Cupori Oy, valvojana ins. Teemu Pihl
|
|
|
- Tero Ketonen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Modernit tuotantojärjestelmät Opinnäytetyö VETOKELAN RUMMUN HIONNAN KONEELLISTAMINEN Työn ohjaaja Työn teettäjä Tampere 2010 Lehtori Joni Nieminen Cupori Oy, valvojana ins. Teemu Pihl
2 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät Veneranta, Tommi Vetokelan rummun hionnan koneellistaminen Opinnäytetyö 31 sivua + 7 liitesivua Työn ohjaaja Lehtori Joni Nieminen Työn teettäjä Cupori Oy, valvojana Ins. Teemu Pihl Huhtikuu 2010 Hakusanat vetäminen, hionta, hiomalaikka, kupariputki TIIVISTELMÄ Cupori Oy on Porissa toimiva kuparisia teollisuusputkia valmistava yritys. Kupariputkia valmistetaan vetomenetelmällä, joka perustuu aihion vetämiseen suurella voimalla sitä pienemmän poikkileikkauksen omaavan vetorenkaan lävitse. Kun putki on kulkeutunut vetorenkaan lävitse, kelataan putki vetokoneessa sijaitsevan rummun ympärille. Vedettäessä kupariputkea vetokelalla, jää korkean lämpötilan johdosta rummun pinnalle jäystettä vedettävästä putkesta. Tästä seuraa laatuongelmia, koska jäyste aiheuttaa naarmuja seuraaviin vedettäviin kupariputkiin. Ennen tämän työn aloittamista on rummun puhdistus tapahtunut käsin kulmahiomakoneen avulla. Tämän opinnäytetyön tarkoituksena on ollut löytää oikeat komponentit hionnan koneellistamiseen. Olennaisena osana työtä on ollut löytää oikea hiontamateriaali, jotta rummun pinta ei kuluisi eikä siihen jäisi naarmuja. Lopuksi työssä on valittu hiomalaikan käyttömoottori sekä käyttömoottoria liikuttava toimilaite. Hiontakokeita suoritettiin esivalituilla hiomalaikoilla työstämällä kulmahiomakoneen avulla pintakarkaistuja teräskappaleita. Koehiontoja ei voitu tuotannollisista syistä suorittaa työn kohteena olevan vetokelan rummulla, joten oli käytettävä koekappaleita, jotka olivat ominaisuuksiltaan mahdollisimman lähellä vetokelan rumpua. Kokeiden tarkoituksena oli saada tietoa, miten erilaiset laikat kuluttavat kappaleen pintaa ja miten pinnankarheus muuttuu. Käyttömoottorin ja toimilaitteen valinnassa otettiin huomioon, että laitteet sopisivat ahtaisiin tiloihin ja kestäisivät työstöstä aiheutuvat rasitukset. Lisäksi tulevaisuudessa hiontatyöstö on tarkoituksena automatisoida, joten komponentit valittiin niin, että ne sopisivat mahdollisimman hyvin automaatiossa käytettäviin ohjauslaitteisiin. Työn tuloksena löydettiin oikea hiontamateriaali sekä esivalittiin sopiva laitteisto hionnan koneellistamiseen. Laitteistoa ei kuitenkaan tässä työssä päästy koekäyttämään, koska komponenttien tilaus ja asennus olisi vienyt liikaa aikaa. Tästä johtuen laitteiston toimivuutta käytännössä ei voitu vielä arvioida.
3 TAMPERE POLYTECHNIC UNIVERSITY OF APPLIED SCIENCIS Mechanical and Production Engineering Modern Production Systems Veneranta, Tommi Mechanizing the Grinding of the Draught Drum Engineering Thesis 30 pages, 7 appendices Thesis Supervisor Lecturer Joni Nieminen Commissioning Company Cupori Oy. Supervisor: Teemu Pihl (B Eng.) April 2010 Keywords drawing, grinding, grinding wheel, copper tube ABSTRACT When drawing a copper tube on a spinner block, the high temperature may cause a problem that the tube leaves some burr on to the draught drum surface. If there are some burr on the surface of the draught drum before next drawing, it will cause scratches to the next copper tube product. Therefore, the product will be useless. The purpose of this thesis is to examine proper components, that will remove the burr from the surface of the draught drum. One way to do so, is to add grinding wheel next to the draught drum. Before this project, the burr have been removed from the surface of the draught drum by hands with grinding machine. The aim of this project is to find right grinding material that will not rub too much the surface of the draught drum. At the same time, however, grinding material has to clean away the burr from the surface of the draught drum. Grinding experiments were done with different kinds of grinding wheels to achieve the right grinding material that would not rub too much the surface of the draught drum. Experiments were done by grinding the surface of the specimens, with different kinds of grinding materials. In order to achieve the same conditions as in the real copper tube drawing, the specimens were the same material as the draught drum. When the grinding material was chosen, the next goal was to plan the machine, which will do the grinding. Requirements of the rotating motor and the regulating unit were that they have to fit on close quarters of the spinning block as well as they have to hold out the stress that is caused by the grinding. In the future the grinding of the draught drum will be also automated, meaning that the components of grinding wheel must be able to connect on automation system. Based on results of this thesis, the right grinding material was found as well as the proper components to mechanize the grinding was preselected. Operational principle of this grinding wheel machinery system is that air motor will rotate the grinding wheel and the pneumatic guide block will move the air motor to the right position. However, the practical test were not done, because ordering the components and their installation would have been taken too much time considering this thesis project.
4 ALKUSANAT Haluan kiittää Timo Tuohimaata siitä, että sain mahdollisuuden tehdä opinnäytetyöni Cupori Oy:lle. Lisäksi erityiskiitos työni valvojalle Teemu Pihlille, joka valvoi ja ohjasi työni alusta loppuun, sekä kaikille haastattelemilleni henkilöille. Lopuksi haluan kiittää vielä perhettäni ja ystäviäni tuesta opiskelujeni aikana. Porissa
5 TAMPEREEN AMMATTIKORKEAKOULU OPINNÄYTETYÖ SISÄLLYSLUETTELO TIIVISTELMÄ... 2 ABSTRACT... 3 SISÄLLYSLUETTELO JOHDANTO CUPORI OY Tuotteet Kupariputken valmistus VETÄMINEN VALMISTUSMENETELMÄNÄ Vetotyökalut ja koneet Vedettävät materiaalit ja tuotteet HIOMINEN Hiontavoimat ja lämpötilat Hiontalaikat Hioma-aineet Materiaalin hiottavuus Lastuamisarvot hionnassa ONGELMAN KUVAUS Nykytilanne Tavoitteet HIOMALAIKAN VALINTA Kokeiden suoritus Hiontakokeiden tulosten tarkastelu Hiontakokeet vetokelan rummulla KÄYTTÖMOOTTORIN JA TOIMILAITTEEN VALINTA Käyttömoottorin valinta Toimilaitteen valinta ja paikoitus TYÖN TULOSTEN ARVIOINTI JA YHTEENVETO LÄHDELUETTELO LIITTEET 1 Mittauspöytäkirja 2 Paineilmamoottori 3 Johdinyksikkö 4 Rakennekuva
6 TAMPEREEN AMMATTIKORKEAKOULU OPINNÄYTETYÖ 1 JOHDANTO Tämän opinnäytetyön tilaaja on kupariputkia valmistava Cupori Oy. Työn aiheena on vetokelan rummun hionnan koneellistaminen ja siihen tarvittavien laitteiden ja komponenttien valitseminen. Lisäksi komponenttien pitää olla yhteensopivia automaatiossa käytettävien ohjauslaitteiden kanssa. Kupariputken valmistusprosessissa putkea vedetään vetokelalla rummun ympärille. Vedon aikana korkean lämmön vaikutuksesta rummun pinnalle jää vedettävän putken pinnasta jäystettä. Jäyste aiheuttaa laatuongelmia, koska seuraavien vedettävien tuotteiden pinnalle syntyy naarmuja. Tässä opinnäytetyössä keskityttiin suurimmaksi osaksi oikean hiontamateriaalin löytämiseen, koska hionta ei saa aiheuttaa rummun pinnalla kulumista eikä naarmuja. Työn loppuosassa valittiin hiomalaikkaa pyörittävä käyttömoottori sekä käyttömoottoria liikuttava toimilaite. Oikean hiontamateriaalin löytämisessä tutkittiin eri puhdistushiontaan tarkoitettujen hiomalaikkojen käyttäytymistä. Koehionnat suoritettiin käsikäyttöisten hiomakoneiden avulla hiomalla koekappaleiden pintoja. Käyttömoottorin ja toimilaitteen valinnassa ongelmana oli vetokelan runkorakenteista johtuva ahtaus. Laitteiden on oltava pieniä, jotta asennuksessa ei esiinny ongelmia. Lisäksi käyttömoottorin kierrosluvun on oltava sopiva sekä toimilaitteen kestettävä hionnasta aiheutuneet rasitukset. Työn tuloksia ei tämän opinnäytetyön aikana käytännössä päästy arvioimaan, koska käyttömoottoria ja toimilaitetta ei tilattu työn aikana. Tulosten arvioinnissa on otettava huomioon, että hionnat tehtiin käsin, mikä aiheuttaa hajontaa mittaustuloksissa. Oikea hiontamateriaali kuitenkin löydettiin, mutta laitteiston asennuksen ja koekäytön tekee tulevaisuudessa opinnäytetyön tilaaja parhaaksi katsomallaan tavalla.

7 7 2 CUPORI OY Cupori Oy on Porissa toimiva kuparisia teollisuusputkia valmistava yritys. Cupori Oy kuuluu Cupori Group - konserniin (kuva 1), jolla on toimipisteitä myös Ruotsissa ja Italiassa. Cupori Group Oy on perustettu vuonna 2008, yhtiön ostaessa kupariliiketoiminnan Outokummulta. Yhtiön päätoimipiste sijaitsee Espoossa. /1/ Cupori Oy:llä on Porissa noin 350 työntekijää ja liikevaihto vuonna 2008 oli noin 200 milj. euroa. Yritys on Euroopan johtavia teollisten kupariputkien ja LV- asennusputkien toimittajia. Asiakkaita Cupori Oy:llä on yli 30 maassa. /1/ Kuva 1 Yhtiörakenne /2/ 2.1 Tuotteet Cupori Oy:n kupariputkituotteet voidaan jakaa neljään eri luokkaan: Cupori asennusputket taloteknisiin järjestelmiin, Cupori 200 -kylmäasennusputket ilmastoinnin jäähdytykseen, Cupori 300 -putket sairaalakaasujärjestelmiin ja Cupori 400 -putket (kuva 2), teolliseen laitevalmistukseen. /2/

8 8 Kuva 2 Ulkopuolelta rihlattu Cupori 400 -putki /2/ 2.2 Kupariputken valmistus Cupori Oy:n putkenvalmistus perustuu neljään eri valmistusvaiheeseen: pursotukseen, valssaukseen, kylmämuokkaukseen ja pehmeäksi hehkutukseen. Cupori Oy tilaa raaka-aineensa samalla teollisuusalueella toimivalta Luvata Oy:n valimolta. Raakaaine saapuu lieriömäisinä kuparipötkyinä, jotka sahataan tietyn pituisiksi pölkyiksi. Sahatut kappaleet hehkutetaan kahdessa induktiouunissa noin 900 asteeseen, minkä jälkeen ne pursotetaan joko ohut- tai paksuseinämäisiksi ontoiksi putkiaihioiksi. Pursotuksen jälkeen putkiaihiot ohjataan kolmelle eri valmistuslinjalle haluttujen ominaisuuksien mukaan. Ensimmäinen linja valmistaa vesi- ja lämpöjohtoputkia, toinen puolaputkia ja kolmas teollisuusputkia. Osa valmiista lopputuotteista voidaan vielä hehkuttaa pehmeämmäksi, jotta niiden käsittely olisi helpompaa. Tarkempi valmistusprosessin kuvaus on esitetty kuvassa 3. /3/

9 9 Kuva 3 Kupariputken valmistusprosessi /1/

10 10 3 VETÄMINEN VALMISTUSMENETELMÄNÄ Vetäminen perustuu aihion vetämiseen suurella voimalla sitä pienemmän poikkileikkauksen omaavan vetorenkaan lävitse. Vedon aikana aihion poikkileikkaus muovautuu samankokoiseksi kuin käytetyn vetorenkaan. Oikein suoritettuna työstö ei aiheuta kappaleeseen vaurioita, jolloin pinnan laatu säilyy entisellään. Aihioita voidaan muovata joko umpinaisina tai onttoina, jolloin kyseessä on usein putken valmistus (kuva 4). Tällöin aihion sisään asetetaan tuurna, joka määrittää putken seinämän paksuuden. Vetäminen voidaan suorittaa joko kylmä- tai kuumavetona, riippuen halutusta lopputuloksesta. Alhaisin vetämällä saatava poikkileikkaus on noin 0,01 mm. /4/ Kuva 4 Onton putken vetomenetelmä /1/ 3.1 Vetotyökalut ja koneet Tärkein työkalu hyvän laadun takaamiseksi on vetorengas (kuva 5), joka on valmistettu kovemmasta materiaalista kuin vedettävä materiaali kulumisen minimoimiseksi. Terästä vedettäessä käytetään yleensä kovametallista tai ohuille langoille timantista valmistettua rengasta. Pehmeimmille materiaaleille soveltuvat työkaluteräksistä valmistettavat vetorenkaat, joiden sisäpinta on karkaistu. Vetorenkaan sisäpuoli on muotoiltu siten, että aihion sisääntulopäässä on jyrkempi kartio, joka ohjaa aihion varsinaiseen loivempaan vetokartioon. Aihion mitta muodostuu vetokartioissa olevan lyhyen lieriömäisen osan kohdalla, jonka jälkeen on jyrkkä poistokartio.

