it is going to decided will it be a replacement for its predecessor or whether other development ideas should be tested.

4 ALKUSANAT Tämä diplomityö on tehty lyöntipaalutuskoneita valmistavalle Junttan Oy:lle Kuopiossa osana HitNet-projektia (hitsaavan teollisuuden hankintatoimen ja toimitusketjun tehostaminen). Työn tarkoituksena oli lyöntipaalutuskoneen kuuluvan tärkeän pääosan, peruskeilin, laadun ja rakenteen kehittäminen. Kiitän professori Jukka Martikaista ja DI Jenni Toivasta useista hyvistä neuvoista ja mielenkiinnosta diplomityötäni kohtaan. Isot kiitokset myös Junttan Oy:n henkilökunnalle, joka otti minut hyviin vastaan. Erityiskiitokset työni ohjaajalle insinööri Juha Huoviselle ja DI Sami Soiniselle, jotka vastasivat kaikkiin kysymyksiini ja ratkoivat kanssani työhön liittyviä ongelmia. Tahdon kiittää myös ystäviäni erittäin rattoisasta opiskeluajasta. Teidän kanssanne opiskeluaika Lappeenrannassa sujui erittäin mieluisasti. Lopuksi haluan erityisesti kiittää vanhempiani Joukoa ja Tuijaa kaikesta saamastani tuesta ja kannustuksesta koko opiskelu-urani aikana. Kiitos! Lappeenrannassa Aki Riikonen

5 5 SISÄLLYSLUETTELO TIIVISTELMÄ ABSTRACT ALKUSANAT SISÄLLYSLUETTELO SYMBOLI- JA LYHENNELUETTELO 1 JOHDANTO Työn taustaa Tavoite ja rajaus Työn rakenne Menetelmät HitNet-projektin ja Junttan Oy:n esittely HitNet-projekti Junttan Oy LAATU HITSAAVASSA TEOLLISUUDESSA Laatuajattelu ja laatujohtaminen Laatukustannukset Laatu hitsauksessa Hitsin tekninen laatu Hitsaustoiminnan laatu Hitsauksen laadunvarmistusmenetelmät Hitsausohje (WPS) ja sen laatiminen Yleisimmin hitsaavassa teollisuudessa käytetyt standardit ja laatutyökalut SFS-EN ISO 3834: Hitsauksen laatuvaatimukset Total Welding Management (TWM) Six Sigma... 31
 ja sen laatiminen... 25 2.6 Yleisimmin hitsaavassa teollisuudessa käytetyt standardit ja laatutyökalut... 27 2.6.1 SFS-EN ISO 3834: Hitsauksen laatuvaatimukset... 27 2.6.2 Total Welding Management (TWM).")
6 Lean HITSATTAVIEN RAKENTEIDEN SUUNNITTELU JA VALMISTUS Valmistettavuuden huomioiminen tuotteen suunnittelussa Hitsaus ja sen haasteet vaativien rakenteiden valmistuksessa Hiiliekvivalentti Hitsausmuodonmuutokset Hitsausmuodonmuutosten ja -jännitysten syntyminen Hitsausmuodonmuutosten vähentäminen Hitsausmuodonmuutosten poistaminen ja oikominen Särmäys ja sen haasteet vaativien rakenteiden valmistuksessa Takaisinjousto ja veneilmiö LYÖNTIPAALUTUSKONEEN TOIMINTA JA PÄÄOSAT Paalutuksen teoria ja paalutustekniikat Junttan Oy:n lyöntipaalutuskoneen rakenne Keili Perus- ja telekeili Ylävaunu Alavaunu Järkäle X-SARJAN PERUSKEILIN VALMISTUS X-sarjan peruskeilissä käytettävät materiaalit Osavalmistus Materiaalin alkutarkastus Hitsaus Hitsaajan pätevöinti, hitsausohjeen hyväksyntä ja hitsauksen suoritus Hitsin tarkastus ennen hitsausta, hitsauksen aikana ja sen jälkeen X-sarjan peruskeilin hitsaaminen... 68

7 7 5.5 Viimeistely Valmiin peruskeilin laadun tarkastaminen PERUSKEILIN KUSTANNUKSET JA TILAUSPROSESSI Prosessikustannukset Lyöntipaalutuskoneen tilaus- ja toimitusprosessi CASE: X-SARJAN PERUSKEILI Keskeiset ongelmat X-sarjan peruskeilin suunnittelussa ja valmistuksessa Peruskeilin toleranssirajat Ongelmat rakenteen hitsaamisessa Särmäyksen tuottamat ongelmat X-sarjan peruskeilin kehittämisideat Laatutyökalujen hyödyntäminen Junttan Oy:llä Hitsauksen ja särmäyksen kehittäminen Rakenteelliset muutokset X-sarjan peruskeilin alku- ja lopputilanne JOHTOPÄÄTÖKSET JA JATKOTUTKIMUSAIHEET YHTEENVETO LÄHTEET LIITTEET

8 8 SYMBOLI- JA LYHENNELUETTELO Symbolit Al Alumiini b Taivutettava pituus [mm] PB Alapiena-asento hitsauksessa C Hiili C Laadultaan hyvän hitsin hitsiluokan tunnus C-arvo SPC:n liittyvä virheen ilmenemismuolle laskettu arvo CO2 Hiilidioksidi Cpk Cr Cu C2H2 F g I k kn Mn Mo Nb Ni O2 P P Q R Six Sigma-vaatimustaso Kromi Kupari Asetyleeni Voima [N] Ilmarako kappaleiden välillä [mm] Jännite [A] Hitsausmenetelmän hyötysuhde Kilonewton Mangaani Molybdeeni Niobium Nikkeli Happi Fosfori Teho [W] Lämmöntuonti [kj/mm; kj/cm] Taivutussäde [mm] Re Myötölujuus [N/mm 2 ] Rm Murtolujuus [N/mm 2 ] r1 r2 Sisätaivutussäde ennen takaisinjoustoa [mm] Sisätaivutussäde takaisinjouston jälkeen [mm]
![Voima [N] Ilmarako kappaleiden välillä [mm] Jännite [A] Hitsausmenetelmän hyötysuhde Kilonewton Mangaani Molybdeeni Niobium Nikkeli Happi Fosfori Teho [W] Lämmöntuonti](/docs-images/41/1011764/images/page_8.jpg "[kj/mm; kj/cm] Taivutussäde [mm] Re Myötölujuus [N/mm 2 ] Rm Murtolujuus [N/mm 2 ] r1 r2 Sisätaivutussäde ennen takaisinjoustoa [mm] Sisätaivutussäde takaisinjouston")
9 9 S Rikki Si Pii Ti Titaani U Virta [V] V Vanadiini V V-aukon leveys särmäyksessä [mm] v Hitsausnopeus [mm/s; cm/min] 136 MAG-täytelankahitsauksen numerotunnus α1, α2, α3 Särmätyn kappaleen kylkien pullistumisesta johtuvat erisuuruiset taivutuskulmat [ ] α1 Taivutuskulma ennen takaisinjoustoa [ ] α2 Taivutuskulma takaisinjouston jälkeen [ ] β Takaisinjoustokulma [ ] β Kulmavenymää vastaava taivutettava ennakkokulma [ ] fy Myötölujuus [MPa] φ1 Kaarikulma ennen takaisinjoustoa [ ] φ2 Kaarikulma takaisinjouston jälkeen [ ] σ Sigma, standardipoikkeama σp σy σz Lovijännitys [MPa] Poikittaisjännitys [MPa] Paksuussuuntainen jännitys [MPa] Lyhenteet a-mitta Pienahitsin sisään piirretyn tasakylkisen kolmion korkeus Benchmark Vertailuanalyysi, jossa verrataan omaa toimintaa jonkun toisen toimintaan CEV Carbon Equivalent Value, hiiliekvivalentti CMT Cold Metal Transfer, metallin kylmäsiirtyminen DFA Design for Assembly, kokoonpanoystävällinen suunnittelu DFE Design for Environment, ympäristöystävällinen suunnittelu DFM Desingn for Manufacturability, valmistusystävällinen tuotesuunnittelu
![taivutettava ennakkokulma [ ] fy Myötölujuus [MPa] φ1 Kaarikulma ennen takaisinjoustoa [ ] φ2 Kaarikulma takaisinjouston jälkeen [ ] σ Sigma, standardipoikkeama σp σy σz Lovijännitys [MPa]](/docs-images/41/1011764/images/page_9.jpg "Poikittaisjännitys [MPa] Paksuussuuntainen jännitys [MPa] Lyhenteet a-mitta Pienahitsin sisään piirretyn tasakylkisen kolmion korkeus Benchmark Vertailuanalyysi, jossa verrataan omaa toimintaa jonkun")
10 10 DFMA Design for Manufacturing and Assembly, valmistus ja kokoonpanoystävällinen suunnittelu DFWA Design for Welding Assembly, hitsauskokoonpanoystävällinen suunnittelu DMAIC Define, Measurement, Analysis, Improvement, Control; Määrittely, Mittaus, Analysointi, Parannus, Ohjaus DT Destructive testing, rikkova aineenkoetus DFQ Design for Quality, laatuystävällinen suunnittelu DFX Design for X, suunnittelun huomioonottaminen X-tuotteen suunnittelussa EN European standard, Euroopan standardisoimisjärjestön tunnus ET Eddy current testing, pyörrevirtatarkastus FEM Finite Element Method, numeerinen metodi tarkkojen tulosten saamiseksi monimutkaisista suunnitteluongelmista HitNet-projekti Hitsaavan teollisuuden hankintatoimen ja toimitusketjun tehostamisen kehittämisprojekti IIW International Institute of Welding, kansainvälinen hitsausjärjestö Imuohjaus Prosessi, jossa materiaalien ohjaaminen tapahtuu kulutuksen mukaan ISO International organization for standardization, Kansainvälinen standardisointijärjestö IWS International Welding Specialist, kansainvälinen hitsausneuvoja JIT/JOT Just-In-Time, juuri oikeaan tarpeeseen (Lean-johtamisfilosofia) JP Jatkuva parantaminen Kanban Lean-toimintaperiaatten mukainen materiaalin ohjaus- ja hallintajärjestelmä Lean Laatutyökalu ja laatufilosofia, joka perustuu seitsemän hukkaa tuottavan toiminnon poistamiseen MAG Metal Active Gas, metallikaasukaarihitsaus käyttäen aktiivista suojakaasua MIG Metal Inert Gas, metallikaasukaarihitsaus käyttäen inerttiä suojakaasua MIT Massachusetts Institute of Technology

11 11 MT Magnetic particle testing, magneettijauhetarkastus NDT Nondestructive testing, rikkomaton aineenkoetus Optim TM 650 MC Ruukki Oy:n termomekaanisesti valssattu ja kylmämuovattava rakenneteräs, jonka myötölujuus on vähintään 650 MPa PDCA Plan, Do, Check, Act; Suunnittele, Toteuta, Tarkasta, Kehitä PT Penetrant testing, tunkeumanestetarkastus pwps Preliminary Welding Procedure Specification, alustava hitsausohje RT Radiographic testing, radiografinen tarkastus SFS Suomen Standardisoimisliitto Six Sigma Laatutyökalu, joka perustuu tilastotieteeseen. Se käyttää hajonnan vaihtelua ja poikkeamaa hyödyksi ongelmanratkaisussa SPC Statistical Process Control, tilastollinen prosessinohjausohjelma S355K2+N Normalisoitu rakenneteräs (N), jonka myötölujuus on vähintään 355 MPa TQM Total quality management, kokonaisvaltainen laadunhallinta TIMWOOD Transport, Inventory, Motion, Waiting, Over-processing, Overproduction, Deflects; Kuljetus, Varastointi, Liike, Odotus, Yliprosessointi, Ylituotanto, Viallinen tuote TWM Total Welding Management, hitsauksen kokonaisvaltainen johtamisen laatutyökalu UT Ultrasonic testing, ultraäänitarkastus VT Visual testing, silmämääräinen tarkastus WPQR Welding Procedure Qualification Record, hitsausohjeen hyväksymispöytäkirja WPS Welding Prosedure Specification, Hitsausohje 5S Sort, Set in order, Shine, Standardize, Sustain; Leanlaatutyökalu: Lajittele, Järjestä, Siivoa, Standardoi, Ylläpidä Junttan Oy:n tuontantosuunnittelusääntö, jossa materiaalin hankinta suunnitellaan lyöntipaalutuskoneen ominaisuuksiin perustuen.
, jonka")
12 12 1 JOHDANTO Hitsaus on yleisimmin käytetty menetelmä metallien yhteen liittämiseksi. Kantavat teräsrakenteet ovat erityisen tärkeä soveltamiskohde hitsauksessa ja hitsatun konstruktion päätehtävä on kantaa siihen kohdistuvat kuormat ja voimat. Tällöin hitsausliitokset ja niiden rakenne on oltava riittävän lujia kestääkseen käytön aikana niihin kohdistuvat erilaiset kuormitukset. Hitsausprosessi on useasti lyhyt hetki koko tuotteen valmistuksessa, mutta sen vaikutus koko varmistusprosessin laadulle ja tuottavuudelle on merkittävän suuri. Hitsausprosessi voi myös pahimmassa tapauksessa toimia pullonkaulana valmistuksessa. (Lukkari, 2001, s. 2; Niemi & Kemppi, 1993, s. 9; Stenbacka, 2011, s. 3.) Hitsaus aiheuttaa hitsattavassa konstruktiossa nopeita lämpötilan muutoksia, jotka vaikuttavat rakenteeseen ja luovat sisäisiä jännityksiä. Tällöin rakenteeseen syntyy epätoivottuja muodonmuutoksia. Lisäksi hitsausliitosten kohdalla syntyy geometriassa epäjatkuvuuskohtia, jotka aiheuttavat jännityksen keskittymiä ja jännityshuippuja. Tuotu ulkopuolinen lämpö vaikuttaa myös hitsin lähiympäristössä olevaan kiinteään materiaaliin aiheuttaen epähomogeenisen rakenteen. (Lukkari, 2001, s. 2; Suomen Hitsausteknillinen Yhdistys ry, 2006, s ) Tämä diplomityö keskittyy suomalaisen lyöntipaalukoneita valmistavan yrityksen Junttan Oy:n erään tuotteen kehittämiseen laadullisesta ja hitsausteknillisestä näkökulmasta. Tutkittavan kohteen suunnittelemiseen ja valmistamiseen haastetta tuo erityisesti hitsausprosessin ja särmäyksen tuottamat ongelmat kuten lämmöntuonnin aiheuttamat muodonmuutokset rakenteessa ja levyjen takaisinjousto. Diplomityö on tehty osana HitNetprojektia, jonka rahoittamisesta vastaa Tekes ja useat yritykset.

13 Työn taustaa Tämä diplomityö on tehty Kuopiossa sijaitsevalle lyöntipaalutuskoneita valmistavalle Junttan Oy:lle osana Tekesin ja useiden yritysten rahoittamaa HitNet-projektia. Junttan Oy valmistaa omassa tuotannossaan lyöntipaalutuskoneisiinsa tärkeää hitsattavaa osaa, peruskeiliä, jonka suurimmat haasteet valmistuksessa ovat halutuissa toleranssirajoissa pysyminen. Ongelmat syntyvät pääasiassa hitsaamisen ja särmäämisen yhteydessä. Hitsauksessa syntyvät suuret lämmöntuonnit pitkillä hitseillä aiheuttavat jäähtyessään sisäisiä jännityksiä ja nämä puolestaan epätoivottuja muodonmuutoksia rakenteessa. Nämä rakenteelliset muutokset tuottavat ongelmia X-sarjan peruskeilin kokoamisvaiheessa, missä vaaditaan tarkat mittatoleranssit. Levyjen särmäyksessä puolestaan on vaikeaa pysyä halutussa tarkkuudessa johtuen materiaalin paksuudesta, suuresta särmäyspituudesta ja käytetystä materiaalista. 1.2 Tavoite ja rajaus Tämän diplomityön tavoitteena on Junttan Oy:n lyöntipaalutuskoneen kuuluvan X-sarjan peruskeilin laadullinen ja rakenteellinen kehittäminen niin, että sen valmistus sujuisi ongelmitta. Työssä selvitetään sen suunnittelussa ja valmistuksessa syntyviä ongelmia ja ehdotetaan niihin kehittämisideoita. Työ rajataan käsittelemään Junttan Oy:n valmistaman X-sarjan peruskeilin tuotekehittämistä pääasiassa valmistustekniikan kannalta ja erityisesti hitsausteknillisestä näkökulmasta. Työssä laadun kehittämisessä esitetään ja sovelletaan laatutyökaluja: SFS-EN ISO standardisarja, Total Welding management, Six Sigma, Lean ja 5S. Näistä pääpaino on Total Welding Management -laatutyökalulla. Työn laajuudesta johtuen siinä ei paneuduta tarkasti hitsausten kokonaiskustannuksiin ja hitsauksen tuottavuuteen.

14 Työn rakenne Diplomityö koostuu neljästä osiosta: johdannosta, teoriasta, käytännön osuudesta ja johtopäätöksistä/yhteenvedosta. Johdannossa selvitetään työn sisältöä ja esitellään HitNetprojekti ja työhön liittyvä yritys. Teoriaosiossa käsitellään laatua ja mitä sillä tarkoitetaan hitsaavassa teollisuudessa. Lisäksi esitellään hitsaavaan teollisuuteen soveltuvia laatutyökaluja ja niiden käyttöä hitsaavassa teollisuudessa. Seuraavaksi tutustutaan X-sarjan peruskeilin hitsattaviin rakenteisiin ja sen hitsaamisessa esiintyvien ongelmiin. Teoriaosuus päättyy paalutuksen teorian ja Junttan Oy:n lyöntipaalutuskoneen rakenteen esittelyyn. Käytännön osuus aloitetaan X-sarjan peruskeilin valmistusprosessien ja laaduntarkastamisen läpikäynnillä. Seuraavaksi esitetään sen valmistuksesta koituvat kustannukset ja tilausprosessi. Empiirinen osuus päättyy suunnittelussa ja valmistuksessa syntyvien ongelmien ja niihin kehitettyjen ratkaisujen esittämiseen. Työ päättyy johtopäätöksiin, jossa pohditaan diplomityössä havaituille ongelmille ratkaisuja ja esitetään jatkotutkimusehdotuksia. Yhteenvedossa käydään tiivistettynä läpi mitä työssä on tehty ja mitä tuloksia siinä saatiin. 1.4 Menetelmät Työn teoriaosa koostuu kirjallisuuden ja Junttan Oy:n sisäisen tietojärjestelmän hyödyntämisestä. Käytännön osuudessa tietoa kerätään haastattelemalla Junttan Oy:n työntekijöitä ja alihankkijoita. Tutkittavan kappaleen valmistukseen perehdytään tuotannon seuraamisella Junttan Oy:ssä ja yritysvierailuilla alihankkijoiden tuotantotiloihin. X-sarjan peruskeilin rakenteellisiin yksityiskohtiin perehdytään osapiirustuksia tarkastelemalla. 1.5 HitNet-projektin ja Junttan Oy:n esittely Tämä diplomityö on tehty Junttan Oy:lle osana HitNet-projektia, jonka koordinoinnista vastaavat Lappeenrannan teknillinen yliopisto ja Savonia-ammattikorkeakoulu. Projektiin kuuluvat lisäksi Normet Oy:n ja Ponsse Oyj:n hitsaavat verkostot. Osapuolet on tarkemmin esitelty liitteessä 1. (Pirinen, 2011, s. 10.)

15 HitNet-projekti Hitsaavan teollisuuden hankintatoimen ja toimitusketjun tehostaminen (HitNet)-projekti kehittämään yritysten tuotantoa ja hankintatoimea niin, että koko verkoston tehokkuus hyödynnetään kilpailukyvyn ylläpitämiseksi. Tämän lisäksi tavoitteisiin kuuluu hitsauslaadun parantaminen ja hitsauksen kilpailukyvyn nostaminen erinomaiselle tasolle. Tutkimustyö toteutetaan vuosien välisenä aikana. Projektin rahoituksesta vastaa pääasiassa Tekes ja osittain myös projektissa mukana olevat yritykset. HitNet-projekti voidaan jakaa HitNetWork- (Hitsaustoimintaketjun tehokkuuden parantaminen) ja HitNetGlobal- (Hitsaavan verkon hankintatoimen kehittäminen) projekteihin. Konkreettisena tavoitteena koko projektissa on hitsaavan verkoston kustannusten pienentäminen % mukaillen Total Welding Management -ajattelumallia. (Pirinen, 2011, s. 2 3, 7, 11.) Junttan Oy Junttan Oy on Kuopioon vuonna 1976 perustettu paalutuskoneiden ja -laitteiden valmistaja. Junttan Oy:n perusti Pentti Heinonen ja yritys juontaa juurensa 1960-luvulla toimineesta Savon Varvi -konepajayrityksestä, jonka ensimmäinen tuote oli imuruoppaaja. Ensimmäisen täysin hydraulisen lyöntipaalutuskoneen Junttan Oy rakensi vuonna Oman suunnittelun tuloksena vuonna 1983 valmistui paalutuskonemalli PM20. Seuraavana vuonna aloitettiin paalutuskoneiden vienti ulkomaille ja tästä alkoi niiden myynti globaalissa mittakaavassa. (Junttan Oy, 2010a; Junttan Oy, 2011.) Junttan Oy:n nykyiset tuotanto- ja toimitilat Kuopion Kylmämäessä valmistuivat lokakuussa Uudessa tehtaassa on kapasiteettia valmistaa 300 lyöntipaalutuskonetta vuodessa. Keskimäärin vuosittain valmistetaan kuitenkin n lyöntipaalutuskonetta. (Junttan Oy, 2011.) Junttan Oy on tällä hetkellä yksi maailman johtavista lyöntipaalukoneiden- ja laitteiden valmistajista. Sillä on jakeluverkosto jokaisessa maanosassa yli 20 maassa ja sen laitteita käytetään maailmanlaajuisesti yli neljässäkymmenessäviidessä maassa. Päämarkkina-alueet ovat Pohjois-Eurooppa, Pohjois- ja Etelä-Amerikka, Venäjä, Oseania ja Intia. Tuotannosta yli 95 % menee vientiin. (Junttan Oy, 2011.)
 ja HitNetGlobal- (Hitsaavan verkon hankintatoimen kehittäminen) projekteihin.")
16 16 Vuonna 2007 Junttan Oy myi hitsausyksikkönsä ja komponenttivalmistusosastonsa Kylmämäessä vastapäätä sijaitsevalle Komas Oy:lle. Vuonna 2012 Junttan Oy osti osastonsa takaisin. Vuonna 2011 lanseerattiin uusi paalutuskonemalli X, jossa yhdistetään uusia materiaaleja ja valmistusteknologioita. Kuvassa 1 on esitetty X-sarjan kolmanneksi kookkain lyöntipaalutuskonemalli PMx24. Lanseerauksen myötä Junttan Oy pyrkii lisäämään omaa osuuttansa osavalmistuksessa. (Junttan Oy, 2011; Junttan Oy, 2013a.) Kuva 1. Junttan Oy:n PMx24-lyöntipaalutuskone (Junttan Oy, 2013b).

17 17 2 LAATU HITSAAVASSA TEOLLISUUDESSA Laatu käsitteenä on vaikea hahmottaa, koska sillä voidaan tarkoittaa monia erilaisia asioita. Sen voi käsittää eri tavalla riippuen esimerkiksi asiakkaasta, tuotteesta tai ympäristöstä. (Pesonen, 2007, s ) Laadulla tarkoitetaan useasti niitä palvelun tai tuotteen ominaisuuksia ja piirteitä, joilla palvelu tai tuote saavuttaa sille asetetut vaatimukset. Yrityksillä on laatutyökaluja, toimintamalleja ja standardeja, joiden avulla pyritään virheettömyyteen ja kerralla valmiiksi -tulokseen. (Martikainen, 2013, s. 3, 11; Nygren et al., 2011, s. 37.) Huonoon laatuun tuhlataan Suomessa vuosittain satoja miljoonia euroja % tästä huonosta laadusta on selvästi tunnistettavissa. Loput % vaikeasti havaittavista laadun puutteista ovat usein tiedostamattomia ja ne koetaan luonnolliseksi osaksi prosessia. Kuvassa 2 on esitetty helposti ja vaikeasti havaittavia huonon laadun ilmentymiä (Martikainen, 2012, s ; Martikainen, 2007, s. 45.) Kuva 2. Helposti ja vaikeasti näkyvät huonon laadun ilmentymät (Martikainen, 2013, s. 3).