11 11 Lankoja vedettäessä käytetään joko yksittäis- tai jatkuvatoimista vetokonetta. Menetelmien erona on käytettävien vetorenkaiden määrä. Yksittäisvetokoneessa lanka vedetään vain yhden vetorenkaan lävitse, minkä jälkeen se kelataan rummun ympäri. Jatkuvatoimista vetokonetta käytettäessä lankaa vedetään rummun ympärille useiden eri renkaiden läpi. Tankojen ja putkien vedossa käytetään yksittäisiä vetokoneita, joiden voimat ovat huomattavasti suurempia kuin lankoja vedettäessä. Ennen vedon aloittamista on tuurna öljyttävä, samoin kuin putken pinta. Voitelun tarkoituksena on vähentää vedon aikana syntyvää kitkaa ja alentaa lämpötiloja. Näin säästyvät työkalut ja laatu paranee. /4/ Kuva 5 Vetorengas /5/ 3.2 Vedettävät materiaalit ja tuotteet Vetämällä muovattavia materiaaleja on useita erilaisia. Yleisimpiä ovat teräs, ruostumaton teräs, messinki, kupari, alumiini ja magnesium. Usein materiaaleja pitää lämpökäsitellä ennen tai jälkeen muokkauksen. Muuten tuotteeseen voi tulla mittavirheitä sekä jälkijalostus voi hankaloitua. Vedettävät tuotteet ovat yleensä erilaisia tanko- ja putkiprofiileja sekä lankoja ja nauhoja. Alla olevassa taulukossa on esitelty muutamia kupari- ja kupariseostuotteita (taulukko 1). /4,7/
12 12 Taulukko 1 Kupari- ja kupariseostuotteita /4/ Vedettyjä tankomaisia kuparituotteita Latta-, pyörö-, kuusio- ja neliötangot Sertifikaattikupariputket ja -tangot Profiilitangot Johdinputket Kuparilankoja ja -nauhoja Viiralangat paperikoneiden viiraverkkoihin Muuntajanauhat Vetoketjunauhat Kuparilangat ja johdinlangat 3.3 Vetokelan esittely Työn kohteena on saksalaisen MRB Schumagin valmistama vetokela (kuva 6). Putkien mitat kelalle saapuessaan ovat normaalisti 32,50 x 1,32 (ulkohalkaisija x seinämävahvuus). Työn alkaessa putken alkuosaan lyödään lommo, jotta sisälle asetettava tuurna ei valu putken läpi. Tämän jälkeen putken alkuosa puristetaan noin 150 mm:n matkalta umpeen, jotta putki saadaan ohjattua vetorenkaan läpi ja pää kiinnitettyä rummussa oleviin vetoleukoihin. Vetoja suoritetaan tarvittava määrä, riippuen valmistettavasta putkidimensiosta. Vetokelalla voidaan valmistaa putkia, joiden ulkohalkaisija normaalisti on 9-30 mm seinämävahvuuden ollessa välillä 0,30-3,15 mm. Maksimivetonopeus on noin 15 m/s, mutta hyvän laadun takaamiseksi yleisesti käytetty nopeus on 6-10 m/s. Putkea voidaan muokata 0,01 mm tarkkuudella vetotyökalusta riippuen. Vedon jälkeen putket ohjataan viimeistelykoneille, joissa kiepillä oleva putki suoristetaan ja katkaistaan haluttuun pituuteen. /3/

13 13 Vetokelan rumpu Putken syöttöpöytä Kuva 6 Vetokela

14 14 4 HIOMINEN Hionta on lastuavaa työstöä, jossa hiomarakeiden leikkaavat särmät tekevät lastuavan työn. Hionta eroaa perinteisistä terällä lastuavista menetelmistä rakeiden geometrian epäsäännöllisyydellä. Kappaletta työstää samaan aikaan rakenteeltaan monia erilaisia rakeita. Tästä johtuen työstettävän aihion ja rakeiden välillä syntyy kolmea erilaista kosketusta: leikkaamista, kyntämistä ja liukumista (kuva 7). Kappaleesta irtoaa lastuja vain leikkaavassa työstössä. Rakeiden kuluessa tylsät rakeet irtoavat sidosaineesta ja terävät jatkavat työstöä. Hiontaa käytetään yleensä viimeistelyssä, jossa kappaleen pinta pyritään samaan mahdollisimman tasaiseksi. Nykyään perinteistä hiontaa pyritään korvaamaan terällä lastuamalla, mutta se ei vielä korvaa perinteistä hiontaa hienotyöstöä vaativien kappaleiden valmistuksessa. /4,7/ Kuva 7 Hionnassa rakeen ja materiaalin välillä syntyy kolmea erilaista kosketusta /7/

15 Hiontamenetelmät Hiontamenetelmät jaotellaan yleensä työstettävän kappaleen muodon mukaan. Lieriömäisen kappaleen hiontaa kutsutaan joko pyörö- tai tasohionnaksi (kuva 8). Pyöröhionta jaetaan vielä sisä- ja ulkopuoliseen hiontaan. Tasohionnan menetelmiä ovat otsa- ja kehähionta. Lisäksi on olemassa vielä erityylisiä muotohiontamenetelmiä esimerkiksi kierteiden ja hampaiden työstämiseen. Teoriassa kaikilla menetelmillä pitäisi päästä yhtä hyvään pinnanlaatuun ja mittatarkkuuteen. Hionnan tehokkuutta voidaan arvioida lastuvirran avulla V [mm3/s]. Taulukossa 2 on esitetty hiontaan liittyviä parametreja /8/ Kuva 8 Hiontamenetelmät /8/
16 16 Taulukko 2 Hiontaparametrien lyhenteet ja selitykset /8/ 4.2 Hiontavoimat ja lämpötilat Hionnassa lastuamisvoimat ovat huomattavasti pienempiä kuin terällä työstettäessä. Kuvassa 9 on esitelty ulkopuolisen pyöröhionnan voimakomponentit: normaalivoima Fx ja tangentiaalivoima Fy, joka aiheutuu lastuamisesta. Tangentiaalivoiman arvoon vaikuttavat hiottava kappale, lastuamisarvot, hiontalaikan leveys ja ominaisuudet sekä mahdollinen lastuamisneste. Hionnassa hiomalaikan ja työstettävän kappaleen välinen lämpötila voi nousta jopa 1300 C:een. Korkeiden lämpötilojen vaikutuksesta kappaleeseen voi syntyä eitoivottuja muodonmuutoksia. Lämpötilaan vaikuttavat työstettävän kappaleen termiset ominaisuudet, hiomalaikan tyyppi, käytetyt työstöarvot sekä lastuamisneste. /8/


17 17 Kuva 9 Hiontavoimat /8/ 4.3 Hiontalaikat Hiontalaikka muodostuu yleensä kolmesta eri osasta: hioma-aineesta, sideaineesta ja huokosista (kuva 10). Laikan ominaisuudet määräytyvät edellä mainittujen osien suhteesta ja geometrisista muodoista. Hiomalaikan kovuudesta puhuttaessa ei itse asiassa tarkoiteta rakeiden kovuutta, vaan sidosaineen kykyä pitää rakeet paikallaan. Erilaiset laikkatyypit on määritelty kansainvälisessä ISO-standardissa. Siinä laikan ominaisuuksia kuvataan kirjaimin ja numeroin. Kuvassa 11 on esimerkki hiomalaikan merkinnöistä. Hiomalaikan kovuutta merkitään aakkosellisessa järjestyksessä erittäin pehmeästä erittäin kovaan. Raekoot luokitellaan mesheinä 8:sta 1200:aan, jossa suurempi arvo kuvaa hienompaa materiaalia. Taulukossa 3 on kerrottu sideainetyypit ja käyttökohteet. /4,7,8/ Kuva 10 Hiomalaikan rakenne /7/
18 18 Kuva 11 Hiomalaikan tyyppimerkintä /7/ Taulukko 3 Hiomalaikan sideaineet /7/ Sideaine Käyttökohde Tunnus Keraami Työkaluteräkset V Bakeliitti Suuret kehänopeudet B Kumi Korkeat hiomapaineet R Metalli Timanttilaikat M 4.4 Hioma-aineet Rakeiden materiaalit voidaan jakaa neljään eri ryhmään: alumiinioksidit (A), piikarbidit (C), boorinitridit (B) ja timantit (SD). Materiaaleja verrattaessa otetaan huomioon seuraavat ominaisuudet: kovuus, terävyys, lämmönkestävyys ja kemiallinen kestävyys. Osa hioma-aineista on luonnontuotteita, mutta nykyään keinotekoisten aineiden määrä markkinoilla on lisääntymässä. Taulukossa 4 on kuvattuna eri hiontaaineiden ominaisuuksia ja käyttökohteita (taulukko 4). /4,7/ Taulukko 4 Hioma-aineiden ominaisuuksia ja käyttökohteita /7/ Kovuus, knoop [ kp/mm 2 ] Lämmönkestävyys ilmassa [ºC] Hioma-aine Käyttökohteita Timantti Kovametallit ja keraamit Karkaistut teräkset ja Boorinitridi pikateräkset Piikarbidi Valuraudat ja ruostumattomat teräkset Alumiinioksidi Useimmat teräslaadut

19 Materiaalin hiottavuus Valittaessa oikeaa hiomalaikkaa ja työstöarvoja on kappaleen materiaali otettava tarkoin huomioon. Erityisesti hiontaan vaikuttavat kappaleen kovuus sekä lujuus- ja kimmo-ominaisuudet. Materiaalin hiottavuudella tarkoitetaan, miten kappale käyttäytyy, kun sitä lastutaan hiomalla. Hiottavuuden käsitteitä ovat rouhinta ja viimeistely, jotka ovat usein ristiriidassa kappaleen ominaisuuksiin nähden. /8/ Teräksiä hiottaessa ei yleensä ilmene ongelmia, jos teräs on niukkaseosteista. Runsasseosteiset, erityisesti karkaistut teräkset ovat vaikeammin hiottavia, koska niiden sisältämät kovat metallikarbidit kuluttavat monia laikkoja. Haluttaessa mahdollisimman pientä ja hyvälaatuista pinnankarheutta tulisi materiaalin olla mahdollisimman hienorakenteista ja homogeenistä. Usein tähän ongelmaan löytyy vastaus materiaalin karkaisulla. Alla olevassa taulukossa 5 on esitetty vaikeasti hiottavia materiaaleja. /8 Taulukko 5 Vaikeasti hiottavia materiaaleja /8/
![20 4.6 Lastuamisarvot hionnassa Työn lopputulokseen vaikuttavia määriteltävissä olevia työstöarvoja ovat pituussyöttö f [mm/min], asetussyvyys a p [mm], työkappaleen kehänopeus v w [m/s] ja](/docs-images/70/63587427/images/20-0.jpg "hiomalaikan kehänopeus v s [m/s]. Hiomalaikan kehänopeus vaikuttaa lastuamisvoimiin, saavutettavaan pinnankarheuteen sekä aineenpoistonopeuteen. Taloudellisin kehänopeus on noin 50-60 m/s.")
20 Lastuamisarvot hionnassa Työn lopputulokseen vaikuttavia määriteltävissä olevia työstöarvoja ovat pituussyöttö f [mm/min], asetussyvyys a p [mm], työkappaleen kehänopeus v w [m/s] ja hiomalaikan kehänopeus v s [m/s]. Hiomalaikan kehänopeus vaikuttaa lastuamisvoimiin, saavutettavaan pinnankarheuteen sekä aineenpoistonopeuteen. Taloudellisin kehänopeus on noin m/s. Kuvassa 12 on esitetty pinnankarheuden ja lastuvirran riippuvuutta hiomalaikan kehänopeudesta. /8/ Kuva 12 Pinnankarheuden ja lastuvirran riippuvuus hiomalaikan kehänopeudesta /8/

21 21 5 ONGELMAN KUVAUS 5.1 Nykytilanne Vedettäessä kupariputkea vetokelalla jää korkean lämpötilan johdosta rummun pinnalle jäystettä, joka aiheuttaa laatuongelmia. Vedon aikana putki kuumenee, jolloin putken pinnasta palaa materiaalia kiinni rumpuun. Jos rumpuun jää jäystettä, seuraaviin vedettäviin putkiin syntyy naarmuja, minkä jälkeen ne ovat käyttökelvottomia. Rumpua on tällä hetkellä hiottu käsin kulmahiomakoneella ja hiomapaperilla. Cupori Oy valmistaa Porin tehtaalla koemittakaavassa myös nikkelikupariputkea, josta jää vedettäessä tavallista kupariputkea herkemmin likaa rummun pinnalle. Sen nikkelipitoisuus on noin 5-10 %. Nikkelikupari sisältää yleensä myös vähän rautaa ja mangaania. Nikkelikupariputki kestää hyvin korroosiota, joten sitä käytetään mm. lauhduttimissa, lämmönsiirtimissä ja merivesiputkistoissa, joissa korroosionkestävyys on yksi tärkeimmistä vaatimuksista. Kuvassa 13 on esimerkki nikkelikupariputken jättämästä jäljistä. /9/ Kuva 13 Nikkelikupariputken jättämiä jälkiä rummun pinnalla
22 Tavoitteet Työn tavoitteena on löytää aikaisempaa parempi hiontamateriaali ja siihen sopiva laitteisto rummun (kuva 13) puhdistukseen. Hiottava alue rummun yläosassa on noin 150 mm korkea. Sopivan laitteiston löytyminen helpottaisi työntekijöiden työntekoa sekä vähentäisi laatuvirheistä aiheutuvia kustannuksia. Aiemmin käytetty hiomapaperilaikka tukkeutuu ja kuumenee nopeasti käyttökelvottomaksi. Uudelle hiontamateriaalille vaatimuksena on asetettu, että se ei saisi kuluttaa rummun pintaa ja omaisi mahdollisimman pitkän käyttöiän. Käyttömoottorin ja sitä liikuttavan toimilaitteen tulisi olla mahdollisimman pieniä, koska vetokelan rakenteet eivät ahtauden takia salli isojen komponenttien asennusta. Kun kaikki tarvittavat komponentit on valittu, suunnitellaan lopuksi laitteistolle sopiva kiinnitystapa.

 ominaisuuksia. Tarvittavat esitteet ja myöhemmin käytetyt hiontalaikat tilattiin kahdesta eri yrityksestä: Etra Oy:stä ja Teräskonttori Oy:stä.")
23 23 6 HIOMALAIKAN VALINTA Hiomalaikan valinnan teki ongelmalliseksi tavoite, jonka mukaan rummun pinta saataisiin puhtaaksi, mutta samalla sen pinta ei saisi kulua. Siksi tavanomaisia hiontalaikkoja ei voitaisi käyttää. Työstötapahtuma ei työturvallisuuden takia myöskään saisi aiheuttaa runsasta kipinöintiä. Koska tavalliset hiontalaikat eivät ominaisuuksiensa vuoksi sopisi käytettäväksi materiaaliksi, työssä tutkittiin erilaisten puhdistuslaikkojen (kuva 14) ja harjalaikkojen (kuva 15) ominaisuuksia. Tarvittavat esitteet ja myöhemmin käytetyt hiontalaikat tilattiin kahdesta eri yrityksestä: Etra Oy:stä ja Teräskonttori Oy:stä. Kuva 14 Puhdistuslaikkoja Kuva15 Harjalaikkoja


24 Käytetyt materiaalit ja mittausvälineet Hiontakokeita ei voitu suorittaa kyseisen vetokelan rummulla, koska se olisi häirinnyt tuotantoa. Näin ollen oli valittava materiaali, joka vastaisi mahdollisimman hyvin työn kohteena olevan vetokelan rumpua. Vetokelan rummun materiaali oli pintakarkaistua terästä, jonka kovuus oli noin 700 HV:ta. Yrityksen varastosta löytyi kolme lähes identtistä pintakarkaistua teräskappaletta (kuva 16), joiden kovuudet olivat rummun kanssa lähes samanarvoisia. Kovuudet mitattiin kovuudenmittauskoneella Cupori Oy:n tuotelaboratoriossa. Kovuudet on esitetty liitteessä 1. Lisäksi kappaleiden muodot sopivat hyvin hiontatyöstöön, ja ne oli helppo kiinnittää ruuvipenkkiin. Mittaapuvälineinä hionnoissa käytettiin mikrometriä, syvyysmittakelloa, sekuntikelloa sekä pinnankarheusmittaria (kuva 17). Kuva 16 Hionnoissa käytetyt teräskappaleet Kuva 17 Pinnankarheusmittari
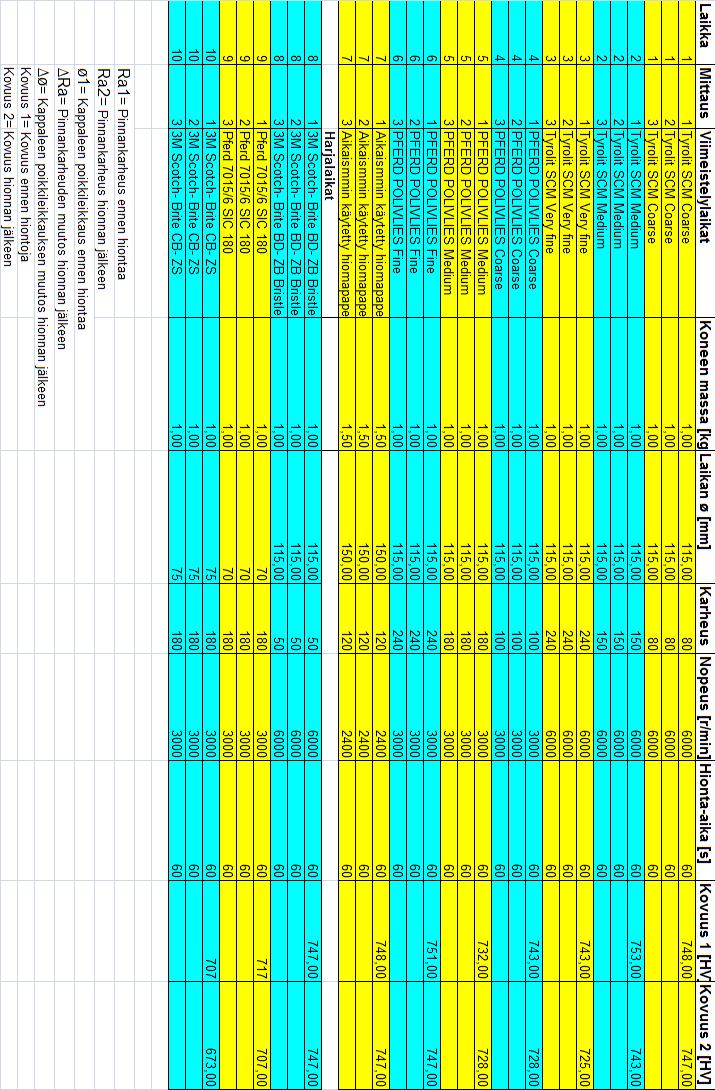
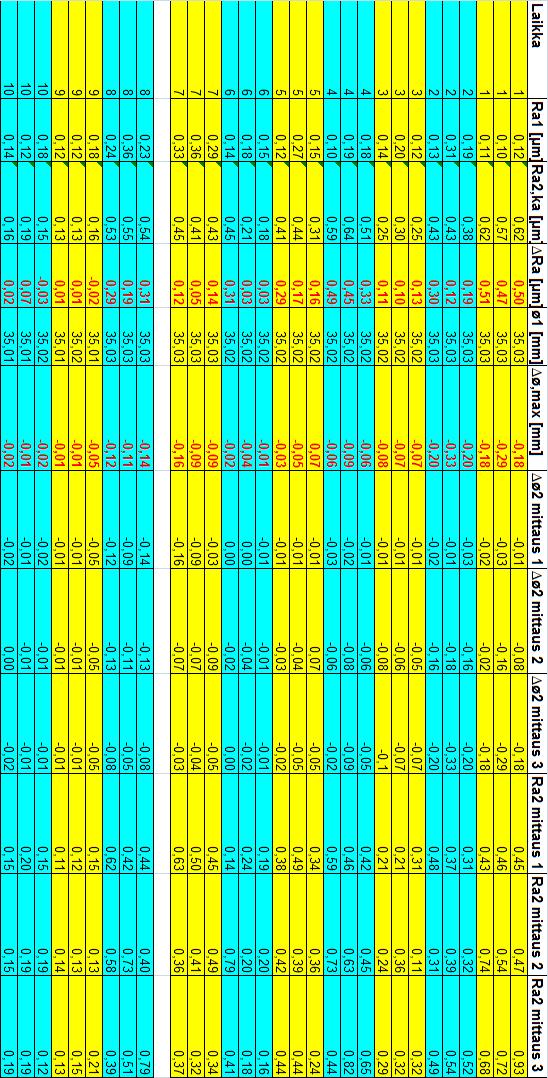
25 Kokeiden suoritus Koehiontojen tavoitteena oli arvioida mahdollisimman tarkkaan erilaisten hiomalaikkojen käyttäytymistä ja sitä, miten ne vaikuttavat hiottavaan materiaaliin. Hiottavista kappaleista otettiin tarkastelun kohteeksi pinnankarheuden, kovuuden ja halkaisijan muutokset. Näitä arvoja mittaamalla saatin helposti selville, miten kukin hiomalaikka on vaikuttanut kappaleeseen. Hiontalaikkojen ominaisuuksista tarkasteltiin silmämääräistä kulumista, tukkeutumista ja kipinöintiä. Mittausten jälkeen tavoitteena oli löytää muutama laikkatyyppi, joita voitaisiin kokeilla työn kohteena olevan vetokelan rummulla. Jälleenmyyjiltä tilattiin kymmenen erilaista hioma- ja viimeistelylaikkaa eri karkeuksilla, jotka jakautuivat puhdistus- sekä harjalaikkoihin. Hiontatyöt aloitettiin jakamalla hiottavat koekappaleet noin 30 mm:n levyisiin numeroituihin sektoreihin, minkä jälkeen mitattiin niiden alkuperäiset halkaisijat mikrometrillä sekä pinnankarheudet Ra-mittarilla. Halkaisijat ja pinnankarheudet mitattiin yhden kerran sektorien keskeltä. Jokaisella hiontalaikalla suoritettiin kolme samankaltaista hiontaa kahdella eri kulmahiomakoneella ja tavallisella iskuporakoneella riippuen laikan kiinnityksestä. Hiontavoimat määräytyivät koneiden massojen mukaan. Kokeet tehtiin liikuttamalla konetta käsin sektorien rajojen sisäpuolilla kuitenkaan painamatta konetta kohdetta vasten. Tällä tavalla hiontavoimat pyrittiin pitämään mahdollisimman samansuuruisina. Työstöaika oli 60 sekuntia, ja pyörimisnopeus riippui valmistajan antamasta suosituksesta. Mittaukset hiontojen jälkeen tehtiin kolmesta eri kohdasta sektoreiden keskeltä: vasemmasta reunasta, keskeltä ja oikeasta reunasta. Kuvassa 19 on esitetty hiottua pintaa ja nuolilla osoitettu mittauskohdat. Ylin nuoli kuvaa vasenta reunaa ja alin oikeaa. Hiontojen jälkeen kappaleiden pinnat puhdistettiin sekä mitattiin sektoreiden uudet pinnankarheudet Ra-mittarilla, halkaisijoiden muutokset syvyysmittakellolla ja kovuudet kovuudenmittauskoneella. Koska kovuudet säilyivät lähes muuttumattomina, ne mitattiin vain koekappaleiden molemmista päistä sekä keskeltä. Hiontakokeiden aikana tulokset kirjattiin mittauspöytäkirjaan (liite1).