18 Laatuajattelu ja laatujohtaminen Lähtökohtana laatuajattelussa on systeemiajattelu, eli laatu ei ole pelkästään yksilön tuotosta, vaan koko systeemin tuottamaa tulosta (Nygren et al., 2011, s. 37). Laatuajatteluun liittyy lisäksi tarve suoritustason jatkuvaan parantamiseen (JP). Ajattelutavan mukaan tuotteesta, palvelusta tai toiminnasta voidaan aina kehittää entistä parempi. Suurenkin laadunkehittämishankkeen jälkeen pyritään aina jatkamaan kehittämistä. (Lecklin, 2002, s , 31.) Kokonaisvaltainen laatujohtaminen eli Total Quality Management (TQM) on kiinteässä osassa laatuajattelua ja laatujohtamista. Sen tavoitteena on virtaviivaistaa ja analysoida liiketoimintaprosesseja asiakaslähtöisesti. Tällöin pyritään tyydyttämään ja parhaimmassa tapauksessa ylittämään asiakkaiden odotukset mahdollisimman pienin kustannuksin. TQM:n pääajatuksena on asiakkaiden tarpeiden käsittämisen tärkeys, jatkuva tuotteiden ja toiminnan kehittäminen perustuen asiakkaiden tarpeisiin. Päällimmäisenä tavoitteena on sisäistää laatu osaksi tuotantoprosessia ja ennaltaehkäistä virheiden syntymistä. (Nygren et al., 2011, s ; Lecklin, 2002, s ) Jatkuvaan laadun kehittämiseen ja laatujohtamiseen kuuluu osaksi Demingin tunnetuksi tekemä PDCA-laatuympyrä. Nimensä se saa sanoista Plan-Do-Check-Act (suunnittele, toteuta, tarkista, kehitä) ja se on yksi keino toteuttaa kehitystoimia (kuva 3). Laatuympyrän periaatteena on, että suunnitellaan toimintaa, organisoidaan ja toteutetaan sitä, ohjataan ja seurataan toimintaa sekä parannetaan ja mitataan sitä. Laatuympyrän konseptia voivat toteuttaa kaikki johtajista työntekijöihin. (Lecklin, 2002, s ; Pesonen, 2007, s ; SFS-EN ISO 9001; SFS-EN ISO )
 Kokonaisvaltainen laatujohtaminen eli Total Quality Management (TQM) on kiinteässä osassa laatuajattelua ja laatujohtamista.")
19 19 Plan: Toiminta suunnitellaan ACT: Toteutetaan uutta toimintamallia ja parannellaan sitä Do: Suunnitelma toteutetaan Check: Seurataan toiminnan kehitystä Kuva 3. Demingin PDCA-laatuympyrä (Muokattu Pesonen, 2007, s. 63). 2.2 Laatukustannukset Laatukustannuksiksi kutsutaan yritykselle syntyviä kustannuksia sen varmistaessa tuotteiden vastaavan asiakkaiden asettamia vaatimuksia sekä huonosta laadusta aiheutuvia kustannuksia. Laatukustannuksien määrittämiselle ei ole yleistä mallia tai standardia, vaan yrityksen on itse valittava tarkastelutapansa. Laatukustannukset voivat olla joko helposti tai vaikeasti näkyviä (kuva 2) ja niiden kokonaismäärää on vaikea arvioida. Tutkimusten mukaan laatukustannusten osuus liikevaihdosta on noin %, mutta joissain yrityksistä kustannusten osuus voi nousta jopa neljäänkymmeneen prosenttiin. (Lecklin, 2002, s ; Martikainen, 2013, s. 3 4; Nygren et al., 2011, s. 48.) Laatukustannusten ollessa 5 10 % riittää katselmustyyppinen puuttuminen tuotteen tai palvelun ongelmakohtiin. Palvelu tai tuote on pohjimmiltaan kunnossa ja tarkasteltavissa kohteissa olevat laatuongelmat ovat yleensä pieniä. Kustannusten ollessa % luokkaa sopivat parhaiten järjestelmätasoiset käsittelyt ongelman selvittämiseen. Kokonaisuus on analysoitava tarkasti, jotta osataan paneutua oleellisimpiin asioihin ja tätä kautta korjata niitä. Parhaimpia apukeinoja ovat esimerkiksi standardit SFS-EN ISO 9001 ja SFS-EN ISO Laatukustannusten ylittäessä 25 % on käytettävä suurempia operaatioita ongelman selvittämiseen ja poistamiseen. Tällaisessa tilanteessa tuote ja toimintatavat eivät ole täysin

20 20 toimivalla pohjalla. Tuotantorakenne on uusittava, turhia vaiheita leikattava ja keskityttävä tarkemmin omille osaamisalueille. Keinoja selvittää laatuongelmat on käyttää apuna esimerkiksi laatutyökaluja kuten Six Sigma ja Lean. (Lecklin, 2002, s ; Martikainen, 2007, s. 14.) Laatukustannukset voidaan jakaa monella tapaa, esimerkiksi laatua edistäviin kustannuksiin ja huonosta laadusta johtuviin kustannuksiin. Toisenlainen tapa on jakaa laadusta johtuvat kustannukset hyviin, pahoihin ja rumiin kustannuksiin. Hyvät kustannukset muodostuvat ennaltaehkäisevien toimien kustannuksista, kuten mahdollisten laaturiskien ja virhelähteiden poistaminen. Pahat kustannukset ovat poikkeamia tai virheitä, jotka yritys huomaa itse. Rumat kustannukset tulevat asiakkaan huomatessa laatupuutteet palvelussa tai tuotteessa. Pitkällä aikavälillä hyvien, pahojen ja rumien kustannuksen suhde voidaan arvioida olevan 1:10:100 luokkaa. Laadun puutteellisuudesta johtuvat kustannukset kasvavat sitä mukaan, mitä pidemmälle puutteellisen laadun tuote tai palvelu on tuotantoketjussa edennyt, ennen kun se havaitaan. (Lecklin, 2002, s ; Martikainen, 2013, s. 4.) 2.3 Laatu hitsauksessa Hyvänä laatuna hitsauksessa pidetään hitsin täyttäessä sille asetetut vaatimukset. Laatua voidaan ajatella hitsaavassa teollisuudessa esimerkiksi yksittäisen hitsin teknisenä laatuna tai koko hitsaustoiminnan kokonaisvaltaisena laatuna. (Martikainen, 2013, s. 5.) Hitsin tekninen laatu Teknistä laatua pidetään hitsauksessa riittävänä, kun se täyttää sille asetetut vaatimukset. Usein asiakas asettaa halutun vaatimustason, mutta toisinaan tuote määrittää sen. Lisäksi luokituslaitokset ja viranomaiset voivat asettaa vaatimuksia laadulle. Tekninen laatu voidaan jaotella neljään osaan: (Martikainen, 2013, s. 5; Martikainen, 2012, s ) visuaalinen laatu hyvä konepajalaatu hitsiluokkalaatu metallurginen laatu.

21 21 Visuaalisella laadulla ymmärretään ulkoasultaan laadukasta hitsiä, jonka pinta on sileä ja siinä ei esiinny pintahuokosia. Hyvällä konepajalaadulla tarkoitetaan vastuuntuntoisella ja normaalilla työllä saavutettavaa yleistä laatutasoa. Tällä tarkoitetaan C- tai IIW 3 - hitsiluokan tasoista laatua ilman vajaata hitsautumissyvyyttä. Hitsiluokkalaatu puolestaan on riittävä, kun jokin sille annettu vaatimus tuotannossa syntyvien hitsausvirheiden suhteen toteutuu. (Martikainen, 2013, s. 5.) Hitsiluokkalaatu ei kumminkaan huomioi hitsausliitoksen metallurgisia tekijöitä. Hitsausliitos voi olla esimerkiksi täysin hitsausvirheetön, mutta silti kelvoton tehtäväänsä. Esimerkiksi hyvässä metallurgisessa rakenteessa: (Martikainen, 2013, s. 5.) mikrorakenteen tulee olla riittävän sitkeä. sularajan läheisyydessä raekoon kasvu ei saa olla liian suurta. hitsausliitoksessa ei saa olla liian kovia eikä liian pehmeitä vyöhykkeitä. suotautumisilmiöt seosaineilla tai epäpuhtauksilla eivät saa olla liian voimakkaita. Edellä mainittuja metallurgisia tekijöitä ei pystytä havaitsemaan ainetta rikkomattomilla NDT-menetelmillä. Metallurginen laatu pystytään takaamaan menetelmäkokeita käyttäen, esimerkiksi tutkiessa lämmöntuonnin vaikutusta siihen. Hyvän hitsauslaadun takaamiseksi hitsausohje (WPS) on hyvin tärkeä laatia. (Martikainen, 2013, s. 5.) Hitsaustoiminnan laatu Toinen tärkeä laatutekijä hitsauksessa teknisen laadun lisäksi on hitsaustoiminnallinen laatu. Siinä keskitytään laaja-alaisesti laatuun vaikuttaviin asioihin eli laaduntuottotekijöihin ja niiden kehittämiseen. Kun hitsauksen taloudellisuus- ja tuottavuuskysymykset otetaan huomioon tässä asiayhteydessä, voidaan puhua TQM-johtamistavasta, jossa yritystä johdetaan suunnitellusti laatutyökaluja apuna käyttäen. Hitsaustoiminnan laatu sisältää hitsaukseen liittyvät toimenpiteet ja tämän lisäksi ennen ja jälkeen tehtävät hitsauksen toimenpiteet (kuva 4). (Martikainen, 2013, s. 6 7.)
22 22 Kuva 4. Laaduntuottotekijät hitsauksessa (Martikainen, 2013, s. 6). Hitsaustoiminnan hallinta ei ole siis pelkästään yksityiskohtien osaoptimointia, vaan asiat on nähtävä kokonaisuuden kannalta. Tuottavuutta, laatua ja taloudellisuutta voi käsitellä erillisinä osina, mutta lopulta ne muodostavat yhteisen kokonaisuuden. Hitsaustoiminnan laatuun vaikuttaa esimerkiksi: (Martikainen, 2013, s. 6 7) toiminnan johtaminen organisaatiossa turvallisuus- ja ympäristöasiat tuotannonohjaus työ- ja tuotesuunnittelu pätevöinti ja koulutus hitsauslaitteet ja -aineet NDT-tarkastus pakkaukset ja merkintä logistiikka dokumentointi tiedonsiirto.
23 23 Aikaisempi kokemus on osoittanut järjestelmällisen laatutyön käyttämisen ja kehittämisen tuottavan yrityksessä tuloksia pitkällä aikavälillä. Lyhemmällä aikavälillä voidaan pärjätä ilman laadun kehittämistäkin, mutta puhtaasti onneen ja sattumanvaraisuuteen luottaminen ei pitkällä aikavälillä ole kannattavaa ja se on myös hyvin riskialtista. Kuva 5 havainnollistaa kontrolloidun ja kontrolloimattoman hitsaustuotannon vaikutusta valmistettavan tuotteen yksikkökustannuksiin. Kuvasta huomataan hitsaustuotannon kontrolloinnin laskevan tasaisesti yksikkökustannuksia, kun taas kontrolloimattoman hitsaustuotannon yksikkökustannukset vaihtelevat sattumanvaraisesti ajan kanssa. (Barckhoff, 2006, s. 4 5; Martikainen, 2013, s. 6 7.) Kuva 5. Periaatekuva kontrolloidusta ja kontrolloimattomasta hitsaustuotannosta (Martikainen, 2013, s. 6). 2.4 Hitsauksen laadunvarmistusmenetelmät Hitseille voidaan tehdä laaduntarkastuksia aineenkoetusmenetelmien avulla, joilla tarkastellaan materiaalien ominaisuuksia ja käyttäytymistä. Aineenkoetusmenetelmiä käytetään esimerkiksi uusien materiaalinen tutkimus- ja kehitystyössä, valmistusmenetelmien kehittämisessä, materiaalivalinnassa, vauriotutkimuksessa sekä kunnon- ja laadunvalvonnassa. Hitsien tarkastaminen voidaan jakaa ainetta rikkomattomiin (NDT) ja rikkoviin (DT) menetelmiin. Niiden tarkoitus on selvittää rikkomatta ja rikkomalla hitseissä olevia hitsausvirheitä, kestävyyttä ja ominaisuuksia. (Lukkari, 2001, s. 3; Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 29.)
24 24 Rikkomattomassa aineenkoetuksessa tarkoituksena on tarkistaa tuotteen laadunmukaisuus koekappaletta rikkomatta, jolloin kappale voidaan ottaa käyttöön tutkimusten jälkeen. Hitsaustekniikassa NDT:tä voidaan käyttää arvioimaan hitseissä olevia hitsausvirheitä. Rikkovassa aineenkoetuksessa kappaleesta irrotetaan pieni koesauva, joka rikotaan tarkastuksessa. DT:ssä tutkittava materiaali rikotaan sen ominaisuuksien, kuten materiaalin lujuuden, kovuuden, muovattavuuden, sitkeyden ja väsymiskestävyyden testaamiseksi. Menetelmä sopii esimerkiksi tilanteeseen, jossa ominaisuuksia ei voida tutkia ainetta rikkomattomilla testausmenetelmillä. Koekappaleet testataan erilaisten rasitusten ja kuormien avulla. Rikkovat ja rikkomattomat aineenkoetusmenetelmät esitetään taulukossa 1. (Inspecta Oy, 2013a; Inspecta Oy, 2013b; Lukkari, 2001, s. 3 4, Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 29.) Taulukko 1. Rikkomattomat ja rikkovat aineenkoetusmenetelmät (Muokattu Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 29). Rikkomattomat menetelmät Rikkovat menetelmät Nimeke Standardi Nimeke Standardi Radiografinen tutkimus (RT) Ultraäänitarkastus (UT) Magneettijauhetarkastus (MT) Tunkeumanestetarkastus (PT) Pyörrevirtatarkastus (ET) SFS-EN ISO Vetokoe SFS-EN ISO SFS-EN ISO Taivutuskoe SFS-EN ISO SFS-EN ISO Iskukoe SFS-EN ISO SFS-EN Kovuuskoe SFS-EN ISO SFS-EN 1711 Makro- ja SFS-EN 1321 mikrohietutkimus Silmämääräinen tarkastus (VT) SFS-EN ISO Murtokoe SFS-EN 1320 Väsymiskoe
25 Hitsausohje (WPS) ja sen laatiminen Hitsauslaadun varmistamiseksi käytetään hitsausohjetta eli WPS:ää. (Welding Procedure Specification). Se on asiakirja, johon merkitään kaikki tietyssä hitsaussoveluksessa vaadittavat muuttujat hitsausprosessin toistettavuuden varmistamiseksi. Se luo perustan hitsaustöiden toteutukselle, laadunvalvonnalle ja suunnittelulle. WPS:n käyttö vähentää hitsausvirheiden toistuvuutta, kun hitsausohjeet kullekkin hitsausovellukselle on kirjotettu paperille. WPS:n käyttäminen hitsaavassa teollisuudessa on tullut tärkeäksi olosuhteiden muuttuessa hitsaavassa teollisuudessa, kuten vaativampien materiaalien käyttöönotossa ja tehokkaammissa hitsausprosesseissa. (Lukkari, 2002, s. 55; SFS-EN ISO 15607; Martikainen, 2013, s. 9.) Hitsausohjeet hyväksytään ennen varsinaista tuotantohitsausta. Alustavaa hitsausohjetta kutsutaan pwps:ksi (preliminary Welding Procedure Specification). Sitä käytetään perustana hyväksymispöytäkirjan WPQR (Welding Procedure Qualification Record) laatimiselle ja se voidaan hyväksyä menetelmäkokeen avulla, hyväksytyillä testatuilla lisäaineilla, aikaisemman kokeen perusteella, standardimenetelmällä tai esituotannollisen kokeen avulla. Kuvassa 6 on esitetty kulkukaavio WPS:n hyväksymiseksi. (SFS 3052; Lukkari, 2002, s. 55; SFS-EN ISO )
26 Kuva 6. Kulkukaavio hitsausohjeen (WPS) hyväksymiselle (SFS-EN ISO 15607). 26
27 Yleisimmin hitsaavassa teollisuudessa käytetyt standardit ja laatutyökalut Työssä tutustutaan SFS-EN ISO standardisarjaan ja neljään laatutyökaluun: Total Welding Management, Six Sigma, Lean ja 5S SFS-EN ISO 3834: Hitsauksen laatuvaatimukset Hitsaavan yrityksen laadunhallinnan työkaluna voidaan käyttää SFS-EN ISO 3834 hitsauksen laatuvaatimukset -standardisarjaa. Se käsittää määritelmän hitsauksen laatuvaatimuksista. Se ei ole kokonaisvaltainen laatujärjestelmästandardi, kuten SFS-EN ISO 9001, mutta se voi olla sitä täydentävä tai täysin itsenäinen standardi. (SFS-EN ISO ; Martikainen, 2013, s. 7.) SFS-EN ISO standardisarja sisältää kuusi osaa: (Martikainen, 2012, s. 83.) SFS-EN ISO Laatuvaatimustason valintaperusteet. SFS-EN ISO Kattavat laatuvaatimukset. SFS-EN ISO Vakiolaatuvaatimukset. SFS-EN ISO Peruslaatuvaatimukset. SFS-EN ISO Tarvittavat asiakirjat standardin ISO , ISO ja ISO mukaisten vaatimusten osoittamiseksi. ISO/TR Soveltamisohjeet. Standardisarja SFS-EN ISO 3834 ei kerro yksiselitteisesti miten hitsausasiat tulisi suorittaa yrityksessä, vaan mitä on huomioitava halutun laatutason saavuttamiseksi. Se ei takaa yrityksen tuottavan laatua, vaan antaa yritykselle perusvalmiudet tuottaa sitä ja toimii hyvänä muistilistana. Se on hyvä työkalu isoille yritykselle sekä pk-yrityksille. (SFS-EN ISO ; Martikainen, 2013, s. 7.) Hitsauksen laadunvarmistuksessa päästään hyvin alkuun, kun noudatetaan taulukon 2 mukaisia laatuvaatimuksia halutulla laatuvaatimustasolla. Kaikkia kohtia ei tarvitse välttämättä suorittaa, vaan voi valita standardista omalle yritykselle kriittisimmät toimet. Ainoastaan sertifioidessa pitää kaikki nämä kohdat ottaa huomioon. (SFS-EN ISO ; Martikainen, 2013, s. 7.)
28 28 Taulukko 2. SFS-EN ISO standardin osoittamat vaatimukset eri laatuvaatimustasoille (SFS-EN ISO ).
29 Total Welding Management (TWM) Hitsausta on aikanaan pidetty ylimääräisenä pahana tuotannossa ja lisäkustannusten tuottajana yritykselle. Hitsauksen kehittämiseen ei ole haluttu kuluttaa rahaa, kun ei ole täysin ymmärretty millä tavoin hitsausprosessit vaikuttavat yrityksen kannattavuuteen. Hitsauksen kehittämistä on pidetty hitsausosaston omana ongelmana, eikä mahdollisuutena hitsaustuotannon kokonaisvaltaisessa johtamisessa ja kehittämisessä. Nykyjään hitsausta on alettu paremmin ymmärtämään kannattavuuden parantamisen mahdollisuutena. (Barckhoff, 2006, s ) Ennen hitsaus suoritettiin kokeilemalla ja jälkikäteen tarkistamalla lopputulos. Monien eri kokeilujen jälkeen hitsausprosesseja ja niihin vaikuttavia parametreja on alettu ymmärtämään paremmin. Lisäksi ymmärrys hitsattavien materiaalien käyttäytymisestä lisääntyi. Nykypäivänä mahdollisimman kustannustehokas ja laadukas toiminta ovat erittäin tärkeitä ominaisuuksia menestyvälle yritykselle. Tämän vuoksi laatutyökalut ovat alkaneet siirtyä hitsaavaan teollisuuteen. Osa niistä on kehitetty täysin hitsaustoiminnan laadun ja tuottavuuden parantamiseen tarkoitetuiksi laatutyökaluiksi. (Martikainen & Martikainen, 2013, s. 15.) Tällainen hitsaustuotannon kokonaisvaltaiseen johtamiseen ja laadun parantamiseen suunnattu laatutyökalu on J. R. Barckhoffin kehittämä Total Welding Management. Siinä tarkoituksena on ottaa huomioon hitsaus kokonaisuutena havainnoiden muutkin toiminnot, jotka vaikuttavat hitsauksen laatuun ja tuottavuuteen, kuin pelkkä varsinainen hitsaustapahtuma. TWM:n tarkoituksena on löytää matriisirakenteen avulla ns. kuumat pisteet tai toisin sanoen ongelmakohdat hitsaustuotannosta ja tarvittaessa puuttua niihin laadun parantamiseksi. Matriisi muodostuu neljästä kriittisestä toiminnosta, joilla on viisi avainaluetta. Avainalueita ja kriittisiä toimintoja tarkastellaan viiden konkreettisen toimenpiteen avulla, jolloin saadaan 4*5*5 matriisi, jossa on 100 eri mahdollisuutta kehittää hitsaustoimintaa. Liitteessä 2 on esitetty TWM-matriisitaulukko, jota analysoimalla pyritään löytämään olennaisimmat ongelmat hitsauksessa, joihin kehitystoimet kannattaa kohdistaa. Tutkimusten mukaan TWM-periaatteen käyttämisellä hitsaustoiminnassa saavutetaan huomattavia säästöjä jokaista hitsaajaa kohden. (Barckhoff, 2006, s. 1; Martikainen, 2013, s. 9; Martikainen & Martikainen, 2013, s. 15.)

30 30 TWM:n käyttöönottaessa ei ole tarkoituksena heti tarttua kaikkiin sataan mahdolliseen kehittämiskohteeseen, vaan valita näistä ne yritykselle kriittisimmät ongelmakohdat ja vaikuttaa niihin. TWM:n toimintaperiaatteet luovat pohjan ylösalaisin käännetylle organisaatiomallille, joka on esitetty kuvassa 7. Sen mukaisesti yrityksen kaikkien eri osastojen (rakennesuunnittelu, tuotannonsuunnittelu, valmistus, laadunvarmistus) tulisi pyrkiä hitsaajien tukemiseen yrityksen johdosta lähtien. Hitsaajien tukeminen kaikin mahdollisin keinoin onkin TWM:n ydinajatuksia. (Barckhoff, 2006, s. 9, 24; Martikainen & Martikainen, 2013, s. 19.) Kuva 7. Ylösalaisin käännetty organisaatiomalli (Muokattu Barckhoff, 2006, s. 24).
31 Six Sigma Tilastotieteeseen pohjautuva Six Sigmaa käytetään yrityksen johtamis- ja laadunhallinnan työkaluna. Tarkoituksena on tuottaa lähes täydellisiä palveluita ja tuotteita asiakkaalle. Käsitteenä Six Sigma ei ole yksiselitteinen. Sitä voidaan esimerkiksi pitää vertailumittana (benchmark), suoritustavoitteena (laatutavoite), laadun mittarina ja laadun filosofiana riippuen asiayhteydestä. Six Sigma sai alkunsa vuonna 1984 Motorolan toimesta vastaamaan japanilaisten ylivoimaiseen laatuun elektroniikka- ja puolijohdeteollisuudessa. Tavoitteena on tuottaa enintään 3,4 virhettä miljoonasta virhemahdollisuudesta. Tämä tarkoittaa, että tuotetuista tuotteista 99,9997 % ovat laadultaan asiakkaan asettamien vaatimuksien mukaisia. (Karjalainen & Karjalainen, 2002, s. 9, 17, 19; Kwak & Anbari, 2006, s. 1 2.) Sigma (σ) kuvaa tilastomatematiikassa standardipoikkeamaa ja se kertoo kuinka kaukana mitatut tulokset ovat keskiarvosta. Se siis kuvaa kuinka paljon vaihtelua mittajoukossa on. Standardipoikkeaman suuruuden kasvaessa myös vaihtelu kasvaa. Tilastollisia termejä käyttäen Six Sigman tarkoitus on vaihtelun pienentäminen. Tällöin palvelut tai tuotteet täyttävät useasti asiakkaan odotukset ja vaatimukset. (Karjalainen & Karjalainen, 2002, s 18.) Six Sigma on keino mitata laatua. Siinä laatutaso mitataan virheprosenttien tai miljoonaosien sijaan sigmoissa tai Cpk-indekseissä. Six Sigma -arvoja voidaan pitää verrannollisina suorituskykyvaatimuksiin. Kuusi sigmaa eli Six Sigma on lähes sama vaatimustaso, joka autoteollisuudessa asetetaan alihankkijoille (Cpk 1,67). Mitä suurempi luku on, sitä parempaa laatua tuotetaan vikojen määrän ollessa pienempi. Kuvassa 8 on mitattu normaalijakaumaan virheprosenttien määrä suhteessa sigmojen määrään. (Karjalainen & Karjalainen, 2002, s )
32 32 Kuva 8. Normaalijakauma ja virheprosenttiosuudet havainnollistettuna sigmoissa (Karjalainen & Karjalainen, 2002, s. 20). DMAIC- prosessi Laadun mittaamiseksi Six Sigmassa voidaan käyttää viisivaiheista DMAICongelmanratkaisumallia (kuva 9). Vaiheet ovat 1. määrittely (Define) 2. mittaus (Measurement) 3. analysointi (Analysis) 4. parannus (Improvement) ja 5. ohjaus (Control). DMAIC-ongelmanratkaisumenetelmällä on tarkoitus seuloa ongelmat ja edetä kohti ongelman pääsyytä. Lopputuloksena saadaan parempi ja laadukkaampi palvelu tai lopputuote asiakkaalle. (Karjalainen & Karjalainen, 2002, s ; Chakravorty, 2009, s. 11.)

33 33 Kuva 9. Six Sigman vaiheet prosessin parantamiseksi (Six Sigma, 2013). Six Sigma hitsaavassa teollisuudessa Hitsaavassa teollisuudessa Six Sigmaa voidaan käyttää apuna esimerkiksi robottihitsauksessa. Reaaliaikaisilla hitsauksen ohjaus- ja seurantajärjestelmillä voidaan päästä lähelle Six Sigman tavoitearvoa. Hitsaavassa teollisuudessa se voi olla esimerkiksi 3,4 mm kelpaamatonta hitsiä jokaista miljoonaa hitsimillimetriä kohden. Hitsaamiseen liittyvä periaate kerralla valmiiksi sopiikin hyvin laatutyökalu Six Sigman käyttötarkoitukseen vähentää haitallisia poikkeamia tuotannossa. (Martikainen, 2013, s. 10.)
34 Lean Lean-tuotantofilosofia keskittyy seitsemän erilaisen arvoa tuottamattoman hukan poistamiseen (Taulukko 3). Sen avulla pyritään laadun parantamiseen, asiakastyytyväisyyteen sekä pienentämään tuotannon läpimenoaikoja ja kustannuksia. Hukkana pidetään kustannuksia lisääviä toimintoja, jotka eivät luo lisäarvoa tuotteelle tai palvelulle (Tuominen, 2010, s. 86). Lean-ajatusmalli kehitettiin 1980-luvun alussa Yhdysvalloissa MIT:n yliopistossa ja ensimmäistä kertaa sitä sovelsi onnistuneesti japanilainen Toyota Motor Co. (Lukkari, 2007, s. 2; Moisio, 2007, s. 3 5; Vaidya & George, 2007, s. 7.) Taulukko 3. Seitsemän arvoa tuottamatonta toimintoa Lean-filosofiassa ja niiden syyt (TIMWOOD) (Corus, 2013; Moisio, 2007, s. 86; Martikainen, 2013, s. 10 ). Toiminto Syy Käsittely ja kuljetus Tarpeettomat tuotteen siirtelyt (Transport) Varastoinnit Ylimääräiset varastoinnit (Inventory) Liike Lisäarvoa tuottamattomat ylimääräiset (Motion) työssä tehdyt liikkeet Odotusajat (Waiting times) Työntekijä odottaa toisen henkilön tai koneen suoritusta Ylituotanto (Over-production) Ylimääräisen materiaalin tuottaminen ja varastointi Yliprosessointi Prosessin turha toistaminen (Over-processing) Viallinen tuote Poikkeamia tuotteen laadussa (Deflects)
35 35 Tärkeä osa Lean-toimintaa on JIT/JOT-filosofian toteuttaminen. Pyrkimyksenä on tuottaa asiakkaalle lisää arvoa ja samalla toimittaa haluttu tuote tai palvelu juuri oikeaan aikaan (Just-In-Time) ilman ylimääräistä varastointia. JIT-toimintaan liittyy vahvasti materiaalivirtojen imuohjaus (pull), joka on osa tuotannon ohjausperiaatteita. Siinä asiakas käynnistää tilausprosessin, joka puolestaan käynnistää valmistuksen, jossa tuote valmistetaan ja toimitetaan asiakkaalle. Imuohjaus on prosessi, jossa materiaalien ohjaaminen tapahtuu kulutuksen mukaan. Tämä sopii erityisen hyvin suurille materiaalivirroille. (Tuominen, 2010, s. 16, 72, 80; Huitti, 2013; Merikallio & Haapasalo, 2009, s. 20.) Oleellinen osa JIT-imuohjausta on Kanban-periaate. Se tulee japaninkielisestä sanasta, jolla tarkoitetaan merkkiä, korttia tai lippua. Kanban on joko tietokoneella avustettu tai manuaalinen työkalu, jolla ohjataan ja hallitaan materiaalien tuotantoa ja kulkua JITimujärjestelmässä korttien avulla. Tavoitteena on toimia mahdollisimman pienillä varastoilla tai kokonaan ilman varastoja ja näin pienentää varastointikustannuksia. (Huitti, 2013; Liker, 2010, s. 35; Merikallio & Haapasalo, 2009, s )
36 36 Lean-toiminta noudattaa viittä periaatetta hukan poistamisessa ja arvoa tuottavassa toiminnassa: (Aziz & Hafez, 2013, s. 6; Vaidya & George, 2007, s. 8.) 1) Pyritään täydelliseen laatuun, jossa tapahtuu nolla virhettä. Tunnistetaan olemassa olevat ongelmat ryhmätyöllä sekä samanaikaisella paremmalla laadulla ja tuottavuudella. 2) Hukasta päästään eroon poistamalla tuotantoprosesseista kaikki toiminnot, jotka eivät lisää tuotteen arvoa. Käytetään saatavilla olevia resursseja, riittävän tehokkaasti ja oikea-aikaista (JIT/JOT)-varastointia ja lisätään työturvallisuutta poistamalla vaaratekijät työpaikalta. 3) Pyritään jatkuvaan parantamiseen (laadun parantaminen, kustannusten alentaminen, tuottavuuden kasvattaminen), samaan aikaan toteutettuun integroituun prosessi-/ ja tuotesuunnitteluun, lyhyeen toimitus- ja kiertoaikaan sekä avoimuuteen tiedon jakamisessa. 4) Tavoitellaan joustavuutta tuotteiden tuotannossa tai suurempaa moninaisuutta tuotevalikoimassa ilman pienten tuotantomäärien heikentämistä käyttämällä tehokasta piensarjavalmistusta. 5) Tähdätään pitkäaikaisiin asiakassuhteisiin toimittajien kanssa, sekä järjestetään yhteinen kustannuksen-, riskin- ja tiedonjakamisen järjestelmä. Lean hitsaavassa teollisuudessa Hitsaus on hyvin monimuotoinen valmistustekniikka, jossa tuotettava laatu on riippuvainen hitsausprosessissa käytetyistä hitsausparametreista. Hukkaa voidaan poistaa Leanin avulla tuotannossa esimerkiksi pienahitsauksessa ylisuuren a-mitan selvittämisessä ja pienentämisessä. Lean-tuotantofilosofia sopiikin hyvin erinäisten hukkien poistamiseen hitsauksessa. (Martikainen, 2013, s. 10.) 5S-menetelmä Leanin perustyökalu 5S on alun perin Japanissa kehitetty viisiportainen työympäristön organisointimenetelmä. Tavoitteena on kilpailukyvyn ja kannattavuuden parantaminen huomioiden myös henkilökunnan viihtyvyys ja hyvinvointi. Tällä tavoin parannetaan myös yrityksen kannattavuutta. 5S-periaate sisältää toimintoja poistamaan hukkaa, joka aiheuttaa vikoja, virheitä ja vahinkoja työpaikalla. (Väisänen, 2013; Liker, 2010, s. 150.)
37 37 5S-menetelmä koostuu viidestä eri vaihteesta: (Liker, 2010, s. 150) 1) lajittele (sort, seiri) 2) järjestä (store, seiton) 3) puhdista (shine, seiso) 4) standardoi (standardize, seiketsu) 5) ylläpidä (sustain, shitsuke). Kaikki 5S-vaiheet yhdessä käytettynä antavat työkalun jatkuvaan työympäristön parantamiseen (kuva 10). Hukan eliminointi työympäristöstä aloitetaan selvittämällä mitä esineitä sieltä löytyy ja erotellaan ne tarpeettomiin ja tarpeellisiin päivittäin yritykselle lisäarvoa tuottavan työn suorittamiseen tarvittaviin työkaluihin. Harvoin käytettävät esineet merkitään punaisilla lapuilla ja siirretään työalueen ulkopuolelle. Jokaiselle työkalulle merkitään pysyvät paikkansa, jotta työntekijät löytävät helposti tarvitsemansa työkalun. Lisäksi työalueet pidetään aina siistinä jokainen päivä ja standardoinnilla luodaan sääntöjä kolmen ensimmäisen S:n ylläpitoon. Lopuksi kurinalaisella 5S-periaatteiden ylläpitämisellä pidetään huolta siisteyden pysyvyydestä myös tulevaisuudessa. (Liker, 2010, s ) Kuva 10. 5S-vaiheet (Liker, 2010, s. 151).
38 38 3 HITSATTAVIEN RAKENTEIDEN SUUNNITTELU JA VALMISTUS Valmistuksen huomiotta jättäminen suunnittelussa johtaa useasti laadun heikkenemiseen ja kokonaiskustannusten kasvamiseen. Tämän lisäksi joudutaan usein tinkimään läpimenoajoista, joista seuraa toimitusaikojen venymisiä. Kokemuksen mukaan noin 70 % tuotteen elinikäisistä kustannuksista muodostuu jo suunnitteluvaihteessa. Näin ollen on ensiarvoisen tärkeää, että jo suunnitteluvaihteessa on otettu huomioon tuotteen valmistaminen ja kokoonpano. Suunnitteluprosessin onnistumisen takaamiseksi suunnittelijalla kuuluu olla mahdollisimman laajat tiedot käytettävistä valmistusmenetelmistä ja suunniteltavasta tuotteesta. Hitsaavassa teollisuudessa käytetään monesti toimintaperiaatetta hyvin suunniteltu on puoliksi tehty. (Hietikko, 2007, s ; Lukkari, 2011, s. 7 8; Stenbacka, 2011, s. 15; Lempiäinen & Savolainen, 2003, s ) 3.1 Valmistettavuuden huomioiminen tuotteen suunnittelussa Valmistusystävällisen suunnittelun helpottamiseksi on kehitetty erinäisiä menetelmiä. DFXmenetelmä (Design for X) tarkoittaa suunnittelua ottamalla huomioon jotain tiettyä ominaisuutta X-tuotteen suunnitteluvaiheessa. DFX on jaettu eri osioihin, joilla on tarkoitus saada suunnittelija miettimään esimerkiksi tuotteen valmistettavuutta, kokoonpantavuutta ja luotettavuutta. DFA:ssa (Design for Assembly) keskitytään kokoonpanoystävälliseen suunnitteluun ja yksittäisten komponenttien valmistusystävällistä menetelmää kutsutaan DFM (Design for Manufacturing) -suunnitteluksi. Monesti nähdään myös näiden kahden yhdistettyä menetelmää DFMA (Design for Manufacturing and Assembly). Samaa ideaa käyttäen voidaan kuvata laatua DFQ (Design for Quality) ja ympäristöystävällisyyttä DFE (Design for Environment). Hitsattavien rakenteiden valmistusystävällistä suunnittelua ajatellen käytetään yleisimmin DFWA (Design for Welding Assembly) -periaatetta eli hitsauskokoonpanoystävällinen suunnittelu. (Hietikko, 2007, s ) 3.2 Hitsaus ja sen haasteet vaativien rakenteiden valmistuksessa Hitsaus on yleisin tapa liittää teräksiä yhteen. Siinä osat liitetään toisiinsa käyttäen lämpöä ja/tai puristusta, jolloin niiden välille saadaan luotua jatkuva yhteys. Valokaarta käytetään yleensä hitsauksessa lämmönlähteenä, joka saadaan aikaan hitsausvirtalähteen tuottamalla sähköllä. (Lukkari, 2002, s. 11, 21.)
39 39 MIG/MAG-hitsaus on yleisimmin käytetty metallikaasukaarihitsausprosessi eri teollisuuden alueilla. Sen merkittävimmät edut ovat tuottavuus ja joustavuus verrattuna vastaaviin prosesseihin. (Suoranta, 2007, s. 18.) MIG/MAG-hitsauksessa valokaari palaa ilmalta suojattuna suojakaasun ympäröimänä työkappaleen ja hitsauslangan välillä (kuva 11). Sula lisäaine siirtyy hitsauslangan kärjestä pisaraisessa muodossa hitsisulaan ja lisäainelankaa syötetään tasaisesti langansyöttölaiteen avulla hitsauspistoolin lävitse valokaareen. Suojakaasu suojaa hitsaustapahtumaa sitä ympäröivältä ilmalta. Hitsausvirta siirtyy virtalähteestä hitsauspistoolin päässä olevaan kosketussuuttimeen ja siitä hitsauslankaan. (Lukkari, 2002, s ; Keinänen & Kärkkäinen, 2011, s. 257.) Kuva 11. MIG/MAG-hitsausprosessin periaatekuva (Matilainen et al., 2011, s. 292) Hiiliekvivalentti Tärkeää hitsattavan materiaalin valinnassa on huomioida materiaalin hiiliekvivalentti (CEV). Terästä pidetään helposti hitsattavana eikä se tarvitse esilämmitystä hiiliekvivalentin arvon ollessa pienempi kuin 0,40. Hiiliekvivalentilla kuvataan teräksen karkenevuutta, joka voidaan laskea kaavalla 1 (Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 104): CEV = C + Mn + Ni+Cu + Cr+Mo+V (1)
40 40 Kaavassa 1 C kuvaa hiilen, Mn mangaanin, Ni nikkelin, Cu kuparin, Cr kromin, Mo molybdeenin ja V vanadiinin prosenttiosuutta materiaalissa (Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 104) Hitsausmuodonmuutokset Hitsauksen korkea lämmöntuonti (Q) aiheuttaa hitsattavan materiaalin nopeaa lämpenemistä ja laajenemista. Materiaali ei pääse laajenemaan vapaasti, vaan tyssäytyy. Laajentunut teräs pyrkii jäähtyessään kutistumaan, joka vastustaa hitsin lähiympäristössä oleva perusaine. Tällöin syntyy puristus- ja vetojännitystä eli sisäistä jännitystä hitsiin ja sen lähiympäristöön, jotka puolestaan aiheuttavat materiaaliin epätoivottuja muodonmuutoksia. Nämä muodonmuutokset ilmenevät materiaalin kutistumisena, lommoutumisena ja taipumisena. Syntyneet jännitykset vaikuttavat materiaaliin poikittais- ja pituussuunnassa. Materiaaliin syntyneet jäännösjännitykset voivat kasvaa teräksen myötörajan suuruisiksi, jolloin väsymislujuus heikkenee. Lämmöntuonti (Q) voidaan laskea kaavasta 2 (Ovako Oy, 2012, s. 16; Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 94; Matilainen et al., 2011, s. 318): Q ( kj ) = ( (I(A) U(V)) k (2) mm (v( mm ) 1000)) s Kaavassa 2 I (A) on hitsausvirta, U (V) hitsausjännite, v on hitsausnopeus (mm/s) ja k hitsausmenetelmän hyötysuhde. (Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 92) Hitsausmuodonmuutosten ja -jännitysten syntyminen Materiaaliin syntyvät hitsausmuodonmuutokset voidaan jakaa poikittaisiin ja pitkittäisiin muodonmuutoksiin (kuva 12), jotka syntyvät suurten jäännösjännityksien vuoksi. Poikittaisia muodonmuutoksia aiheuttavat poikittaiskutistuma, kiertymä ja kulmavetäytymä. Pitkittäisiä muodonmuutoksia aiheuttavat puolestaan pituuskutistuma, kaareutuminen ja lommoutuminen. Jännitysten suuruus riippuu materiaalista, ainepaksuudesta, hitsausolosuhteista, palkojen lukumäärästä, työlämpötilasta, hitsausjärjestyksestä ja hitsausarvoista. (Ovako Oy, 2012, s. 16; Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 94.)
41 41 Kuva 12. Hitsausmuodonmuutokset (Ovako Oy, 2012, s. 17). Poikittaiset jännitykset hitsauksessa Poikittaiset jännitykset johtuvat jäähtyessä aiheutuvasta kutistumisesta poikittaisessa ja pitkittäisessä pituussuunnassa. Jäykästi kiinnitetyn hitsattavaan rakenteeseen syntyy kalvojännitys hitsin kutistumisen seurauksena kuvan 13 mukaisesti. Kuvassa g kuvaa kappaleiden välistä ilmarakoa ja σy poikittaisjännitystä. Hitsauksen tuottaman lämmön vuoksi levyjen reunat laajenevat hitsin keskustaa kohti, koska sulalla hitsiaineella ei ole lujuutta vastustaa sitä. Jäähtyessään hitsin lujuus palautuu, jolloin hitsi pyrkii estämään jäähtymisestä johtuvan kutistumisen synnyttäen poikittaisen jännityksen rakenteeseen. (Niemi & Kemppi, 1993, s )
42 42 Kuva 13. Periaatekuva poikittaisen kalvojännityksen syntymisestä (Niemi & Kemppi, 1993, s. 170). Poikittaisjännitys ei aina levittäydy kalvojännitykseksi tasan levyn paksuudelle. Jännityksen jakaantumiseen vaikuttavat myös lämpötilaerot levyn paksuussuunnassa kuvan 14 osoittaman ylimmän kuvan mukaan. Hitsatessa yhdellä palolla hitsin pintakerros jäähtyy ensimmäisenä. Pintakerroksen lujuuden kasvaessa on keskiosa vielä pehmeä ja kuuma. Hitsin keskiosan pyrkiessä viimeisenä kutistumaan syntyy vetojännitys ja tällöin kappaleen pintakerrokseen syntyy tasapainottava puristus, ellei ulkopuolinen jännitys estä kutistumista. (Niemi & Kemppi, 1993, s. 170.) Hitsatessa useammalla palolla, juuri pysyy lujana ja viileänä pintapalon kutistuessa ja jähmettyessä. Kappaleiden ollessa kiinteästi kiinnitetty saattaa pintapalon kutistumisesta olla seurauksena kuvan 14 mukainen alhaalla vasemmalla esitetty poikittaisen jännityksen jakauma. Keskimmäinen kuva syntyy, kun kyseinen rakenne irrotetaan kiinnityksestä, jolloin hitsissä oleva momentti aiheuttaa kulmavetäytymän. Lopputulokseksi syntyy kuvassa 14 oikeassa kulmassa esitetty epälineaarisesti sisäisessä tasapainossa oleva jännitysjakauma. Kuvassa + tarkoittaa vetojännitystä ja - puristusjännitystä. Käytännön rakenteet ovat enemmän tai vähemmän jäykästi kiinnitettyjä, jolloin niiden rakenteisiin vaikuttavat jännitykset ovat todellisuudessa kuvien 13 ja 14 väliltä. Vaikutus vaihtelee suuresti hitsin eri osissa kuten esimerkiksi hitsausjärjestyksen mukaan. (Niemi & Kemppi, 1993, s )
43 43 Kuva 14. Periaatekuva poikittaisjännityksen paksuussuuntaisesta jakautumisesta (Niemi & Kemppi, 1993, s. 171). Pitkittäiset jännitykset hitsauksessa Pitkittäiset jäännösjännitykset syntyvät hitsin jäähtyessä syntyvästä pituussuuntaisesta kutistumisesta. Kuvassa 15 on esitetty periaatekuva pituussuuntaisen jäännösjännityksen syntymisestä hitsatessa kaksi levyaihioita päittäishitsillä toisiinsa. Kuvassa fy on myötölujuus ja σp on lovijännitys. Kuvan mukaisesti voidaan kuvitella hitsauksen aikana tyssääntynyt kaista, josta hitsi leikattu lämpövyöhykkeineen irti muusta levystä. Kutistuttuaan siitä tulee alkuperäistä levyä lyhyempi ja viereiset osat säilyvät alkuperäisen pituisina. Hitsiä on venytettävä voimalla F alkuperäiseen mittaansa ja kuormittamattomaan perusaineeseen ei kohdistu ollenkaan ulkoisia voimia, jolloin voima F on kumottava yhtä suurella puristusvoimalla. Lopullisessa rakenteessa lämpövyöhykkeen ja hitsin alueella vaikuttaa myötölujuuden suuruinen vetojännitys ja muualla vallitsee tasapainottava puristusjännitys. Hitsauksesta aiheutuvat muodonmuutokset ovat samansuuruiset kuin hitsaamattoman kappaleen, jota kuormitetaan kappaleen kummastakin päästä esijännitysvoimalla F. Erona kuitenkin se, että esijännitysvoimat eivät kumminkaan saa kappaletta nurjahtamaan, niin kuin ulkoiset voimat tekisivät. (Niemi & Kemppi, 1993, s )
44 44 Kuva 15. Hitsauksen synnyttämän pituussuuntaisen jäännösjännitysten syntyminen (Niemi & Kemppi, 1993, s. 169). Paksuussuuntaiset jännitykset Paksuussuuntaisia jännityksiä (σz) syntyy hitsatessa vain hyvin paksuilla ainevahvuuksilla. Tällöin jännitystilasta tulee kolmiakselinen, jolla on merkitystä esimerkiksi paksuseinäisten paineastioiden murtumiskäyttäytymisessä. (Niemi & Kemppi, 1993, s. 171.) Hitsausmuodonmuutosten vähentäminen Hitsausjännityksiä ja muodonmuutoksia voidaan pienentää ennen varsinaista hitsaamista ja sen aikana. Tapoja pienentää muodonmuutoksia ovat esimerkiksi lämmöntuonnin pienentäminen, hitsien koon pienentäminen, katkohitsaaminen, siltahitsaaminen, hitsausjärjestys, kiinnittimien käyttäminen, esitaivuttaminen ja railonmuoto. (Niemi & Kemppi, 1993, s ) Kaavaa 2 tarkastelemalla huomataan materiaaliin tuodun lämmöntuonnin (Q) kasvavan jännitteen- ja virran arvojen kasvaessa. Lämmöntuonnin kasvaessa lisääntyvät myös epätoivotut muodonmuutokset rakenteessa. Lämmöntuonnin optimointi korostuu erityisesti, kun materiaali on luja tai ultraluja teräs. Tarpeettoman suuria ja paljon hitsausenergiaa käyttäviä hitsejä on vältettävä. Pienahitsin a-mittaa ei pidä valita suuremmaksi kuin hitsattavuuden vaatima minimilämmöntuonti ja lujuuslaskelmat vaativat. Ylisuuri a-mitta johtaa levyjen taipumiseen (kuva 16). Hitsin pieneen poikkipinta-alaan on pyrittävä hitsausmenetelmän valinnalla, valmistustarkkuudella ja railon mitoituksella.