26 26 Vasen reuna Oikea reuna Kuva 19 Hiottua pintaa 6.3 Hiontakokeiden tulosten tarkastelu Koehionnat tehtiin vapaalla kädellä, joten tulosten arvioinnissa tämä asia on hyvä ottaa huomioon arvioitaessa vertailukelpoisuutta ja luotettavuutta. Hajontaa tuloksissa aiheuttivat muun muassa seuraavat asiat: hiontanopeuksien vaihtelu, koekappaleen ja laikan välinen kulma ja käytetty voima. Tuloksista käy kuitenkin ilmi, miten erilaiset hiomalaikat kuluttivat koekappaleiden pintoja ja miten pinnankarheudet muuttuivat. Tuloksien perusteella valittiin neljä erilaista laikkaa, joita käytettiin vetokelan rummun koehionnoissa. Valinnan perusteina otettiin huomioon koekappaleiden pinnan vähäinen kuluminen sekä pinnankarheuden muutokset. 6.4 Hiontakokeet vetokelan rummulla Hiontakokeiden tarkoituksena oli selvittää, mikä neljästä esivalitusta hiomalaikasta sopisi parhaiten rummun hiontaan. Tavoitteena oli löytää sellainen hiontamateriaali, joka puhdistaa tehokkaasti rummun pinnan, mutta ei kuluta sitä liikaa. Koehionnat suoritettiin samalla periaatteella kuin koekappaleidenkin hionnat, mutta tuloksien vertailussa ei käytetty mittavälineitä, vaan silmämääräinen tarkastelu todettiin riittäväksi. Hiontakokeet vetokelan rummulla suoritettiin seuraavilla hiomalaikoilla: PFERD POLIVLIES Fine, Pferd 7015/6 SIC 180, 3M Scotch- Brite BD- ZB Bristle, 3M Scotch- Brite CB- ZS. Laikat on esitetty vasemmalta oikealle kuvassa 20.

27 27 Kuva 20 Rummun hionnassa käytetyt hiomalaikat Paras tulos hiontakokeissa saatiin PFERD POLIVILIES Fine-hiomalaikalla, joka on esitetty kuvan 20 vasemmassa reunassa. Se puhdisti vetokelan rummun tehokkaasti eikä kuluttanut rummun pintaa liikaa. Muilla laikoilla hiottaessa vetokelan rummun pinta ei puhdistunut riittävän hyvin tai rummun pinta kului liikaa. Lisäksi koehiontojen aikana selvisi seuraavia asioita: - Sopiva rummun pyörimisnopeus hionnan aikana on noin 10 m/s. - Rumpu on aina puhdistettava metallipölystä hionnan jälkeen. - Tavoitellun puhdistustehon johdosta rummun pinnan kulumiselta ei voida välttyä. - Rumpua ei voida kulumisen johdosta puhdistaa ennaltaehkäisevästi jokaisen vuoron aikana, vaan ainoastaan tarpeen vaatiessa.
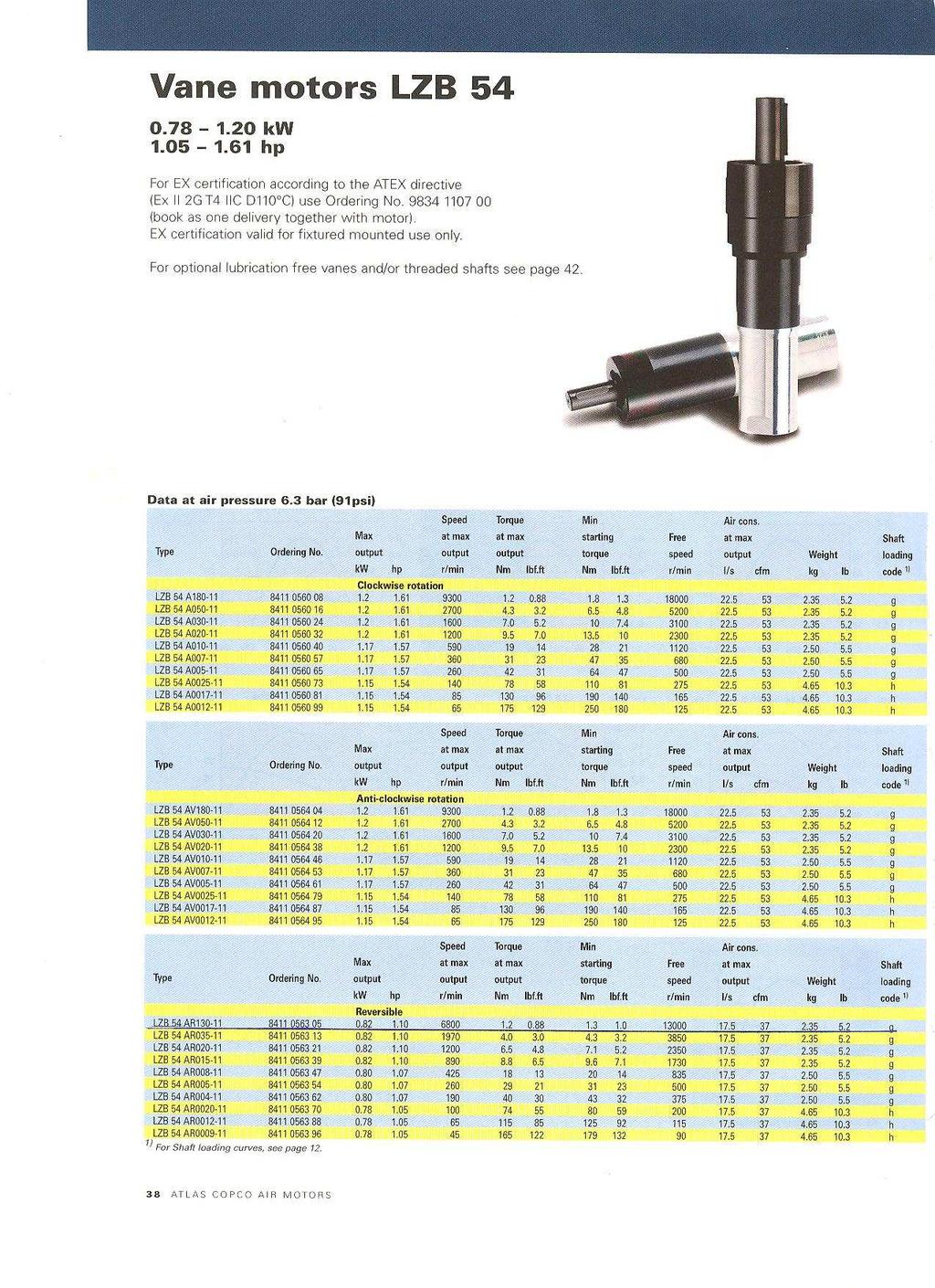
28 28 7 KÄYTTÖMOOTTORIN JA TOIMILAITTEEN VALINTA Koska hiontatyöstö pyritään automatisoimaan, on hiomalaikkaa pyörittävän moottorin ja sitä liikuttavan toimilaitteen oltava ominaisuuksiltaan seuraavanlaisia: - rakenteeltaan pieniä, koska tilat ovat ahtaita - helposti ohjattavissa automaation avulla - kestettävä hiontatyössä syntyvät rasitukset - mahdollisimman huoltovapaita ja pitkän käyttöiän omaavia - energialähteenä sähkö, paineilma tai hydrauliikka. 7.1 Käyttömoottorin valinta Hiontalaikkaa pyörittävän moottorin valinnassa vertailtiin erilaisten sähkö- ja paineilmamoottorien ominaisuuksia. Moottorin tulisi pyöriä noin kierrosta minuutissa hiomalaikan suositellun pyörimisnopeuden mukaan. Lisäksi sen tulisi olla mahdollisimman pieni ja kevytrakenteinen. Työssä päädyttiin käyttämään paineilmamoottoria, koska sen ominaisuudet sopivat sähkömoottoria paremmin kyseiseen tarkoitukseen. Paineilmamoottori on kooltaan sähkömoottoria pienempi ja se kestää paremmin lämpöä, korroosioita ja pölyistä ympäristöä. Lisäksi tarvittava rakenteellinen jäykkyys ja moottorin tuottama vääntömomentti olivat paineilmamoottorissa suhteellisesti paremmat. Moottori valittiin Atlas Copco -yrityksen paineilmamoottoriesitteestä yhdessä yrityksen asiantuntijan kanssa. Moottorin ominaisuudet ja teho sopivat kyseiseen puhdistushiontaan. Moottorin tyyppikoodi on LZB 54 AR Sen pyörimisnopeus kuormitettuna on 6800 kierrosta minuutissa ja vääntömomentti 1,2 Nm. Tarkemmat lisätiedot ovat luettavissa liitteestä 2.
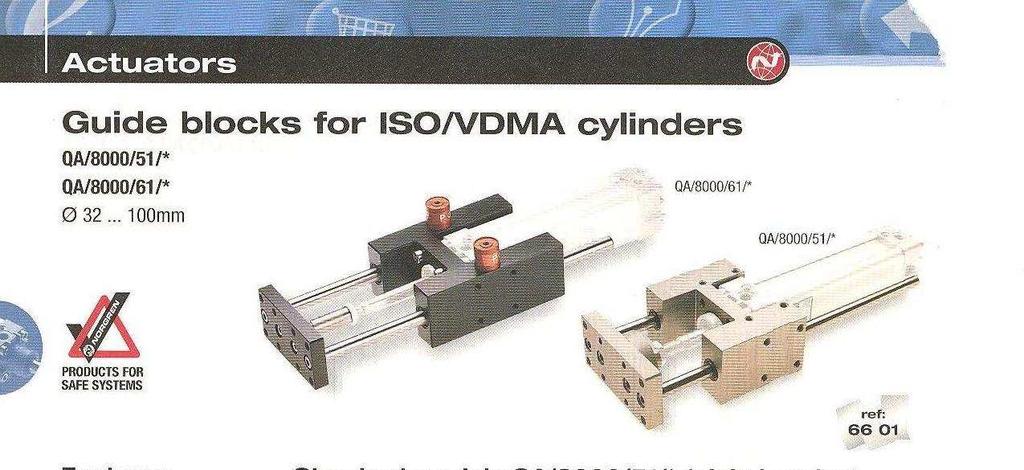
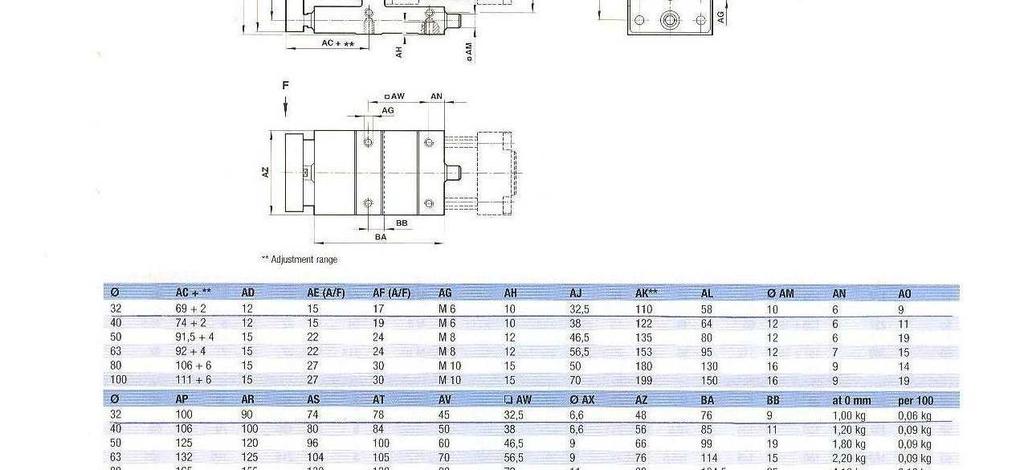