45 45 Palkokerroksien määrällä voidaan myös vaikuttaa lämmöntuontiin tuomalla kerralla pienempi määrä lämpöenergiaa materiaalin pinnalle. (Niemi & Kemppi, 1993, s. 180; Matilainen et al., 2011, s ) Kuva 16. Pienaliitoksen a-mitan suuruuden vaikutus taipumaan (Matilainen et al., 2011, s. 319). Keino vähentää materiaalille tuotua lämmöntuontia ja tätä kautta muodonmuutoksia on käyttää katkohitsejä jatkuvan hitsin sijasta. Katkohitsausta on mahdollista käyttää silloin, kun halutun lujuuden saavuttaminen ei vaadi koko hitsiä ja sen käyttäminen on suositeltavaa alle 3 mm a-mittaisille hitseille. Tällöin pyritään pituussuuntaisten muodonmuutosten, erityisesti kaareutumisen vähentämiseen. Huomioitavaa on katkohitsiä valitessa kiinnittää huomiota väsymisriskin ja korroosiovaaran kasvamiseen. Katkohitsit voidaan tehdä kuvan 17 osoittamalla tavalla joko laipan kummaltakin puolen pareittain tai vuorohitseillä. (Niemi & Kemppi, 1993, s. 180; Matilainen et al., 2011, s. 319.) Kuva 17. Katkohitsejä: Yläpuolella parihitsi, alapuolella vuorohitsi (Matilainen et al., 2011, s. 320).
46 46 Siltahitsauksen eli silloituksen tarkoitus on varmistaa lopullisten mittojen ja toleranssien pitävyys ennakoimalla lämmöntuonnin aiheuttamat mahdolliset muodonmuutokset. Silloituksessa kappale kiinnitetään ensin kiinni lyhyemmillä siltahitseillä varsinaista hitsaamista varten. Silloitusta ei välttämättä tarvita, jos kappale on kiinnitetty tarpeeksi tukevasti tuotteelle vastaavilla kiinnittimillä. Suunnittelemalla järkevä hitsausjärjestys voidaan lämmöntuontia jakaa tasaisesti pituussuuntaisesti koko kappaleen mitalle, jolloin se pääsee liikkumaan rakenteen keskiosalta reunoja kohti mahdollisimman tasaisesti. Yksi esimerkki lämmöntuontiin vaikuttamisesta hitsausjärjestyksen avulla on hitsaaminen takaaskelhitsauksena (kuva 18). Siinä hitsaussuunta on päinvastainen hitsauksen suunnalle. (Ovako Oy, 2012, s ; SFS 3052; Matilainen et al., 2011, s. 320.) Kuva 18. a) Siltahitsauksen ja b) taka-askelhitsauksen periaate (Matilainen et al., 2011, s. 320). Jännitysten vuoksi materiaaliin voi syntyä muodonmuutoksia, jonka vuoksi rakennetta voidaan joutua oikaisemaan hitsauksen jälkeisessä viimeistelyvaiheessa. Hitsausjärjestyksen suunnitteleminen ennen hitsausta onkin ensiarvoisen tärkeää muodonmuutoksen vähentämiseksi. Nyrkkisääntönä hitsausjärjestykselle voidaan pitää hitsausta symmetrisen kappaleen keskiviivan ympäri. Tällöin lämpö jakautuu tasaisesti ja kappale pääsee laajenemaan hitsattavan rakenteen keskiosasta reunoja kohti. (Ovako Oy, 2012, s. 16; Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 94.) Kiinnittimien käyttö hitsattavien kappaleiden tukemisessa hitsauksen aikana pienentää syntyviä muodonmuutoksia ja erityisesti kulmavetäytymän syntymistä. Kutistuessaan kuuma hitsi ei pysty siirtämään kiinnitettyjä osia ja joutuu myötäämään. Kappale on jäähtymisen loppuvaihteessa niin luja, ettei syntyviä muodonmuutoksia voida estää kokonaan. Kiinnittimien poistamisen jälkeen kappaleessa olevat hitsausjännitykset laukeavat osittain ja syntyvät kimmoisia muodonmuutoksia. Kokonaismuodonmuutos jää
47 47 kumminkin huomattavasti pienemmäksi kuin ilman kiinnittimiä hitsatessa. (Niemi & Kemppi, 1993, s. 180.) Muodonmuutoksia voidaan vähentää myös hitsattavan kappaleen esitaivutuksella. Esitaivutuksessa kappale taivutetaan ennen hitsaamista samansuuruisen, mutta vastakkaissuuntaiseen kulmaan, jonka odotetaan syntyvän hitsauksen seurauksena. Kuvassa 19 on esitetty esitaivutuksen periaate. β kuvaa vastakkaiseen suuntaan taivutettua kulmaa, jonka odotetaan vastaavan hitsauksessa syntyvää taipumaa. (Niemi & Kemppi, 1993, s. 197.) Kuva 19. Esitaivutuksen periaate päittäis- ja T-liitoksessa (Niemi & Kemppi, 1993, s. 198). Hitsaus I-railoon aiheuttaa vähemmän epätoivottuja muodonmuutoksia verrattuna V- railoon. Tämä johtuu V-railon epäsymmetrisyydestä ja leveästä yläosasta. Tavanomaisia railonkulmia (60 ºC) suurempia kulmilla kasvaa myös muodonmuutosten riski. Hitsaus X- railoon antaa tyydyttävän lopputuloksen muodonmuutosten suhteen käyttäen sopivaa hitsaustapaa ja hitsaussuunnitelmaa. (Suomen Hitsausteknillinen Yhdistys ry, 2011, s. 9.)
48 48 Hitsauksessa syntyviä jännityksiä voidaan vähentää käyttämällä korotettua työlämpötilaa tai selvästi perusainetta pehmeämpää lisäainetta. Näiden lisäksi voidaan tehdä hitsatulle kappaleelle myöstö, jota käytetään haurasmurtumavaaran pienentämiseksi ja koneistettujen kappaleiden mittatarkkuuden parantamiseksi. Kappale kuumennetaan ºC välille ja pidetään tässä lämpötilassa muutama tunti (kuva 20). Seuraavaksi sen annetaan jäähtyä hitaasti ilmassa, kunnes sisäiset jännitykset ovat tasoittuneet. (Niemi & Kemppi, 1993, s. 180; Ovako Oy, 2012, s. 11; Suomen Hitsausteknillinen Yhdistys ry, 2006, s ) Kuva 20. Myöstöhehkutuksen periaate (Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 79) Hitsausmuodonmuutosten poistaminen ja oikominen Hitsaamista suunnitellessa on muodonmuutosten välttämiseen kiinnitettävä paljon huomiota, koska niiden oikominen jälkeenpäin on kallista. Ylimääräiseen oikomiseen kuluva työmäärä voi olla kymmeniä prosentteja koko hitsaustyöhön tarvittavasta työmäärästä. Kun hitsauksessa syntyviä muodonmuutoksia ei voida täysin välttää, on rakennetta oiottava jälkeenpäin. Rakennetta voidaan oikoa joko mekaanisesti tai termisesti. (Niemi & Kemppi, 1993, s. 180; Suomen Hitsausteknillinen Yhdistys ry, 2011, s. 11.)
49 49 Mekaaninen oikominen Hitsausjännitysten synnyttävä kaareutuminen oikaistaan mekaanisesti kappaleen kuormittamisella muodonmuutosta vastakkaiseen suuntaan, jolloin siihen syntyy kimmoinen jännitystila. Kuormitusta kasvattaessa hitsi venyy plastisesti. Poistaessa kappaleeseen kohdistettu kuormitus tapahtuu kimmoinen takaisinjousto. Oikaisuun käytetyn voiman ollessa valittu oikein, poistuvat hitsauksessa syntyneet muodonmuutokset työkappaleesta ja rakenne suoristuu (kuva 21). Huomioitavaa on, että jäännösjännitykset eivät poistu kokonaan rakenteesta, mutta ovat tasapainossa. (Metalliteollisuuden keskusliitto, 1986, s. 8.) Kuva 21. Periaatekuva mekaanisesta oikomisesta (Metalliteollisuuden keskusliitto, 1986, s. 8). Mekaaninen oikominen voidaan suorittaa kuumana tai kylmänä ja jännityksen poistamiseen voidaan käyttää esimerkiksi seuraavia menetelmiä: (Lepistö, 2004, s ; Suomen Hitsausteknillinen Yhdistys ry, 2011, s ): vasarointi neulavasarointi ultraäänivasarointi kuulapuhaltaminen.
50 50 Terminen oikominen Mekaanisen oikomisen lisäksi voidaan materiaalia muotoilla lämmön avulla. Hellävaraisin ja tehokkain menetelmä sisäisien jännitysten laukaisemiseen on jännitystenpoistohehkutus, mutta se ei aina ole taloudellisin vaihtoehto. Toinen vaihtoehto on kuumilla oikominen, jota käytetään mm. materiaalin kieroutumien ja lommojen oikomiseen. Lämpötila nostetaan paikallisesti yleensä n ºC välille, jotta saadaan aikaan pysyviä muodonmuutoksia rakenteessa. Kuumilla oikomisessa kuumennus kohdistuu kappaleen pinnalle tai tunkeutuu materiaalin sisään, syvimmillään koko materiaalin ainepaksuudelle. Paikallisesti kuumennettu kohta kappaleessa ei pääse laajenemaan kylmemmän ympärillä olevan materiaalin takia ja lämmitetty alue tyssäytyy. Materiaali kutistuu jäähtyessään, jonka seurauksena syntyy rakennetta oikaisevia jännityksiä. (Suomen Hitsausteknillinen Yhdistys ry, 2011, s. 12; Ovako Oy, 2012, s. 17; Rautaruukki Oyj, 2011, s. 4.) Teräksen lämpötilaa voidaan arvioida kosketusantureilla, lämpötilamaaleilla, väriliiduilla tai lämpökameran avulla. Lämpötilaa voidaan myös havainnoida visuaalisesti teräksen pinnan väriä taulukon 4 mukaisesti. Taulukko 4. Teräksen pinnan väri eri lämpötiloissa (Muokattu Ovako Oy, 2012, s. 17). Teräksen pinnan väri Lämpötila ºC Punaruskea 600 Tummanruskea 650 Kirsikanpunainen 750 Kellanvaaleanpunainen 900 Keltainen 1000 Vaaleankeltainen 1100 Valkoinen 1200
51 51 Materiaalin toimitustila vaikuttaa siihen kuinka hyvin kappaleen mikrorakenne ja ominaisuudet säilyvät kuumilla oikomisesta. Parhaiten säilyvät normalisoitujen terästen ominaisuudet ja huonoiten termomekaanisesti valssattujen terästen ominaisuudet. Termomekaanisesti valssattujen terästen lujuus saattaa laskea, kun materiaalin pinnalle tuotu lämpötila ylittää 580 C rajan. Sille sallitaan kumminkin jännityksenpoistohehkutus (myöstö) lämpötila-alueella ºC. Jännityksenpoistohehkutuksen käyttämisessä termomekaanisesti valssattujen terästen oikomisessa pitääkin noudattaa erityistä varovaisuutta, jotta sen ominaisuudet eivät vahingossa heikkene liian korkealla lämmöntuonnilla. (Vähäkainu, 1998, s. 50; Rautaruukki Oyj, 2010, s. 15.) 3.3 Särmäys ja sen haasteet vaativien rakenteiden valmistuksessa Särmäys on levyjen taivuttamista haluttuun kulmaan särmäyspuristimella yläpainimen ja vastimen välissä. Puristusvoimat voivat vaihdella välillä kn särmäyspuristimesta riippuen. Tarvittava puristusvoima särmäyksessä riippuu levyn paksuudesta ja materiaalista. Yleisimmin käytetyt levyjen taivutusmenetelmät ovat vapaataivutus ja pohjataivutus (kuva 22). Vapaataivutuksessa levy taipuu ylätyökalun ja alatyökalun eli vastimen välissä koskettaen levyä vain vastimen reunoissa ja yläpainimen kärjestä. Pohjataivutuksessa yläpainin taivuttaa levyn täysin vastinta vasten. (Aaltonen et al., 1997, s ; Rautaruukki Oyj, 2013a, s. 2; Matilainen et al., 2011, s. 240.) Kuva 22. Periaatekuva vapaa- ja pohjataivutuksesta (Rautaruukki Oyj, 2013a, s. 2).
52 52 Levyjen taivuttamiseen tarvittava voima riippuu monesta tekijästä. Eri teräslajien taivutuksen puristusvoimaa voidaan arvioida murtolujuuden perusteella, mutta tämä on vain suuntaa antavaa. Taivuttamiseen tarvittavaa voimaa voidaan laskea monella eri kaavalla, joiden lasketut tulokset saattavat poikkeavat toisistaan. Parhaimman särmäystuloksen saavuttamiseksi pitäisikin olla hyvä kokemus ja tämän lisäksi hallita teoria hyvin. Tarvittava puristusvoima voidaan laskea kaavasta 3 kuvan 23 osoittamalla tavalla (Matilainen et al., 2011, s. 252): F = C(Rm b s 2 )/V (3) Kaavassa 3 C on vakio (rakenneteräkselle 1,2 1,5), Rm on levyn murtolujuus (N/mm 2 ), b on taivutettava pituus (mm), s on levyn paksuus (mm) ja V on V-aukon leveys (mm) (Matilainen et al., 2011, s. 252). Kuva 23. Oleelliset muuttujat levyn taivutuksessa (Matilainen et al., 2011, s. 252) Takaisinjousto ja veneilmiö Särmäyksen aikana levyyn syntyy plastisia ja kimmoisia muodonmuutoksia. Kimmoinen muodonmuutos pyrkii palauttamaan levyä ennen taivutusta olleeseen asentoon. Sisäisen jännityksen pyrkiessä palauttamaan särmätyn levyn alkuperäiseen tilaansa, syntyy takaisinjousto, jolloin levyn taivutus pyrkii avautumaan (kuva 24). Erityisesti takaisinjoustoa ilmenee vapaataivutuksessa. Takaisinjousto on vaikeasti hallittavissa oleva tekijä taivutuksesta ja sen vuoksi sattuu usein mitoitusvirheitä. Levyjen taipumaa voidaan kumminkin ennakoida esikaaritaivutuksella eli bombeerauksella. Käytetty materiaali on suurin yksittäinen vaikuttava tekijä takaisinjouston suuruuteen. Materiaalilla, jolla on suuri myötölujuus, on suurempi takaisinjousto. Muita takaisinjoustoon suuresti vaikuttavia tekijöitä ovat materiaalin paksuus, murtolujuus ja taivutussäteen suuruus. (Aaltonen et al., 1997, s. 46, 49, 59 61; Matilainen et al., 2011, s )
53 53 Kuva 24. Levyn takaisinjousto ja siihen liittyviä suureita (Matilainen et al., 2011, s. 247). Kuvassa 24 esiintyvien symbolien merkitykset (Matilainen et al., 2011, s. 247): α1 = taivutuskulma ennen takaisinjoustoa α2 = taivutuskulma takaisinjouston jälkeen β = takaisinjoustokulma φ1 = kaarikulma ennen takaisinjoustoa φ2= kaarikulma takaisinjouston jälkeen r1 = sisätaivutussäde ennen takaisinjoustoa r2 = sisätaivutussäde takaisinjouston jälkeen. Pitkiä kappaleita särmätessä voima ei jakaannu tasaisesti koko kappaleen pituudelle, jolloin särmättävän kappaleen kyljet pullistuvat. Syy tähän on särmäyspuristimen jousto ja levyn takaisinjousto. Pitkiä kappaleita taivuttaessa niiden taivutuskulma on niiden päissä oikea, mutta vajaa keskeltä, joka on esitetty kuvassa 25. Kuvassa α1, α2 ja α3 osoittavat erisuuruisia särmätyn kappaleen kulmia. Tätä kutsutaan veneilmiöksi ja se pyritään välttämään bombeerauksella. Pyrkimyksenä on lisätä painimen iskupituutta alatyökaluun nähden. Tällöin särmätessä taipumat keskikohdassa kompensoituvat ja todellinen iskupituus alatyökaluun nähden pysyy samana koko pituudella. (Matilainen et al., 2011, s. 244.) Kuva 25. Veneilmiöstä johtuva työkappaleen kylkien pullistuma (Matilainen et al., 2011, s. 244).
54 54 4 LYÖNTIPAALUTUSKONEEN TOIMINTA JA PÄÄOSAT Lyöntipaalutuskoneet ovat kehittyneet paljon kuluneiden vuosien aikana ja kehittyvät edelleen. Osa koneista on pienikokoisia pienten paalujen lyöntipaalutukseen suunniteltuja koneita ja osa suurikokoisia. Yleisen lyöntipaalutuskoneen pääosat ovat keili, järkäle sekä ylä- ja alavaunu. Lyöntipaalutuskoneita käytetään pohjarakentamisessa lyömään paaluja maahan, jotka puolestaan tukevoittavat maaperää. (Jääskeläinen, 2009, s. 79.) Hyvä lyöntipaalutuskoneen tulisi pysyä vakaana epätasaisessa maastossa ja olla nopeasti lyöntivalmiudessa. Paalutuskoneen on pysyttävä vakaasti pystyssä painavia paaluja käsitellessä ja pystyttävä kääntymään painavan paalun ollessa jo kiinnitettynä siihen. Paalutus saattaa monesti tapahtua aivan rakennuksen vieressä, jolloin huojumista ei saa tapahtua. (Jääskeläinen, 2009, s. 80.) 4.1 Paalutuksen teoria ja paalutustekniikat Paalutuksella tarkoitetaan pohjarakennusmenetelmää, jolla saadaan pehmeä eli kantamaton maaperä muutettua riittävän kantavaksi rakentamista varten. Paalut siirtävät rakennelmien tuoman kuormituksen pehmeiden kerrosten läpi tiiviimpään ja kantavampaan pohjaan asti, jolloin rakenteesta tulee tukeva. Pohjarakennustekniikoista paalutusta käytetään, jos rakenteen pystyttäminen maan varaan ei siirtymien, painumien, kiertymien tai jonkun muun syyn takia ole mahdollista. Syynä voi olla myös lähiympäristössä sijaitsevat rakennukset. (ITS-vahvistus, 2013; Jääskeläinen, 2009, s. 53.) Paalutustekniikat voidaan jakaa poraaviin työmenetelmiin ja lyöntipaalutukseen. Poraavia työmenetelmiä ovat valu, porapaalutus, syrjäyttävä porapaalutus ja vakautus. Lyöntipaalutuksessa paalu nostetaan maasta pystysuoraksi kiinnittimien avulla, jonka jälkeen hydraulisella järkäleellä isketään paalua ja iskuenergian vaikutuksesta paalu uppoaa maaperään (kuva 26). Samalla kun paalu uppoaa se syrjäyttää maata tieltään. Lyöntipaalutuksessa voidaan käyttää esivalmisteltua paalua tai jatkoksellista paalua. Esivalmistuksellisessa paalutuksessa paalu on yksiosainen ja jatkoksellisessa paalutuksessa paalu on kahdessa osassa. Lyöntipaalutusta pidetään ympäristöystävällisenä menetelmänä ja sen ekologinen jalanjälki on pieni. (Junttan Oy, 2013a.)
55 55 Kuva 26. Paalutuksen vaiheet (Muokattu Junttan Oy, 2013a). Pohjarakentamisessa paalujen käyttö on yleistynyt jatkuvasti. Aikaisempina vuosina yleisimmin käytetyt puupaalut alkavat väistyä teräsbetonisten paalujen ja teräspaalujen tieltä. Puisia paaluja käytetään vain tarpeen vaatiessa tienrakennuksessa ja kunnallistekniikassa. Teräsbetonisia ja teräksisiä paaluja käytetään tavanomaisessa rakentamisessa. (Jääskeläinen, 2009, s. 52.) Paalujen käytön lisääntymisen yhtenä syynä on kaupunkien ja taajamien kasvaminen, jolloin joudutaan rakentamaan myös heikkopohjaisille alueille, joihin ei aikaisemmin ole haluttu rakentaa. Näitä alueita on aikaisemmin vältetty kantamattoman maaperän takia, mutta sijaintinsa takia ovat nyt suosittuja rakennusalueita. Toinen syy on henkilöstökustannusten kasvaminen, paalutuskoneiden ja paalutustekniikoiden jatkuva kehitys sekä lyöntipaalutuksen nopeus verrattuna muihin paalutusratkaisuihin. Tämän vuoksi paalutuksesta on tullut varteenotettava vaihtoehto sielläkin, missä pohjarakennus voitaisiin tehdä toisella menetelmällä. (Jääskeläinen, 2009, s. 52.)
56 Junttan Oy:n lyöntipaalutuskoneen rakenne Junttan Oy:n lyöntipaalutuskone koostuu useasta osasta, joista pääosia ovat keili, järkäle, ylä- ja alavaunu (kuva 27). Lyöntipaalutuskoneet ovat valtavia työkoneita joiden kokonaispaino vaihtelee 37 tonnista 110 tonniin (Junttan Oy, 2013b). Junttan Oy valmistaa tällä hetkellä PM16, PM23, PM25 perinnemallien lisäksi uudemman sukupolven X-sarjan PMx20, PMx22, PMx24, PMx25, PMx28 malleja. X-sarjan koneet eroavat perinteisten koneista teknisiltä ratkaisuiltaan, mutta ovat pääperiaatteissa samanlaisia ja suunniteltu perinteisen mallin pohjalta. (Junttan Oy, 2013b.) Kuva 27. Paalutuskoneen rakenne (Junttan Oy, 2013c).

57 57 Lyöntipaalutuskoneen suunnittelussa pitää erityisesti ottaa huomioon koneen kuljetusmitat ja stabiilius. Koneen kuljetusmitat ovat tärkeitä, koska niiden vaatimukset vaihtelevat maakohtaisesti ja paalutuskoneen pitää olla mahdollisimman stabiili, jotta paaluttaessa se ei aiheuta vahinkoa sen läheisyydessä oleville rakennuksille eikä turhia vaaratilanteita synny. Kuvassa 28 on esitetty X-sarjan lyöntipaalutuskone kuljetusasennossa. (Junttan Oy, 2011.) Kuva 28. X-sarjan PMx24 lyöntipaalutuskoneen mitat kuljetusasennossa (Junttan Oy, 2013c) Keili Keilillä tarkoitetaan paalutuskoneen vaunun etupuolella kiinni olevaa korkeaa mastoa. Keili on kiinnitetty vaunuun hydraulissylintereillä ja ylä- ja alaluistilla. Se koostuu useasta osasta, joista tärkeimmät ovat perus- ja telekeili. Keilin pituus riippuu paalutuskoneen mallista ja sen pituus voi olla 20 metristä 39 metriin, jolloin lyöntipaalutuskoneen stabiilius on ensisijaisen tärkeää. (Junttan Oy, 2013a.) Rakenteeltaan keili on levyistä ja putkipalkista hitsaamalla valmistettu masto. Keili voi koostua useammasta peräkkäisestä osasta, jotka kiinnitetään toisiinsa saranalla tai pulttiliitoksella. Keilin jaetaan neljään pääosaan (kuva 29): 1) keilin hallintamoduuli 2) telekeili 3) peruskeili 4) perusvarusteet ja lisävarusteet.
58 58 Kuva 29. Lyöntipaalutuskoneen keilin pääosat (Junttan Oy, 2013c) Perus- ja telekeili Peruskeilejä on kahta mallia: perinteistä ja uutta X-sarjan mallia. Perinteisessä peruskeilissä jokaisessa kulmassa on 80*80 mm putkipalkki mallista riippuen joko 6,3 mm, 8,0 mm tai 10,0 mm materiaalipaksuudella. Ongelmalliseksi tämän tekee putkipalkkien taivutussäde (R), joka on sellaisen standardin mukainen, jota harvemmin käytetään Suomessa. Tällöin putkipalkin valmistajan täytyy tehdä erikseen tällä taivutussäteellä putkipalkkeja, jolloin niiden valmistaminen pienillä määrillä ei ole kannattavaa. Uudessa mallissa nämä putkipalkit on korvattu särmäyksillä, jolloin tarvittavien hitsien määrä vähenee. Tällöin katoavat myös ongelmat putkipalkkien saatavuudesta, mutta samalla se lisää rakenteeseen haastavia särmäyksiä. Toinen merkittävä eroavaisuus on materiaalissa. Perinteinen peruskeili on valmistettu S355K2+N -rakenneteräksestä ja X-sarjan peruskeilit Rautaruukki Oyj:n valmistamasta Optim TM 650 MC -rakenneteräksestä pienempiä varusteluosia lukuun ottamatta. Kuvassa 30 on kaksi X-sarjan peruskeiliä valmiina maalattavaksi.
59 59 Kuva 30. Kaksi maalaamatonta PMx24 mallin X-sarjan peruskeiliä (Aki Riikonen). Perinteisen ja X-sarjan peruskeilin kriittisiä kuormituksia tutkittiin niistä tehdyn FEManalyysin perusteella, jota ei voida esittää tässä työssä sen ollessa salattua tietoa. Kriittisimmät jännitykset kohdistuvat siihen keilirakennetta pystyyn nostaessa, sekä työasennossa sitä kallistaessa etu-, taka- tai sivusuunnassa. Pääasiassa kumpikaan peruskeili ei joudu kovinkaan kovalle kuormitukselle yksittäisiä jännitepiikkiä lukuun ottamatta, joissa kuormitus voi kasvaa 300 MPa asti ja suurin kuormitus tapahtuu peruskeiliä nostaessa.
60 60 Telekeilin kulmissa on 80*80 mm neliön mallisia S355K2+N -rakenneteräksestä valmistettuja putkipalkkeja, jotka toimivat johdepintoina peruskeilille, järkäleelle ja yläluistille. Telekeili on ympäröity kahdella särmätyllä levyllä, siinä on jäykistelevyjä ja kiinnikkeitä. Telekeili voidaan liikuttaa peruskeilin johdepintoja pitkin, jolloin siitä saadaan korkeampi tai lyhyempi. Lyöntiasennossa telekeilille saadaan lisää pituutta nostettaessa se ihan peruskeilin päähän asti. Lyhyemmäksi se saadaan asettamalla sisäkkäin peruskeilin kanssa kuljetusasentoa varten. Telekeilistä on tärkeää saada mahdollisimman korkea, jolloin voidaan käyttää pidempää paalua. Tärkeää on myös saada siitä lyhyempi kuljetusasentoa varten, jolloin telekeiliä ei tarvitse välttämättä lyhentää manuaalisesti. Peruskeili helpottaa myös paalun pystytyn nostamista, jossa toinen vinssi on hydraulisessa vasarassa eli järkäleessä kiinni ja toinen paalussa. Näiden etuisuuksien vuoksi peruskeili onkin erittäin tärkeä osa Junttan Oy:n valmistamia lyöntipaalutuskoneita. Tällä hetkellä Junttan Oy hankkii kaikki tarvittavat peruskeilit alihankintana, mutta syksyn 2013 aikana valmistetaan omassa tuotannossa X-sarjan PMx22 ja PMx24 peruskeilit. Tarkoituksena on testata oman osavalmistuksen valmiutta valmistaa peruskeilejä Ylävaunu Ylävaunu on lyöntipaalutuskoneen suurin yksittäinen pääosa. Lyöntipaalutuskonetta ja sen pääosia hallitaan sen ohjaamosta käsin. Ylävaunu pitää sisällään rungon, jonka yläpuolella on tarpeelliset toimilaitteet kuten vastapaino, vinssit, hydraulisyksikkö, ohjaamo, pystyynnostolaite, vaakapuomi, kääntökoneisto, moottori ja takajalat (kuva 31). Ylävaunumalleja on useita erilaisia ja asiakkaan haluama malli riippuu lyöntipaalutuksessa tarvittavasta hydraulisesta energiasta. (Junttan Oy, 2011.)
61 61 Kuva 31. Paalutuskoneen ylävaunun rakenne (Junttan Oy, 2013c) Alavaunu Lyöntipaalutuskone liikkuu alavaunun avulla ja sitä liikuttaa ajomoottori. Alavaunun runkoon on asennettu telat, ajomoottori ja telojen levityskoneisto. Kuvassa 32 on esitetty alavaunun rakenne, joka jakaantuu keskiosaan, telapalkkiin ja telastoon. Kuva 32. Alavaunun rakenne (Junttan Oy, 2013c).
62 Järkäle Lyöntipaalutuskoneessa hydraulisella vasaralla eli järkäleellä tehdään varsinainen lyöntipaalutustyö. Hydraulisella järkäleellä lyödään tasaisin välein iskutyynyä, joka puolestaan siirtää iskuenergian paaluun ja upottaa paalun maaperään. Järkäle on kiinnitetty keiliin kiinni. Järkäleitä on useaa eri kokoa ja mallia käyttötarkoituksesta riippuen ja niiden paino voi olla 5 40 tonnia. Järkäleitä on perinteistä HHK- ja uudempaa SHK-mallia. Suurin eroavaisuus uudessa mallissa on sen kaksiosainen modulaarinen rakenne. Järkäleen pääosat on esitetty kuvassa 33. (Junttan Oy, 2011.) Kuva 33. Perinteisen HHK-järkäleen rakenne edestä ja sivulta kuvattuna (Junttan Oy, 2013c).
63 63 5 X-SARJAN PERUSKEILIN VALMISTUS Perinteiset ja uudet X-sarjan peruskeilit valmistetaan tällä hetkellä Junttan Oy:n alihankkijoilla. Peruskeilit saapuvat Junttan Oy:lle valmiina ja maalattuina. Tarkoituksena olisi siirtää niiden valmistus omaan tuotantoon niin, että niihin tarvittavat osat saapuisivat valmiiksi leikattuna ja särmättynä. Muut työvaiheet suoritettaisiin omassa tuotannossa maalaamista lukuun ottamatta. Junttan Oy valmisti omassa tuotannossaan syksyn 2013 aikana X-sarjan PMx24 ja PMx22 peruskeilit. Tässä kappaleessa esitetään X-sarjan peruskeilin valmistusprosessit, jotka pätevät myös alihankkijoilla valmistettuihin peruskeileihin ja muihin malleihin. PMx24- peruskeilin ero muihin vastaavan X-sarjan malleihin on sen kokonaispituus, jäykistelevyjen määrä ja sijainti. Kaikki X-sarjan peruskeilit valmistetaan käyttäen samoja valmistusmenetelmiä. 5.1 X-sarjan peruskeilissä käytettävät materiaalit X-sarjan peruskeilissä käytettävä materiaali on pääasiassa Optim TM 650 MC -rakenneterästä, joka on termomekaanisesti valssattua (M) ja kylmämuovattavaa (C) (Rautaruukki Oyj, 2013b, s. 1). S355K2+N -rakenneterästä käytetään pienemmissä varusteluosissa kuten kiinnittimissä ja korvakoissa. Taulukossa 5 on esitetty Optim TM 650 MC -rakenneteräksen sisältämät eri seosainepitoisuuksien prosenttiosuudet. Sen hiiliekvivalentti (CEV) on 0,34 liitteessä 3 esitetyn ainestodistuksen mukaisesti. Hiiliekvivalentti voidaan laskea kaavan 1 mukaisesti. Raja hyvälle hitsattavuudelle on CEV < 0,40 % ja mitä pienempi sen arvo on, sitä paremmin materiaali soveltuu hitsaamiseen (Suomen Hitsausteknillinen Yhdistys ry, 2006, s. 104). Taulukko 5. Liitteessä 3 esitetyt Optim TM 650 MC -rakenneteräksen seosainepitoisuuksien prosenttiosuudet. C Si Mn P S Al Nb V Ti N Mo 0,051 0,160 1,630 0,008 0,002 0,033 0,046 0,010 0,093 0,003 0,007
64 Osavalmistus Peruskeilin osavalmistus koostuu levyn leikkaamisesta ja särmäämisestä. Junttan Oy alihankkijoineen tilaavat siihen tarvittavat osat valmiiksi leikattuna ja särmättynä terästen valmistajilta. Leikkaus Levyjen leikkaaminen levyaihioista on yleensä ensimmäisiä varsinaisia työvaiheita tuotteen valmistamisessa. Levyt voidaan tilata monella eri menetelmällä leikattuna riippuen levyn muodosta, leikattavasta materiaalista, menetelmän kustannuksista, vaaditusta tarkkuudesta ja halutusta pinnankarheudesta. Yleisimpiä leikkausmenetelmiä ovat vesi-, laser-, jauhe- ja plasmaleikkaus. Kappaletta toleroidessa täytyy pitää mielessä mitä leikkausmenetelmää levyjen leikkauksessa käytetään. (Matilainen et al., 2011, s. 50, 142.) Peruskeilin levyjen leikkaamisessa irti levyaihiosta käytetään hienosädeplasmaa, johtuen osien tarkkuudesta ja käytetyistä ainepaksuuksista. Särmäys Tuotteiden suunnittelussa pyritään Junttan Oy:llä korvaamaan pitkiä hitsejä särmäyksillä. Hyvä esimerkki tästä on X-sarjan peruskeili, jossa hitsatut putkipalkit korvataan levyjen taivutuksilla. Särmäystä voidaan pitää nopeampana menetelmänä kuin hitsaamista ja se ei aiheuta rakenteeseen epäjatkuvuuskohtia. 5.3 Materiaalin alkutarkastus Peruskeilin levyjen saapuessa Junttan Oy:lle, tarkistetaan niiden vastaavuus piirustuksissa oleviin kuviin (kuva 34). Tärkeitä tarkasteltavia asioita ovat leikkausten oikea määrä ja koko, levyjen suoruus ja särmäysten oikea mitoitus. Leikkausten oikea määrä ja koko saadaan selville verrattaessa kappaleita niiden teknisiin piirustuksiin. Levyjen suoruus selvitetään laittamalla koko levyn mittainen palkki levyn päälle ja katsotaan koskettaako sen koko pohja levyä. Ongelmana tässä vaiheessa voi syntyä erityisesti särmäyksessä vajaaksi jäänyt taivutus, jolloin yhteen hitsattavat levyjen pinnat eivät täysin kohtaa niitä sovittaessa yhteen. Toinen helposti havaittava puute voi olla leikkausten puutteellinen määrä. Mahdolliset havaitut puutteet pyritään ensin korjaamaan Junttan Oy:n omassa tuotannossa, jos se on mahdollista ja suurempien puutteiden takia levyt voidaan lähettää takaisin alihankkijalle
65 65 korjattavaksi. Tarvittaessa voidaan pyytää materiaalin toimittajalta ainestodistus toimituksen yhteydessä, mutta sitä kysytään yleensä vain jos siihen on erityinen syy. Kuva 34. X-sarjan PMx24 peruskeilin levyt alkutarkistuksessa (Aki Riikonen). 5.4 Hitsaus Junttan Oy noudattaa hitsaamisessa omaa hitsauksen laatukäsikirjaa, joka pohjautuu SFS- EN ISO standardiin. Se sisältää ohjeet mm. hitsaajien pätevöintiin, hitsausohjeen hyväksyntään ja hitsaustoimintaan liittyviin toimenpiteisiin. Teräsrakenteiden hitsauksessa vaadittava hitsiluokka Junttan Oy:llä on C, SFS-EN ISO 5817:2006 asettaman virheiden raja-arvon mukaisesti. (Junttan Oy, 2010b.)
66 Hitsaajan pätevöinti, hitsausohjeen hyväksyntä ja hitsauksen suoritus Hitsaajan pätevöinti Kaikki hitsaajat pätevöitetään standardin SFS-EN ja hitsausoperaattorit SFS-EN 1418 osoittamalla tavalla. Uudet hitsaajat suorittavat pätevyyskokeet ennen palkkaamista. Hitsauskoordinoijan tehtävänä on ylläpitää rekisteriä hitsaajien pätevyyksistä ja järjestää tarvittaessa pätevyyskokeet. Hitsaajille annetaan tarpeen vaatiessa tai ajoittain syventävää lisäkoulutusta Junttan Oy:llä käytössä olevista menetelmistä (esim. MAGtäytelankahitsaus). Hitsauskoordinoija vahvistaa allekirjoituksellaan pätevyystodistuksen voimassaolon kuuden kuukauden välein standardin SFS-EN kohdan 10 ehtojen mukaisesti. (Junttan Oy, 2012.) Hitsausohjeen hyväksyntä Alustava hitsausohje (pwps) hyväksytään hitsausohjeeksi (WPS) yleensä menetelmäkokeen avulla standardin SFS-EN ISO osoittamalla tavalla. Junttan Oy:n käytössä on myös aikaisempaan kokemukseen perustuvia standardin SFS-EN ISO mukaan hyväksyttyjä hitsausohjeita. Aikaisempi kokemus osoitetaan kyseisellä menetelmällä hitsattujen liitosten rikkomattomalla aineenkoetusmenetelmällä (UT, MT) tai muilla dokumenteilla, joita tulee olla viiden vuoden tai erikseen määritetyltä ajalta. Lisäksi tuotteiden tulee olla käytössä viiden vuoden tai määritetyn ajan ilman hitseihin liittyvää laatureklamointia. Hitsausohjeet hyväksyy hitsauskoordinoija. (Junttan Oy, 2012.) Hitsaustyön suoritus Hitsaustyön esivalmistelu ja suoritus esitetään työohjeissa. Ohje käsittää mm. rakenneaineiden esikäsittelyn, tarvittaessa railon valmistusmenetelmän ja railomuodon hitsausohjeet tai viittauksen käytettävään hitsausohjeeseen (WPS), hitsausaineet ja niiden tarvittavat esikäsittelyt, tarvittaessa hitsausjärjestyksen sekä mahdolliset esilämmitys- ja lämpökäsittelymenettelyt. Esimiehet vastaavat hitsausohjeiden saatavuuden kullekin työlle. Hitsausohje (WPS) toimii usein riittävänä työohjeena. Hitsaustyön suorittavat tarvittavan pätevyyden saavuttaneet hitsaajat. Hitsauslankojen tulee olla puhtaita ja kuivia hitsausprosessin aikana. Tarvittaessa lisäainelangan pinta puhdistetaan liuottimella rasvasta tai muusta vastaavanlaisesta liasta. Hitsausprosessissa tarvittava mahdollinen esilämmitys tuotetaan vastuksien tai kaasuliekin avulla ja lämpötilan valvonta tapahtuu lämpömittarin avulla. Tarvittaessa tuotantohitsauksen yhteydessä hitsataan koekappale, joka testataan
67 67 sopivilla, menetelmäkokeen testauksista vastaavan henkilön (hitsauskoordinoijan) valitsemalla tavalla. (Junttan Oy, 2012.) Tällä hetkellä Junttan Oy:llä ei ole virallista WPS:ää peruskeilin valmistamiseen. Syksyn 2013 aikana sille suunnitellaan pwps:t, joita aletaan käyttää sen valmistuksessa. Hitsaajat ovat pätevöitetty Junttan Oy:llä hitsaamaan standardin CEN ISO/TR 15608:fi mukaisen perusaineen ryhmän 1,2 ja 3 teräksiä (CEN ISO/TR 15608:fi) Hitsin tarkastus ennen hitsausta, hitsauksen aikana ja sen jälkeen Ennen hitsausta Vastuu hitsin tarkastamisesta on IWS-koulutuksen saaneella henkilöllä, työnjohtajilla ja työntekijöillä. Ennen hitsaamista tarkastetaan: (Junttan Oy, 2012) hitsaajien pätevyyksien voimassaolo ja soveltuvuus työhön hitsausohjeiden hyväksymistapa ja soveltuvuus perusaineiden laatu ja tarvittavat ainestodistukset ja -merkinnät oikeat hitsauslisäaineet ja niiden kunto railon mitat ja muoto kiinnitykset, sovitukset ja silloitukset mahdolliset työkoejärjestelyt pintojen kuivuus, puhtaus ja työympäristöolosuhteet. Hitsauksen aikana ja sen jälkeen Hitsaajien tehtävänä on tarkastaa silmämääräisesti hitsin pinnan laatu, poistaa mahdolliset hitsausroiskeet ja liian korkeat juuri- ja pintapalon osat virheiden raja-arvon C mukaisesti. Jos tarkastettava kohde (esim. hitsi) peittyy valmistuksen jatkuessa, tehdään sille lopputarkastuksen edellyttämät toimenpiteet ennakkoon ja tehdään tarvittavat asiakirjat. Valmistettavalle tuotteelle tehdään laatu- tai tarkastussuunnitelmaan merkityt toimenpiteet. Mahdolliset tarvittavat NDT-tarkastukset silmämääräistä tarkastusta lukuun ottamatta tilataan alihankintana. Havainnot ja tarkastustoimenpiteet kirjataan tarkastuspöytäkirjaan. Mahdolliset välitarkastukset ja parametrit tarkistetaan satunnaisotannalla tai sopivin välein. Tarkastukset kirjataan ylös lisäaineita koskevaan seurantavihkoon. (Junttan Oy, 2012.)
68 X-sarjan peruskeilin hitsaaminen Peruskeilin materiaalin tarkastamisen jälkeen aloitetaan hitsaaminen. Hitsausprosessina käytetään MAG-täytelankahitsaus (136) ja hitsauslaitteistona sen hitsaamisessa Kemppi Oy:n KempoMig hitsauslaitteistoa (kuva 35). Hitsauslanka on Lincoln Outershield MC710-H ja langanpaksuus 1,2 mm täytelanka. Hitsauskaasu on Mison 18 (Ar + 18 % CO2 + 0,03 % NO). Kaikki hitsit hitsataan 1 2 palolla hitsausasennon ollessa alapiena-asento (PB/2F). Kuva 35. Kemppi Oy:n KempoMig hitsauslaitteisto (Aki Riikonen). Peruskeilin hitsaukseen soveltuvat parametrit selvitetään koehitsauksilla, jossa Optim TM 650 MC -rakenneterälevyihin hitsataan pienahitsejä käyttäen eri parametreja. Sopivia virran ja jännitteen arvoja testataan valmistajan lisäainelangalle annettujen suositusten perusteella. Hitsatuille koekappaleille tehdään murtokoe tunkeuman selvittämiseksi. Koehitsauksessa saadut sopivimmat parametrirajat on esitetty taulukossa 6 ja näitä parametreja käytetään X- sarjan peruskeilin hitsauksessa.
69 69 Taulukko 6. Tärkeimmät hitsausparametrit X-sarjan peruskeilin hitsaamisessa. Kaasunvirtaus X-sarjan peruskelin tärkeimmät hitsausparametrit l/min Langansyöttönopeus Kaarijännite Virta Vapaalanka Hitsausnopeus Lämmöntuonti 7 9 (m/min) V A 15 mm n cm/min kj/cm Hitsaus aloitetaan nostamalla Optim TM 650 MC -rakenneteräslevyt työpöydälle kuvan 34 osoittamalla tavalla. Seuraavaksi levyt tuetaan työpöytään kiinni puristimilla ja siltahitsataan yhteen hitsattavat sivulevyt toisiinsa kiinni. Seuraavaksi suoritetaan varsinainen hitsaus (kuva 36). Lopulta saadaan neljä sivulevyä. Kuva 36. Sisäpuolelta yhteen hitsatut X-sarjan peruskeilin sivulevyt (Aki Riikonen).
70 70 Seuraavaksi nostetaan yksi sivulevy toisen päälle, piirretään apuviivoitus alemman levyn pinnalle oikean kiinnityskohdan selvittämiseksi ja siltahitsataan ne n. 20 mm pituisilla siltahitseillä kiinni toisiinsa. Lisäksi putkipalkkia käytetään apuna särmäyksen nurkkapaikoittamisessa ja PMx24 peruskeilissä sen pitää olla 84 mm leveä. Pystyyn hitsattua sivulevyä vasten hitsataan tukemaan kuvan 37 mukaisesti kolme tukipalkkia. Kuva 37. Ensimmäinen sivulevy siltahitsattuna toisen levyn päälle (Aki Riikonen). Seuraavaksi siltahitsataan sivulevy samaa periaatteella käyttäen kiinni kuvan 38 osoittamalla tavalla. Asettamalla vesivaaka pystyyn hitsattujen välilevyjen päälle saadaan selville rakenteen stabiilius ja levyjen saman tasoisuus.
71 71 Kuva 38. Kahden sivulevyn suoruuden tarkistaminen vesivaa an avulla (Aki Riikonen). Seuraavaksi nostetaan neljäs sivulevy näiden kahden levyn päälle. Suoralla kulmalla tarkistetaan kummastakin päästä oikea kulma ja mitataan ristimitta. Seuraavaksi siltahitsataan varusteluosat piirustusten osoittamilleen paikoille. Kumpikin X-sarjan peruskeilin pää ja sivut tuetaan raudoilla muodonmuutosten estämiseksi (kuva 39).
72 72 Kuva 39. X-sarjan peruskeili käännetty kyljelleen ja tuettu hitsaamista varten (Aki Riikonen). Viimeinen vaihe hitsaamisessa on varsinaisten hitsausten suorittaminen. Hitsaus aloitetaan peruskeilin ulkopuolelta hitsaten taka-askel tekniikalla 400 mm pituinen hitsi kerrallaan yhdestä kohtaa hitsaussuuntana hitsauksen aloittamispiste. Näin saavutetaan mahdollisimman tasainen lämmöntuonti koko kappaleelleen leveydelle. Tarvittaessa peruskeiliä käännetään hitsatessa ja samalla hitsataan varustelukappaleet kiinni. Viimeiseksi hitsataan sisäpuolen hitsit samalla periaatteella kappaleen jäähdyttyä ja irrotetaan kaikki tuet. 5.5 Viimeistely Hitsauksen jälkeen tarkistetaan pintojen suoruus ja toleranssirajoissa pysyminen mittaamalla. Hitsareiden tehtävä tässä vaihteessa on tarkistaa hitsien laatu silmämääräisesti ja hioa pois mahdolliset roiskeet pinnalta. Havaitut poikkeamat ja mittavirheet vaadituissa mitoissa korjataan tässä vaiheessa. Materiaalina käytettävän Rautaruukki Oyj:n Optim TM 650 MC -rakenneteräksen vuoksi oionnassa ei suositella käytettäväksi apuna lämpöä, koska silloin materiaali voi mahdollisesti menettää termomekaanisella valssauksella saavutetut paremmat ominaisuudet myötölujuuden laskiessa. Materiaalin ominaisuuksien säilyttämiseksi turvallisin vaihtoehto on yrittää paikallisesti mekaanisesti oikaista rakennetta kuvan 40 mukaisesti hydraulitunkin avulla silloin, kun kriittisimmillä toleranssirajoilla on
73 73 ahdistusta. Toisaalta käytetyn materiaalin myötölujuuden ollessa hyvin suuri, ei hydraulitunkeilla välttämättä saada toivottua vaikutusta. Liian väljiä arvoja voidaan yrittää vastaavasti oikoa vasaran avulla. Kuva 40. Peruskeilin oionta hydraulitunkkien avulla (Aki Riikonen). Peruskeilin hitsausten ollessa valmiit ja sen täyttäessä sille asetetut toleranssivaatimukset, tehdään sille tarvittavat koneistukset kuten reiät. Seuraavaksi se lähetetään alihankkijoille pinnan hiekkapuhallukseen. Tällöin pinta silotetaan ja puhdistetaan maalaamista varten. Kuumilla oikominen Hitsatun materiaalin ollessa termomekaanisesti valssattua terästä sen lujuus saattaa laskea, kun sen lämpötila ylittää 580 C rajan. Tästä huolimatta X-sarjan peruskeilille voidaan suorittaa kuumilla oikominen rakenteen suoruuden ja ahdistuksen poistamiseksi toleranssirajoista. FEM-analyysissa esitettyjä peruskeiliin vaikuttavia kriittisimpiä jännityksiä tutkimalla huomataan, että rasittuneimmissakaan kohdassa sen sivulevyihin ei kohdistu kovin suurta rasitusta. Tämän vuoksi kuumilla oikominen päätettiin sallia keinoksi rakenteen ja epätoivottujen muodonmuutosten oikaisemiseksi tässä tapauksessa. Lämmön tuomisessa kappaleen pinnalle käytetään kaasusuutimen kautta johdettua liekkiä. Kaasuna käytetään AGA Oy:n valmistamaa hajustettua happea (O2) ja asetyleeniä (C2H2) joiden
74 74 tuottama liekki palaa n C:ssa (AGA Oy, 2013). Lämmöntuonti suoritetaan seuraavasti: 1) Kappaleen pintaa lämmitetään koko sivulevyn leveydeltä n. 10 cm päästä särmätyistä kulmista kaasuliekin levyisellä lämmityksellä. Tämä suoritetaan kummallekin sivulevylle ja kumpaankin levyyn tehdään kaksi lämmöntuontia kummankin särmäyksen läheisyyteen eli yhteensä neljä lämmöntuontia. Lämpöä tuodaan kappaleen pinnalle cm/min nopeudella. 2) Lämmöntuonnin jälkeen tarkistetaan putkipalkin avulla sivulevyjen suoruus ja mitan avulla toleranssien pitävyys. Kuvassa 41 on esitetty PMx24 peruskeilin lämmöllä oiottu sivulevy. Kuvassa sinertävät viivat osoittavat mihin kohtaan lämmöntuontia tuodaan. 3) Jos haluttuja toleranssirajoja tai suoruuksia ei olla vielä saavutettu, suoritetaan uusi lämmöntuonti kuvan 42 osoittamalla tavalla. Lämpöä ei johdeta täysin samaan kohtaan kuin aikaisemmin, vaan n cm päähän edellisestä lämmöntuonnista. 4) Viimeiseksi varmistetaan kuvan 43 osoittamalla tavalla peruskeilin päiden suoruus tuomalla lämpöä sen pinnalle kuvan osoittamalla tavalla. 5) Lopuksi tarkistetaan peruskeilin sivulevyjen lopullinen suoruus ja sovittujen toleranssirajojen vastaavuuden annetuille arvoille.
75 75 Kuva 41. PMx24 peruskeilin lämmöllä oiottu sivulevy (Aki Riikonen). Kuva 42. PMx24 peruskeilin lämmöllä oiottu keskiosa (Aki Riikonen).