29 Toimilaitteen valinta ja paikoitus Toimilaitteen tarkoituksena on liikuttaa paineilmamoottori sekä siinä kiinni oleva hiomalaikka hiontakohteeseen. Liike on lineaarista eli pituussuuntaista, ja liikematka on noin 300 mm. Toimilaitteen ei tarvitse liikkua pystysuuntaista liikettä, koska käytettävän hiontalaikan halkaisija riittää kattamaan koko hionta-alueen. Laitteiston paikoitus on suunniteltu siten, että komponentit asennetaan rummun taakse vetokelan runkoon kiinni. Tämän takia rummun kaulukseen on polttoleikattava tarpeeksi suuri reikä, jotta paineilmamoottori mahtuu liikkumaan vaivattomasti. Paineilmamoottori ei voi hionnan jälkeen jäädä paikalleen, vaan sen on palattava lähtöasemaansa, jotta se ei vaurioituisi putken valmistuksen alkaessa. Liitteessä 4 on esitetty laitteiston toimintaperiaate. Toimilaitteen tulisi kestää hionnasta aiheutuvat rasitukset ja olla mahdollisimman toimintavarma pölyisissä olosuhteissa. Lisäksi sen pitäisi olla rakenteeltaan mahdollisimman pieni ja helposti asennettavissa vetokelan runkoon. Sopivan toimilaitteen valinnassa tarkastelun kohteeksi otettiin erilaisten paineilmasylinterien ominaisuudet. Tavalliset paineilmasylinterit vaatisivat erillisen kiinnitysrungon, joten tarkoituksena oli löytää sylinteriyksikkö, jossa olisi valmiina tarvittavat kiinnityskomponentit. Tutkimalla eri paineilmakomponentteja valmistavien yritysten esitteitä löydettiin sopiva toimilaite Norgren Finland Oy:n tuoteluettelosta. Kyseessä on yrityksen toimittama johdeyksikkö, jossa on valmiina kiinnityspalat, joista toiseen voidaan kytkeä paineilmamoottori ja toinen kiinnittää vetokelan runkoon. Yksikkö toimii paineilmalla, ja sylinterin iskunpituus on valittavissa noin 50 mm välein. Valitun mallin tuotekoodi on QA/8032/51/. Laite kestää 320 mm iskunpituudella noin 20 kg:n kuorman, joten se kestää hionnasta syntyvät rasitukset. Jotta sylinterin työntöliike saadaan hitaammaksi ja tarkemmaksi, on johdeyksikköön asennusvaiheessa kytkettävä vastusvastaventtiili. Tarkemmat tiedot toimilaitteesta on esitetty liitteessä 3.
30 30 8 TYÖN TULOSTEN ARVIOINTI JA YHTEENVETO Tämän opinnäytetyön tarkoituksena oli koneellistaa vetokelan rummun hionta sekä löytää oikea hiontamateriaali rummun puhdistushiontaan. Koneellinen hionta säästäisi työntekijöiden aikaa ja parantaisi työturvallisuutta. Lisäksi oikean hiontamateriaalin löytäminen vähentäisi kupariputken valmistuksessa syntyviä laatuvirheitä. Käytännössä laitteiston toimivuutta ei voitu arvioida, koska edellä esiintyviä laitteita ei tämän työn aikana tilattu. Laitteiston ja hiomalaikan esivalinnassa on kuitenkin otettu huomioon mahdollisimman tarkasti ne vaatimukset, jotka vaaditaan, jotta laitteisto toimisi käytännössä ja olisi helppo asentaa paikalleen. Pneumaattiset komponentit ovat myös helposti liitettävissä vetokelan automaatiojärjestelmään. Hiontakokeiden tuloksena löydettiin sopiva materiaali rummun puhdistushiontaan. Ajan puutteen takia hiontakokeita ei päästy suorittamaan kaikilla suunnitelluilla hiomalaikoilla, koska niiden tilaus olisi vienyt liikaa aikaa. Työn tilaaja voi tulevaisuudessa suorittaa koehionnat vielä niillä laikoilla, joita ei tässä työssä ehditty käyttää. Opinnäytetyölle asetetut tavoitteet täyttyivät, ja työ pysyi hyvin aikataulussa. Opinnäytetyön tekeminen oli mielenkiintoista sekä haasteellista ja antoi minulle mielestäni hyvät lähtökohdat käytännön työelämässä toimimiseen. Lisäksi työn aikana opin työskentelemään itsenäisesti ja etsimään ratkaisuja monenlaisiin ongelmiin.
31 31 LÄHDELUETTELO 1. Matilainen J. Cupori Oy. Cupori Oy:n esittely. Yrityksen sisäinen asiakirja. 2. Yrityksen kotisivut. [Viitattu ]. Saatavilla: 3. Tuotantotyöntekijä Sillanpää, J. Tuotannonsuunnittelija Haapanen, M. Kehitysinsinööri Pihl, T. Suullinen tiedoksianto. Cupori Oy Ihalainen, E. Aaltonen, K. Aromäki, M. Sihvonen, P. Valmistustekniikka, 5. painos. Otatieto Oy 1985, Helsinki. 5. Langan ja tangon veto. [Viitattu ]. Saatavilla: 6. Katainen, H. Mäkinen, A. Muokkaava ja leikkaava työstö. WSOY 1989, Porvoo. 7. Oy Uddeholm Ab. Työkaluterästen hionta. [Viitattu ]. Saatavilla: 8. Aaltonen, K. Andersson, P. Kauppinen, V. Koneistustekniikat, 1. painos. WSOY 1997, Porvoo. 9. Metalliteollisuuden Keskusliitto, MET. Kuparimetallit, 2. painos. Raaka-ainekäsikirja. Metalliteollisuuden kustannus Oy 2001, Tampere.
32 Liite1
33 Liite1
34 Liite 2