76 76 Kuva 43. PMx24 peruskeilin pääty oikaistu lämmöntuonnilla (Aki Riikonen). Huomioitavaa lämmöntuonnissa on materiaalin lämpötilan silmämääräinen arviointi, jossa voidaan käyttää taulukon 4 osoittamia värejä apuna. Kappaleen pintaa ei saa päästää punaiseksi (yli 600 C lämpötila), vaan se pidetään sinertävänä, korkeintaan 580 C lämpötilassa. Lämpöä tuodessa pinnan väriä on siis seurattava koko ajan. Yhden lämmöntuonnin jälkeen on odotettava kappaleen jäähtymistä ennen toisen aloittamista, jotta sen vaikutuksesta saadaan mahdollisimman suuri. Lisäksi huomioitavaa on, että eniten lämmöntuontia tarvitaan lähellä peruskeilejä sijaitsevia aukkoja, kuten kuva 42 osoittaa. Näissä kohdissa on syntynyt eniten epätoivottuja muodonmuutoksia ja näin ollen vaatii eniten lämmöllä oikomista. Kuvissa 41, 42, 43 esitetyt lämmöntuonnin kohdat ovat suuntaa antavia, mutta näiden kohtien todettiin oikovan parhaiten muodonmuutoksia rakenteessa. Tarvittaessa voidaan lisätä tai vähentää lämmöllä oikomisen määrää. Tärkeintä on peruskeilin suoruus ja toleranssirajojen saavuttaminen. Lämpöä tuomalla peruskeilin pinnalle voidaan saavuttaa halutuissa toleranssirajoissa pysyvyys ja rakenteen suoruus. Mekaanisilla menetelmillä, kuten hydraulitunkeilla oikomisella ei saavuteta vastaavaa rakenteen suoristumista käytettäessä Optim TM 650 MC - rakenneterästä materiaalina.
77 Valmiin peruskeilin laadun tarkastaminen Ennen peruskeilin hyväksymistä osaksi lyöntipaalutuskoneen kokoonpanoa sille tehdään ainetta rikkomattomat testit. Testeissä tarkastetaan silmämääräisesti sen laatu ja mitataan sille asetetuissa toleranssitarkkuuksissa pysyvyys. Testien jälkeen peruskeili voidaan tuloksista riippuen joko hyväksyä osaksi lyöntipaalutuskoneen kokoonpanoa, korjata huomatut puutteet tai hylätä kokonaan. Aina peruskeilejä ei ole Junttan Oy:llä tarkastettu, vaan ne on hyväksytty suoraan kokoonpanoon. Vuonna 2008 aloitettu laadunvarmistaminen on vähentänyt ongelmia myöhemmissä lyöntipaalutuskoneen testaamisen vaiheissa. Silmämääräisessä tarkastuksessa voidaan havaita mm. ylisuuret hitsit, pintahuokoset, halkeamat, roiskeet, reunahaava ja epätasainen hitsikupu. Lisäksi tarkistetaan valmiin peruskeilin vastaavuus piirustuksissa olevaan kuviin. Havaitut puutteet ja virheet pyritään korjaamaan heti, jos ne ovat korjattavissa. Varsinaisessa mittausvaiheessa kriittisimmät pituudet mitataan peruskeilin toimivuuden kannalta. Toleranssivaatimusten jäädessä vajaiksi siihen kiinnitettävän alaluistin tai telekeilin väliin voi tulla ahdistusta tai se ei mahdu ollenkaan sen liukupinnoille. Toisaalta jos arvot ovat liian isot, tulee liikaa väljyyttä niiden välille, joka voi rikkoa ne käytössä tai kuluttaa osia tavallista enemmän. Mittaamisen apuna käytetään 80 mm alumiiniputkipalkkeja, joiden alla pidetään muovisia levyjä, jotta putket eivät kosketa kulmassa olevia hitsejä (kuva 44). Lisäksi tasaisin välein asetetaan kolme puista tukikappaletta putkipalkkien väliin tukevoittamaan niitä peruskeilin seinämää vasten. Varsinaista mittaamista varten sen pinnalle asetetaan yhden metrin välein viisi valkoista lappua, joihin merkataan kyseisessä kohdassa saatu mittausarvo leveydelle.
78 78 Kuva 44. X-sarjan peruskeili laaduntarkastamisessa (Aki Riikonen). Mittaus suoritetaan arvioimalla putkipalkkien avulla kriittiset levyjen pituusmitat ja leveysmitat. Kuvassa 45 käytetään mittaamiseen 340 mm pitkää putkea alumiiniputkien ollessa 80 mm pitkiä kumpikin ja näin ollen mitatun matkan ollessa näiden yhteissumma 500 mm. Putken päähän sovitetaan joko 1 mm, 1,5 mm, 2 mm tai 3 mm apulevyä, jolloin saadaan todellinen leveys tai korkeus selvitettyä. Kuva 45. Leveystoleranssin mittaamista käyttäen apuna 1 mm apulevyä (Aki Riikonen).
79 79 Samaa periaatetta käytetään toisen kriittisen mitan, peruskeilin särmäyksen korkeuden mittaamisessa. Tässä tapauksessa voidaan käyttää esimerkiksi kahta 80 mm korkuista putkipalkkia, jotka on yhdistetty hitsaamalla ne yhteen kelkaksi (kuva 46) ja asetettu peruskeilin särmättyihin kulmiin. Kelkkaa liikutetaan koko peruskeilin pituudelta ja samalla pidetään sopivaa apulevyä putkipalkin ja särmäyksen välissä. Tällöin saadaan selville korkeus kussakin kohdassa. Kuva 46. Peruskeilin kulman korkeuden mittaaminen (Aki Riikonen). Peruskeiliä mitatessa hyväksytään n. 1 mm toleransseja suurempi arvo alaluistin liukupinnalta, koska liian väljiä toleransseja voidaan korjata kiinnittämällä säätölevyjä alaluistiin. Säätölevyjen avulla saadaan väljyys poistettua. Toleranssinmukaisia pienemmissä arvoissa ei hyväksytä ahdistusta, koska peruskeilin liukupintojen välistä ahdistusta ei voida korjata.
80 80 6 PERUSKEILIN KUSTANNUKSET JA TILAUSPROSESSI Suurimmat kustannukset peruskeilien valmistuksesta syntyvät hitsaamisesta, materiaali- ja alihankintakustannuksista. Junttan Oy onkin pyrkinyt uudessa X-sarjan peruskeilin mallissa korvaamaan hitsien määrää särmäyksillä ja tällä tavalla säästämään kokonaiskustannuksissa. Prosessikustannukset-osiossa esitetyt kustannukset perustuvat Junttan Oy:n alihankkijan tarjouksiin. Hintaan voi vaikuttaa korottavasti esimerkiksi materiaalien hinnanmuutos, oionnan ja muun ylimääräisen työn tarve valmistuksessa. Tarvittaessa kumpikin osapuoli voi neuvotella uudesta hinnasta olosuhteiden muuttuessa. 6.1 Prosessikustannukset Tällä hetkellä peruskeilit hankitaan Junttan Oy:lle alihankkijoiden kautta, mutta myös omassa tuotannossa testataan syksyn 2013 aikana kahden X-sarjan peruskeilin PMx22 ja PMx24 valmistamista. Alihankkijoiden kanssa sovitaan kullekin prosessivaiheelle hinta ja kokonaishinta. Kumpaakin peruskeiliä myydään tällä hetkellä, mutta uudemman mallin kysyntä on kasvanut tasaisesti ja sillä pyritään korvaamaan edeltäjänsä tulevaisuudessa lähes kokonaan. Kuvissa 47 ja 48 on esitetty X-sarjan ja perinteisen mallin peruskeilin prosessikustannukset. Kuvissa muut kustannukset sisältävät pakkauksen, lähetyksen, tarvikkeet ja käsittelykulut.
 ja hitsauksesta (31 %). Kuva 48. Piirakkadiagrammi X-sarjan peruskeilin prosessikustannuksista.")
81 81 Kuva 47. Piirakkadiagrammi perinteisen mallin peruskeilin prosessikustannuksista. Valmistusaika perinteiselle peruskeilille on 110 tuntia ja valmiin kappaleen massa on 1490 kg. Kustannuksista suurin osa koostuu materiaalista + alihankinnasta (31 %) ja hitsauksesta (31 %). Kuva 48. Piirakkadiagrammi X-sarjan peruskeilin prosessikustannuksista. X-sarjan peruskeilin valmistusaika on 94,5 tuntia ja massa 1195 kg. Suurin osa kustannuksista koostuu materiaalista + alihankinnasta (28 %) ja hitsauksesta (23 %).
82 82 Vaihtaessa X-sarjan peruskeiliin Junttan Oy säästää 25 % prosessikustannuksissa, 15,5 h valmistusajassa ja 295 kg kokonaismassasta. X-sarjan peruskeilistä saadaan kevyempi vaihtamalla materiaali S355K2+N -rakenneteräksestä Optim TM 650 MC -rakenneteräkseen. Teräsputkien vaihtuessa särmättyihin kulmiin säästetään kustannuksista eniten hitsauksessa. Säästöjä tulee yhteensä 22 hitsaustyötuntia ja tätä kautta myös hitsauslisäainetta kuluu vähemmän. Aikaisempi peruskeilien valmistus on kumminkin osoittanut, että särmätty X- sarjan peruskeili on vaikeampi valmistaa kasvattaen näin ollen osavalmistuksen ja kokoonpanon kustannuksia suhteessa kokonaiskustannuksiin. 6.2 Lyöntipaalutuskoneen tilaus- ja toimitusprosessi Tilaus- ja toimitusprosessi kuvaa lyöntipaalutuskoneen valmistusprosessia alkaen asiakkaan tilauksesta ja päättyen valmiin lyöntipaalutuskoneenkoneen toimituksesta asiakkaalle (kuva 49). Ennen asiakastilausta myyntiosasto suunnittelee tarjouksen koneesta mahdolliselle asiakkaalle ja sopimuksen syntyessä aloitetaan tuotantoprosessit. (Junttan Oy, 2006.) Junttan Oy pyrkii saamaan lyöntipaalutuskoneen valmiiksi 18 viikon kuluessa asiakastilauksesta sisältäen kaksi viikkoa valmiin koneen testaamista ja katsastamista. Peruskeilin toimitusaika on viikkojen 2 11 (kuva 49) välissä tilauksesta eli alihankkijoilla tai omalla tuotannolla on yhdeksän viikkoa aikaa toimittaa valmis peruskeili, jonka jälkeen se yhdistetään keilin kokoonpanoon.
83 83 Kuva 49. Lyöntipaalutuskoneen tilaus- ja toimitusprosessi (Junttan Oy, 2013). Tuotannonsuunnittelu toimii periaatteen mukaan. Sen mukaan aloituspalaveri pidetään viimeistään 16 viikkoa ennen kokoonpanon aloittamista. Aloituspalaverissa syntyneet ongelmat pyritään ratkaisemaan 8 viikkoa ennen kokoonpanoa. Viikkojen 8 0 aikana ennen lyöntipaalutuskoneen kokoonpanon aloittamista tarkennetaan loput oleelliset asiat koskien kokoonpanoa ja tilataan lyhyen toimitusajan komponentit. (Junttan Oy, 2006.) Tavoitteena on siirtyä tulevaisuudessa järjestelmään ja näin ollen lyhentää toimitusaikoja.
84 84 Lyöntipaalutuskone määritellään asiakastilausten perusteella joko A-, B- tai C-luokan koneiksi. A-luokan koneet ovat modulaarisia sopivalla tuoterakenteella, jolloin koneiden valmistuksessa ei käytetä asiakaskohtaista suunnittelua. B-luokan koneet ovat muuten vakioita, mutta niihin lisätään suunnittelua apua käyttäen joku asiakkaan haluama ominaisuus, kuten esimerkiksi erilainen paalunpitäjä. C-luokan koneet ovat asiakkaalle täysin räätälöityjä projekteja ja ne suunnitellaan alusta loppuun. Niissä esimerkiksi osa koneen mekaniikasta tai ohjausjärjestelmä on suunniteltu uudestaan täysin asiakkaan toiveiden mukaisesti. (Junttan Oy, 2006.) Asiakastilausta pidetään 0-kohtana tilaus- ja toimitusprosessissa. 2 viikon kuluttua tilauksesta kuuluu teknisen erittelyn olla valmis. Siinä määritellään lyöntipaalutuskoneen teknilliset tiedot esimerkiksi millainen ja minkä kokoinen järkäle, ylä- ja alavaunu sekä keili asiakkaan haluamaan lyöntipaalutuskoneeseen tulee. Seuraavaksi tuotetaan omassa tuotannossa tai tilataan alihankkijoilta tarvittavat pääosat lyöntipaalutuskoneeseen. Peruskeilin valmistaminen alkaa keilin kanssa samaan aikaan ja toimitusaika sille on 2 11 viikkoa (kuva 49), jonka jälkeen sen kokoonpano alkaa. (Junttan Oy, 2006.) Loppukokoonpanon jälkeen lyöntipaalutuskone koeajetaan ja testataan viikkojen (kuva 49) välisenä aikana. Testauksesta laaditaan tarkastuspöytäkirja, josta toimitetaan kopio asiakkaalle. Lisäksi lyöntipaalutuskoneelle tehdään ulkopuolisen katsastajan toimesta katsastus voimassa olevien standardien mukaisesti. Koneen läpäistessä kaikki testit ja tarkastukset kahden viikon testausajan jälkeen se lähetetään asiakkaalle ja vastuu siirtyy huoltopalvelulle. (Junttan Oy, 2006.)
85 85 7 CASE: X-SARJAN PERUSKEILI Työn tavoitteena on Junttan Oy:n lyöntipaalutuskoneen osan X-sarjan peruskeilin laadun ja rakenteen kehittäminen. Tässä luvussa keskitytään sen suunnittelussa ja valmistuksessa syntyviin keskeisiin ongelmiin ja ehdotetaan havaituille ongelmille kehitysehdotuksia. Lopuksi tarkastellaan X-sarjan peruskeilin alkuperäistä tilannetta ja verrataan sitä kehitysratkaisujen avulla kehitettyyn versioon. 7.1 Keskeiset ongelmat X-sarjan peruskeilin suunnittelussa ja valmistuksessa X-sarjan peruskeilin rakenteen suunnittelusta tekevät ongelmallisen tarkat toleranssirajat sen liukupinnoille kiinnitettävän alaluistin ja telekeilin välille. Valmistaessa sitä ongelmia syntyy pitkien ja paksujen levyjen särmäämisessä ja hitsien tuomasta lämpöenergiasta rakenteeseen. Suuri lämmöntuonti aiheuttaa peruskeilin rakenteessa epätoivottuja muodonmuutoksia, jotka ilmenevät pääasiassa poikittaisia muodonmuutoksia rakenteen kiertymisen ja kulmavetäytymän muodossa, Nämä ongelmat tekevätkin siitä haastavan tuotteet suunnitella ja valmistaa Peruskeilin toleranssirajat Lyöntipaalutuskoneessa on paljon suhteessa toisiinsa liikkuvia osia. Keiliä pitää pystyä kallistamaan etu- ja takakenoon, sen pituutta pitää pystyä jatkamaan ja saada kuljetusasentoon koneen päälle vaivattomasti. Täyttääkseen kaikki vaadittavat toiminnot on lyöntipaalutuskoneessa oltava paljon liukupintoja ja niveliä, joilla on tarkat toleranssit. Sovitteiden on oltava sitä tarkempia mitä enemmän niissä on suhteessa toisiinsa liikkuvia osia. Rakenteiden kestävyyttä ajatellen perus- ja telekeilin välinen välys pitää olla mahdollisimman tarkka. Välyksen ollessa liian väljä seuraa keilin huojumista varsinkin, kun se on ajettu yläasentoon, jolloin keili on pisimmillään. Välyksen ollessa liian tiukka, alaluisti tai telekeili ei puolestaan mahdu ollenkaan peruskeilin liukupinnalle. Tällöin joudutaan tekemään valmistuskustannuksia kasvattavia jälkitöitä, jotka voivat vaikuttaa negatiivisesti sen rakenteeseen. Kriittisimmät toleranssirajat peruskeilin valmistuksessa on esitetty kuvassa 50. Nämä tarkimmat toleranssirajat ovat johdepinnoilla, joille on asetettu mm toleranssirajat ja 1 mm yhdensuuntaisuustoleranssi. Tärkeimmät toleranssit on merkitty
86 86 numeroilla 1. ja 2., joilla niihin viitataan myöhemmin. Näissä asetetuissa toleranssirajoissa on hyvin vaikea pysyä johtuen särmäyksen epätarkkuudesta ja hitsauksen tuottamasta suuresta lämpöenergiasta, joka aiheuttaa rakenteeseen epätoivottua kiertymistä. Valmistuksessa on parempi jättää toleranssirajat väljemmäksi alaluistin kiinnityspinnalta, koska väljyyttä voidaan vähentää lisäämällä pronssilevyjä peruskeiliin liitettävään alaluistiin. Kuva 50. X-sarjan PMx24 peruskeilin poikkileikkaus, josta ympyröity kriittisimmät mittatoleranssit (Junttan Oy, 2013c) Ongelmat rakenteen hitsaamisessa Suurin ongelma peruskeilin valmistuksessa on hitsausprosessin siihen kohdistama suuri lämmöntuonti (Q). Pisimmillään yli 6 metrin mittaiset ja 10 mm paksuiset puoli-v-railoon hitsatut hitsausliitokset (kuva 50) tuottavat hyvin paljon lämpöä rakenteeseen. Suuri lämmöntuonti aiheuttaa sisäisiä jännityksiä, joista seuraa rakenteen muodonmuutokset. Kaavasta 2 huomataan jännitteen ja virran arvon suurenemisen kasvattavan lämmöntuonnin arvoa sekä hitsausnopeuden kasvaminen puolestaan pienentävän sitä. Suuri lämmöntuonti
87 87 johtaa sisäisiin jännityksiin ja tämä puolestaan aiheuttaa epätoivottuja muodonmuutoksia rakenteessa, mikä ilmenee peruskeilin kiertymisellä ja kulmavetäytymänä. Näiden muodonmuutosten oionta aiheuttaa valmistukseen lisäkustannuksia ja voi vaikuttaa negatiivisesti peruskeilin laatuun. Hitsauksen tuottama lämmöntuonti aiheuttaa rakenteissa taipumista, joka pyrkii taivuttamaan särmättyjä sivuja toisiaan kohti kuvan 51 osoittamalla tavalla. Kuvasta nähdään, että taivutetut reunat eivät täysin kosketa päälle asetettua putkipalkkia. Tämä johtuu särmättyjen kulmien taipumisesta kohti 10 mm paksuista hitsiä. Tämän seurauksena kummankin 1. toleranssin välille syntyy ahdistusta 6 mm verran, eikä tällöin halutuissa toleranssirajoissa pysytä. Tämän seurauksena telekeiliä tai alaluistia ei saada kiinnitettyä peruskeilin liukupinnoille. Vaihtoehtona on kuvan 40 mukainen särmäysten oikominen hydraulitunkin avulla, mutta tällä ei juurikaan saada aikaan plastista muodonmuutosta rakenteeseen, vaan se palautuu takaisin tunkkauksen päättyessä. Yksinkertainen keino rakenteen oikomisessa on paikallisen kuumilla oikominen, mutta materiaalin ollessa termomekaanisesti valssattu Optim TM 650 MC -rakenneteräs, sitä ei välttämättä voida tehdä tarvittavan korkeissa lämpötiloissa. Hitsaus ei aiheuta kumminkaan kovinkaan paljon ongelmia 2. toleranssirajan saavuttamisessa, vaan suurimmat ongelmat ovat 1. toleranssirajassa pysymisessä. Kuva 51. Lämmöntuonnin aiheuttama taipuminen reunoilla (Aki Riikonen).
88 88 Rakenteessa on myös kaksi 500 mm mittaista hitsiä toisessa päässä peruskeiliä vastakkaisilla puolilla sivulevyjä, joita ei voida hitsata (kuva 52). Hitsauspolttimen pää ei mahdu hitsaamaan railoon särmäyksen tullessa tielle, eikä suutinta saada haluttuun kulmaan ja tarpeeksi lähelle railoa, jolloin sen hitsaamisesta tulee hyvin haasteellista. FEM-analyysissa esitettyjen kriittisten jännitysten perusteella voidaan tämä hitsi jättää kokonaan hitsaamatta, eikä näin ollen aiheuta jälkitoimenpiteitä. Kuva 52. Peruskeilin päästä hitsaamatta jäänyt 500 mm mittainen hitsi (Aki Riikonen) Särmäyksen tuottamat ongelmat Peruskeilin särmäämisen tekee ongelmalliseksi siihen tarvittava suuri puristusvoima kaavan 3 osoittamalla tavalla. Peruskeilissä särmättävällä Optim TM 650 MC -rakenneteräksellä on suuri myötölujuus (vähintään 650 N/mm 2 ), suuri paksuus (10 mm) ja pitkä taivutettava särmäyspituus ( 6 m), jotka kasvattavat tarvittavaa puristusvoimaa. Lisäksi tarvitaan pitkiin särmäyksiin ja suuriin puristusvoimiin räätälöity särmäyspuristin. Suuren särmäyspuristimen ja tarvittavan suuren puristusvoiman lisäksi varsinaisia ongelmia särmäyksen suunnittelussa ja toteuttamisessa aiheuttavat materiaalin takaisinjousto ja veneilmiö. Tämän vuoksi monet särmätyt levyt eivät ole toivotussa taivutetussa kulmassa (kuva 53) ja voivat aiheuttaa kustannuksia jo tässä vaiheessa tuotantoa.
89 89 Kuva 53. Auki jäänyt X-sarjan peruskeilin sivun särmäys (Aki Riikonen). 7.2 X-sarjan peruskeilin kehittämisideat X-sarjan peruskeilin suunnittelussa ja valmistuksessa havaittuihin ongelmiin pyrittiin kehittämään ratkaisuja TWM-laatutyökalua hyödyntäen, materiaalia muuttamalla, hitsaustoimintaa ja särmäystä kehittämällä. Hitsaustoimintaa pyritään kehittämään hitsausprosessia muuttamalla ja suunnittelemalla X-sarjan peruskeilin hitsaamisen alustavat hitsausohjeet.
90 Laatutyökalujen hyödyntäminen Junttan Oy:llä Aikaisemmin käytössä olleet laatutyökalut Aikaisemmin on käytetty SPC (Statistical Process Control) -tilastollista prosessinohjausta laadun kehittämisessä. Se on tilastotieteelliseen perustuva menetelmä, jolla pyritään prosessien hallintaan ja jatkuvaan parantamiseen. Siinä kerätään kultakin osastolta virheiden ilmenemismuotoja ja niiden lukumäärät kirjataan joka päivä osaston vastuuhenkilön toimesta erityisiin laatutauluihin. Kullekin virheen ilmenemismuodolle lasketaan C-arvo, jonka ylittyessä virheelle on jokin erityinen syy. Rajan ylittyessä ongelman juurisyy pyritään löytämään ja näin kehittää toimintaa. (Junttan Oy, 2010c.) SPC-laatutyökalu poistettiin kumminkin käytöstä, koska otanta oli liian suuri ja juurisyitä ei saatu näin ollen selvitettyä ja ongelmia poistettua tarpeeksi tehokkaasti. Tulevaisuudessa olisi tarkoitus aloittaa SPC:n käyttäminen uudestaan jatkuvan parantamisen työkalua pienemmällä otannalla. Käytössä olevat laatuperiaatteet ja laatutyökalut Kokonaisvaltainen laatutoiminta ja laatuajattelu perustuvat laatujärjestelmästandardiin SFS- EN-ISO 9001 ja ympäristöjärjestelmästandardiin SFS-EN-ISO Kumpaakaan laatustandardia ei ole tällä hetkellä sertifioitu, mutta tulevaisuudessa olisi tarkoitus sertifioida molemmat tai pelkästään laatujärjestelmästandardi. Kylmämäessä vastapäätä sijainneen Komas Oy:n osavalmistuksen henkilöstön oston yhteydessä Junttan Oy sai sertifikaatin standardille SFS-EN ISO : 2005 osavalmistukseen hitsausosastolle. Sertifikaatin voimassaoloajan umpeutuessa sitä ei uusittu, mutta sen perusperiaatteita noudatetaan hitsaustoiminnassa. Tällä hetkellä Junttan Oy:llä ei ole varsinaista hitsauskoordinoijaa, mutta kansainvälisen hitsausneuvojan (IWS) koulutuksen saanut henkilö toimii osa-aikaisesti hitsauksen kehittämisen parissa muiden työtehtävien ohessa. Tulevaisuudessa tavoitteena on palkata varsinainen hitsauskoordinaattori tuotantoon.
91 91 Vuodesta 2010 alkaen Junttan Oy:llä on alettu käyttämään Lean-toimintafilosofiaa. Ulkopuolinen konsultti antoi koulutusta Leanista koko henkilökunnalle, jossa kerrottiin sen toiminnasta ja kuinka sillä voidaan tehostaa tuotantoa ja parantaa laatua. Tämän jälkeen tuotannossa otettiin käyttöön lisäksi Leanin 5S-laatutyökalu. Jokaisella materiaaleilla ja työkaluilla on omat paikkansa. Työkalut on maalattu tietynvärisellä maalilla, josta tietää minkä alueen työkaluja ne ovat. Uusien laatutyökalujen hyödyntäminen Laatutyökaluista päätettiin käyttää Total Welding Management -laatutyökalua X-sarjan peruskeilin laadun parantamisessa. Six Sigma jätettiin kokonaan käsittelemättä, koska käytössä oli ollut aikaisemmin jo vastaavanlainen tilastoihin perustuva laatutyökalu SPC. Lisäksi tällä hetkellä Junttan Oy:llä on käytössä Lean, 5S ja SFS-EN ISO standardisarja, jolloin niitä ei käsitellä tarkemmin. TWM käydään läpi pääperusperiaatteeltaan ja tarkkoja yksittäisiä kohdistuksia sillä ei tehdä. Total Welding Managementin pääperiaate on hitsaustoiminnan kehittäminen ja hitsaajan tukeminen. Seuraaviin asioihin pyritään kehittämään X-sarjan peruskeilin hitsaustoimintaa Junttan Oy:ssä TWM:n avulla: menettely ja dokumentointi materiaalin valinta hitsien koon määrittäminen. X-sarjan peruskeilin hitsaamista tutkittaessa huomattiin, että siihen ei ollut yhtään valmista hitsausohjetta (WPS). Lisäksi järjestelmä, jolla hitsausohjeita suunniteltiin, oli vanhentunut, jolloin Junttan Oy:n hitsausohjeille oli suunniteltava aivan uusi pohja. Kuten jo kappaleessa 2.5 kerrottiin, WPS:n käyttö luo perustan hitsaustöiden toteutukselle, suunnittelulle ja laadunvalvonnalle. Lisäksi sen käyttäminen vähentää hitsausvirheiden toistuvuutta. Ongelmalliseksi WPS puuttuminen tekisi Junttan Oy:n tuotannossa varsinkin hitsaajan vaihtuminen, jolloin uudella hitsaajalla ei olisi varmaa tietoa miten ja millä parametreillä X- sarjan peruskeili tulisi hitsata. Toisena pääsynä oli laadun tasaisuus, kun noudatetaan yhtenäiseiä ohjeita. Näiden syiden vuoksi X-sarjan peruskeilille suunniteltiin pwps:t, joiden avulla voidaan suorittaa hitsaus toistuvasti. Tällöin hitsaajan vaihtuminen ei tuota suuria
92 92 ongelmia valmistuksessa ja kaikki hitsaavat samoilla parametriarvoilla. Alustavista hitsausohjeista ei päätetty tehdä WPS:ä, koska niitä ei vaadita ja toisi vain lisäkustannuksia. Peruskeilin sivulevyjen materiaalina käytettävä Optim TM 650 MC -rakenneteräs tuottaa haasteita särmäyksessä ja hitsauksen aiheuttamien muodonmuutosten oikomisessa. Särmääminen on hankalaa suuren myötölujuuden (vähintään 650 N/mm 2 ) takia. Hitsaaminen puolestaan aiheuttaa suuren lämmöntuonnin, joka puolestaan aiheuttaa epätoivottuja muodonmuutoksia. Näitä muodonmuutokset ovat haastavia oiottavia, koska peruskeilin materiaali on termomekaanisesti valssattu. Ottamalla nämä asiat huomioon ja tarkastelemalla FEM-analyysissa esitettyjä kriittisimpiä peruskeiliin vaikuttavia voimia, voidaan todeta materiaalin pienemmälläkin myötölujuudella selviävän vastaavista rakenteen rasituksista. Verrattaessa X-sarjan peruskeilin kriittisimpiä kuormituksia perinteisen peruskeilin kuormituksiin, huomataan niiden olevan lähes vastaavat. Tästä voidaan päätellä, että S355K2+N -rakenneteräs voisi sopia myös X-sarjan peruskeilin sivulevyjen materiaaliksi. Se helpottaisi särmäämistä ja muodonmuutokset olisi helpommin lämmöllä oiottavissa ilman materiaalin lujuuksien pienentymisen pelkoa. Suurin osa X-sarjan peruskeilin hitseistä on a-mitaltaan 4 5 mm. Ainoastaan kuvan 50 mukaisesti neljä 10 mm paksuista hitsausliitosta hitsataan kiinnittämään sivulevyt toisiinsa. Hitsin a-mittaa mitoittaessa pitäisi aina pyrkiä mahdollisimman pieneen a-mittaan, jolla saadaan tarpeeksi kestävä liitos ja tarpeeksi syvä tunkeuma (SFS 2373). 10 mm paksuista hitsausliitosta voidaan pitää liian suurena tarkastellessa myös FEM-analyysissa esiintyviä kriittisimpiä jännityksiä. Hitsausliitokseen kohdistuvat jännitykset ovat pääosin MPa luokkaa yksittäisiä jännityspiikkejä lukuun ottamatta, joissa jännitykset voivat kasvavaa 300 MPa asti. Tästä voidaan päätellä pienemmänkin hitsausliitoksen mitan sopivan kyseiseen liitokseen. Kyseiseen hitsiin kävisi hitsausliitoksen mitaltaan 8 mm tai jopa 6 mm, jolloin säästettäisiin lisäainekustannuksissa ja saataisiin lämmöntuontia pienennettyä.
93 Hitsauksen ja särmäyksen kehittäminen Suurimmat haasteet peruskeilin valmistuksessa aiheuttavat hitsauksen tuottama suuri lämmöntuonti aiheuttaen muodonmuutoksia rakenteessa ja särmäyksestä seuraava takaisinjousto. Lämmöntuonnin vähentämiseksi hitsauksessa esitetään kahta vaihtoehtoista prosessia MAG-täytelankahitsauksen tilalle. Särmäyksen kehittämiseksi tarjotaan vaihtoehdoksi sivulevyjen esitaivutus. Lopuksi esitetään kaksi rakenteellista muutosvaihtoehtoa valmistuksen helpottamiseksi. Lämmöntuonnin vähentäminen hitsausprosessia vaihtamalla Suurin hitsaamisen aiheuttama ongelma on käytetyn hitsausprosessin tuottama liiallinen lämmöntuonti (Q) hitsien ollessa hyvin pitkiä. Tavoitteena onkin vähentää lämmöntuontia, jolloin saataisiin sisäisiä jännityksiä ja rakenteen epätoivottuja muodonmuutoksia vähennettyä. Tämä johtaisi jälkityöstön tarpeen vähenemiseen, jolloin säästettäisiin kustannuksissa. Yksi keino lämmöntuonnin vähentämiseen on vaihtaa hitsausprosessia, joka on myös yksi TWM:n avainalue. Vaihtoehtoina tässä työssä esitellään WiseFusion TM ja CMT (Cold Metal Transfer). WiseFusion TM MAG-täytelankahitsauksen tilalla voidaan käyttää MAG-pulssihitsausta Kemppi Oy:n kehittämän WiseFusion TM -toiminnon kanssa käyttäen umpilankaa lisäaineena. WiseFusion TM on modifioitu toiminto synergiseen MIG/MAG-kuumakaari ja - pulssihitsaukseen. Se on kehitetty vastaamaan erityisesti alumiinin, ruostumattomien ja seostamattomien teräksen asentohitsauksissa syntyviin yleisiin ongelmiin, kuten valokaaren ja hitsisulan hallintaan. WiseFusion TM -toiminto pitää valokaaren pituuden tasaisena ja estää valokaaren koon muuttumista vapaalangan pituuden muuttuessa hitsauksen aikana. Tällöin valokaari saadaan kohdistettua pienemmälle alueelle ja pysymään lyhyempänä. Lisäksi hitsauksen optimaalisten parametrien löytäminen helpottuu ja tuottavuus paranee. (Kemppinen, 2011, s. 30; Uusitalo, 2012, s. 21; Kumpulainen, 2009, s. 2.)
94 94 WiseFusion TM -toimintoa säädetään hitsauslaitteesta asettamalla prosentuaalinen arvo oikosulkujen määrälle. Prosentuaalisella arvolla kuvataan tietyssä ajanjaksossa tapahtuvien oikosulkujen määrää. Esimerkiksi pulssihitsauksessa 50 % -arvo tarkoittaa, että joka toisen pulssin jälkeen syntyy oikosulku. Prosessi toimii kuvan 54 osoittamalla tavalla, missä on esitetty yhden pulssinjakson aikana tapahtuva oikosulkuvaihe. (Uusitalo, J. 2012, 21.) Sarjan kolmannessa kuvassa tapahtuu täysin roiskeeton oikosulku juuri ennen seuraavan lisäainepisaran irtoamista hitsisulaan. (Kumpulainen, 2009, s. 2; Kemppi Oy, 2013a, s. 13.) Kuva 54. Oikosulkuvaihe WiseFusion TM -toimintoa käyttäessä (Muokattu Uusitalo, 2012, s. 21). Tutkimusten mukaan WiseFusion TM -toimintoa käyttämällä saavutetaan mm. seuraavia etuja: (Kemppinen, 2011, s. 30; Uusitalo, 2012, s. 25; Kemppi Oy, 2013b, s. 11.) automaattinen valokaaren pituuden säätö. valokaaresta saadaan energiatiheä ja kapea. parempi hitsisulan hallinta asentohitsauksessa. suurempi hitsausnopeus. reunahaavan mahdollisuus pienenee. syvempi tunkeuma. kapea railo ja alhainen lämmöntuonti kustannustehokkaampi ja tuottavampi hitsausprosessi.
95 95 Taulukossa 7 on Kemppi Oy:n tekemä tutkimus lämmöntuonnin vaihtelusta eri hitsausprosesseilla hitsausmateriaalin ollessa suurlujuusteräs ja hitsausnopeus 450 mm/min. Tutkimuksesta huomataan WiseFusion TM -toiminnolla varustetun MAG-pulssihitsauksen voivan vähentää 26,8 % lämmöntuontia verrattuna MAG-hitsausprosessiin ja 14,4 % verrattuna MAG-pulssihitsaukseen. (Uusitalo, 2012, s ) Taulukko 7. Hitsausprosessien lämmöntuonnin vertailuja (Muokattu Rapid Welding and Industrial Supplies Ltd, 2013, s. 14). Prosessi S.nopeus (m/min) v (mm/min) I (A) U (V) P (W) Q (kj/mm) ΔQ MAG , ,83 % MAG-Pulssi , ,37 % WiseFusion TM ,59 + 0,00 % WiseFusion TM -toiminnon käyttämiseksi tarvitaan Kemppi Oy:n valmistamaa FastMig Pulse 350/450 -hitsauslaite (kuva 55) tai vastaava laite, johon voi tarvittaessa ostaa WiseFusion TM - toiminnon, jonka hankinta toisi lisäkustannuksia, mutta toisaalta vähentäisi kustannuksia peruskeilin jälkityön vähenemisellä. Laite on modulaarinen ja sillä voidaan hitsata myös perinteiset MIG/MAG-hitsausprosessit. Sitä voitaisiin siis käyttää muitakin kohteita hitsattaessa kuin pelkästään peruskeiliä ja saavuttaa myös näissä muissa hitsauskohteissa parempi laatu. Kuva 55. Kemppi Oy:n FastMig 450 -hitsauslaite (Weldtrade, 2013).
96 96 CMT Toinen vaihtoehto lämmöntuonnin alentamiseksi on käyttää Froniuksen vuonna 2004 kehittämää CMT:tä (Cold Metal Transfer) eli kylmää hitsausprosessia. CMT:tä ei voida pitää täysin uutena hitsausprosessina, vaan se pikemminkin laajentaa MIG/MAG-hitsauksen rajoja. Se perustuu tarkkaan prosessinhallintaan ja mekaanisiin muutoksiin lisäainelangan syöttösuunnassa ja -nopeudessa. Digitaalinen prosessinohjaus havaitsee hitsauksen yhteydessä syntyvän oikosulun ja auttaa irrottamaan sulan pisaran vetämällä lankaa poispäin hitsattavasta kohteesta. CMT:tä voidaan käyttää lyhytkaarihitsausprosessin yhteydessä ja se on kehitetty käytettäväksi lämmölle herkille materiaaleille ja ohutlevyille. Sillä on matala lämmöntuonti ja tämän ansiosta hyvin roiskeeton hitsaustapahtuma. (Rosado et al., 2008, s. 8; Karjalainen, 2012, s ) CMT:ssä aineensiirtyminen tapahtuu kuvan 56 esittämällä tavalla. Ensimmäiseksi lisäainelanka siirtyy hitsisulaa kohti valokaaren syttyessä. Lisäainelangan koskettaessa hitsisulaa, valokaari sammuu ja hitsausvirta alenee. Seuraavaksi lisäainelangan syöttösuunta vaihtuu kohti hitsaussuutinta, joka auttaa sulapisaran irtautumista oikosulun aikana. Viimeiseksi langan syöttöliike vaihtuu päinvastaiseksi ja prosessi alkaa alusta. Yhden hitsauspisaran irtoamiseen kuluu aikaa 13,23 ms. (Rosado et al., 2008, s. 8; Karjalainen, 2012, s. 33.) Kuva 56. CMT-hitsausprosessin periaate (Rosado et al., 2008, s. 8).
97 97 Merkittävä etu CMT:ssä pienen lämmöntuonnin ja roiskeettomuuden lisäksi mahdollisuus käyttää hiilidioksidia (100 % CO2) suojakaasuna. Hiilidioksidi on n. 70 % halvempaa, kuin tavanomaisesti käytetyt suojakaasut (92 % Ar + 8 % CO2). Lisäksi hiilidioksidin ollessa raskaampi seoskaasu suojaa se myös hitsaustapahtumaa riittävästi käyttäessä pienempiä hitsausnopeuksia. Kuvassa 57 on esitetty hiilidioksidia suojakaasuna käytettäessä saatavat kustannussäästöt verrattuna perinteisesti käytettyihin suojakaasuihin. (Karjalainen, 2012, s ) Kuva 57. Esimerkkilaskelmia hiilidioksidilla saavutettavista kustannussäästöistä eri kaasunvirtausnopeuksilla (Karjalainen, 2012, s. 34). Kuten WiseFusion TM -hitsausprosessissa, tarvitsee myös CMT:n käyttäminen MIG/MAGhitsauksen yhteydessä sitä varten suunnitellun laitteiston. Manuaaliseen CMT-hitsauksen pystyy suorittamaan käyttäen Fronius Oy:n valmistamaa Trans Puls Synergic 2700 CMT Compact -hitsauslaitteistoa (kuva 58). Kyseistä hitsauslaitteistoa käyttämällä saavutettaisiin hitsauksessa hyvin pieni lämmöntuonti, vähän roiskeita, vakaa valokaari ja mahdollisuus käyttää hiilidioksidia suojakaasuna roiskeettomasti. (Pronius Oy, 2013.) Kuva 58. Fronius Oy:n Trans Puls Synergic 2700 CMT Compact -hitsauslaitteisto (Pronius Oy, 2013).
98 98 Esitaivutus särmätyille levyille Särmäystä voidaan kehittää X-sarjan peruskeilin valmistuksessa suorittamalla särmättäville sivulevyille esitaivutus. Taivutus tehdään sivulevyihin 10 mm levyisten hitsauksen kohdalle levyn vastakkaiselle puolelle. Hitsatessa 10 mm paksuista hitsiä, taipuvat levyt kuvan 16 mukaisesti toisiaan kohti aiheuttaen kulmavetäytymistä. Esitaivutuksella pyritään vastaamaan tätä hitsauksessa syntyvää taipumista vastakkaisella yhtä suurella taivutuksella, jolloin rakenteesta tulisi halutun muotoinen hitsauksen jälkeen. Esitaivutuksen kohdistaminen on kumminkin haastavaa, sillä sitä on hyvin vaikeaa sijoittaa oikeaan kohtaan. Oikean kohdan selvittämisestä pitää testata useita koesarjoja kunnes saavutetaan toivottu lopputulos. Kohdistuksen helpottamiseksi voidaan sivulevyihin koneistaa reikiä, joiden kautta johdetaan putkipalkkeja sivulevyjen välille, jolloin yhdensuoruus saavutetaan. Esitaivutuksen tarpeen suuruudeksi β arvioitiin n. 3. Muidenkin peruskeilimallien särmäyksessä käytetään samaa periaatetta, vain osien pituuksien muuttuessa Rakenteelliset muutokset X-sarjan peruskeilin rakenteen (kuva 59) huomattiin vääntyilevän vähiten kohdissa, joissa on 10 mm paksu Optim TM 650 MC -rakenneteräsestä valmistettu jäykistelevy tukemassa rakennetta. Jäykistelevyt oli kiinnitetty alun perin peruskeilin pinnalle lujuusopillisista syistä, mutta niiden huomattiin myös olevan hyvä keino estää lämmöntuonnin aiheuttama rakenteen vääntyilyä. Tästä ideasta kehiteltiin pidemmät 8 mm paksut Optim TM 650 MCrakenneteräsestä valmistetut jäykistelevyt tukemaan X-sarjan peruskeiliä koko pituudelta kaikista kulmista (kuva 60). Jäykistelevyjen avulla sen uskotaan pysyvän paremmin toleranssirajoissa ja vähentämään jälkityöstön määrää. Parhaimmassa tapauksessa suurimmilta rakenteen vääntyilyiltä vältytään, jolloin oikomisen määrä vähenisi tai sitä ei tarvittaisi ollenkaan.
99 99 Kuva 59. X-sarjan PMx22 peruskeili (Junttan Oy, 2013c). Kuva 60. X-sarjan PMx22 peruskeili pitkillä jäykistelevyillä (Junttan Oy, 2013c).
100 100 Toinen mahdollinen rakenteellinen muutosehdotus olisi jättää X-sarjan peruskeilin sivulevyn kyljessä oleva iso neliömäinen aukko koneistamatta (kuva 61). Esimerkiksi PMx22 mallin peruskeilissä aukko on leveydeltään 187 cm ja korkeudeltaan 21 cm, jolloin se lisää suuresti epätoivottujen muodonmuutoksien syntymisiä sen lähialueilla. Lisäksi suurimmat mittapoikkeamat 1. ja 2. toleransseissa syntyvät tämän läheisyydessä. Aukko voitaisiin koneistamisen sijaan leikata polttoleikkaamalla niin, että se jäisi osittain kiinni rakenteeseen ja kokoonpanohitsauksen jälkeen se poistettaisiin hiomalla. Tällöin rakenne olisi tukevampi hitsauksen aikana, ei olisi niin herkkä muodonmuutoksille ja pysyisi näin ollen suorempana. Lisäksi kyseinen aukko ei ole välttämätön X-sarjan peruskeilin sisältä hitsaamista varten, sillä hitsaaminen onnistuu käyttäen muita sivulevyn aukkoja. Kuva 61. PMx24 X-sarjan peruskeilin reiällinen sivulevy (Junttan Oy, 2013c).
101 X-sarjan peruskeilin alku- ja lopputilanne X-sarjan peruskeili on hyvin haastava suunniteltava ja valmistettava tuote. Alkutilanteessa haastavat särmäykset suurella materiaalinpaksuudella ja suurella myötölujuuden Optim TM 650 MC -rakenneteräksellä tuottavat ongelmia. Suurin ongelma X-sarjan peruskeilin valmistuksessa kumminkin on hitsauksessa. 21 erillistä hitsiä tuovat suuren lämmöntuonnin peruskeilin pinnalle ja näin ollen aiheuttavat suuret muodonmuutokset. X-sarjan peruskeilit olivat näistä asioista johtuen hyvin ongelmallisia valmistaa ja vaativat aina jälkityöstöä, kuten rakenteen oikomista mekaanisesti tai termisesti. Vuoden 2013 loppupuolella Junttan Oy:n omassa tuotannossa valmistetaan X-sarjan peruskeili PMx22, johon tehdään rakenteellinen muutos lisäämällä kulmiin jäykistelevyt koko peruskeilin pituudelta (Kuva 62). Jäykistelevyjen uskotaan tukevoittavan rakennetta ja näin estävän suurimmat lämmöntuonnin aiheuttamat muodonmuutosten syntymiset rakenteessa. Seuraavaksi uudelle peruskeilin rakenteelle voidaan tehdä FEM-analyysi, josta selviää siihen kohdistuvat kriittisimpien kuormitusten suuruudet. Analyysin tarkoituksena on selvittää, voisiko Optim TM 650 MC -rakenneteräksen vaihtaa pienemmän myötölujuuden teräkseen, kuten S355K2+N. Tällöin peruskeilin valmistaminen helpottuisi entisestään. Kuva 62. Pitkillä jäykistelevyillä varustettu PMx22 peruskeili hitsauksessa (Junttan Oy, 2013c).
102 102 8 JOHTOPÄÄTÖKSET JA JATKOTUTKIMUSAIHEET Junttan Oy:n lyöntipaalutuskoneisiin kuuluvaa X-sarjan peruskeiliä voidaan pitää hyvin haastavana tuotteena valmistaa ja kehittää. Haasteelliseksi siitä tekee levyjen materiaalina käytettävä Optim TM 650 MC -rakenneteräs, käytetyt valmistusmenetelmät ja vaaditut muodot rakenteessa. Erittäin haastavat pitkät särmäykset ja pitkien hitsien tuoma lämpö kappaleen pinnalle aiheuttavat sen valmistukseen erityisen paljon haastetta tärkeimpien toleranssivaatimusten ollessa millin tarkat. Seuraamalla X-sarjan peruskeilin valmistamista Junttan Oy:n omassa tuotannossa huomattiin sen liukupintojen toleranssirajoissa pysymisen aiheuttavan yhden suurimmista ongelmista. Toleranssirajat ovat tarkat, koska toiselle liukupinnalle kiinnitetään alaluisti, jonka avulla peruskeili on kiinni lyöntipaalutuskoneessa ja toiselle liukupinnalle telekeili. X-sarjan peruskeilille kehitettiin useita valmistusteknillisiä ja rakenteellisia parannusehdotuksia, joiden avulla pyritään vastustamaan epätoivottuja muodonmuutoksia rakenteessa ja pysymään halutuissa toleranssirajoissa. Taulukossa 8 on esitetty X-sarjan peruskeilille kehitetyt rakenteelliset ja laadulliset kehitysideat:
103 103 Taulukko 8. X-sarjan peruskeilin rakenteelliset ja laadulliset kehittämisideat. Rakenteelliset muutokset Saavutettu etu TWM:n hyödyntäminen Saavutettu etu Hitsauksen kehittäminen Saavutettu etu Särmäyksen kehittäminen Saavutettu etu Rakenteen kehittämien Pitkien Pohja-aukon jäykistelevyjen koneistamatta käyttäminen jättäminen Valmistettavuuden Valmistettavuuden helpottuminen, helpottuminen kestävämpi rakenne, kustannusten pieneneminen Laadun kehittäminen WPS suunnittelu Materiaalin vaihtaminen Valmistettavuuden Valmistuskustannusten helpottuminen, pieneneminen, tasaisempi laatu valmistuksen hitsauksessa helpottuminen WiseFusion TM CMT Lämmöntuonnin Lämmöntuonnin pieneneminen, pieneneminen, parempi parempi hitsin laatu hitsin laatu, valmistuskustannusten pieneneminen Sivulevyjen esitaivutus Valmistettavuuden helpottuminen, valmistuskustannusten pieneneminen Pienempi hitsin paksuus Valmistuskustannusten pieneneminen, pienempi lämmöntuonti hitsauksessa
104 104 Rakenteellisista muutosehdotuksista parhaimpana ideana pidettiin pitkien jäykistelevyjen liittämistä peruskeilin kulmiin. Ne otetaan käytäntöön tuotannossa ja testataan niiden toimivuus. Pitkien jäykistelevyjen avulla uskotaan rakenteeseen vaikuttavien epätoivottujen muodonmuutosten vähenevän siinä määrin, että jälkityöstöä ei juurikaan tarvita hitsauksen jälkeen. Tällöin säästettäisiin X-sarjan peruskeilin valmistuksessa rahaa ja aikaa. Tämän lisäksi voidaan jättää myös peruskeilin liukupinnan pohjassa oleva aukko umpinaiseksi ja avata se vasta hitsausten jälkeen. Näin ollen se tukevoittaisi rakennetta hitsauksen aikana, eikä aiheuttaisi rakenteen vääntyilyä. Näiden rakennemuutosehdotusten yhteisvakuutuksesta rakenne pysyisi hitsattaessa entistä paremmin vastustamaan muodonmuutoksia. Laadullisista kehitysideoista kehitettiin laatutyökalu TWM:n periaatteiden mukaisesti X- sarjan peruskeilille aivan uusi hitsausohjeen pohja ja hitsauksia seuraamalla myös pwps:t. Tällöin hitsaamiseen toistettavuus helpottuu, hitsin laatu saadaan pidettynä tasaisena ja ongelmia ei synny hitsaajien vaihtuessa. Lisäksi pohdittiin mahdollisuutta materiaalina käytettävän Optim TM 650 MC -rakenneteräksen vaihtamiseksi S355K2+N - rakenneteräkseksi tai joksikin muuksi pienemmän myötölujuuden teräkseksi. Tällöin särmääminen olisi helpompaa ja materiaali ei olisi niin herkkä menettämään ominaisuuksiaan kuumilla oikoessa. Materiaalin vaihtamisen pienemmän myötölujuuden teräkseksi uskotaan olevan mahdollista tarkastelemalla FEM-analyysia perinteisen ja X- sarjan peruskeilin kriittisimmistä jännityskuvista. Kuvissa siihen vaikuttavat jännitykset eivät ole suurempia kuin perinteiseen peruskeiliin kohdistuvat voimat, jossa käytettiin materiaalina S355K2+N -rakenneterästä. Näiden lisäksi TWM:n periaatteita noudattaen voitaisiin 10 mm paksuiset hitsit vaihtaa 8 mm paksuisiksi hitseiksi. Tällöin lämmöntuonti vähentyisi ja säästöjä syntyisi.
105 105 Hitsauksen kehittämistä suunniteltiin sen suurimman ongelman, lämmöntuonnin vähentämisen kautta. Tämä voitaisiin toteuttaa vaihtamalla tällä hetkellä hitsauksessa pääasiassa käytettävä MAG-täytelankahitsaus WiseFusion TM -toiminnolla varustettuun MAG-pulssihitsaukseen tai CMT-prosessilla varustettuun MAG-lyhytkaarihitsaukseen. Kummallakin prosessilla voidaan saada pienempi lämmöntuonti ja parempi hitsin laatu. CMT:n etuna lisäksi on mahdollisuus käyttää suojakaasuna hiilidioksidia, joka vähentäisi kustannuksia ja pienempiä hitsausnopeuksia käyttäen se suojaisi riittävästi hitsaustapahtumaa. Uusien hitsausprosessien heikkoutena olisi se, että pitäisi ostaa aivan uudet laitteet, jossa niitä voidaan käyttää. Tämä tuottaisi laitteiston ostamisen verran ylimääräisiä kuluja. Särmäyksessä suurimman ongelman aiheuttaa taivutuksen takaisinjousto särmättävien levyjen ollessa pitkiä ( 6 m), paksuja (10 mm) ja suuri myötölujuus (vähintään 650 N/mm 2 ). Särmäystä vastaan suunniteltiin levylle esitaivutus, joka tehdään suurimman 10 mm hitsin kohdalta vastakkaiseen suuntaan n. 3 taivutuksella. Tavoitteena on tuottaa hitsauksen lämmöntuonnin aiheuttamaa kulmavetäytymistä vastaava vastakkainen taivutus, jolloin rakenteesta tulisi suora hitsauksen jälkeen. Ehdotetut rakenteen ja laadun parantamisehdotukset eivät sulje toisiansa pois, vaan niitä voidaan toteuttaa samaan aikaan. Esimerkiksi kaikki rakenteelliset muutokset, kaikki TWM:n parannusehdotukset, toinen ehdotetuista hitsausprosesseista ja esitaivutus voidaan ottaa käyttöön samaan aikaan. Tällöin voi kumminkin olla, että esitaivutusta ei tarvita tai sitä olisi vaikea arvioida lämmöntuonnin ja rakenteellisten muodonmuutosten vähentyessä merkittävästi. Parannusehdotuksia olisi siis paras testata yksitellen ja katsoa kuinka paljon niillä on vaikutusta X-sarjan peruskeilin laadulle ja valmistettavuudelle.
106 106 X-sarjan peruskeiliä tarkastellessa keksittiin useita kehitysehdotuksia ja jotkut niistä olivat hyvinkin yksinkertaisia. Sen valmistuksessa ja suunnittelussa syntyviin ongelmiin ei ilmeisesti ollut aikaisemmin kiinnitetty kovinkaan paljoa huomiota valmistuksen tapahtuessa täysin alihankkijoiden toimesta. Tämä ilmeni esimerkiksi hitseillä, joita ei pystytty hitsaamaan tilan ahtauden vuoksi ja suurena rakenteen oionnan määränä. Valmistuksen siirtyessä Junttan Oy:n omaan tuotantoon sen laatuun kiinnitetään nyt ja tulevaisuudessa enemmän huomiota. Tätä diplomityötä tehdessä on syntynyt useita kehitys- ja tutkitusehdotuksia. Useimmat niistä koskevat uuden pitkillä jäykistelevyillä vahvistetun X-sarjan peruskeilin jatkokehitysideoita: 1) Tehdään pitkillä jäykistelevyillä varustetulle peruskeilille FEM-analyysi. Sen perusteella tarkastella voidaanko materiaali vaihtaa esimerkiksi S355K2+N - rakenneteräkseksi tai joksikin muuksi pienemmän myötölujuuden teräkseksi. 2) Hitsataan peruskeiliä käyttäen WiseFusion TM -toiminnolla varustettua pulssihitsausta tai MAG-lyhytkaarihitsausta käyttäen CMT:tä. Tämän jälkeen tarkistetaan hitsausmuodonmuutosten määrä sekä hitsin laatu ja verrataan näitä aikaisempiin tuloksiin. 3) Testataan esitaivutuksen toimivuutta särmätyillä sivulevyillä. 4) TWM:n mukaisten periaatteiden tuominen kokonaisvaltaiseen hitsaustoimintaan.
107 107 9 YHTEENVETO Hitsaus on yleisin menetelmä metallien yhteen liittämiseksi käyttäen puristusta ja/tai lämpöä. Se on useasti lyhyt hetki koko tuotteen valmistuskaaressa, mutta sen vaikutusta tuotteen laadulle ja tuottavuudelle ei voi väheksyä. Erityisen tärkeänä osa-alueena hitsausta voidaan pitää kantavien teräsrakenteiden hitsaamista. Hitsatun rakenteen tarkoitus on kantaa siihen kohdistuvat rasitukset ja voimat. Tällöin hitsausliitokset ja hitsin rakenne on oltava riittävän lujia kestääkseen käytön kohdistuvat erilaiset kuormitukset. Hitsausprosessin tuottama suuri lämmöntuonti aiheuttaa hitsattavassa kohteessa paikallista lämpenemistä ja laajentumista. Tällöin hitsattava kohde ei pääse vapaasti laajenemaan, vaan tyssäytyy. Laajentunut materiaali jäähtyessään kutistuu, mikä puolestaan vastustaa hitsin lähiympäristössä oleva perusaine. Tällöin syntyy sisäisiä jännityksiä hitsiin ja sen läheisyyteen. Nämä sisäiset jännitykset aiheuttavat muodonmuutoksia rakenteessa, jotka ilmenevät taipumisena ja venyilynä. Tämä diplomityö on osa Tekesin ja useiden yritysten rahoittamaa HitNet-projektia (Hitsaavan teollisuuden hankintatoimen ja toimitusketjun tehostaminen). Työssä tarkasteltiin Junttan Oy:n valmistaman lyöntipaalutuskoneeseen liittyvän tärkeän hitsattavan konstruktion, X-sarjan peruskeilin rakenteellisia ja laadullisia kehitysehdotuksia. X-sarjan peruskeili on uusi malli, jolla pyritään korvaamaan tulevaisuudessa aikaisemmin käytetty perinteinen peruskeili. Peruskeili on kiinni lyöntipaalutuskoneen ylävaunussa luistilla ja toimii johdepintana siihen kiinnitettävään korkeaan mastoon, telekeiliin. Peruskeilin avulla telekeilin pituutta voidaan kasvattaa tai lyhentää laittamalla ne sisäkkäin. Siitä saadaan lyhyempi kuljetusasentoa varten, jolloin telekeiliä ei tarvitse välttämättä lyhentää manuaalisesti. Peruskeili helpottaa myös paalun pystytyn nostamista, jossa toinen vinssi on hydraulisessa vasarassa eli järkäleessä kiinni ja toinen paalussa. Näiden etuisuuksien vuoksi peruskeili onkin erittäin tärkeä osa Junttan Oy:n valmistamia lyöntipaalutuskoneita.