35

36 Liite 3

37


38 Liite 4 Vetokelan rumpu Vetokelan kaulus
HIOMATARVIKKEET JA -KONEET 2019
 JA -KONEET 2019 VSM HIOMANAUHAT JA FIIBERIT VSM keraamiset fiiberit min. toimituserä: 50 kpl / karkeus VSM fiiberituet M14 kiinnityksellä min. toimituserä: 1 kpl / koko VSM ZK713X zircon hiomanauhat min.
JA -KONEET 2019 VSM HIOMANAUHAT JA FIIBERIT VSM keraamiset fiiberit min. toimituserä: 50 kpl / karkeus VSM fiiberituet M14 kiinnityksellä min. toimituserä: 1 kpl / koko VSM ZK713X zircon hiomanauhat min.
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
UDDEHOLM VANADIS 60. Käyttökohteet. Yleistä. Ominaisuudet. Erityisominaisuudet. Taivutuslujuus. Fysikaaliset ominaisuudet 1 (5)
") 1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]
![Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]](/thumbs/24/3392447.jpg "Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]") Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
HIOMATARVIKKEET. Katkaisulaikka M-Pro i Inox. Katkaisulaikka M-Pro ALU. Saumanavauslaikka M-Pro. Napasyvennetty saumanavauslaikka teräkselle.
 Katkaisulaikka M-Pro i Inox Katkaisulaikat ruostumattomalle ja haponkestävälle teräkselle. Teollisuuslaatu tehokkaille koneille. 75683522 75693522 x,0x22,2 x,6x22,2 756207522 75637522 x2,0x22,2 230x2,6x22,2
Katkaisulaikka M-Pro i Inox Katkaisulaikat ruostumattomalle ja haponkestävälle teräkselle. Teollisuuslaatu tehokkaille koneille. 75683522 75693522 x,0x22,2 x,6x22,2 756207522 75637522 x2,0x22,2 230x2,6x22,2
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN
 TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Tuoteopas HIOMALAIKAT OIKAISUTIMANTIT CBN-HIOMALAIKAT TIMANTTILAIKAT JA TYÖKALUT OHEISLAITTEET JA MUUT TUOTTEET
 Tuoteopas HIOMALAIKAT OIKAISUTIMANTIT CBN-HIOMALAIKAT TIMANTTILAIKAT JA TYÖKALUT OHEISLAITTEET JA MUUT TUOTTEET Diprotex tarjoaa kaiken tarvittavan hiomiseen ja kiillotukseen: tekniset tuotteet ja teknisen
Tuoteopas HIOMALAIKAT OIKAISUTIMANTIT CBN-HIOMALAIKAT TIMANTTILAIKAT JA TYÖKALUT OHEISLAITTEET JA MUUT TUOTTEET Diprotex tarjoaa kaiken tarvittavan hiomiseen ja kiillotukseen: tekniset tuotteet ja teknisen
UDDEHOLM VANCRON 40 1 (6) Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta
 Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta") 1 (6) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta Monissa kylmätyösovelluksissa työkalut on pintakäsitelty kiinnileikkautumisen ja adhesiivisen kulumisen estämiseksi. Ennenaikaisen
1 (6) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta Monissa kylmätyösovelluksissa työkalut on pintakäsitelty kiinnileikkautumisen ja adhesiivisen kulumisen estämiseksi. Ennenaikaisen
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
UDDEHOLM VANADIS 6. Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta
 1 (7) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työkalun ennenaikainen rikkoutuminen Hyvä kulumiskestävyys
1 (7) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työkalun ennenaikainen rikkoutuminen Hyvä kulumiskestävyys
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma
 Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
3M -fiiberilaikat. Peli on avattu! Enemmän kuin keskivertofiiberilaikat
 3M -fiiberilaikat Peli on avattu! Enemmän kuin keskivertofiiberilaikat Lyömätön yhdistelmä suori tuskykyä ja kestävyyttä! Luokkansa parhaat 3M fiiberilaikat Vuonna 2009 3M asetti uuden standardin hiomatuotteen
3M -fiiberilaikat Peli on avattu! Enemmän kuin keskivertofiiberilaikat Lyömätön yhdistelmä suori tuskykyä ja kestävyyttä! Luokkansa parhaat 3M fiiberilaikat Vuonna 2009 3M asetti uuden standardin hiomatuotteen
UDDEHOLM VANADIS 10. Työvälineteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työvälineen suorituskyvyn kannalta
 1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31)
") On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
Kopadi Oy, timanttihiomalaikat
 Timanttihiomalaikat Kopadi Oy, timanttihiomalaikat Kopadi Oy:n timanttihiomalaikat on suunniteltu betonin hiontaan sekä erilaisten pintamateriaalien poistamiseen kuten: tasoitteet, liimat, maalit, epoksi,
Timanttihiomalaikat Kopadi Oy, timanttihiomalaikat Kopadi Oy:n timanttihiomalaikat on suunniteltu betonin hiontaan sekä erilaisten pintamateriaalien poistamiseen kuten: tasoitteet, liimat, maalit, epoksi,
Lastuttavien aineiden jaottelu
 Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Komposiitti- ja valumarmorialtaat
 Komposiitti- ja valumarmorialtaat SISÄLLYS Komposiittialtaat sivut 3-9 Valumarmorialtaat sivut 10-17 Erikoismitta valumarmorialtaat sivut 18-19 komposiittialtaat Komposiittialtaat: kestää kylmää ja kuumaa
Komposiitti- ja valumarmorialtaat SISÄLLYS Komposiittialtaat sivut 3-9 Valumarmorialtaat sivut 10-17 Erikoismitta valumarmorialtaat sivut 18-19 komposiittialtaat Komposiittialtaat: kestää kylmää ja kuumaa
TYÖVÄLINEIDEN KARKAISU
 TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
YOUR NEW DIMENSION OF POSSIBILITIES. Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.
 YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
UUTUUDET
 UUTUUDET 2018 www.magnum-tools.com 2 Uutuudet 2018 Vetoniittipihdit MG-200 Todella pienikokoiset ja tukevat vetoniittipihdit kevyeen niittaukseen Kolmella leualla varustettu erittäin varmatoiminen vetomekanismi
UUTUUDET 2018 www.magnum-tools.com 2 Uutuudet 2018 Vetoniittipihdit MG-200 Todella pienikokoiset ja tukevat vetoniittipihdit kevyeen niittaukseen Kolmella leualla varustettu erittäin varmatoiminen vetomekanismi
UDDEHOLM ORVAR SUPREME 1 (6) Yleistä. Käyttökohteet. Työkalun suorituskykyä parantavat ominaisuudet
 Yleistä. Käyttökohteet. Työkalun suorituskykyä parantavat ominaisuudet") 1 (6) Yleistä Käyttökohteet Uddeholm Orvar Supreme on kromi/molybdeeni/vanadiini -seosteinen teräs, jonka ominaisuuksia ovat: hyvä lämpökuormituksen ja termisen väsymisen kestävyys suuri lujuus korkeissa
1 (6) Yleistä Käyttökohteet Uddeholm Orvar Supreme on kromi/molybdeeni/vanadiini -seosteinen teräs, jonka ominaisuuksia ovat: hyvä lämpökuormituksen ja termisen väsymisen kestävyys suuri lujuus korkeissa
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Materiaalikansio Hio-Mex 10.9.2012 1
 Materiaalikansio Hio-Mex 10.9.2012 1 Materiaalikansio Hio-Mex 10.9.2012 2 Sisältö 1. HIO-MEX... 3 1.1 Yritys... 3 1.2 Yhteystiedot... 3 1.2.1 Tilaukset... 3 1.2.2 Markkinointi ja jälkimarkkinointi... 3
Materiaalikansio Hio-Mex 10.9.2012 1 Materiaalikansio Hio-Mex 10.9.2012 2 Sisältö 1. HIO-MEX... 3 1.1 Yritys... 3 1.2 Yhteystiedot... 3 1.2.1 Tilaukset... 3 1.2.2 Markkinointi ja jälkimarkkinointi... 3
Nopeuden huippua Uusi harjaohjelma
 Nopeuden huippua Uusi harjaohjelma UUTUUS! Ratkaisut kaikkiin käyttösovelluksiin kaikille porakoneille ja kulmahiomakoneille 2 Teräslankaharjat Yleiskatsaus Metalli Inox Tuote Tyyppi Harja Teräslankaharjat
Nopeuden huippua Uusi harjaohjelma UUTUUS! Ratkaisut kaikkiin käyttösovelluksiin kaikille porakoneille ja kulmahiomakoneille 2 Teräslankaharjat Yleiskatsaus Metalli Inox Tuote Tyyppi Harja Teräslankaharjat
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Käsiteroitustyökalut...78-79. Teroitustimantit...80-84. Timantti- ja boorikarbidiläppäimet... 85. Aukaisu - CBN- ja timanttilaikat...
 Sisällysluettelo 2. Hiomalaikat, teroitusvälineet, käsikivet, kovasimet, CBN- ja timanttihiomalaikat... 69-116 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Hiomalaikat Penkki- ja työkaluhiomalaikat...70-72
Sisällysluettelo 2. Hiomalaikat, teroitusvälineet, käsikivet, kovasimet, CBN- ja timanttihiomalaikat... 69-116 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Hiomalaikat Penkki- ja työkaluhiomalaikat...70-72
Johdanto. Hiomalaikan rakenne A 46 H V. Hioma-aine. OY UDDEHOLM AB Työvälinemateriaalien työstö TYÖKALUTERÄSTEN HIONTA 1(13)
") TYÖKALUTERÄSTEN HIONTA 1(13) Sisältö Johdanto... 1 Hiomalaikan rakenne... 1 Hioma-aine... 1 Raekoko... 2 Hiomalaikan kovuus... 2 Hiomalaikan sideaineet... 2 Hiomalaikan toiminta... 3 Hiontavoimat... 3
TYÖKALUTERÄSTEN HIONTA 1(13) Sisältö Johdanto... 1 Hiomalaikan rakenne... 1 Hioma-aine... 1 Raekoko... 2 Hiomalaikan kovuus... 2 Hiomalaikan sideaineet... 2 Hiomalaikan toiminta... 3 Hiontavoimat... 3
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. Uppokipinätyöstön elektrodi
 Uppokipinätyöstön elektrodi Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Uppokipinätyöstö Kipinätyöstön elektrodit Muottipesän valmistettavuus CAD työkalut harjoituksessa
Uppokipinätyöstön elektrodi Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Uppokipinätyöstö Kipinätyöstön elektrodit Muottipesän valmistettavuus CAD työkalut harjoituksessa
Heini Salo. Tuotannonohjauksen kehittäminen digitaalipainossa. EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma. Insinöörityö 15.5.
 EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Tietokortti kemiallisesta altistumisesta metalli- ja autoalojen työtehtävissä METALLIN HIONTA. Tiivistelmä
 Tietokortti kemiallisesta altistumisesta metalli- ja autoalojen työtehtävissä METALLIN HIONTA Tiivistelmä Hionnassa geometrisesti epämääräisellä terällä poistetaan hiottavan materiaalin pinnalta pieni.
Tietokortti kemiallisesta altistumisesta metalli- ja autoalojen työtehtävissä METALLIN HIONTA Tiivistelmä Hionnassa geometrisesti epämääräisellä terällä poistetaan hiottavan materiaalin pinnalta pieni.
Piikarbidi, jalokorundi ja tavallinen korundi
 Piikarbidi, jalokorundi ja tavallinen korundi c/o Cerablast GmbH & Co.KG Gerhard-Rummler-Str.2 D-74343 Sachsenheim / Saksa Puhelin: 0049 7147 220824 Faksi: 0049 7147 220840 Sähköposti: info@korutec.com
Piikarbidi, jalokorundi ja tavallinen korundi c/o Cerablast GmbH & Co.KG Gerhard-Rummler-Str.2 D-74343 Sachsenheim / Saksa Puhelin: 0049 7147 220824 Faksi: 0049 7147 220840 Sähköposti: info@korutec.com
Inbux Oy AB Erikoisteräkset
 Nauhat Levyt Langat Jousiteräkset Profiilit Putket Tankoteräkset Työkaluteräkset RAAKA-AINEET, PUOLIVALMISTEET JA KOMPONENTIT SUOMEN TEOLLISUUDELLE Oy Inbux AB, aikaisemmin K. Buxhoeveden Insinööritoimisto,
Nauhat Levyt Langat Jousiteräkset Profiilit Putket Tankoteräkset Työkaluteräkset RAAKA-AINEET, PUOLIVALMISTEET JA KOMPONENTIT SUOMEN TEOLLISUUDELLE Oy Inbux AB, aikaisemmin K. Buxhoeveden Insinööritoimisto,
Jabro Tools tuotevalikoima
 Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
90 mm HALK. G-42002-O 93,00 100 mm LEV. 90 mm HALK. G-42001-O 58,00 50 mm LEV. 90 mm HALK. 100 mm LEV.
 POLY-PTX HIOMA-, KIILLOTUS- JA HARJAUSKONE TASOILLE JA PUTKILLE TUOTE nro /kpl 240 V, 50-60 Hz, 1750 W NOPEUDEN SÄÄDÖLLÄ 1000-3500 RPM PAINO: 3,3 kg PYÖRÖJEN HALKAISIJA 90-115mm VALMISTUSMAA: SAKSA HIOMA-