108 108 X-sarjan peruskeilin suunnittelusta ja valmistuksesta tekee haastavan levyjen materiaalina käytettävä Optim TM 650 MC -rakenneteräs, käytetyt valmistusmenetelmät ja hyvin tarkat toleranssirajat liukupinnoilla. Hitsaus tuo kappaleen pinnalle suuren lämmöntuonnin hitsien ollessa pisimmillään yli 6 m pitkiä ja 10 mm paksuja. Särmäyksen puolestaan tekee haastavaksi levyjen takaisinjousto johtuen särmättävien levyjen pituudesta ( 6 m), paksuudesta (10 mm) ja suuresta myötölujuudesta (vähintään 650 N/mm 2 ). Seuraamalla X-sarjan peruskeilin valmistusta Junttan Oy:n omassa tuotannossa sille kehitettiin useita laatua parantavia ja rakenteellisia parannusehdotuksia. Rakenteellisia parannusehdotuksia olivat sen kaikkiin nurkkiin lisättävät jäykistelevyt ja pohjan aukon koneistamatta jättäminen hitsauksen aiheuttamien muodonmuutosten vastustamiseksi. Laatutyökalu TWM:n (Total Welding Management) periaatteita noudattaen X-sarjan peruskeilille kehitettiin hitsausohjepohja ja hitsausohjeet, joiden avulla hitsauksen voi suorittaa. Lisäksi mietittiin vaihtoehtoisia pienemmän myötölujuuden teräksiä, joista S355K2+N -rakenneteräksen todettiin olevan paras vaihtoehto. Myös ehdotettiin ylisuurten 10 mm hitsien koon pienentämistä 8 mm hitseiksi. Pitkien jäykistelevyjen käyttäminen X-sarjan peruskeilin valmistuksessa todettiin olevan paras vaihtoehto ja niiden toimivuutta testataan omassa tuotannossa lisäämällä ne PMx22 X- sarjan peruskeiliin. Jos pitkät jäykistelevyt pitävät rakennetta suorempana ja vastustavat epätoivottuja muodonmuutoksia, jatketaan sen kehittämistä tekemällä sille FEM-analyysi. Tuloksia tarkastelemalla selvitetään pitkillä jäykistelevyillä varustetun X-sarjan peruskeiliin vaikuttavia kriittisimpiä jännityksiä ja kuormituksia. Tulosten perusteella voidaan mahdollisesti harkita materiaalin vaihtamista helpommin hitsattavaan, särmättävään ja jälkityöstettävään materiaaliin, jolloin sen valmistaminen helpottuisi entisestään. Tavoitteena on saavuttaa tulevaisuudessa X-sarjan peruskeilille tarpeeksi korkea laadullinen taso, jolloin se ei vaatisi yhtään ylimääräistä jälkityötä ja sen valmistaminen sujuisi aina jouhevasti. Tässä diplomityössä esitettyjen parannusehdotuksien avulla sen laatua voidaan parantaa ja kehittää jatkotutkimusehdotuksien avulla entistä paremmaksi.
109 109 LÄHTEET Aaltonen, K. & Andersson, P. & Kauppinen, V. & Söderström, W Levytyö- ja työvälinetekniikat. Porvoo: WSOY. 263 s. ISBN AGA Oy Hapen käyttökohteet. [verkkodokumentti]. [viitattu ]. Saatavissa: Aziz, R. F. & Hafez, S. M Applying lean thinking in construction and performance improvement. [verkkodokumentti]. [Viitattu ]. 17 s. Saatavissa PDF-tiedostona: Barckhoff, J. R Total Welding Management. Miami: American Welding Society. 189 s. ISBN CEN ISO/TR 15608:fi: Hitsaus. Ohjeet metallisten materiaalien ryhmille. Helsinki. Suomen Standardisoimisliitto SFS. 22 s. Vahvistettu Chakravorty, S. S Six Sigma programs: An implementation model. [verkkodokumentti]. [Viitattu ]. 16 s. Saatavissa PDF-tiedostona: Corus Page 2: Continuous improvement (Kaizen). [verkkodokumentti]. [viitattu ]. Saatavissa: Hietikko, E From Experience to Skill HitSavonia-hankkeen loppuraportti. Kuopio: Kopiojyvä Oy. 128 s. ISBN
110 110 Huitti, P Lean ja logistiikka Imuohjaus. [verkkodokumentti]. [viitattu ]. Saatavissa: t=6 Inspecta Oy. 2013a. Rikkomaton aineenkoetus (NDT, Non-Destructive Testing). [verkkodokumentti]. [Viitattu ]. Saatavissa: Destructive-Testing/#.UdZldKzQd4I Inspecta Oy. 2013b. Rikkova aineenkoetus (DT). [verkkodokumentti]. [Viitattu ]. Saatavissa: DT/#.UooIqCfQfW0 ITS-vahvistus Oy Paalutus. [verkkodokumentti]. [viitattu ]. Saatavissa: Junttan Oy. 2013a. Lyöntipaalutus. [verkkodokumentti]. [viitattu ]. Saatavissa: Junttan Oy. 2013b. Lyöntipaalutuskoneet. [verkkodokumentti]. [viitattu ]. Saatavissa: Junttan Oy. 2013c. Kuva-arkisto. [Viitattu ]. [Junttan Oy:n sisäisessä verkossa]. Junttan Oy Hitsauksen laatukirja. [Viitattu ]. [Junttan Oy:n sisäisessä verkossa]. Junttan Oy Junttan Oy yritysesittely. [Viitattu ]. [Junttan Oy:n sisäisessä verkossa]. Junttan Oy. 2010a. Yritysesitelmä. [Viitattu ]. [Junttan Oy:n sisäisessä verkossa].
111 111 Junttan Oy. 2010b. Hitsatut rakenteet. [Viitattu ]. verkossa]. [Junttan Oy:n sisäisessä Junttan Oy. 2010c. SPC tilastollinen prosessinohjaus. [Viitattu ]. [Junttan Oy:n sisäisessä verkossa]. Junttan Oy Junttan Tilauksesta toimitukseen. [Viitattu ]. [Junttan Oy:n sisäisessä verkossa]. Jääskeläinen, R Pohjarakennuksen perusteet. Jyväskylä: Gummerus kirjapaino Oy. 233 s. ISBN Karjalainen, S Fronius CMT mustan teräksen hitsauksessa kasvata kilpailuetua puolittamalla suojakaasun hankintakustannukset. Hitsaustekniikka-lehti. 5/ s. Karjalainen, T. & Karjalainen, E. E Six Sigma Uuden sukupolven johtamis- ja laatujärjestelmä. Hollola: Salpausselän Kirjapaino Oy. 190 s. ISBN Keinänen, J. & Kärkkäinen, J Konetekniikan perusteet. 9. painos. Helsinki: WSOY Oy. 364 s. ISBN Kemppi Oy. 2013a. Wise and Mach Software Operating Manual. [verkkodokumentti]. [Viitattu ]. 26 s. Saatavissa PDF-tiedostona: Kemppi Oy. 2013b. Wise tuottavampaan tulokseen. [verkkodokumentti]. [Viitattu ]. 12 s. Saatavissa PDF-tiedostona: Kemppinen, P Neljä apuvälinettä jokaisen hitsaajan tarpeisiin. Kemppi ProNews s.
112 112 Kumpulainen, J WiseFusion TM -toiminto vaativiin hitsauksiin. Hitsaustekniikka-lehti. 5/ s. Kwak, H. K. & Anbari, F. T Benefits, obstacles, and future of Six Sigma approach. [verkkodokumentti]. [Viitattu ]. 8 s. Saatavissa PDF-tiedostona: Lecklin, Olli Laatu yrityksen menestystekijänä. Jyväskylä: Gummerus Kirjapaino Oy. 464 s. ISBN Lempiäinen, J. & Savolainen, J Hyvin suunniteltu- puoliksi valmistettu. Helsinki: Suomen Robotiikkayhdistys Ry. 180 s. ISBN Lepistö, J MIG-juotto väsymiskestävyyden parantamismenetelmä. Tutkimusraportti. Lappeenranta: LUT Digipaino. 104 s. ISBN Liker, J Toyotan tapaan. Jyväskylä: WS Bookwell Oy. 323 s. ISBN Lukkari, J Hitsaustalous ja tuottavuus. Hitsaustekniikka-lehti. 3/ s. Lukkari, J Uusia ajatuksia hitsaustekniikka-lehdessä. Hitsaustekniikka-lehti. 5/ s. Lukkari, J Hitsaustekniikka: perusteet ja kaarihitsaus. 4. painos. Helsinki: Edita Prima Oy. 292 s. ISBN Lukkari, J Hitsien laatu ja hitsausvirheet. [verkkodokumentti]. [Viitattu ]. 15 s. Saatavissa PDF-tiedostona:
113 113 Martikainen, J Hitsauksen laatu Laadun vaikutus hitsauksen kilpailukykyyn. Hitsaustekniikka-lehti. 3/ s. Martikainen, A. & Martikainen, J Total Welding Management (TWM) työkalu hitsaustoimintojen johtamiseen ja laadunhallintaan. Hitsaustekniikka-lehti. 5/ s. Martikainen, J Hitsaustekniikan jatkokurssi. Luennot osa, 2: hitsauksen laatu ja laadun tuottotekijät. [verkkodokumentti]. [Viitattu ]. 70 s. Saatavissa PDFtiedostona: Martikainen, J Luentomateriaali. Hitsauksen laadunvarmistus, osa 1. Lappeenranta: Lappeenrannan teknillinen yliopisto. 321 s. Matilainen, J. & Parviainen, M. & Havas, T. & Hiitelä, E. Hultin, S Ohutlevytuotteiden suunnittelijan käsikirja. Teknologiateollisuus ry. Tampere: Tammerprint Oy. 387 s. ISBN Merikallio, L. & Haapasalo, H Projektituotantojärjestelmän strategiset kehittämiskohteet kiinteistö- ja rakennusalalla. [verkkodokumentti]. [Viitattu ]. 43 s. Saatavissa PDF-tiedostona: ti.pdf Metalliteollisuuden keskusliitto Hitsattujen teräsrakenteiden lämmöllä oikaisu. Helsinki: Metalliteollisuuden kustannus. Tekninen tiedotus 9/ s. ISBN Moisio, J Lean management maanläheistä tuotannon kehittämistä. Hitsaustekniikka-lehti. 5/ s. Niemi, E. & Kemppi, J Hitsatun rakenteen suunnittelun perusteet. Helsinki: Painatuskeskus Oy. 337 s. ISBN
114 114 Nygren, P. & Häkkinen, J. & Posti, A. & Sundberg, P. & Tapaninen, U Kuljetusalan ja logistiikan tuotevahingot. Turun yliopisto. Merenkulkualan koulutus- ja tutkimuskeskus. [verkkodokumentti]. [Viitattu ]. 102 s. Saatavissa PDF-tiedostona: ikan%20tuotevahingot.pdf?sequence=1 Ovako Oy Ovakon terästen hitsaus. [verkkodokumentti]. [Viitattu ]. 64 s. Saatavissa PDF-tiedostona: Pesonen, H Laatua! Asiantuntija organisaation laatuopas. Juva: WS Bookwell Oy. 278 s. ISBN Pronius Oy Trans Puls Synergic 2700 CMT Compact. [verkkodokumentti]. [Viitattu ]. Saatavissa: Rapid Welding and Industrial Supplies Ltd Wise and Mach Software- Operating Manual. [verkkodokumentti]. [Viitattu ]. 24 s. Saatavissa PDF-tiedostona: Pirinen, M Hitsaavan teollisuuden hankintatoimen ja toimitusketjun tehostaminen. [verkkodokumentti]. [Viitattu ]. 23 s. Saatavissa PDF-tiedostona: riaineistot/kuopio_first_final/lut_final_1_11_2011.pdf Rautaruukki Oyj. 2013a. Särmäys, Raex, kulutusteräkset, ultralujat Optim QC teräkset. [verkkodokumentti]. [Viitattu ]. 9 s. Saatavissa PDF-tiedostona: %20kasittelyohjeet/Ruukki-Kuumavalssatut-ter%C3%A4kset- S%C3%A4rm%C3%A4ysohje.ashx
115 115 Rautaruukki Oyj. 2013b. Optim TM MC rakenneteräkset. [verkkodokumentti]. [Viitattu ]. 5 s. Saatavissa PDF-tiedostona: Rautaruukki Oyj Kuumavalssatut teräslevyt ja -kelat terminen leikkaus ja kuumilla oikominen. [verkkodokumentti]. [Viitattu ]. 6 s. Saatavissa PDF-tiedostona: %20kasittelyohjeet/Ruukki-Kuumavalssatut-ter%C3%A4kset-Terminen-leikkaus-jakuumilla-oikominen.ashx Rautaruukki Oyj Hitsatut profiilit käsikirja. [verkkodokumentti]. [Viitattu ]. 610 s. Saatavissa PDF-tiedostona: _PDF-versio.pdf Rosado, T. & Almeida, P. & Pires, I. & Miranda, R. & Quintino, L Innovations in arc welding [verkkodokumentti]. [viitattu ]. 18 s. Saatavissa PDF-tiedostona: SFS-EN ISO 15607: Hitsausohjeet ja niiden hyväksyntä metalleille. Yleisohjeet. Helsinki: Suomen Standardisoimisliitto SFS. 34 s. Vahvistettu SFS-EN ISO 14001: Ympäristöjärjestelmät. Vaatimukset ja opastusta niiden soveltamisesta. Helsinki: Suomen Standardisoimisliitto SFS. 50 s. Vahvistettu SFS-EN ISO 9001: Laadunhallintajärjestelmät. Vaatimukset. Helsinki: Suomen Standardisoimisliitto SFS. 69 s. Vahvistettu SFS-EN ISO : Metallien sulahitsauksen laatuvaatimukset. Osa 1: laatuvaatimustason valintaperusteet. Helsinki: Suomen Standardisoimisliitto SFS. 21 s. Vahvistettu
116 116 SFS 3052: Hitsaussanasto. Yleistermit. Helsinki: Suomen Standardisoimisliitto SFS. 126 s. Vahvistettu SFS 2373: Hitsaus. Staattisesti kuormitettujen teräsrakenteiden hitsausliitosten mitoitus ja lujuuslaskenta. Helsinki: Suomen Standardisoimisliitto SFS. 40 s. Vahvistettu Six Sigma Lean Six Sigma DMAIC. [verkkodokumentti]. [viitattu ]. Saatavissa: Stenbacka, N Hitsaustalous ja tuottavuus. Helsinki: Suomen Hitsausteknillinen Yhdistys ry. 159 s. ISBN Suomen Hitsausteknillinen Yhdistys ry B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset. [verkkodokumentti]. [Viitattu ]. 13 s. Saatavissa PDFtiedostona: Suomen Hitsausteknillinen Yhdistys ry Hitsauksen materiaalioppi. 2. painos. Helsinki: Suomen Hitsausteknillinen Yhdistys. 300 s. ISBN Suoranta, R MIG/MAG-hitsaus. Hitsaustekniikka-lehti. 2/ s. Tuominen, K Lean Kohti täydellisyyttä. Juva: WS Bookwell Oy. 168 s. ISBN Uusitalo, J Hitsausvalokaaren hallinnan huippulaatu. Kemppi ProNews s. Vaidya, V. & George, B Lean-toimintafilosofian soveltaminen hitsaustuotantoon. Hitsaustekniikka-lehti. 5/ s.
117 117 Vähäkainu, O Rautaruukin teräkset hitsaajan opas. Keuruu: Otava Oy. 96 s. ISBN X. Väisänen, J Viiden ässän kehitystyökalu. [verkkodokumentti]. [viitattu ]. Saatavissa: Weldtrade Kemppi Oy:n FastMig Pulse 450 -hitsauslaitteisto. [verkkodokumentti] [Viitattu ]. Saatavissa:
118 LIITE 1 HitNet-projektin osapuolet
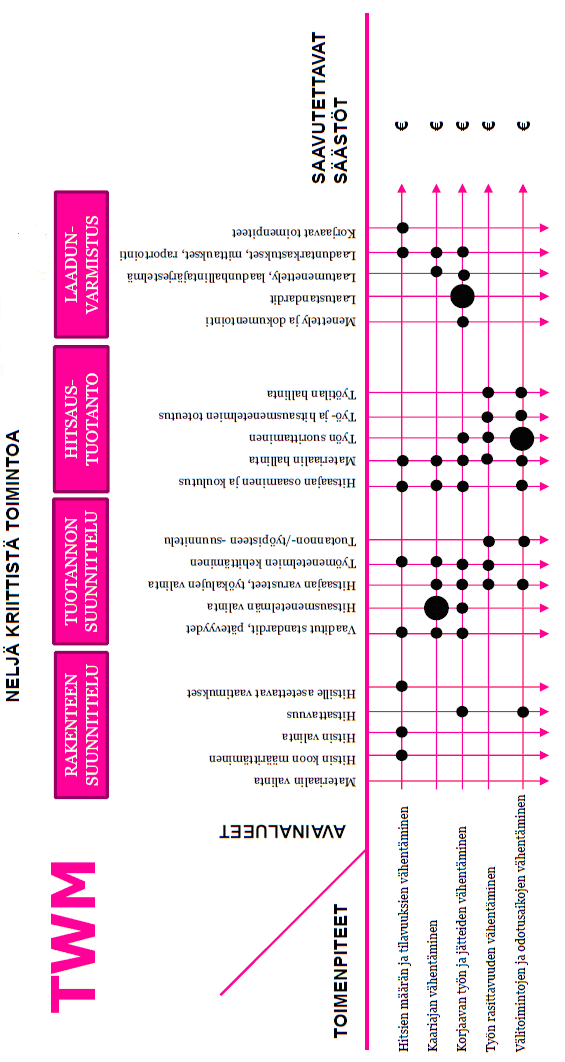
119 LIITE 2 TWM-matriisitaulukko
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
NDT-TUTKINNOT Standardit, level-2 tutkinnot NDT LEVEL 2 PÄTEVYYSTUTKINNOISSA KÄYTETTÄVÄT STANDARDIT
 2017-09-06 Sivu 1 / 5 NDT LEVEL 2 PÄTEVYYSTUTKINNOISSA KÄYTETTÄVÄT STANDARDIT Kaikkiin menetelmiin yhteiset standardit SFS-EN ISO 9712 Rikkomaton aineenkoetus. NDT-henkilöiden pätevöinti ja sertifiointi.
2017-09-06 Sivu 1 / 5 NDT LEVEL 2 PÄTEVYYSTUTKINNOISSA KÄYTETTÄVÄT STANDARDIT Kaikkiin menetelmiin yhteiset standardit SFS-EN ISO 9712 Rikkomaton aineenkoetus. NDT-henkilöiden pätevöinti ja sertifiointi.
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012
 BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
NDT-STANDARDIT NDT-tutkinnot
 NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
LEAN, SIX SIGMA JA TOTAL WELDING MANAGEMENT HITSAAVASSA VERKOSTOSSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Antti Martikainen LEAN, SIX SIGMA JA TOTAL WELDING MANAGEMENT HITSAAVASSA VERKOSTOSSA Työn tarkastajat: Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Antti Martikainen LEAN, SIX SIGMA JA TOTAL WELDING MANAGEMENT HITSAAVASSA VERKOSTOSSA Työn tarkastajat: Professori
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Welding quality management
 Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Welding documentation management
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LAADUNTUOTTO YRITYKSESSÄ HITSAUSTEKNIIKKA `17 PÄIVÄT
 HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat
 Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat") Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Asiakaskeskeisyys, joustavuus ja luotettavuus ovat yrityksellemme tärkeitä arvoja. Toimintatapamme perustuu rehellisyyteen ja avoimuuteen.
 Asiakaskeskeisyys, joustavuus ja luotettavuus ovat yrityksellemme tärkeitä arvoja. Toimintatapamme perustuu rehellisyyteen ja avoimuuteen. Stairon Oy on isojen, vaativien ja ruostumattomien ohutlevytuotteiden
Asiakaskeskeisyys, joustavuus ja luotettavuus ovat yrityksellemme tärkeitä arvoja. Toimintatapamme perustuu rehellisyyteen ja avoimuuteen. Stairon Oy on isojen, vaativien ja ruostumattomien ohutlevytuotteiden
LCI Finland vuosipäivä 2013. Mitä on Lean Construction?
 LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
SFS, 27.11 2014 STANDARDIEHDOTUKSEN ISO/DIS 14001 ESITTELY
 SFS, 27.11 2014 STANDARDIEHDOTUKSEN ISO/DIS 14001 ESITTELY Anna-Liisa Koskinen SISÄLTÖ Uusi rakenne Uusia määritelmiä Keskeisistä muutoksista 2 ISO 14001 ympäristöjohtamisjärjestelmä ISO 14001 on tunnettu
SFS, 27.11 2014 STANDARDIEHDOTUKSEN ISO/DIS 14001 ESITTELY Anna-Liisa Koskinen SISÄLTÖ Uusi rakenne Uusia määritelmiä Keskeisistä muutoksista 2 ISO 14001 ympäristöjohtamisjärjestelmä ISO 14001 on tunnettu
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
HITSAUSOHJETIETOKANNAN KEHITTÄMINEN JA KÄYTTÖ OSANA HITSAAVAN KONEPAJAN LAADUNVARMISTUSTA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Eeki Väänänen HITSAUSOHJETIETOKANNAN KEHITTÄMINEN JA KÄYTTÖ OSANA HITSAAVAN KONEPAJAN LAADUNVARMISTUSTA Työn tarkastajat: Prof.
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Eeki Väänänen HITSAUSOHJETIETOKANNAN KEHITTÄMINEN JA KÄYTTÖ OSANA HITSAAVAN KONEPAJAN LAADUNVARMISTUSTA Työn tarkastajat: Prof.
Laadunhallintajärjestelmä:
 Laadunhallintajärjestelmä: ISO 9001:2008 vs 2015 Kirsi Andersson, TTY Mitä eroa on ISO 9001:2008 ja ISO 9001:2015? Johtajuus korostuu Johtajuus saa uudessa standardissa enemmän painoarvoa. 2008 standardi
Laadunhallintajärjestelmä: ISO 9001:2008 vs 2015 Kirsi Andersson, TTY Mitä eroa on ISO 9001:2008 ja ISO 9001:2015? Johtajuus korostuu Johtajuus saa uudessa standardissa enemmän painoarvoa. 2008 standardi
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN
 ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 28.11.2018 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 28.11.2018 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
ArcInfo, Uusi ulottuvuus hitsauskoulutukseen. ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN (7)
") ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 15.08.2016 1(7) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 15.08.2016 1(7) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA
 Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Tandem-MAG-hitsaus vaaka-asennossa
 Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin jtervoli@lut.fi
Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin jtervoli@lut.fi
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Laatutason määrittely ja laatustandardit - Valurauta
 Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari
 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy
 MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
FPC+manuaali" XXXX"Oy" Tämä"FPC+manuaali"sisältää"kuvauksen"yrityksemme"standardin"SFS+EN"1090+ 1"mukaisesta"laadunhallintajärjestelmästä.
 ! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Prosessien hallinta. Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan
 Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille
 Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
Jouko Seppäläinen Indewe QC Oy
 Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Yrityskohtaiset LEAN-valmennukset
 Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
TUOTANTOTALOUDEN 25 OP OPINTOKOKONAISUUS
 TUOTANTOTALOUDEN 25 OP OPINTOKOKONAISUUS 1 2 PROJEKTIN TAVOITE Projektissa kehitetään ja toteutetaan v. 2014-2015 aikana tuotantotalouden 25 op perusopintokokonaisuus viiden opintopisteen opintojaksoina.
TUOTANTOTALOUDEN 25 OP OPINTOKOKONAISUUS 1 2 PROJEKTIN TAVOITE Projektissa kehitetään ja toteutetaan v. 2014-2015 aikana tuotantotalouden 25 op perusopintokokonaisuus viiden opintopisteen opintojaksoina.
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/M21/2015 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address Puh./fax/e-mail/www Tel./fax/e-mail/www
T011/M21/2015 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address Puh./fax/e-mail/www Tel./fax/e-mail/www
B8 Tarkastus ja testaus
 B.8 Tarkastus ja testaus 1 B.8.1 Hitsausvirheiden kertaus (ISO 6520-1) Ks. kohta A7. B.8.2 Hitsiluokkien kertaus Tausta Hitsiluokkia on perinteisesti käytetty teräsrakenteiden valmistuksen yhteydessä.
B.8 Tarkastus ja testaus 1 B.8.1 Hitsausvirheiden kertaus (ISO 6520-1) Ks. kohta A7. B.8.2 Hitsiluokkien kertaus Tausta Hitsiluokkia on perinteisesti käytetty teräsrakenteiden valmistuksen yhteydessä.
Ilkka Kouri. Lean taskukirja
 Ilkka Kouri Lean taskukirja Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Ilkka Kouri Lean taskukirja Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Lean-implementaation tiekartta VSSHP:ssä Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut
 Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin. Jos et voi mitata, et voi johtaa!
 Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin Jos et voi mitata, et voi johtaa! Ceriffi Oy:n seuranta- ja mittauspalveluiden missio Ceriffi Oy:n henkilöstö on ollut rakentamassa johtamis-,
Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin Jos et voi mitata, et voi johtaa! Ceriffi Oy:n seuranta- ja mittauspalveluiden missio Ceriffi Oy:n henkilöstö on ollut rakentamassa johtamis-,
ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN
 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN 23.07.2019 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä
ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN 23.07.2019 ArcInfo WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/M23/2018 Liite 1 / Appendix 1 Sivu / Page 1(10) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
T011/M23/2018 Liite 1 / Appendix 1 Sivu / Page 1(10) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
Työmaa-aikataulun tekeminen ja noudattaminen. 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen
 Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Lean johtaminen ja työkalut. Työpaja 16.3.2016
 Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
EN 1090-1 Kantavat teräsrakenteet. Hitsauskoordinoijan ohjekirja. Innover. Innovator Network Oy innover@ innover.fi
 EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/M24/2019 Liite 1 / Appendix 1 Sivu / Page 1(8) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
T011/M24/2019 Liite 1 / Appendix 1 Sivu / Page 1(8) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
Lean-ajattelu kiireen kesyttäjänä Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen
 Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
Rahapäivä 14.9.2010 Asiakaslähtöisemmäksi, globaalimmaksi ja tuottavammaksi KONEeksi. Matti Alahuhta Toimitusjohtaja
 Rahapäivä 14.9.2010 Asiakaslähtöisemmäksi, globaalimmaksi ja tuottavammaksi KONEeksi Matti Alahuhta Toimitusjohtaja Sisältö Vuosi on alkanut hyvin KONEen kilpailukyvyn kehittäminen Miten KONE on kehittynyt
Rahapäivä 14.9.2010 Asiakaslähtöisemmäksi, globaalimmaksi ja tuottavammaksi KONEeksi Matti Alahuhta Toimitusjohtaja Sisältö Vuosi on alkanut hyvin KONEen kilpailukyvyn kehittäminen Miten KONE on kehittynyt
Teollisten palveluiden kehittäminen asiakaslähtöisesti. Diplomityö esitys Kari Kammonen
 Teollisten palveluiden kehittäminen asiakaslähtöisesti Diplomityö esitys Kari Kammonen Tutkimuskysymykset Alakysymyksillä pyrittiin saavuttamaan tutkimuksen tavoite sekä pyrittiin saamaan vastaus tutkimusongelmaan.
Teollisten palveluiden kehittäminen asiakaslähtöisesti Diplomityö esitys Kari Kammonen Tutkimuskysymykset Alakysymyksillä pyrittiin saavuttamaan tutkimuksen tavoite sekä pyrittiin saamaan vastaus tutkimusongelmaan.
Varastonhallinnan optimointi
 Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Welding quality management
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Onnistuimme WeldEyen avulla vähentämään tarkastuksien jälkeistä korjausastetta 3,2 prosentista todella erinomaiselle 1,9 prosentin
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Onnistuimme WeldEyen avulla vähentämään tarkastuksien jälkeistä korjausastetta 3,2 prosentista todella erinomaiselle 1,9 prosentin
AKKREDITOITU TARKASTUSLAITOS ACCREDITED INSPECTION BODY TEOLLISUUDEN VOIMA OYJ, TVO:N TARKASTUSLAITOS TVO USER INSPECTORATE
 I024/A11/2018 Liite 1 / Appendix 1 Sivu / Page 1(8) AKKREDITOITU TARKASTUSLAITOS ACCREDITED INSPECTION BODY TEOLLISUUDEN VOIMA OYJ, TVO:N TARKASTUSLAITOS TVO USER INSPECTORATE Tunnus Code Tarkastuslaitos
I024/A11/2018 Liite 1 / Appendix 1 Sivu / Page 1(8) AKKREDITOITU TARKASTUSLAITOS ACCREDITED INSPECTION BODY TEOLLISUUDEN VOIMA OYJ, TVO:N TARKASTUSLAITOS TVO USER INSPECTORATE Tunnus Code Tarkastuslaitos
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY
 T011/A22/2017 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
T011/A22/2017 Liite 1 / Appendix 1 Sivu / Page 1(9) AKKREDITOITU TESTAUSLABORATORIO ACCREDITED TESTING LABORATORY INSPECTA OY Tunnus Code Laboratorio Laboratory Osoite Address www www T011 Inspecta Oy
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Welding procedure and qualification management
 Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
Varmennustodistuksen arviointiperusteet. Puu-teräs-liittopalkit (Posi-Joist palkit)
") Varmennustodistuksen arviointiperusteet Puu-teräs-liittopalkit (Posi-Joist palkit) Sisällysluettelo 1. Viiteasiakirjat 2 2. Yleistä 3 3. Alkutarkastus 3 4. Valmistajan laadunvarmistusjärjestelmän vaatimukset
Varmennustodistuksen arviointiperusteet Puu-teräs-liittopalkit (Posi-Joist palkit) Sisällysluettelo 1. Viiteasiakirjat 2 2. Yleistä 3 3. Alkutarkastus 3 4. Valmistajan laadunvarmistusjärjestelmän vaatimukset
ArcInfo, Uusi ulottuvuus hitsauskoulutukseen. ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN (6)
") ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 1(6) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan tarkkaan analysointiin?
ArcInfo UUSI ULOTTUVUUS HITSAUSKOULUTUKSEEN 1(6) WEB-POHJAINEN TYÖKALU HITSAUSPARAMETRIDATAN ANALYSOINTIIN Oletko koskaan kaivannut perustasoista, käyttäjäystävällistä työkalua hitsausdatan tarkkaan analysointiin?