POLY-PTX HIOMA-, KIILLOTUS- JA HARJAUSKONE TASOILLE JA PUTKILLE TUOTE nro /kpl 240 V, 50-60 Hz, 1750 W NOPEUDEN SÄÄDÖLLÄ 1000-3500 RPM PAINO: 3,3 kg PYÖRÖJEN HALKAISIJA 90-115mm VALMISTUSMAA: SAKSA HIOMA-
Polarputki kumppanina takaa korkean laadun pyöröteräsvalinnoissa Polarputki on toimittanut pyöröteräksiä suomalaisille
 www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
ORIGINAL LINK SEAL OY KORATE AB. Kulotie 2, D Vantaa
 OY KORATE AB Kulotie 2, D40 01450 Vantaa Markku Karnela puh. 0400-840561 korate@kolumbus.fi LINK-SEAL on kehitetty kaikkien erikokoisten pukien läpivientien tiivistämiseen. Niitä käytettäessä ei tarvitse
OY KORATE AB Kulotie 2, D40 01450 Vantaa Markku Karnela puh. 0400-840561 korate@kolumbus.fi LINK-SEAL on kehitetty kaikkien erikokoisten pukien läpivientien tiivistämiseen. Niitä käytettäessä ei tarvitse
Korkean pohjoismaisen laadun kupariputkien ja palveluiden toimittaja
 1 Korkean pohjoismaisen laadun kupariputkien ja palveluiden toimittaja Cupori on vuonna 2008 perustettu uusi yritys, kun yhtiö osti Outokummulta sen kupariputkiliiketoiminnan MBO-kaupalla. Oma myyntiyhtiö
1 Korkean pohjoismaisen laadun kupariputkien ja palveluiden toimittaja Cupori on vuonna 2008 perustettu uusi yritys, kun yhtiö osti Outokummulta sen kupariputkiliiketoiminnan MBO-kaupalla. Oma myyntiyhtiö
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin
 Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE
 R Improving your workspace IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE Terveydelle haitallinen pöly tulisi poistaa suoraan sieltä, missä sitä syntyy. Konekohtaiset imuhuuvat auttavat poistamaan pölyn työkalulta,
R Improving your workspace IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE Terveydelle haitallinen pöly tulisi poistaa suoraan sieltä, missä sitä syntyy. Konekohtaiset imuhuuvat auttavat poistamaan pölyn työkalulta,
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
DEDECO TUOTTEET U.S.A. KIILLOTUKSEEN
 DEDECO TUOTTEET U.S.A. KIILLOTUKSEEN KUMISEOSTEISET KARALAIKAT "JUMBOS" 5 kpl SARJOINA KARA 2,4 mm, MIKÄ VOIDAAN SUURENTAA 6 mm:n VÄLIHOLKILLA (D-3074T). KS. SIVU 61 X) - MERKITYT HETI VARASTOSTA MUOTO
DEDECO TUOTTEET U.S.A. KIILLOTUKSEEN KUMISEOSTEISET KARALAIKAT "JUMBOS" 5 kpl SARJOINA KARA 2,4 mm, MIKÄ VOIDAAN SUURENTAA 6 mm:n VÄLIHOLKILLA (D-3074T). KS. SIVU 61 X) - MERKITYT HETI VARASTOSTA MUOTO
Ohjaamon jälkimaalaus. Ohjaamon peltiosat. Esikäsittely PGRT TÄRKEÄÄ!
 Esikäsittely TÄRKEÄÄ! Korin metalli on suojattu korroosiolta mm. sinkkikerroksella. Täydellisen korroosiosuojauksen varmistamiseksi tämä sinkkikerros on korjattava päällemaalaamalla, jos se on vahingoittunut
Esikäsittely TÄRKEÄÄ! Korin metalli on suojattu korroosiolta mm. sinkkikerroksella. Täydellisen korroosiosuojauksen varmistamiseksi tämä sinkkikerros on korjattava päällemaalaamalla, jos se on vahingoittunut
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT. Copyright Isto Jokinen. Käyttö opetuksessa tekijän luvalla
 METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Materiaalikansio Hio-Mex 15.6.2012 1
 Materiaalikansio Hio-Mex 15.6.2012 1 Materiaalikansio Hio-Mex 15.6.2012 2 Sisältö 1. HIO-MEX... 3 1.1 Yritys... 3 1.2 Yhteystiedot... 3 1.2.1 Tilaukset... 3 1.2.2 Markkinointi ja jälkimarkkinointi... 3
Materiaalikansio Hio-Mex 15.6.2012 1 Materiaalikansio Hio-Mex 15.6.2012 2 Sisältö 1. HIO-MEX... 3 1.1 Yritys... 3 1.2 Yhteystiedot... 3 1.2.1 Tilaukset... 3 1.2.2 Markkinointi ja jälkimarkkinointi... 3
Putkenhiomakoneet & putkenpaanmuotoilijat
 Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
LYTH-CONS CONSISTENCY TRANSMITTER
 LYTH-CONS CONSISTENCY TRANSMITTER LYTH-INSTRUMENT OY has generate new consistency transmitter with blade-system to meet high technical requirements in Pulp&Paper industries. Insurmountable advantages are
LYTH-CONS CONSISTENCY TRANSMITTER LYTH-INSTRUMENT OY has generate new consistency transmitter with blade-system to meet high technical requirements in Pulp&Paper industries. Insurmountable advantages are
anna minun kertoa let me tell you
 anna minun kertoa let me tell you anna minun kertoa I OSA 1. Anna minun kertoa sinulle mitä oli. Tiedän että osaan. Kykenen siihen. Teen nyt niin. Minulla on oikeus. Sanani voivat olla puutteellisia mutta
anna minun kertoa let me tell you anna minun kertoa I OSA 1. Anna minun kertoa sinulle mitä oli. Tiedän että osaan. Kykenen siihen. Teen nyt niin. Minulla on oikeus. Sanani voivat olla puutteellisia mutta
Jynkän Monari. Perusaineisto kurssille, osa 1. http://www.geologia.fi/index.php/2011-12-21-12-58-39/2011-12-21-13-00-22/johdatus-korukiviin
 Kuopion kivikerho ry Kivenhionnan perusteet kurssi 22.-23.9.2010 klo 9.00-16.00 Jynkän Monari Perusaineisto kurssille, osa 1. Lisämateriaalia, johon kannattaa tutustua jo ennalta osoitteessa: http://www.geologia.fi/index.php/2011-12-21-12-58-39/2011-12-21-13-00-22/johdatus-korukiviin
Kuopion kivikerho ry Kivenhionnan perusteet kurssi 22.-23.9.2010 klo 9.00-16.00 Jynkän Monari Perusaineisto kurssille, osa 1. Lisämateriaalia, johon kannattaa tutustua jo ennalta osoitteessa: http://www.geologia.fi/index.php/2011-12-21-12-58-39/2011-12-21-13-00-22/johdatus-korukiviin
KALVINTA, HIENOPORAUS JA SILOVALSSAUS
 KALVINTA, HIENOPORAUS JA SILOVALSSAUS UOP Pikateräskalvaimet MAPAL Kalvinta ja hienoporaus timanttityökalut BAUBLIES Silovalssaus Puh. 029 006 130 www.maantera.fi ax. 029 006 1130 e-mail: maantera@maantera.fi
KALVINTA, HIENOPORAUS JA SILOVALSSAUS UOP Pikateräskalvaimet MAPAL Kalvinta ja hienoporaus timanttityökalut BAUBLIES Silovalssaus Puh. 029 006 130 www.maantera.fi ax. 029 006 1130 e-mail: maantera@maantera.fi
Tuotanto. Lankojen valmistus tapahtuu kylmävetämällä, käyttäen raakaaineena
 Jokioisten lankatehdas Oy:n juuret ulottuvat vuoteen 1804, jolloin Jokioisten kartanoiden silloinen omistaja Gustaf von Willebrand perusti Loimijoen varteen kankirautapajan. Jokioisten Lankatehdas Oy jatkaa
Jokioisten lankatehdas Oy:n juuret ulottuvat vuoteen 1804, jolloin Jokioisten kartanoiden silloinen omistaja Gustaf von Willebrand perusti Loimijoen varteen kankirautapajan. Jokioisten Lankatehdas Oy jatkaa
EDISTYKSELLINEN PUTKEN TUKI NOPEAA ASENNUSTA JA KONDENSAATION HALLINTAA VARTEN AF/ARMAFLEX -TUOTTEEN KANSSA
 EDISTYKSELLINEN PUTKEN TUKI NOPEAA ASENNUSTA JA KONDENSAATION HALLINTAA VARTEN AF/ARMAFLEX -TUOTTEEN KANSSA Powered by TCPDF (www.tcpdf.org) Varma Euroclass B/BL-s3,d0 ja suuri vesihöyryn siirtymiskestävyys
EDISTYKSELLINEN PUTKEN TUKI NOPEAA ASENNUSTA JA KONDENSAATION HALLINTAA VARTEN AF/ARMAFLEX -TUOTTEEN KANSSA Powered by TCPDF (www.tcpdf.org) Varma Euroclass B/BL-s3,d0 ja suuri vesihöyryn siirtymiskestävyys
Strong expertise in HINNASTO. tool grinding. Pro Grinding AM Oy
 HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
Hionta-, katkaisu- ja puhdistus... 3 C8001 - KATKAISULAIKKA 125X1,6X22MM TERÄS... 3 C8003 - KATKAISULAIKKA 230X2,0X22MM TERÄS...
 Hionta-, katkaisu- ja puhdistus... 3 C8001 - KATKAISULAIKKA 125X1,6X22MM TERÄS... 3 C8003 - KATKAISULAIKKA 230X2,0X22MM TERÄS... 3 C8101 - HIONTALAIKKA 125X6,5X22MM TERÄS... 3 C8103 - HIONTALAIKKA 230X7,0X22MM
Hionta-, katkaisu- ja puhdistus... 3 C8001 - KATKAISULAIKKA 125X1,6X22MM TERÄS... 3 C8003 - KATKAISULAIKKA 230X2,0X22MM TERÄS... 3 C8101 - HIONTALAIKKA 125X6,5X22MM TERÄS... 3 C8103 - HIONTALAIKKA 230X7,0X22MM
3. VÄLJENTIMET, KALVAIMET 181-209
 Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE
 LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE Betoniyhdistyksen käyttöseloste BY 5 B nro 363 17.02.2012 SISÄLLYSLUETTELO 1. YLEISTÄ...2 1.1 YLEISKUVAUS...2 1.2 TOIMINTATAPA...2 1.3 LEPO...4 1.3.1 Mitat...4
LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE Betoniyhdistyksen käyttöseloste BY 5 B nro 363 17.02.2012 SISÄLLYSLUETTELO 1. YLEISTÄ...2 1.1 YLEISKUVAUS...2 1.2 TOIMINTATAPA...2 1.3 LEPO...4 1.3.1 Mitat...4
Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa.
 Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Hammaspyörät ja -tangot Kartiohammaspyöräparit
 Hammaspyörät ja -tangot Kartiohammaspyöräparit KETJU- J HIHNKÄYTÖT 1 7 isältö Hammastangot...3 uorat lieriömäiset hammaspyörät... 4-6 Hammastangot vetty teräs CK 45...7 Hammastangot keinoaine...8 Hammastangot
Hammaspyörät ja -tangot Kartiohammaspyöräparit KETJU- J HIHNKÄYTÖT 1 7 isältö Hammastangot...3 uorat lieriömäiset hammaspyörät... 4-6 Hammastangot vetty teräs CK 45...7 Hammastangot keinoaine...8 Hammastangot
UDDEHOLM VANADIS 30. Käyttökohteet. Ominaisuudet. Yleistä. Kylmätyöstö 1 (5)
") 1 (5) Käyttökohteet Uddeholm Vanadis 30 on kobolttiseosteinen, pulverimetallurgisesti valmistettu pikateräs. Noin 8,5 %:n kobolttipitoisuus parantaa kuumalujuutta, kuumakovuutta, päästönkestävyyttä ja
1 (5) Käyttökohteet Uddeholm Vanadis 30 on kobolttiseosteinen, pulverimetallurgisesti valmistettu pikateräs. Noin 8,5 %:n kobolttipitoisuus parantaa kuumalujuutta, kuumakovuutta, päästönkestävyyttä ja
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
Quality Coated Abrasives. Joustavat hiomatuotteet metallien hiontaan
 Quality Coated Abrasives Joustavat hiomatuotteet metallien hiontaan Quality Coated Abrasives Varmin tapa täydelliseen pinnanlaatuun Ammattimaisesti hiotut työkappaleet erottuvat hyvän pinnanlaatunsa johdosta,
Quality Coated Abrasives Joustavat hiomatuotteet metallien hiontaan Quality Coated Abrasives Varmin tapa täydelliseen pinnanlaatuun Ammattimaisesti hiotut työkappaleet erottuvat hyvän pinnanlaatunsa johdosta,
Tämä on PicoLog Windows ohjelman suomenkielinen pikaohje.
 Tämä on PicoLog Windows ohjelman suomenkielinen pikaohje. Asennus: HUOM. Tarkemmat ohjeet ADC-16 englanninkielisessä User Manual issa. Oletetaan että muuntimen kaikki johdot on kytketty anturiin, käyttöjännite
Tämä on PicoLog Windows ohjelman suomenkielinen pikaohje. Asennus: HUOM. Tarkemmat ohjeet ADC-16 englanninkielisessä User Manual issa. Oletetaan että muuntimen kaikki johdot on kytketty anturiin, käyttöjännite
Nostin- ja kuljetinkettingit
 Nostin- ja kuljetinkettingit 212 WWW.ERLATEK.FI RUD Nostinkettingit RUD on EN818-7 mukaisten nostinkettinkien suurin valmistaja maailmassa. Kettingit sopivat niin moottoroituihin nostimiin kuin käsitaljoihinkin.
Nostin- ja kuljetinkettingit 212 WWW.ERLATEK.FI RUD Nostinkettingit RUD on EN818-7 mukaisten nostinkettinkien suurin valmistaja maailmassa. Kettingit sopivat niin moottoroituihin nostimiin kuin käsitaljoihinkin.
AKK-MOTORSPORT ry Katsastuksen käsikirja ISKUTILAVUUDEN MITTAAMINEN. 1. Tarkastuksen käyttö
 ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
Lämpötila 20 C 200 C 400 C. Tiheys kg/m 3 7 800 7 750 7 700. * Lämmönjohtavuuden mittaaminen on vaikeaa. Hajonta saattaa olla 0,3
 1 (5) Yleistä Uddeholm Stavax ESR on korkealaatuinen ruostumaton teräs, jonka ominaisuuksia ovat hyvä korroosionkestävyys erinomainen kiillottuvuus hyvä kulumiskestävyys hyvä lastuttavuus hyvä mitanpitävyys
1 (5) Yleistä Uddeholm Stavax ESR on korkealaatuinen ruostumaton teräs, jonka ominaisuuksia ovat hyvä korroosionkestävyys erinomainen kiillottuvuus hyvä kulumiskestävyys hyvä lastuttavuus hyvä mitanpitävyys
Miksi hyvää pinnanlaatua tavoitellaan? Kiillotettavuuteen vaikuttavat tekijät. Pinnanlaadun arviointi. Työkaluteräksen laatu 2007-12-01E 1 (7)
") 1 (7) Sisältö Miksi hyvää pinnanlaatua tavoitellaan?... 1 Pinnanlaadun arviointi... 1 Kiillotettavuuteen vaikuttavat tekijät... 1 Työkaluteräksen laatu... 1 Lämpökäsittely... 2 Kiillotustekniikka... 2
1 (7) Sisältö Miksi hyvää pinnanlaatua tavoitellaan?... 1 Pinnanlaadun arviointi... 1 Kiillotettavuuteen vaikuttavat tekijät... 1 Työkaluteräksen laatu... 1 Lämpökäsittely... 2 Kiillotustekniikka... 2
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
Betoni-Kirahvi hiomakone seinille ja katoille. WST 1000 FV, Turbo-Jet setti
 Betoni-Kirahvi hiomakone seinille ja katoille WST 000 FV, Turbo-Jet setti Tilausnumero 355.747 Laikka Ø 25 mm Kierrosluku ilman kuormitusta 8000 /min Ottoteho 00 Watt Antoteho 600 Watt Työkaluliitos 28
Betoni-Kirahvi hiomakone seinille ja katoille WST 000 FV, Turbo-Jet setti Tilausnumero 355.747 Laikka Ø 25 mm Kierrosluku ilman kuormitusta 8000 /min Ottoteho 00 Watt Antoteho 600 Watt Työkaluliitos 28
You can check above like this: Start->Control Panel->Programs->find if Microsoft Lync or Microsoft Lync Attendeed is listed
 Online Meeting Guest Online Meeting for Guest Participant Lync Attendee Installation Online kokous vierailevalle osallistujalle Lync Attendee Asennus www.ruukki.com Overview Before you can join to Ruukki
Online Meeting Guest Online Meeting for Guest Participant Lync Attendee Installation Online kokous vierailevalle osallistujalle Lync Attendee Asennus www.ruukki.com Overview Before you can join to Ruukki
Essolube. Break-In Oil STANDARD NOBEL-STANDARD KUNTOONAJOÖLJY
 Essolube Break-In Oil STANDARD KUNTOONAJOÖLJY NOBEL-STANDARD ESSOLUBE BREAK-IN OIL (KUNTOONAJOÖLJY) Uusien tai perinpohjaisesti korjattujen autojen tai autobussien kuntoonajo on aina ollut työläs tehtävä.
Essolube Break-In Oil STANDARD KUNTOONAJOÖLJY NOBEL-STANDARD ESSOLUBE BREAK-IN OIL (KUNTOONAJOÖLJY) Uusien tai perinpohjaisesti korjattujen autojen tai autobussien kuntoonajo on aina ollut työläs tehtävä.
Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri
 Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri VIKING Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri Tiehallinto Kaakkois-Suomen tiepiiri Liikenteen palvelut Kouvola 2001 Raportin
Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri VIKING Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri Tiehallinto Kaakkois-Suomen tiepiiri Liikenteen palvelut Kouvola 2001 Raportin
TÄYTTÖAUTOMAATIT TÄYTTÖAUTOMAATIT COMPUTER INFLATORS
 31 S AHCON computer inflators are designed with a view to high quality, precision and long service life. The inflation computers are designed in Denmark and manufactured and tested in our own workshop.
31 S AHCON computer inflators are designed with a view to high quality, precision and long service life. The inflation computers are designed in Denmark and manufactured and tested in our own workshop.
UDDEHOLM CALDIE 1 (6) Yleistä. Ominaisuudet. Fysikaaliset ominaisuudet. Käyttökohteet. Puristuslujuus. Lohkeilunkestävyys. Kylmätyöstösovellukset
 Yleistä. Ominaisuudet. Fysikaaliset ominaisuudet. Käyttökohteet. Puristuslujuus. Lohkeilunkestävyys. Kylmätyöstösovellukset") 1 (6) Yleistä Uddeholm Caldie on kromi/molybdeeni/vanadiini seosteinen teräs, jonka ominaisuuksia ovat erittäin hyvä lohkeilun- ja halkeilun kestävyys hyvä kulumiskestävyys suuri kovuus (> 60 HRC) korkeassa
1 (6) Yleistä Uddeholm Caldie on kromi/molybdeeni/vanadiini seosteinen teräs, jonka ominaisuuksia ovat erittäin hyvä lohkeilun- ja halkeilun kestävyys hyvä kulumiskestävyys suuri kovuus (> 60 HRC) korkeassa
Yksinkertaisesti fiksumpaa lehtisahausta! MULLISTAVA MAAILMANUUTUUS SAKSASTA KONELEHTISAHA E-300
 Yksinkertaisesti fiksumpaa lehtisahausta! MULLISTAVA MAAILMANUUTUUS SAKSASTA KONELEHTISAHA E-300 HARTHIE Spezialmaschinen GmbH:n syntyhistoria: PUURAAKA-AINEEN TYÖSTÄMINEN on ollut saksalaisen Hartmannin
Yksinkertaisesti fiksumpaa lehtisahausta! MULLISTAVA MAAILMANUUTUUS SAKSASTA KONELEHTISAHA E-300 HARTHIE Spezialmaschinen GmbH:n syntyhistoria: PUURAAKA-AINEEN TYÖSTÄMINEN on ollut saksalaisen Hartmannin
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
100-500 40-60 tai 240-260 400-600 tai 2 000-2 200 X
 Yleistä tilauksesta Yleistä tilauksesta Tilaa voimanotot ja niiden sähköiset esivalmiudet tehtaalta. Jälkiasennus on erittäin kallista. Suositellut vaatimukset Voimanottoa käytetään ja kuormitetaan eri
Yleistä tilauksesta Yleistä tilauksesta Tilaa voimanotot ja niiden sähköiset esivalmiudet tehtaalta. Jälkiasennus on erittäin kallista. Suositellut vaatimukset Voimanottoa käytetään ja kuormitetaan eri
Katkaisu, hionta, harjaus
 Katkaisu, hionta, harjaus Back 506 Katkaisu, hionta ja harjaus Yleiskatsaus Bosch-tarvikkeet 11/12 Hioma- ja katkaisulaikat kulmahiomakoneille Boschin hioma- ja katkaisulaikat kestävät pidempään ja mahdollistavat
Katkaisu, hionta, harjaus Back 506 Katkaisu, hionta ja harjaus Yleiskatsaus Bosch-tarvikkeet 11/12 Hioma- ja katkaisulaikat kulmahiomakoneille Boschin hioma- ja katkaisulaikat kestävät pidempään ja mahdollistavat
CSEasyn toimintaperiaate
 CSEasyn toimintaperiaate Pultti (6x) Rajoitinkappale Tavallinen vanne CSEasy-rengas CSEasy-sovitin Puristuslevy Sisäsovitin koostuu kolmesta esiasennetusta lohkosta ja yhdestä esiasennetusta kumisesta
CSEasyn toimintaperiaate Pultti (6x) Rajoitinkappale Tavallinen vanne CSEasy-rengas CSEasy-sovitin Puristuslevy Sisäsovitin koostuu kolmesta esiasennetusta lohkosta ja yhdestä esiasennetusta kumisesta
Teräsrakenteiden palosuojaus
 Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
2 Materiaalitekniikka. 6 CNC- tekniikan perusteet
 KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
Puukot, sahat ja viilat
 Helsinki 0609 Puukot, sahat ja viilat Malminkaari 12 00700 Helsinki Postios. PL 115 00701 Helsinki p. (09) 350 11, fax (09) 350 1202 sähköposti: koivunen@koivunen.fi www.koivunen.fi Hakemisto Katkoteräveitset...5-1
Helsinki 0609 Puukot, sahat ja viilat Malminkaari 12 00700 Helsinki Postios. PL 115 00701 Helsinki p. (09) 350 11, fax (09) 350 1202 sähköposti: koivunen@koivunen.fi www.koivunen.fi Hakemisto Katkoteräveitset...5-1
Stalatube Oy. P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u. Laskentaraportti
 P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
ASENNUS- OHJEET KLINGER tiivisteille
 ASENNUS- OHJEET KLINGER tiivisteille VINKIT OIKEAN KLINGER TIIVISTEEN VALINTAAN SOVELTUVUUS Tarkista kemiallinen kestävyys tiivisteiden teknisistä tiedoista PAINE/LÄMPÖTILA Tarkista paineen ja lämpötilan
ASENNUS- OHJEET KLINGER tiivisteille VINKIT OIKEAN KLINGER TIIVISTEEN VALINTAAN SOVELTUVUUS Tarkista kemiallinen kestävyys tiivisteiden teknisistä tiedoista PAINE/LÄMPÖTILA Tarkista paineen ja lämpötilan
Matkustamon pistorasia 230 V
 Installation instructions, accessories Ohje nro 8688353 Versio 1.0 Osa nro Matkustamon pistorasia 230 V Volvo Car Corporation Matkustamon pistorasia 230 V- 8688353 - V1.0 Sivu 1 / 22 Varuste A0000162 A0000161
Installation instructions, accessories Ohje nro 8688353 Versio 1.0 Osa nro Matkustamon pistorasia 230 V Volvo Car Corporation Matkustamon pistorasia 230 V- 8688353 - V1.0 Sivu 1 / 22 Varuste A0000162 A0000161
Luotettavuutta syviin pistoihin
 Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Results on the new polydrug use questions in the Finnish TDI data
 Results on the new polydrug use questions in the Finnish TDI data Multi-drug use, polydrug use and problematic polydrug use Martta Forsell, Finnish Focal Point 28/09/2015 Martta Forsell 1 28/09/2015 Esityksen
Results on the new polydrug use questions in the Finnish TDI data Multi-drug use, polydrug use and problematic polydrug use Martta Forsell, Finnish Focal Point 28/09/2015 Martta Forsell 1 28/09/2015 Esityksen
Kääntöluistiventtiilit HRE 3, HRE 4
 Tekninen esite Kääntöluistiventtiilit HRE 3, HRE 4 Kuvaus HRE-kääntöluistiventtiilejä voi käyttää yhdessä AMB 162- ja AMB 182 -sähkötoimilaitteiden kanssa. Ominaisuudet: Valurautarunko Luokkansa pienin
Tekninen esite Kääntöluistiventtiilit HRE 3, HRE 4 Kuvaus HRE-kääntöluistiventtiilejä voi käyttää yhdessä AMB 162- ja AMB 182 -sähkötoimilaitteiden kanssa. Ominaisuudet: Valurautarunko Luokkansa pienin
VOITELUAINEET TYÖSTÖNESTEET
 Korroosiosuoja Ruostesuojan teho riippuu useimmiten suojan paksuudesta ja kestosta. Houghton Ensisvalikoimamme antaa luotettavan suojan mille tahansa käyttökohteelle. indeksi,9 885 24 2,9 84 65 4 86 38,5
Korroosiosuoja Ruostesuojan teho riippuu useimmiten suojan paksuudesta ja kestosta. Houghton Ensisvalikoimamme antaa luotettavan suojan mille tahansa käyttökohteelle. indeksi,9 885 24 2,9 84 65 4 86 38,5
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
ASENNUSOHJE PEM1043FIN SUOMI. USQJ630 KOSKETUSSUOJATTU PISTOKEPÄÄTE 630A, 1-JOHDINMUOVIKAAPELEILLE kv
 ASENNUSOHJE PEM1043FIN 2014-03 SUOMI KOSKETUSSUOJATTU PISTOKEPÄÄTE 630A, 1-JOHDINMUOVIKAAPELEILLE 12-24 kv HUOM! AHXAMK-W KAAPELIN OHJE MAADOITUSPAKKAUKSEN MUKANA. PEM1390FIN 2/8 PEM1043FIN 2014-03 YLEISTÄ
ASENNUSOHJE PEM1043FIN 2014-03 SUOMI KOSKETUSSUOJATTU PISTOKEPÄÄTE 630A, 1-JOHDINMUOVIKAAPELEILLE 12-24 kv HUOM! AHXAMK-W KAAPELIN OHJE MAADOITUSPAKKAUKSEN MUKANA. PEM1390FIN 2/8 PEM1043FIN 2014-03 YLEISTÄ
Lastuavat työkalut A V A 2007/2008
 Lastuavat työkalut 2007/2008 Jyrsimiä Poranteriä Kierretappeja Maailmanlaajuisesti lastuavia työkaluja Pyöriviä viiloja YG-1 CO., LTD. SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-38
Lastuavat työkalut 2007/2008 Jyrsimiä Poranteriä Kierretappeja Maailmanlaajuisesti lastuavia työkaluja Pyöriviä viiloja YG-1 CO., LTD. SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-38
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31)
") On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs