Tuukka Hylkilä RASVAVOITELUOHJEEN OPTIMOINTI
|
|
|
- Juho Tikkanen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Tuukka Hylkilä RASVAVOITELUOHJEEN OPTIMOINTI Opinnäytetyö CENTRIA AMMATTOKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Maaliskuu 2014
2 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Kokkola-Pietarsaari Maaliskuu 2014 Koulutusohjelma Kone- ja tuotantotekniikka Työn nimi RASVAVOITELUOHJEEN OPTIMOINTI Työn ohjaaja Ilkka Rasehorn Työelämäohjaaja Veli Niemonen Tekijä/tekijät Tuukka Hylkilä Sivumäärä Tämän opinnäytetyön tarkoitus oli tehdä Kokkolan Voima Oy:lle rasvavoitelulistat uusimman kattilarakennuksen laitteille sekä siihen liittyville polttoaineensyötön ja tuhkankäsittelyn laitteistoille. Aiemmin kunnossapitohenkilöstö voiteli työssä tutkitut kohteet muiden kohteiden ohessa ilman selkeää voiteluohjetta. Tämä aiheutti sen, että rasvamäärät eivät ole yhdenmukaisia vaan riippuvat työn suorittajasta. Lisäksi joidenkin kohteiden voitelu saattoi välillä kokonaan unohtua. Työssä pyrittiin luomaan selkeät ohjeet kunnossapidolle voideltavista kohteista ja käytettävistä rasvamääristä, jotta kokematonkin henkilö pystyisi tarvittaessa suorittamaan rasvaukset. Työssä otettiin kantaa myös rasvauskierrosta suunniteltaessa ilmenneisiin puutteisiin. Näitä olivat esimerkiksi vaikeapääsyiset rasvauskohteet, jotka heikensivät työturvallisuutta. Lisäksi tutkittiin sitä, miten epäedulliset olosuhteet, kuten esimerkiksi lika ja kosteus, vaikuttavat voiteluun ja miten kokemuksen pohjalta suoritettu voitelu poikkeaa laakerinvalmistajien ohjearvoista. Työ saatiin valmiiksi ajallaan ja sen tuloksena saatiin rasvavoitelulista, joka helpottaa ja yhdenmukaistaa kunnossapitoryhmän työtä. Lisäksi laitevalmistajien manuaaleista saatiin kerättyä tutkittavien laitteiden varaosalista, josta on hyötyä huoltoja ja vikakorjauksia tehdessä. Asiasanat kunnossapito, laakeri, rasvavoitelu, voimalaitos

3 ABSTRACT Unit Kokkola-Pietarsaari Date March 2014 Author/s Tuukka Hylkilä Degree programme Mechanical and Production Engineering Name of thesis OPTIMIZATION OF THE GREASE LUBRICATION INSTRUCTIONS Instructor Pages Ilkka Rasehorn Supervisor Veli Niemonen The purpose of this thesis was to create lubrication instructions for Kokkolan Voima Oy. The machines under examination are used in one of the company s most recent boiler buildings, its fuel feed system and its ash and sand processing system. Previously the maintenance personnel have performed the lubrication along with other work without clear lubrication instructions. Therefore the amounts of grease used always depended on the person performing the task. Also, without instructions some targets might get forgotten during the lubrication round. Clear lubrication instructions with targets listed and with precise grease amounts enable even persons with a little experience to perform the lubrication correctly. There were also some faults that were discovered during the planning process. For example some of the targets were hard to reach, which weakened occupational safety. Also one issue under examination was the negative effects, such as moisture and contamination, during lubrication, and how experience-based lubrication differs from guidelines provided by the bearing manufacturers. This thesis was completed on time and as a result the lubrication instructions were produced. Lubrication instructions ease and unify the work of the maintenance personnel. Also a list of spare parts was compiled using manuals provided by the machine manufacturers. The list can be used when performing maintenance tasks. Key words bearing, lubrication, power plant, maintenance
4 TIIVISTELMÄ ABSTRACT SISÄLLYS 1 JOHDANTO 1 2 KOKKOLA POWER JA KOKKOLAN VOIMA Höyryvoimalaitoksen toimintaperiaate Kokkola Powerin voimalaitos Kokkolan Voiman voimalaitos 6 3 KUNNOSSAPITO Kunnossapidon määritelmä Kunnossapitolajit 10 4 VIKAANTUMINEN Vikaantumisen syyt ja ehkäisy Vikaantumisen vaikutukset 16 5 LAAKERIEN KUNNOSSAPITO Vierintälaakerit ja liukulaakerit Laakerien vikaantuminen Lian vaikutus laakerissa 21 6 VOITELU Voitelumekanismit Rasvat Perusöljyt Saentimet Lisäaineet 27 7 LAAKERIEN RASVAVOITELU Voitelurasvan valinta Voitelulaitteet Rasvamäärän määrittäminen Jälkivoiteluvälin määrittäminen 38 8 RASVAUSKIERROS KOKKOLAN VOIMALLA Kokkolan Voiman kunnossapito Kohteiden kuvaus Rasvauskohteiden kartoittaminen Rasvauslistan laatiminen Ongelmakohdat 45
5 8.5 Jälkivoitelun määrittäminen laskentayhtälöllä 46 9 TULOKSET JA POHDINTA 48 LÄHTEET 50 LIITTEET LIITE 1. Polttoaineen syöttö LIITE 2. Tuhkan- ja hiekankäsittely LIITE 3. Pumput ja puhaltimet LIITE 4. Varaosalista polttoaineen syöttö LIITE 5. Varaosalista pumput ja puhaltimet LIITE 6. Varaosalista tuhkan- ja hiekankäsittely
6 1 1 JOHDANTO Tähän työhön sisältyy rasvavoitelukierroksen kartoittaminen ja kehittäminen Kokkolan Voiman Oy:n sähkön ja kaukolämmön yhteistuotantolaitokselle. Tehokas voitelu on erittäin tärkeä osa pyörivien laitteiden kunnossapitoa. Lisäksi, koska teollisuudessa voideltavia kohteita on yleensä useita, täytyy myös voitelutoiminta koordinoida tehokkaan kunnossapidon varmistamiseksi. Tätä varten käytetään usein työn helpottamiseksi voitelulistoja. Suurimmalle osalle voimalaitosta rasvauskierrokset oli jo tehty valmiiksi, mutta uusimman K2 kattilarakennuksen ja sen oheislaitteiden rasvavoitelulistoja ei ollut vielä tehty. Kattilarakennuksen laitteiden lisäksi kartoitettiin voitelukohteet siihen liittyvästä polttoaineensyöttöjärjestelmästä, sekä tuhkan- ja hiekankäsittelylaitteista. Voimalaitoksella rasvavoitelusta huolehtii mekaanisen kunnossapidon ryhmä, jonka palvelut Kokkolan Voima ostaa Oy Kokkola Power Ab:n voimalaitokselta. Aiemmin kunnossapitohenkilöstö on voidellut tässä työssä käsiteltävät kohteet ilman erillisiä rasvauslistoja muiden laitteiden ohessa. Tässä on ongelmana se, että jokin kohde voi vahingossa unohtua ilman selkeää ohjetta ja voitelua suorittavan henkilön täytyy tuntea kohteet erittäin hyvin ja osata määrittää itse rasvamäärät. Alkuvaiheessa tutkittiin kaikki voideltavat kohteet alueelta, johon työ rajoittui. Valtaosa voideltavista kohteista oli vierintälaakereita. Voitelukohteiden rasvamäärät pohdittiin yhdessä kunnossapitohenkilöstön kanssa. Näiden tietojen pohjalta tehtiin laitteille rasvavoitelulistat, jotka voidaan syöttää yrityksen kunnossapitotietokantaan. Kun kohteet on kartoitettu ja niiden rasvamäärät valmiiksi määritetty, pitäisi listan avulla myös kokemattomamman henkilön pystyä voitelemaan kaikki laitteet oikealla tavalla. Lisäksi selvitettiin laitevalmistajien manuaaleista kohteissa käytettävät laakerit. Selvitettyjen tietojen perusteella pystyttiin myös tutkimaan
7 2 sitä, miten kokemuspohjaisen tiedon perusteella valitut rasvamäärät poikkeavat laakerinvalmistajien antamista ohjearvoista ja miten vaikeat olosuhteet vaikuttavat rasvaukseen. Työssä pohdittiin myös eri kohteisiin soveltuvia voitelumenetelmiä ja tarvittaessa myös voitelun automatisoinnin mahdollisuutta. Joissain kohteissa pohdittiin myös työturvallisuutta parantavia ja työtä helpottavia parannusehdotuksia. Rasvavoitelulistojen lisäksi työn tuotoksena syntyi pienimuotoinen varaosalista laitteiden laakereista laitevalmistajien manuaaleja tutkittaessa.
8 3 2 KOKKOLA POWER JA KOKKOLAN VOIMA Oy Kokkola Power Ab on Kokkolan Energian alaisuudessa toimiva ja Kokkolan kaupungin omistama voimalaitosyhtiö. Voimalaitos tuottaa energiaa Kokkolan Energialle sekä teollisuusasiakkaille. Laitokselta käsin hoidetaan myös Kokkolan Energian lämpökeskusten sekä kaukolämpöverkon valvonta. Yritys työllistää 55 henkilöä. (Tuliniemi 2011.) Kokkolan Voima on Pohjolan Voiman omistama tuottajayhtiö, joka myy energiaa Kokkolan Energialle, joka on Kokkolan kaupungin liikelaitos. Kokkolan kaupungilla on osakeomistajuuden kautta oikeus yhtiön tuottamaan energiaan. Käynnissäpitotoimintansa Kokkolan Voima ostaa Oy Kokkola Power Ab:lta. (Tuliniemi 2011.) 2.1 Höyryvoimalaitoksen toimintaperiaate Höyryvoimalaitoksessa tuotetaan sähkö- ja kaukolämpöenergiaa vesihöyryn avulla. Käytettävä vesi höyrystetään erilaisten polttoaineiden, esimerkiksi puun, turpeen, hiilen tai öljyn polttamisesta saatavan lämpöenergian avulla. Kattilalaitoksen perusrakenteeseen kuuluu muun muassa polttoaineen käsittely- ja kuljetuslaitteet sekä laitteisto, joka tuottaa riittävästi palamisilmaa polttolaitteeseen. Tulipesässä palamisilma ja polttoaine pääsevät reagoimaan keskenään, ja siellä oleva vesihöyryputkisto toimii lämmönvaihtimena höyrystyvän veden ja savukaasujen välillä. Poltossa syntyvät savukaasut täytyy myös saada puhdistettua ja poistettua kattilasta mahdollisimman vähillä lämpöhäviöillä. Kaikki edellä mainitut te-
9 4 kijät ovat laitoksen perustoiminnan kannalta kriittisiä, ja laitteistojen toimintaa ohjataankin laitoksen omalla automatiikalla. (Huhtinen, Kettunen, Nurminen, Pakkanen 2000, 7.) Kiinteää polttoainetta käyttävistä kattiloista uusimmat ovat leijupeti- tai kiertopetikattiloita. Ne perustuvat menetelmään, jossa kattilan pohjalla olevaan hiekkapetiin puhalletaan alhaalta päin voimakkaasti palamisilmaa ja kattilaan syötettävä polttoaine palaa tässä samassa pedissä. Jos puhallus saa hiekan ainoastaan leijumaan, on kyseessä leijupetikattila. Jos ilmavirta on niin voimakas, että hiekka ja polttoaine kulkeutuvat sen mukana, puhutaan kiertopetikattilasta. Ilman mukana poistuneet kiinteät partikkelit erotetaan syklonissa ja kierrätetään takaisin tulipesään. Hiekkapatja toimii koko ajan samalla periaatteella kuin arina, joka ei pääse tukkeutumaan, ja samaan aikaan koko ajan liikkeessä oleva hiekka pitää tulipesän lämmönsiirtopinnat puhtaina. Menetelmä on hyvä vaikeasti palavan polttoaineen polttamiseen, koska se sekoittuu hyvin tulipesässä ja polttoaineen viipymäaika saadaan pitkäksi. Leijupeti- ja kiertopetikattiloissa palamislämpötilat ovat maksimissaan noin 900 C. Korkeampi lämpötila voi aiheuttaa hiekan sintraantumista ja ihmisille sekä ympäristölle haitallisten typpioksidien muodostumista. (Perttula 2000, 177.) Sähkön ja kaukolämmön tuotantoprosessi tapahtuu lämpövoimalaitoksessa suljetussa kierrossa (KUVIO 1). Ensin syöttövesisäiliöstä pumpataan paineistettua vettä esilämmittimeen, missä se lämpenee höyrystymislämpötilaan, ja sen jälkeen kattilan höyrystinputkiin, joissa se höyrystyy ja höyrynpaine nousee entisestään. Tämän jälkeen höyry kulkee tulistimeen, jossa kattilan lämmöllä kylläinen höyry lämmitetään höyrystymislämpötilaansa kuumemmaksi eli tulistetaan. Tulistettu, korkeassa paineessa oleva höyry ohjataan turbiiniin, jonka läpi virratessa höyryn paine ja lämpötila laskevat. Samalla osa höyryn sisältämästä lämpöenergiasta muuttuu mekaaniseksi energiaksi, joka pyörittää turbiinia. Turbiiniin on kytketty generaattori, joka muuttaa mekaanisen energian sähköenergiaksi. Turbiinin jälkeen höyrynpaine on

10 5 normaalisti välillä 0,8 1,5 bar. Tämän jälkeen matalapaineinen, mutta yhä lämmin höyry kulkee kaukolämmönvaihtimeen, jonka toisiopiirissä kulkeva kaukolämpövesi lämpenee vuodenajan mukaan noin asteeseen samalla kun höyry lauhtuu takaisin vedeksi. Lauhtunut vesi pumpataan lopulta syöttövesisäiliöön ja sieltä takaisin kattilaan. (Huhtinen ym. 2000, 11.) KUVIO 1. Esimerkki sähkön ja kaukolämmön tuotantoprosessista (mukaillen Tuliniemi 2011) 2.2 Kokkola Powerin voimalaitos Kokkola Powerilla (KUVIO 2) on käytössä polttoaineteholtaan 108 megawatin kiertopetikattila C5, joka tuottaa 60 baarin höyrynpaineen. Polttoaineena kattilassa käytetään turvetta ja puuhaketta. Tämän lisäksi lämpövoimalaitoksella on yksi polttoaineteholtaan 180 MW ja paineeltaan 60 baarin raskaspolttoöljykattila C4, joka on tällä hetkellä säilönnässä, sekä kaksi pienempää, polttoaineteholtaan 12,5 MW:n

11 6 raskaspolttoöljykattilaa C6 ja C7. Jälkimmäiset tuottavat tarvittaessa 5 baarin höyrynpaineet ja ovat käytössä, jos kaukolämmöstä tai prosessihöyrystä on puutetta. C5-kattilaan kytketty turbiini tuottaa sähköä 35 MW. Lisäksi laitoksella voidaan tuottaa kaukolämpöä 80 MW sekä prosessihöyryä 35 MW. Polttoaineiden lisäksi Kokkola Powerilla käytetään yhtenä energialähteenä teollisuudesta saatavaa höyryä. (Tuliniemi 2011.) KUVIO 2. Kokkola Powerin voimalaitos (Tuliniemi 2011) 2.3 Kokkolan Voiman voimalaitos Kokkolan Voiman voimalaitos (KUVIO 3) on yhteistuotantolaitos, joka tuottaa sähköä, kaukolämpöä ja prosessihöyryä. Vuonna 2001 valmistunut kattila K1 on sähkön ja lämmön yhteistuotantokattila, jonka polttoaineteho on 80 MW. Kattilaan on liitetty Siemens AG:n toimittama vastapaineturbiini, jolla voidaan tuottaa sähkötehoa 20 MW. Tämän lisäksi K1 tuottaa 50 MW kaukolämpötehoa. K1 on luonnonkiertolieriöllinen kerrosleijupetikattila, jonka tuottaman tuorehöyryn paine on 80 baaria ja lämpötila 428 C. (Pohjolan Voima 2009.)

12 7 Toinen Kokkolan Voimalla käytössä oleva kattila on vuonna 2009 valmistunut prosessihöyrykattila K2. Kattilalla tuotetaan 270 C:n lämpöistä 40 baarin höyryä lähialueen teollisuuden käyttöön, eikä sitä ole liitetty voimalaitoksen turbiiniin sähköntuotantoa varten. K2 on myös luonnonkiertolieriöllinen leijupetikattila, jolla saadaan tuotettua prosessihöyryä 15 MW. Tarvittaessa prosessihöyryä saadaan otettua myös K1-kattilan höyrynkierrosta. (Pohjolan Voima 2009.) Molemmat kattilat K1 ja K2 käyttävät polttoaineina metsähaketta, turvetta, puusivutuotteita ja ruokohelpiä. Tämän lisäksi laitoksella on käytössä raskaspolttoöljyllä toimiva lämminvesikattila kaukolämmön tuotantoa varten. Kattilalla voidaan tuottaa 15 megawattia kaukolämpötehoa. (Pohjolan Voima 2009.) KUVIO 3. Kokkolan Voiman voimalaitos (Tuliniemi 2011) Kokkolan Voimalla otetaan myös talteen lähialueen teollisuuden tuottamaa hukkalämpöä. Prosessiteollisuuden lämmöntalteenoton avulla voidaan saada kerättyä 15 MW kaukolämpötehoa voimalaitoksen käyttöön. (Tuliniemi 2011.)
13 8 3 KUNNOSSAPITO Kunnossapito on erittäin tärkeä tekijä niin teollisuudessa kuin muuallakin yhteiskunnassa. Tuotantotoiminnan yhteydessä kunnossapitoon kuuluu tuotantolaitteiden kunnonvalvontaa, kunnon ylläpitoa, suorituskyvyn parantamista ja vikakorjausta. Yleisessä kunnossapidossa varmistetaan toiminnan perusedellytysten, kuten esimerkiksi veden, sähkön ja lämmityksen saatavuus, ja pidetään yllä rakennusten kuntoa. (Opetushallitus 2013.) Kunnossapitotoiminta on yksi suurimmista kustannustekijöistä yrityksissä, ja lisäksi se vaikuttaa yrityksen tulokseen epäsuorasti, joten sitä on haasteellista ottaa aina oikein huomioon. Kunnossapito voidaan nähdä yrityksessä vain yhtenä kulujen aiheuttajan korkeiden kustannustensa takia, mutta tehokkaasti suunniteltu kunnossapito vaikuttaa suoraan tuotannon kokonaistehokkuuteen ja sitä kautta voi parantaa selvästi yrityksen tulosta. Koska kunnossapito on suurin kontrolloimaton kustannuserä yrityksille, on tärkeää, että pyritään oikealla suunnitelulla välttämään odottamattomia kunnossapitotoimia ja siten pitämään kustannukset hallinnassa. (Mikkonen, Miettinen, Leinonen, Jantunen, Kokko, Riutta, Sulo, Komonen, Lumme, Kautto, Heinonen, Lakka & Mäkeläinen 2009, 38.) Yksi koko ajan tärkeämmäksi muuttuva tekijä teollisuudessa on henkilö- ja ympäristöturvallisuus. Yhteiskunta ja lainsäädännöt eivät salli yritysten työntekijöiden asettamista alttiiksi tapaturmille. Rikkoontunut kone saattaa käyttäytyä arvaamattomasti ja on siten usein vaarallinen käyttäjälleen. Kunnossapidon tehtävä on huolehtia, että näin ei pääse käymään. Itse kunnossapito vaatii myös usein toimia, jotka poikkeavat rutiinista ja ovat jopa vaarallisia, joten riskit täytyy arvioida tarkkaan ennen kunnostustöitä. Ympäristökriteerit asettavat tiukkoja vaatimuksia laitteille, ja lisäksi ympäristötietoisuus on koko ajan tärkeämpää yrityksen imagon kannalta.
14 9 On kunnossapidon tehtävä huolehtia, että laitteet eivät aiheuta ympäristövahinkoja. (Järviö, Lappalainen, Parantainen, Piispa & Åström 2004, 15.) 3.1 Kunnossapidon määritelmä Kunnossapidon tarpeet täytyy aina ottaa huomioon tilanteiden mukaan, mikä tarkoittaa, että ei ole olemassa pelkästään yhtä oikeaa tapaa kunnossapidon määrittämiseen. Monista kansainvälisistä ja kansallisista standardeista ja alan teoksista löytyy kuitenkin määritelmiä, jotka kuvastavat hyvin kunnossapidon pääkohtia. (Mikkonen ym. 2009, 26.) Standardi PSK 6201 määrittelee kunnossapidon seuraavasti: Kunnossapito on kaikkien niiden teknisten, hallinnollisten ja johtamiseen liittyvien toimenpiteiden kokonaisuus, joiden tarkoituksena on säilyttää kohde tilassa tai palauttaa se tilaan, jossa se pystyy suorittamaan vaaditun toiminnon koko elinjakson aikana. (PSK , 2.) Eurooppalaisessa standardissa SFS-EN kunnossapito määritellään seuraavalla tavalla: Kunnossapito koostuu kaikista kohteen elinjakson aikaisista teknisistä, hallinnollisista ja liikkeenjohdollisista toimenpiteistä, joiden tarkoituksena on ylläpitää tai palauttaa kohteen toimintakyky sellaiseksi, että kohde pystyy suorittamaan vaaditun toiminnon. (SFS-EN , 8.) Edellä mainitut määritelmät ovat sisällöltään erittäin lähellä toisiaan, joten niiden perusteella kunnossapidon määritelmä voidaan jakaa kahteen eri pääkohtaan. En-
15 10 simmäisenä ovat kunnossapidon tekniset toimet, joilla kohde pidetään toimintakuntoisena tai kunnostetaan vaadittuun tilaan. Toisena ovat hallinnolliset ja johdolliset toimet, joilla määritetään kohteelle asetettavat toimintavaatimukset ja kunnossapitotoimet ja johdetaan teknistä kunnossapitoa. (Mikkonen ym. 2009, 26.) 3.2 Kunnossapitolajit Kunnossapidon toimien jakaminen eri lajeihin on tärkeää yrityksen tehokkaan johtamisen kannalta. Sen avulla voidaan seurata eri työlajien kustannuksia ja työtuntien määriä, mistä saadaan kuva kunnossapidon tehokkuudesta. Samoin kuin kunnossapidon määritelmä, myös kunnossapitolajit on mainittu eri standardeissa. Jaottelu on hieman erilainen standardin mukaan (KUVIO 4 ja KUVIO 5), mutta perussisältö on kaikissa samankaltainen, sillä ne kaikki perustuvat suunnitellun ja suunnittelemattoman kunnossapidon väliseen jakoon. (Järviö & Lehtiö 2012, ) Suunniteltu kunnossapito Ehkäisevä kunnossapito Kunnostaminen Jaksotettu kunnossapito Kuntoon perustuva kunnossapito Kunnossapitolajit Parantava kunnossapito Häiriökorjaukset Välittömät korjaukset Siirretyt korjaukset KUVIO 4. Kunnossapito PSK:n mukaan. (PSK , 22)
16 11 Kunnossapito Ehkäisevä kunnossapito Korjaava kunnosspito Kuntoon perustuva kunnossapito Jaksotettu kunnossapito Siirretty Välitön Aikataulutettu, vaadittaessa tai jatkuvaa Aikataulutettu KUVIO 5. Kunnossapito SFS:n mukaan. (SFS-EN , 34) Järviö ja Lehtiö (2012, ) jakavat yrityksen tuotanto-omaisuuden hoitamisen viiteen päälajiin, huoltoon, ehkäisevään kunnossapitoon, korjaavaan kunnossapitoon, parantavaan kunnossapitoon sekä vikojen ja vikaantumisen selvittämiseen. Nämä lajit muodostavat kokonaisuuden, jonka avulla tuotantolaitoksen kunnossapitoa voidaan seurata ja hallita. Jako eroaa standardien määritelmistä jonkin verran, eikä kaikissa niissä myöskään mainita kaikkia edellä esitettyjä lajeja. Huollon tavoitteena on pitää kohteen toimintakykyä ja estää vaurioiden syntyminen. Yleensä huolto on jaksotettu aikaväleille, jotka määräytyvät käytön määrän, rasittavuuden ja käyttöajan mukaan. Huoltoon kuuluu muun muassa käyttäjäkunnossapito, voitelu, puhdistus, kuluvien osien vaihtaminen ja kalibrointi. (Järviö & Lehtiö 2012, 49.)
17 12 Ehkäisevä kunnossapito seuraa kohteen kykyä suoriutua vaaditusta tehtävästä. Valvonnalla vähennetään kohteen vikaantumisen todennäköisyyttä ja pidetään yllä sen toimintakykyä. Esimerkkejä ehkäisevän kunnossapidon toimista ovat tarkastukset, testaaminen, käynninvalvonta, vikaantumistietojen tutkiminen sekä kuntoon perustuva kunnossapito. Viimeisen osalta ehkäisevän kunnossapidon tehtävät, esimerkiksi puhdistus ja kuluneiden osien vaihdot, ovat osittain päällekkäisiä huollon toimien kanssa. (Järviö & Lehtiö 2012, 50.) Korjaavan kunnossapidon tarkoitus on palauttaa vikaantunut osa tai komponentti käyttökuntoon. Kyseessä saattaa olla odottamaton häiriökorjaus tai suunniteltu kunnostus. Korjaavan kunnossapidon suoritusten välejä tutkimalla voidaan määrittää vikaantuvan komponentin elinikä. Pääkohdat korjaavassa kunnossapidossa ovat vian määrittäminen, sen tunnistaminen ja paikallistaminen sekä korjaus. (Järviö & Lehtiö 2012, 50.) Parantava kunnossapito sisältää kolme pääryhmää. Ensimmäisessä kohdetta muutetaan vaihtamalla alkuperäisten huonompilaatuisten osien tilalle uudempia ja kestävämpiä osia. Tässä prosessissa itse kohteen suorituskyky ei varsinaisesti muutu, vaan sen luotettavuus paranee. Toinen menetelmä parantaa kohteen toimintavarmuutta on uudelleensuunnittelu. Tämäkään ei vaikuta laitteen suorituskykyyn, vaan sen luotettavuus paranee, kun sen toiminta muutetaan paremmaksi aiempia kokemuksia hyväksi käyttäen. Kolmas pääryhmä on modernisaatiot, joissa muutetaan kohteen kykyä suoriutua halutuista tehtävistä uudistamalla kone ja usein lisäksi myös prosessi. Menetelmällä pyritään saattamaan potentiaalinen, mutta vanhentunut tuotantolaite sekä myös prosessi ajan tasalle. Tämä tulee yleensä halvemmaksi kuin niiden poistaminen käytöstä ja uuteen investoiminen. (Järviö & Lehtiö 2012, 50.)
18 13 Viimeinen kunnossapitolaji, vikojen ja vikaantumisten analysointi, jää kokonaan määrittelemättä standardeissa, ja sitä harvemmin mielletään kunnossapidon osaksi. Nykyään on kuitenkin käytössä menetelmiä, joilla voidaan kerätä tietoa esimerkiksi koneen kuormituksesta, käyttötavasta ja olosuhteista. Näitä tietoja analysoimalla voidaan päästä käsiksi vikaantumisia aiheuttaviin perussyihin. Niitä tutkimalla voidaan kohteen kunnossapito suunnitella oikein ja havaita viat ennen kuin tuotanto kärsii. Vika-analyysin lisäksi käytettäviä menetelmiä ovat esimerkiksi vikaantumisen simulointi ja mallintaminen, materiaalin ja suunnittelun analysointi ja vikaantumispotentiaalin kartoitukset. (Järviö & Lehtiö 2012, 51.)
19 14 4 VIKAANTUMINEN Järviö ja Lehtiö (2012, 67.) määrittelevät vikaantumisen ja vian siten, että vika on tila, joka syntyy vikaantumisen seurauksena. Tässä tilassa kohde ei kykene suorittamaan siltä vaadittua toimintoa riittävän hyvin tai ollenkaan. Vika voidaan luokitella häiriöksi, joka voidaan poistaa säätämällä, puhdistamalla tai yksinkertaisesti käynnistämällä uudelleen. Tämän lisäksi vika voidaan luokitella vaurioksi, joka tarkoittaa, että kohde on rikkoontunut ja se täytyy kunnostaa. Molemmat tapaukset aiheuttavat tuotannon pysähtymisen ja tuotannon menetyksiä. Myös standardeissa on kuvattu laajasti vian ja vikaantumisen käsitteitä. 4.1 Vikaantumisen syyt ja ehkäisy Vikaantuminen johtuu melkein aina pohjimmiltaan ihmisten toiminnasta. Jos laitetta huollettaisiin ja sen kuntoa valvottaisiin täydellisesti, ei se pääsisi vikaantumaan. Todellisuudessa tämä ei kuitenkaan ole mahdollista, koska vikoja aiheuttavia tekijöitä todella paljon. Yleinen syy on se, että laitteen käyttöolosuhteet eivät ole optimaaliset, mikä voi aiheuttaa sen, että vikoja pääsee syntymään. Lika voi esimerkiksi peittää vaurioituneet kohdat tai aiheuttaa kuumenemista. Lika ja esimerkiksi ylimääräiset varastot voivat myös tukkia reittejä ja vaikeuttaa kunnollista laitteiden tarkastusta. Yksi syy saattaa olla vääränlainen käyttö, joka voi johtua puutteellisesta koulutuksesta. Sama pätee myös kunnossapitohenkilökuntaan. Heikko koulutus voi johtaa siihen, että vikoja ei tunnisteta ja niitä voidaan jopa korjata väärin. Vikojen aiheuttamat oireet saattavat olla niin pieniä, että niitä ei pidetä oleellisina. Koneen käyttäjältäkin on siis perusteltua vaatia jonkinlaista ymmärrystä kunnossapidosta, jotta kriittiset viat tulevat ilmi. Toinen syy vikaantumiseen voi olla laitteen
20 15 laiminlyönti esimerkiksi sillä perusteella, että ajatellaan huollon olevan jonkin muun henkilön tehtävä. Laiminlyöntiä on myös se, että jo syntyneistä vioista ei välitetä eikä niistä raportoida. Pahimmillaan vikaantuminen voi johtua jopa tahallisesta väärinkäytöstä. (Järviö & Lehtiö 2012, ) Nykyajan kunnossapidolla pyritään estämään vikojen kehittymistä. Tähän panostaminen on jopa tärkeämpää kuin vikojen tehokas korjaaminen. Paras tapa vikojen synnyn estämiseksi on niiden tutkiminen ja syntymissyyn määrittäminen. Vika ei koskaan synny itsestään. Jos vikaa aiheuttava tekijä löydetään, voidaan se mahdollisesti poistaa tai ainakin siihen voidaan varautua. Vikaantumista voidaan kuvata niin sanotulla Point to Failure -kuvaajalla (PF-kuvaaja) (KUVIO 6). Kuvaajan mukaan vika esiintyy ensin huomaamattomana, mutta alkaa ennen pitkää oireilla, niin että se huomataan. Tämän jälkeen on tietty aika reagoida vikaan, ennen kuin laitevika pysäyttää tuotannon. (Järviö & Lehtiö 2012, ) KUVIO 6. PF-kuvaaja (Järviö & Lehtiö 2012, 75.) Ehkäisevän kunnossapidon menetelmillä voidaan tutkia juuri kehittyviä vikoja. Mittaavista tekniikoista esimerkiksi värähtelymittauksilla ja lämpötilamittauksilla
21 16 voidaan löytää alullaan oleva laakerivika tai öljyanalyysillä voidaan havaita rikkoontuneesta laitteesta irronneita hiukkasia. Tehokkaalla valvonnalla voidaan PFkuvaajalla oleva vian havaitsemiskohta siirtää lähemmäs sen syntyä, joten reaktioaika jää pidemmäksi, ennen kuin tuotanto pysähtyy. Mittaustulosten ja vikahistorian perusteella voidaan myös optimoida esimerkiksi laakerien voiteluväliä, ketjujen kireyksiä ja kuluvien osien vaihtovälejä. Näin vältetään odottamattomia tuotantokatkoksia ja turhia vikaantumisia. (Järviö ym. 2004, 58.) 4.2 Vikaantumisen vaikutukset Vikaantumisella on aina jonkinlainen vaikutus yrityksen toimintaan. Vaikutus voi kohdistua tuotannon laatuun, tulokseen tai kustannuksiin vioista aiheutuneiden tuotantokatkosten kautta. Pahimmillaan vika voi aiheuttaa henkilö- ja ympäristöturvallisuuden heikkenemistä. Osa vioista ei välttämättä vaikuta suoranaisesti mihinkään edellä mainituista, mutta ne voivat olla syynä myöhemmin syntyviin vakavampiin vikoihin. Yleensä vikoihin reagoidaan niiden vakavuuden ja sen perusteella. Jos vika aiheuttaa yritykselle suuria ongelmia, sen ehkäisemiseksi nähdään paljon vaivaa. Tällöin asetetaan suuri arvo vian synnyn ennustamiselle, jotta seuraukset olisivat mahdollisimman pienet. Jos vian seuraukset eivät ole vakavia, saatetaan vian korjaus suorittaa vain aina sen synnyttyä. (Mikkonen ym. 2009, 158.)
22 17 5 LAAKERIEN KUNNOSSAPITO Laakerit ovat kone-elimiä, jotka mahdollistavat akselin pyörivän liikkeen kannatusrakenteessa ja samalla kantavat kuormituksen, jonka laitteen toiminta aiheuttaa. Laakereiden ominaisuuksille asetetaan erilaisia vaatimuksia toiminnan, käyttöolosuhteiden ja laitteen rakenteen mukaan. Yleensä laitteiden suunnittelussa käytetään kahta laakereiden päätyyppiä, vierintälaakereita ja liukulaakereita. Näillä laakerityypeillä on se ero, että liukulaakerissa laakerin liukupinta ja akseli liukuvat vastakkain kitkaa vähentävän voiteluaineen avustuksella. Vierintälaakerissa taas vierivä osa laakerin renkaiden välissä mahdollistaa pyörivän liikkeen. Vierivä osa voi olla esimerkiksi kuula tai rulla. Vierintälaakerikin vaatii kuitenkin myös riittävän voitelun toimiakseen kunnollisesti. (Ansaharju 2009, 135.) 5.1 Vierintälaakerit ja liukulaakerit Vierintälaakerien edut perustuvat pääosin siihen, että vierintävastus kappaleiden välillä on pienempi kuin liukuvastus. Vierintälaakeri koostuu tavallisesti kahdesta sisäkkäisestä renkaasta ja niiden välissä olevista vierintäelimistä, joiden välityksellä laakeriin kohdistuva kuorma siirtyy. Vierintäelimet ovat kiinni pitimessä, joka pitää niitä paikallaan, mutta kuitenkin sallii niiden pyörimisen. Vierintälaakereita on useita erityyppisiä, ja niillä jokaisella on omat etunsa ja heikkoutensa. Tyypit voidaan jaotella esimerkiksi vierintäelinten muodon mukaan, (kuulalaakerit, rullalaakerit, neulalaakerit jne.) tai laakerin muodon mukaan, (pallomainen laakeri, kartiolaakeri, yksi- tai useampirivinen laakeri jne.) Oikein valittuna ja vierintälaakerit soveltuvat lähes kaikkiin kohteisiin. Kunnollisella voitelulla ja kunnossapidolla ne
23 18 kestävät suuriakin kierrosnopeuksia ja kuormia sekä kohtalaisia lämpötiloja. (Ansaharju 2009, ) Liukulaakerin käyttö on nykyään vähentynyt vierintälaakereiden ominaisuuksien kehityttyä yhä paremmiksi. Silti liukulaakerilla on selkeitä etuja, joiden vuoksi sitä yhä käytetään hyvinkin vaativissa kohteissa. Liukulaakerin etuja ovat esimerkiksi se, että se voidaan valmistaa tarvittaessa itse, mikä on hyödyksi kunnossapito- ja asennustöissä. Liukulaakeri on myös mahdollista asentaa puolikkaina, mikä helpottaa sen asentamista esimerkiksi kampiakselin kaulalle, jonne on vaikea saada kokonaisena asennettavaa vierintälaakeria. Liukulaakeri on usein rakenteeltaan erillinen laakeripesä tai koneen runkoon tehty reikä, johon on asennettu laakerimetalliholkki. Akseli pyörii pesän tai holkin sisällä. Liukulaakerin voitelu tapahtuu yleensä rasvavoiteluna tai öljyvoiteluna. Rasvavoitelua käytetään, kun pyörimisnopeudet, kuormitus ja laitteen käyttölämpötila pysyvät alhaisina. Rasvaa lisätään laakeriin voitelunipan kautta puristamalla tai voitelukupin avulla. Öljyvoitelu taas soveltuu nopeasti pyöriviin liukulaakereihin. Usein öljyvoitelu tapahtuu kiertovoiteluna, jolloin öljy myös jäähdyttää laakeria. Voitelu voi olla myös käsivoitelua tippakannun tai voitelupuristimen avulla. Liukulaakerit voivat olla myös itsevoitelevia. Tässä tapauksessa laakeri on valmistettu sintratusta laakerimetallista, jonka huokoiseen rakenteeseen on imeytetty öljyä, joka toimii voiteluaineena käytön aikana. (Ansaharju 2009, ) 5.2 Laakerien vikaantuminen Vierintälaakerien elinikä voidaan teoriassa laskea useiden erilaisten siihen liittyvien tekijöiden perusteella. Näitä tekijöitä ovat esimerkiksi laakeriin eri suunnista koh-
24 19 distuva kuorma, pyörimisnopeus ja laakerin tyyppi sekä laskuihin lisättävät varmuuskertoimet. Nämä ovat helposti huomioon otettavia tekijöitä, mutta eliniän määrittämisessä täytyy ottaa myös huomioon erilaiset olosuhteet, esimerkiksi ympäristön puhtaus, kosteus ja lämpötila, jotka tuovat laskentaan huonontavia kertoimia. Eri laakerinvalmistajien tarjoamat laskentamallit saattavat poiketa hiukan toisistaan, mutta ne kaikki perustuvat näihin samoihin tekijöihin. (SKF 2010, ) Laakerin elinikää laskettaessa käytetään perusolettamuksia, joiden mukaan laakerissa ei ole valmistusvirheitä, se on juuri sopiva kohteeseen ja on asennettu oikein, voitelu on oikeanlaista, laakeri on oikein suojattu, olosuhteet ovat odotetun kaltaiset ja laakerin kunnossapito on oikeanlaista. Todellisuudessa näiden olettamusten varaan ei voida täysin laskea, sillä olosuhteet voivat muuttua ja inhimillisille erehdyksille täytyy jättää myös varaa. (SKF 2010, 290.) Vain murto-osa käytössä olevista laakereista vikaantuu laitteen eliniän aikana. 90 % laakereista kestää kauemmin kuin laite ja 9,5 % vaihdetaan ennen vikaantumista. Noin 0,5 % vaihdetaan vikaantumisen vuoksi. Laakerin rikkoontumiselle voi olla useita erilaisia syitä, esimerkiksi rasitus, vääränlainen voitelu, lika, tehottomat tiivisteet, väärinasennus ja väärä mitoitus. SKF:n mukaan 1/3 vikaantumisista johtuu rasituksesta, 1/3 voiteluun liittyvistä ongelmista, 1/6 laakerin likaantumisesta ja 1/6 muista syistä esimerkiksi vääränlaisesta käytöstä. Vikaantumisten syyt vaihtelevat kuitenkin teollisuuden toimialoittain. Esimerkiksi paperiteollisuudessa suurin osa vioista johtuu likaantumisesta ja voitelusta rasituksen sijaan. (SKF 2010, 230.) Laakerin vääränlainen toiminta aiheuttaa yleensä tunnistettavia oireita, joita tutkimalla voidaan tunnistaa vika ja sen syy. Tapauksen mukaan aika oireen alkamisella ja laakerin pettämisen välillä voi vaihdella muutamasta minuutista kuukausiin. (Rolling Bearing Damage 2008, 4.) Tavallisimpia oireita ovat laakerin liika lämpeneminen, lisääntynyt melu, värinä, akselin vääränlainen liike, sekä laakerin ja akse-

25 20 lin välinen hankaus. Oireille voi olla useita erilaisia syitä, esimerkiksi lämpeneminen voi johtua muun muassa väärästä voiteluaineen määrästä tai kuorman määrästä. Värinä voi johtua väljistä sovitteista tai väärästä laitteen linjauksesta, ja melu voi johtua laakeriin päässeestä liasta tai laakerin osien liukumisesta. Samalla tavalla yksi syy voi aiheuttaa monia erilaisia oireita. Liian vähäinen voitelu voi aiheuttaa lämpenemisen lisäksi melutason nousua, ja metallin liukuminen aiheuttaa myös värinää. (SKF 2010, ) Vikaantumisen syiden tunnistaminen voi olla vaikeaa, joten joskus joudutaan käyttämään poissulkevaa menetelmää ongelman poistamiseksi. Erilaiset viat aiheuttavat kuitenkin myös laakeriin niille ominaisia fyysisiä jälkiä. Esimerkiksi SKF on kuvannut ja listannut kunnossapitohenkilöstölle erilaisia vikaantumismalleja, joiden avulla vikojen syyt voidaan tunnistaa. Tässä listassa viat jaotellaan ennen käyttöönottoa ja käytön aikana syntyneiksi. Ennen käyttöönottoa syntyviä vikoja ovat väärät laakerien sovitteet, vialliset akselit ja laakeripesät, väärä linjaus, väärinasennus, laakerin läpi kulkenut jännite ja vääränlainen kuljetus ja varastointi. Esimerkiksi väärät sovitteet voivat aiheuttaa laakerin liukumista (KUVIO 7) tai jännitystä laakerissa. Väärinasennus voi aiheuttaa laakerissa kolhuja ja muodonmuutoksia, jotka heikentävät sen kestävyyttä. Käytön aikana syntyneitä vikoja aiheuttavat esimerkiksi laakerin materiaalin väsyminen, tehottoman voitelun aiheuttama kuluminen, tiivisteviat ja niiden aiheuttama likaantuminen, laitteen tärinä ja suuri sähkövirran pääsy laakerin läpi. (SKF 2010, ) KUVIO 7. Laakerin liukumisesta aiheutunutta kulumista. (SKF 2010, 300.)
, tärinää, melua, rasitusta ja korroosiota (Rolling Bearing Damage 2008, 13).")
26 Lian vaikutus laakerissa Lika on tekijä, joka voi kriittisesti lyhentää laakerin elinikää ja lisäksi vaikuttaa myös voiteluaineen ja tiivisteiden toiminta-aikaan. Laakeriin kerääntyneet partikkelit ja kosteus voivat aiheuttaa laakerissa kulumista (KUVIO 8), tärinää, melua, rasitusta ja korroosiota (Rolling Bearing Damage 2008, 13). Laakerin puhtaus täytyy ottaa huomioon sekä asennuksessa että kunnossapidon aikana. Laakeri täytyy säilyttää puhtaassa pakkauksessa asennushetkeen asti. Asennusvaiheessa täytyy pitää huoli, että kohde, johon laakeri asennetaan, on puhdistettu. Uudelleenvoitelussa käytettävän rasvan täytyy olla puhdasta ja roiskunut rasva täytyy pyyhkiä välittömästi pois, jotta siihen ei ala kerääntyä likaa. Ohjesääntönä onkin, että laakeria on helpompi estää likaantumasta kuin puhdistaa se. (SKF 2010, 28.) KUVIO 8. Erikovuisten partikkelien aiheuttamia kulumia. (Rolling Bearing Damage 2008, 22) Lian ja kosteuden pääsyä laakeriin voidaan rajoittaa tiivisteillä. Kuitenkin toiminnan kannalta on lisäksi tärkeää, että laakerit ja niiden ympäristö pidetään puhtaana, sillä tiivisteiden kunto heikkenee likaisissa olosuhteissa ja ne päästävät jonkin verran likaa läpi alusta asti. Tiivisteen tarkoitus on myös pitää voiteluaine laakerin sisällä. Käyttötarkoituksen mukaan on laakereita, joihin on integroitu tiivisteet ja tiivisteitä, jotka tulevat laakerin ulkopuolelle. (SKF 2010, 39.)
27 22 6 VOITELU Eri kosketustilanteet pintojen välillä voidaan karkeasti jakaa kolmeen pääryhmään: vierintäkosketukseen, liukukosketukseen, sekä näiden yhdistelmään. Vierintäkosketusta tapahtuu esimerkiksi vierintälaakerissa, kun taas liukukosketuksen kuvaamiseen sopii hyvin esimerkiksi liukulaakeri. Näiden yhdistelmää kuvaa hyvin hammaspyörän hampaiden kosketus ryntövaiheessa. Kun koneenosien kosketuspinnat liikkuvat toistensa suhteen, syntyy aina kitkaa ja sen vaikutuksesta kulumista. Kuluminen voi olla pintojen toisiinsa tarttumisesta aiheutuvaa eli adhesiivista, hiovaa eli abrasiivista, pintakalvoissa tapahtuvaa tribokemiallista ja väsymisrasituksesta aiheutuvaa väsymiskulumista. (Anttila, Kajander, Korpi, Lehtovaara, Luukkainen, Malinen, Malkamäki, Miettinen, Mikkola, Pietiläinen, Pulkkinen, Rinkinen, Ronkainen, Räty, Strengell, Suontama, Säynätjoki, Vihersalo, Virtanen & Vuolle 2013, ) Kulumista pyritään vähentämään erottamalla pinnat toisistaan voitelukalvolla. Tärkeimpiä tehtäviä voitelulla kitkan ja kulumisen vähentämisen lisäksi ovat jäähdyttäminen, epäpuhtauksien vähentäminen ja poiskuljettaminen, värähtelyjen vaimentaminen ja korroosionesto. Periaatteessa voiteluaineeksi kelpaa mikä tahansa helposti leikkautuva nestemäinen, kiinteä, tai kaasumainen materiaali. Teollisuudessa yleisimpiä voiteluaineita ovat rasvat ja öljyt. (Anttila ym. 2013, 11.) Tässä luvussa kuitenkin tutkitaan erityisesti rasvoja voiteluaineina.

28 Voitelumekanismit Voitelu kosketuspintojen välisen kitkan vähentämiseksi voi olla suunnittelu- ja käyttöarvojen mukaan nestevoitelua, sekavoitelua tai rajavoitelua (KUVIO 9). Näitä mekanismeja ja voitelun toimivuutta voidaan verrata voitelukalvon ominaispaksuudella. Ominaispaksuutta kuvataan merkillä λ, jonka arvo saadaan seuraavasta yhtälöstä. (Anttila ym. 2013, 19.) h min λ= σ σ 2 Yhtälössä hmin on voiteluaineen minimipaksuus. σ1 ja σ2 kuvaavat toisiaan vastaavien pintojen pinnankarheuksien rms-arvoa, joka on noin 1,3-kertainen kappaleen pinnankarheuden arvoon eli Ra-arvoon verrattuna. Ominaispaksuus on suuntaa antava. Sen perusteella ei voida suoraan mitata voitelun toimivuutta, varsinkaan, jos λ-arvo on pienempi kuin 1. (Anttila ym. 2013, 19.) KUVIO 9. Voitelumekanismit. (Anttila ym. 2013, 19) Seka- ja rajavoitelua käytetään pienillä kierrosnopeuksilla pyörivissä vierintä- ja liukulaakereissa, hammaskytkimissä, hammaspyörissä ja murrosnivelissä (Anttila
29 24 ym. 2013, 34). Rajavoitelu on tilanne, jossa vastinpintojen pinnankarheushuiput koskettavat toisiaan selvästi ja jossa voi syntyä kuivakitkaa. Tässä tapauksessa pintoja erottavaa voitelukalvoa ei vielä tai enää ole olemassa. Rajavoitelutilanteeseen johtavia tekijöitä voivat olla liian alhainen voiteluaineen viskositeetti lämpötilaan nähden, hidas liikenopeus pintojen välillä, suuri kuormitus, liian alhainen voiteluaineen määrä tai huonot lämmönsiirto-ominaisuudet. Toimiva voitelu riippuu suuresti pintakalvojen tarttuvuudesta, stabiilisuudesta ja muodostumisnopeudesta pintojen välillä. Hallitussa rajavoitelussa suojaavan kalvon muodostavat voiteluaineen lisäaineet niiden reagoidessa kosketuspintojen kanssa. Kalvonpaksuus on silloin 1 10 nm ja kitkakerroin noin 0,1. Tällöin kalvojen paksuus on selvästi pienempi kuin pinnankarheus. Jos pintojen välinen kalvo pettää, voi kitkakerroin nousta samalle tasolle materiaaliparin kuivakitka-arvojen kanssa. (Anttila ym. 2013, ) Sekavoitelu on nestevoitelun ja rajavoitelun yhdistelmätilanne. Siinäkin kuormitusta välittyy pinnankarheuden huippujen kautta, mutta pienikitkainen voiteluainekalvo kantaa myös osan kuormituksesta. Kun voitelukalvon paksuus kasvaa, kosketuspintojen välinen kitkakerroin pienenee siitä syystä, että pinnankarheushuippujen kautta välittyvä kuormitus on vähäisempää. Sekavoitelutilanne on hyvin altis olosuhteiden muutoksille. Esimerkiksi lämpötilan vaihtelut kosketuksessa voivat muuttaa sekavoitelun rajavoitelutilanteeksi. Sekä seka- että rajavoitelutilanteessa voi syntyä esimerkiksi kitkaa, lämpöä ja kulumista lisääviä pintojen hitsautumia. Puhtaassa nestevoitelussa pinnat on erotettu toisistaan kokonaan voitelukalvolla. Tämän seurauksena kitkaa syntyy hyvin vähän eivätkä vastinpinnat juurikaan väsy taikka kulu. Kyseessä on nestevoitelutilanne, jos voitelukalvon ominaispaksuus λ > 4. (Anttila ym. 2013, )
30 Rasvat Voitelurasvat voidaan käsittää eräänlaisena paksuuntuneina öljyinä, jotka koostuvat perusöljystä, jota rasvassa tyypillisesti on noin %, saentimista ja erilaisista lisäaineista. Näiden rakenneosien määriä ja laatuja muuttelemalla voidaan valmistaa useita erityyppisiä rasvoja eri käyttötarkoituksiin. (SKF 2010, 183.) Rasvojen ominaisuuksia tutkitaan ja kehitetään jatkuvasti. Tärkein organisaatio tällä alalla National Lubricating Grease Institute (NLGI), joka on osallistunut voitelurasvojen testaamiseen ja kehittämiseen vuodesta Yksi voitelurasvojen testausmenetelmä on tunkeumamittaus, jossa mitataan rasvojen kovuutta kartiotunkeumakokeella. (Anttila ym. 2013, 66.) Tulos voidaan ilmoittaa yhdeksänä NLGI-luokkana välillä Luokituksessa 000-luokka on juokseva rasva ja luokka 6 on kova rasva. Laakerinvalmistajat ilmoittavat suosittelemansa rasvat yleensä NLGI-luokilla. (Kunnossapitoyhdistys Promaint Ry 2010, 10.) Perusöljyt Suurin komponentti voitelurasvassa on perusöljy, joka vaikuttaakin merkittävästi rasvan voiteluominaisuuksiin. Perusöljyn valinnassa käytetään periaatetta, jonka mukaan perusöljytyypin täytyy olla sama ja sen viskositeetin on oltava yhtä suuri kuin vastaavanlaiseen öljyvoideltuun kohteeseen käytettävän voiteluöljyn viskositeetti. Rasvan jäykkyyden valintaan vaikuttavat voideltavassa kohteessa vallitsevat perusolosuhteet, esimerkiksi värähtelyt, lämpötila, geometria ja voitelun toteutustapa. Perusöljyn omien ominaisuuksien lisäksi jäykkyyteen vaikuttavat käytettävät saentimet ja lisäaineet. (Kunnossapitoyhdistys Promaint Ry 2010, 6.) Perusöljyinä käytetään yleensä mineraali- tai synteettispohjaisia öljyjä. Teollisuudessa käytetään yleensä perusrasvoina raakaöljystä valmistettuja mineraalipohjaisia rasvoja
31 26 näiden laajan soveltuvuusalueen takia. Synteettisiä öljyjä sisältäviä rasvoja käytetään yleensä erikoisolosuhteissa, esimerkiksi erittäin korkeissa tai erittäin matalissa käyttölämpötiloissa. (SKF 2010, 183.) Saentimet Saentimen osuus voitelurasvasta on 5 30 %. Se pyrkii säilyttämään rasvassa olevan öljyn ja lisäaineet mahdollistaen siten rasvan oikeanlaisen toiminnan. Saennin myös muodostaa rasvalle jäykemmän rungon, joka mahdollistaa sen, että rasva pysyy paikallaan kohteessa. (SKF 2010, 183.) Erilaisia saentimia ovat metallisaippuat ja metallikompleksisaippuat, joiden nimitys johtuu emäksen, esimerkiksi litiumhydroksidin ja rasvahapon yhdistelmästä, jota kutsutaan saippuaksi. Lisäksi saentimina käytetään orgaanisia ei-saippuayhdisteitä ja epäorgaanisia yhdisteitä. Nykyään käytettävistä rasvoista suurin osa koostuu litiumrasvoista niiden hyvien ominaisuuksien, esimerkiksi tiivistysominaisuuksien, lämmönkeston, vedensiedon ja korroosiosuojan takia. (Kunnossapitoyhdistys Promaint Ry 2010, 6.) Muita yleisesti käytettäviä saentimia ovat kalsium-, natrium-, barium- ja alumiinipohjaiset saentimet. Eri saentimilla on erilaiset vaikutukset rasvan ominaisuuksiin (TAULUKKO 1). Kompleksisaippuarasvoilla on yleensä parempi suorituskyky ja lämmönsietokyky kuin tavallisilla saippuarasvoilla. Niissä käytetään yleisimmin litium-, kalsium- tai alumiiinikomplekseja. (SKF 2010, 183.)
32 27 TAULUKKO 1. Saentimen vaikutus rasvan ominaisuuksiin. (mukaillen Kunnossapitoyhdistys Promaint Ry 2010, 9.) Saennin Kalsiumsaippua Hydrottu risiiniöljy Kalsium-kompleksisaippua Ominaisuus Lämmönkesto Maksimi lämpötila Vedenkesto Mekaaninen stabiilisuus Eläinrasvahappo D 70 B C-B C B Natriumsaippua B D-C C-B Alumiinisaippua D 80 B D-C Alumiini-kompleksisaippua A A A Litiumsaippua 100 Eläinrasvahappo B B B Hydrottu risiiniöljy Hiilivety rasvahappo B B Litium- kompleksisaippua A B A Epäorgaaninen Orgaaninen B B B B B D-B Savi A C-B B Silica geeli A D-C D-C Polyuretaani A A B Natrium Tereftalaatti A B B A = erittäin hyvä B = hyvä C = kohtalainen D = huono A A Lisäaineet Eri lisäaineita käytetään voitelurasvoissa tietynlaisten ominaisuuksien saavuttamiseksi tai parantamiseksi. Näitä ominaisuuksia voivat muun muassa olla korroosiosuoja, hapettumisen esto, pintapaineenkesto eli Extreme Pressure (EP) ja kulumisen esto eli Anti-Wear (AW). EP- lisäaineen tarkoitus on lisätä voitelukalvon toimivuutta suurten kuormitusten aiheuttaman paineen vaikuttaessa kohteessa. AWlisäaineet muodostavat kappaleen pintaan suojaavan kerroksen EP-aineiden ta-
33 28 paan. (SKF 2010, 184.) Joissain tapauksissa saentimet saattavat heikentää perusöljyjen korroosiosuojaominaisuuksia, joten saattaa olla aiheellista lisätä rasvaan korroosionestoaineita. Raskaasti kuormitetuissa voitelukohteissa rasvaan saatetaan lisätä kiinteitä voiteluaineita, varsinkin jos kohteessa syntyy rajavoitelutilanteita. Kiinteät voiteluaineet helpottavat voitelua, jos perusöljyn voiteluteho heikkenee, esimerkiksi hitaasti pyörivissä kohteissa. Yleisiä tämän tyyppisiä rasvoja ovat molybdeenisulfidirasvat ja grafiittirasvat. (Kunnossapitoyhdistys Promaint Ry 2010, 8.)
34 29 7 LAAKERIEN RASVAVOITELU Voideltavista komponenteista vierintä-, liuku-, lineaari- ja nivellaakerit ovat yleisimpiä, ja niitä on saatavana kestovoideltuina eli huoltovapaina ja jälkivoideltavina laakereina. Vierintälaakereista 90 % on rasvavoideltuja, ja teollisuuden käyttöolosuhteiden takia niistä suuri osa on jälkivoideltuja. Merkittävä osa laakerivaurioista syntyy puutteellisen tai väärin suunnitellun voitelun seurauksena, joten hyvin suunnitellulla ja toteutetulla voitelulla voidaan vaikuttaa suuresti kunnossapidon kustannuksiin ja ehkäistä odottamattomia tuotantokatkoksia. (Kunnossapitoyhdistys Promaint Ry 2010, ) 7.1 Voitelurasvan valinta Kaikilla laakerin kunnon ylläpitämiseksi tehdyillä toimenpiteillä on pieni vaikutus lopputulokseen, jos voiteluun on valittu väärä rasva. Voideltavan kohteen olosuhteet määrittävät rasvanvalinnan. Määrittäviä tekijöitä ovat laitteen asennustapa, laakerin tyyppi ja koko, laakerin kuormitus, käyttölämpötila, pyörimisnopeus, akselin asento, epäpuhtaudet sekä ulkoiset tekijät, kuten värinä. (SKF 2010, 198.) Lämpötila vaikuttaa merkittävästi rasvan käyttöikään. Valmistajat ilmoittavat rasvoille käyttölämpötilat, ja yleinen ongelmia aiheuttava väärinkäsitys on se, että luullaan ilmoitetun käyttölämpötilan olevan rasvan normaali toimintalämpötila. Todellisuudessa lämpötila-alueen äärirajat ilmoittavat vain mahdollisen lyhytaikaisen käytön minimi- ja maksimilämpötilat. Tämä ilmenee kuviosta (KUVIO 10), jossa jatkuvan käytön yläraja (2) on reilusti alempana ja alaraja (3) ylempänä kuin ilmoitetun käyttölämpötilan arvot (1) ja (4). Toimivassa voitelussa täytyy käyttää rasvaa, jolla jat-

35 30 kuvan käytön lämpötilaraja ylittää kohteen käyttölämpötilan. Kuormituksen vaikutus koostuu useista tekijöistä, joita ovat kierrosnopeus, dynaaminen kuormitus, laakerin ilmoitettu dynaaminen kantoluku, laakerin tyyppi ja koko. Useat laite- ja komponenttivalmistajat tarjoavat rasvan valintaa helpottavia tietokonesovelluksia ja asiantuntija-apua. (Kunnossapitoyhdistys Promaint Ry 2010, ) Esimerkiksi SKF:n internetsivuilla on käytettävissä LubeSelect-ohjelma, jonka avulla voidaan valita oikea rasva siihen syötettyjen parametrien avulla (SKF 2010, 189). KUVIO 10. Rasvojen käyttölämpötila-alueet. (Kunnossapitoyhdistys Promaint Ry 2010, 16) NLGI 2 -luokan mineraalirasva litiumpohjaisella saentimella sopii useimpiin teollisuuden sovelluksiin, mutta sitäkään ei voi pitää joka paikan yleisrasvana, vaan muitakin rasvoja joudutaan käyttämään (SKF 2010, 189). Voiteluhuollon käytännön toteutuksen helpottamiseksi usein joudutaan tekemään kompromisseja rasvojen valinnassa, jotta ei jouduta ostamaan ja varastoimaan liian monia eri rasvoja. Silloin
36 31 käytetään yleensä samoja perusrasvoja useimmissa kohteissa ja ehkä joitain eri rasvoja vaativimmissa kohteissa. Tämä yksinkertaistaa kunnossapitohenkilöstön työtä, mutta saattaa aiheuttaa sen, että kaikkiin kohteisiin ei saada valittua niille optimaalista voitelurasvaa. (Kunnossapitoyhdistys Promaint Ry 2010, 13.) 7.2 Voitelulaitteet Laakerien rasvavoitelussa käytettävät tarvikkeet ovat erittäin tärkeitä kunnossapidon työvälineitä, joten on erittäin suositeltavaa, että niiden hankinnassa panostetaan laatuun ja luotettavuuteen. Nykyään on yleistä, että rasvavoitelu on automatisoitu vuorokauden ympäri toimivaksi voitelujärjestelmäksi. Kuitenkin tämän menetelmän rinnalla myös perinteinen manuaalinen voitelu on edelleen hyvin paljon käytetty ja täysin toimiva tapa. Valinta automaattisen ja manuaalisen voitelun välillä riippuu useista tekijöistä, kuten esimerkiksi kohteen kriittisyydestä, voiteluvälistä, rasvamäärästä ja luoksepäästävyydestä. (Anttila ym. 2013, ) Laakeriin lisätään rasva yleensä laakeripesään liitetyn voitelunipan kautta. Nippoja on erilaisia, ja oikean nipan valinta riippuu käytettävän voiteluaineen määrästä. Yleisimmät koneenrakennuksessa käytettävät nipat ovat taso- ja kaulanippoja. Voitelunippojen valmistusstandardit eroavat jonkin verran toisistaan maanosittain, mikä voi vaikeuttaa kunnossapitotoimia. Esimerkiksi amerikkalaisessa standardissa nipan laipan paksuus on eri kuin eurooppalaisessa standardissa. Yleensä nippojen tärkeimpien osien, kuten tasonipan laipan ja kaulanipan kaulaosan mitat on määritetty standardeissa, mutta esimerkiksi nippojen kierteisiin ja valmistusmateriaaleihin ne eivät ota kantaa. Erilaisia nippoja varten täytyy valita niille sopiva voitelutyökalun suukappale (KUVIO 11). Kaulanippaan soveltuvat suukappaleet ovat yleensä sylinterimäisiä 3- tai 4-leukaisia. Hankalia kohteita varten on olemassa
 KUVIO 11.")
37 32 kääntyviä sekä nivelöityjä suukappaleita, jotka helpottavat rasvausta. Tasonipan rasvauksessa suukappaleen valintaan vaikuttavat nipan laipan paksuus ja halkaisija. (Kunnossapitoyhdistys Promaint Ry 2010, 37.) KUVIO 11. Kaulanipan ja tasonipan suukappaleita (Kunnossapitoyhdistys Promaint Ry 2010, 37) Manuaalisessa voitelussa on tärkeää valita oikeanlainen voitelulaite, jotta kohteeseen saadaan tuotua oikea rasvamäärä oikealla paineella. Lisäksi laitteen valintaan vaikuttavat rasvan laatu ja sen tilantarve. Voitelulaitteen suukappale valitaan kohteessa olevan nipan mukaan. Yleiskäyttöön hyvin soveltuvia voitelulaitteita ovat suorat voitelu- ja vipuvarsipuristimet. Suora puristin sopii pienille rasvamäärille, ja kun määrät kasvavat, soveltuu vipuvarsipuristin (KUVIO 12) tehtävään paremmin. Vipuvarsipuristimella voidaan saavuttaa noin baarin paine ja se tuottaa 1 4 grammaa rasvaa yhdellä puristuksella. (Opetushallitus 2013.) Rasvamäärien kasvaessa yhä suuremmiksi käytetään usein rasvasäiliöitä, joihin on liitetty pumppu. Pumput ovat yleensä vipuvarsipumppuja. Suositus on, että rasvan puhtaanapidon takia pumppu asennetaan alkuperäiseen rasva-astiaan, mutta joissain laitteistoissa on myös erikseen täytettävä rasvasäiliö. (Kunnossapitoyhdistys Promaint Ry 2010, )
 Koska teollisuudessa on useimmiten käytettävissä paineilmaa, voidaan rasvavoitelussa tapauskohtaisesti käyttää paineilmatoimisia")

38 33 KUVIO 12. Vipuvarsipuristin (Opetushallitus 2013) Koska teollisuudessa on useimmiten käytettävissä paineilmaa, voidaan rasvavoitelussa tapauskohtaisesti käyttää paineilmatoimisia pumppuja (KUVIO 13). Pumppu koostuu ilmamoottorista ja pumpusta. Ilmamoottorin männän molemmille puolille johdetaan vuorotellen ilmaa, mikä saa männän liikkumaan. Pumpun ja moottorin välissä oleva yhdysakseli välittää mäntien liikkeen ja saa aikaan pumppaustoiminnon. Paineilmatoiminen pumppu liitetään suoraan rasva-astiaan. Astiassa suositellaan käytettäväksi saattokantta, joka pakottaa rasvan tasaisen laskeutumisen astiassa. (Opetushallitus 2013.) KUVIO 13. Saattokannella varustettu rasvapumppu (Opetushallitus 2013)

39 34 Automaattinen voitelujärjestelmä on hyvä valinta, jos kohde on tarkka voiteluaineen määrän ja voiteluvälin suhteen. Automaattijärjestelmä syöttää ennalta määrätyn rasvamäärän tietyin väliajoin, mikä ehkäisee puutteellisesta tai väärästä voitelusta johtuvia konerikkoja ja seisokkeja. Lisäksi se vähentää voiteluaineen kulutusta. Menetelmä soveltuu hyvin vaikeapääsyisiin kohteisiin, mikä parantaa huomattavasti työturvallisuutta. (SKF 2013) Jos voitelukohteita on useita, voi olla kannattavaa käyttää keskusvoitelujärjestelmää. Järjestelmä koostuu ohjausyksiköstä, voiteluainesäiliöstä, putkistosta, pumppausyksiköstä, paineenvalvontayksiköstä ja erikseen säädettävistä annostimista. Ohjausyksikkö ohjaa laitteen toimintaa ja ilmoittaa mahdollisista vioista ja voiteluaineen vajauksesta henkilöstölle. Järjestelmät voivat olla esimerkiksi yksi- tai kaksilinjaisia voitelujärjestelmiä. Yksilinjaista järjestelmää käytetään yksittäisille koneille. Menetelmässä linjan paineistuessa männän liikkeestä rasva siirtyy kohteeseen. Paineen laskeutuessa annostin latautuu uudelleen. Kaksilinjaisessa (KUVIO 14) järjestelmässä männän liike molempiin suuntiin paineistaa yhden linjan, joten toiseen linjaan menee koko ajan rasvaa. Tätä järjestelmää käytetään, jos rasvattavana on useampia laitteita samalla kertaa. (Kunnossapitoyhdistys Promaint Ry 2010, ) KUVIO 14. Kaksilinjainen voiteluainejärjestelmä. (SKF 2013)

40 35 Yksittäisten kohteiden automaattivoitelussa voidaan käyttää lubrikaattoreita (KU- VIO 15), jotka asennetaan suoraan rasvanippaan. Niihin kuuluu sähkömoottori, voiteluainesäiliö sekä integroitu mäntäannostin. Annostimilla voidaan syöttää rasva suoraan voideltavaan kohteeseen. Lubrikaattoreita käytetään tyypillisesti yksittäisissä laitteissa, esimerkiksi kuljettimissa, purkaimissa ja liikkuvassa kalustossa. (Kunnossapitoyhdistys Promaint Ry 2010, ) KUVIO 15. Lubrikaattori. (SKF 2013) 7.3 Rasvamäärän määrittäminen Voitelurasvalla on rajallinen elinikä, jonka aikana rasva lopulta hajoaa ja menettää voiteluominaisuutensa lämpötilan, mekaanisen kulutuksen ja epäpuhtauksien seurauksena. Tämän takia rasva täytyy vaihtaa, ennen kuin se menettää ominaisuutensa, tai laakeriin täytyy ennalta määritetyn ajan välein lisätä rasvaa jälkivoiteluna. Kunnollisen voitelun tärkeimmät tekijä oikean tyyppisen rasvan valinnan lisäksi ovat sopiva jälkivoiteluväli ja oikeat rasvamäärät. Jälkivoiteluvälit ja rasvamäärät riippuvat siitä, suoritetaanko jälkivoitelu manuaalisesti vai automaattisesti. Useissa
41 36 kohteissa laakereita ei kestovoitelun takia tarvitse voidella uudestaan, mutta teollisuuden olosuhteissa jälkivoitelu on tavallinen käytäntö. (SKF 2010, 192.) Laakereita voideltaessa ennen käyttöönottoa täytyy pitää huoli, ettei laakeripesään eikä laakeriin joudu liikaa rasvaa, koska ylitäyttö voi aiheuttaa kuumakäyntitilanteita. Laakerin vapaaseen tilaan kerääntynyt rasva puristuu käynnistyksen yhteydessä ulos laakerista. Jos poistuvalle rasvalle ei ole tarpeeksi tilaa eikä poistumisreittiä, alkaa rasva vatkautua, mikä voi aiheuttaa laakerissa voimakasta lämpenemistä. Tämä saattaa puolestaan aiheuttaa kuumakäyntivaurioita. Jälkivoitelun, kylmäkäynnistyksen ja käyttöönoton jälkeen rasvavoidellun laakerin vierintävastus on korkeimmillaan. Vatkautuminen voi johtaa jopa kymmeniä asteita normaalia käyttölämpötilaa korkeampiin lämpöpiikkeihin. Tämä ilmiö on ehkäistävissä sopivalla rasvamäärällä ja ylimääräisen rasvan poistumisen mahdollistamisella. Asennusvaiheessa laakeri voidaan täyttää rasvalla ja laakeripesän vapaasta tilasta täytetään noin %. Jos jälkivoitelun sijaan rasva vaihdetaan määräajoin, on täyttöaste korkeampi. Hitaasti pyörivien laakerien ja pesien täyttöaste voi olla lähes täysi, koska niissä syntyvä vatkauksesta aiheutuva kitka on paljon alhaisempi. Laakerivalmistajat tarjoavat erilaisia taulukoita, joiden mukaan voidaan määrittää eri laakerisarjojen ja laakeripesien rasvatilavuudet. (Kunnossapitoyhdistys Promaint Ry 2010, ) Jälkivoitelussa käytettävä rasvan määrä voi riippua laakerin koosta ja voiteluvälin tiheydestä. Automaattisessa voitelussa annostelutiheys on suurempi, joten kertaannosmäärät ovat pienempiä. Automaattivoitelulaitteiden valmistajat tarjoavat laskentamallit voiteluainemääriin erilaisissa kohteissa. Jos voitelu suoritetaan manuaalisesti, ovat voiteluvälit henkilöstöresurssisyistä pidempiä, yleensä viikoista jopa vuosiin. (Kunnossapitoyhdistys Promaint Ry 2010, 30.) Rasvamäärää laskettaessa käytetään yleisesti seuraavaa laskentayhtälöä:
42 37 G = D x B x V Yhtälössä G on lisättävä rasvamäärä grammoina, D on laakerin ulkohalkaisija, B laakerin leveys ja V on kerroin, joka määritelmät poikkeavat eri laakerinvalmistajilla hiukan toisistaan. FAG määrittää V:n siten, että V = 0,001, jos voitelu tapahtuu päivittäin, 0,002, jos voidellaan viikoittain ja niin edelleen. FAG:n kerroin on suurimmillaan 0,005, jos voiteluväli on 2 vuotta. (Kunnossapitoyhdistys Promaint Ry 2010, 30.) SKF:n mukaan (SKF 2010, 196) kerroin V = 0,005, jos rasva lisätään laakeriin kyljestä. V = 0,002, jos rasva lisätään laakerin ulkorenkaan keskeltä. Yhtälöiden lisäksi laakerinvalmistajat tarjoavat laskentaohjelmia rasvamäärien määrittämiseksi. Rasvan vanhenemisen takia täytyy jälkivoideltavan laakerin rasva vaihtaa kokonaan ajoittain. Tämä voidaan joskus suorittaa irrottamalla laakeri ja puhdistamalla se vanhasta rasvasta. Jos laakeripesän avaaminen ei kuitenkaan ole mahdollista, voidaan rasva vaihtaa pumppaamalla laakeriin uuttaa rasvaa läpihuuhteluna niin kauan, että se on korvannut vanhan rasvan. Holvautumisen takia kaikki vanha rasva ei kuitenkaan poistu laakerista, joten uuden rasvan määrää on vaikea arvioida etukäteen. Rasvan vaihtumista pystytään arvioimaan poistuvan rasvan väristä. Läpihuuhtelu voi kuitenkin aiheuttaa rasvan pakkaantumista ja kuumakäyntiä liian suurien rasvamäärien takia. (Kunnossapitoyhdistys Promaint Ry 2010, 30.)
43 Jälkivoiteluvälin määrittäminen Voitelurasvan toiminnallinen elinikä riippuu useista eri tekijöistä. Yleensä laitevalmistajat antavat ohjeet laitteiden voiteluvälistä, mutta joskus tätä tietoa ei ole saatavilla, tai voiteluun vaikuttavat tekijät voivat muuttua. Voiteluvälin laskentaa varten kannattaa kerätä kaikki saatavilla oleva oleellinen tiedot. Laakerin valmistajalta löytyy tieto laakerin tyypistä ja mitoista. Olosuhteisiin liittyvät tiedot ovat laakerin kuorma, käyttölämpötila, pyörimisnopeus, akselin asento sekä mahdollinen värinä ja epäpuhtaudet. (SKF 2010, 192.) Kaikkia tietoja ei ole kuitenkaan aina mahdollista selvittää, ja olosuhteet voivat myös muuttua, joten jälkivoiteluvälin määrittäminen varsinkin manuaaliseen voiteluun voi olla haastavaa. Tästä johtuukin, että voiteluväli määritetäänkin hyvin usein kokemuspohjaisten tietojen perusteella. Esimerkiksi jälkivoitelun aikana laakerista poistuvan vanhan rasvan väriä seuraamalla voidaan päätellä, onko rasva ehtinyt mennä liian huonoon kuntoon vai onko rasvausväli sopiva. Laakerin lämpötilaa ja voitelukalvon paksuutta seuraamalla voidaan myös tutkia rasvan kuntoa. (Kunnossapitoyhdistys Promaint Ry 2010, 28.) Rasvan käyttöiän määrittämiseksi on olemassa erilaisia laskentamalleja ja käyrästöjä, joista saadaan voiteluväli edullisissa olosuhteissa laskettua laakerin koon, pyörimisnopeuden ja laakerityypin rasvakulutuksen mukaan. Jos olosuhteet poikkeavat edullisista, lisätään laskentaan mukaan väliä lyhentäviä kertoimia. Näiden kertoimien arvot määritetään epäpuhtauksien, lämpötilan, kuormituksen, tärinän, keskipakovoiman ja laakerin läpi virtaavan ilmavirran suuruuden perusteella. (Kunnossapitoyhdistys Promaint Ry 2010, ) Laakerinvalmistaja SKF:n laatiman ohjeen mukaan jälkivoiteluväli edullisissa olosuhteissa määritetään laakerin C/P-arvon, laakerityypin ja laakerin keskimääräisen kehänopeuden mukaan. C/P-arvo koostuu laakerin dynaamisesta kantoluvusta C ja laakerin kuormituksesta P. SKF:n ohjekirjan kuvaajan mukaan voidaan määrittään näiden arvojen perusteella voiteluravan ideaalinen elinikä, ja siltä löytyy ohjeistusta huonontavien olosuhteiden
44 39 huomioon ottamiseksi. Se ei anna kertoimia, joilla saataisiin tarkka voiteluväli, vaan huonontan tekijän mukaan se neuvoo hieman epämääräisesti esimerkiksi vähentämään tai puolittamaan voiteluvälin ja ottamaan tarkempia tietoja varten yhteyttä yrityksen neuvontaan. SKF tarjoaa myös tietokoneohjelmia, joilla voidaan laskea rasvamäärien lisäksi jälkivoiteluvälit. (SKF 2010, )
45 40 8 RASVAUSKIERROS KOKKOLAN VOIMALLA 8.1 Kokkolan Voiman kunnossapito Käynnissäpitotoimintansa lisäksi Kokkolan Voima ostaa myös kunnossapitopalvelunsa Oy Kokkola Power Ab:lta. Kokkola Powerilla työskentelee noin kymmenen hengen vahvuinen kunnossapitoryhmä, jonka vastuulla ovat vikakorjaukset ja ennakkohuollot, mukaan lukien voiteluhuolto molemmissa, sekä Kokkola Powerin että Kokkolan Voiman voimalaitoksissa. Tarvittaessa yritykset ostavat kunnossapitopalveluita myös ulkoisilta toimijoilta. Kunnossapidon organisoinnissa yrityksissä käytetään apuna PowerMaint- kunnossapitojärjestelmää, josta kunnossapitohenkilöstö löytää ajankohtaiset ennakkohuoltokohteet ja vikakorjaukset. Ohjelmistoon voidaan kohteiden lisäksi syöttää aiempien töiden toimintakuvauksia seuraavien kertojen tueksi. 8.2 Kohteiden kuvaus Kokkolan Voiman voimalaitoksen vanhemmille osille, K1-kattilarakennukselle ja polttoaineen vastaanottoasemalle, on jo olemassa olevat voitelulistat, joten tämä työ rajoittui pelkästään K2-kattilarakennuksen laitteisiin, joihin kuuluu pumppuja, puhaltimia ja tuhkan- ja hiekankäsittelylaitteisto, sekä kattilarakennuksen polttoaineen syöttölaitteistoihin. Seuraavassa esitetään lyhyet kuvaukset K2-kattilan, sen polttoaineen syöttöjärjestelmän ja tuhkan- ja hiekankäsittelylaitteiston rakenteesta ja toiminnasta.

46 41 Voimalaitoksen polttoaine siirretään vastaanottoasemilta eteenpäin kolakuljettimella, joka vie sen K1-kattilan polttoainesiiloihin. Tämän kuljettimeen pohjaan on liitetty sulkuluukku. Sulkuluukku on K2-kattilan polttoaineen syöttölaitteiston ensimmäinen kohde, jota tässä työssä tutkitaan. Luukun alla on ryöstöruuvi, joka ottaa osan kuljettimella menevästä polttoaineesta ja vie ottamansa polttoaineen välivarastona toimivaan taskuun. Tarvittaessa taskua voidaan täyttää kattoluukun kautta pyöräkuormaajalla, jos ryöstöruuvia ei jostain syystä voida käyttää. Taskussa on kuljetin, joka siirtää polttoainetta alemmalle kiertäväkolakuljettimelle. Tämä kuljetin vie polttoaineen kiekkoseulalle, joka erottelee liian suuret partikkelit polttoaineen joukosta. Seulan läpi mentyään polttoaine siirtyy siilokolakuljettimelle (KUVIO 16), joka vie sen ylös kattilan polttoainesiiloon. Siilosta polttoaine puretaan neljällä ruuvipurkaimella syöttöruuville, josta se kulkeutuu sulkusyöttimen kautta kattilan tulipesään. KUVIO 16. Siilokolakuljetin ja oikeassa reunassa kiekkoseula. Kokkolan Voima.
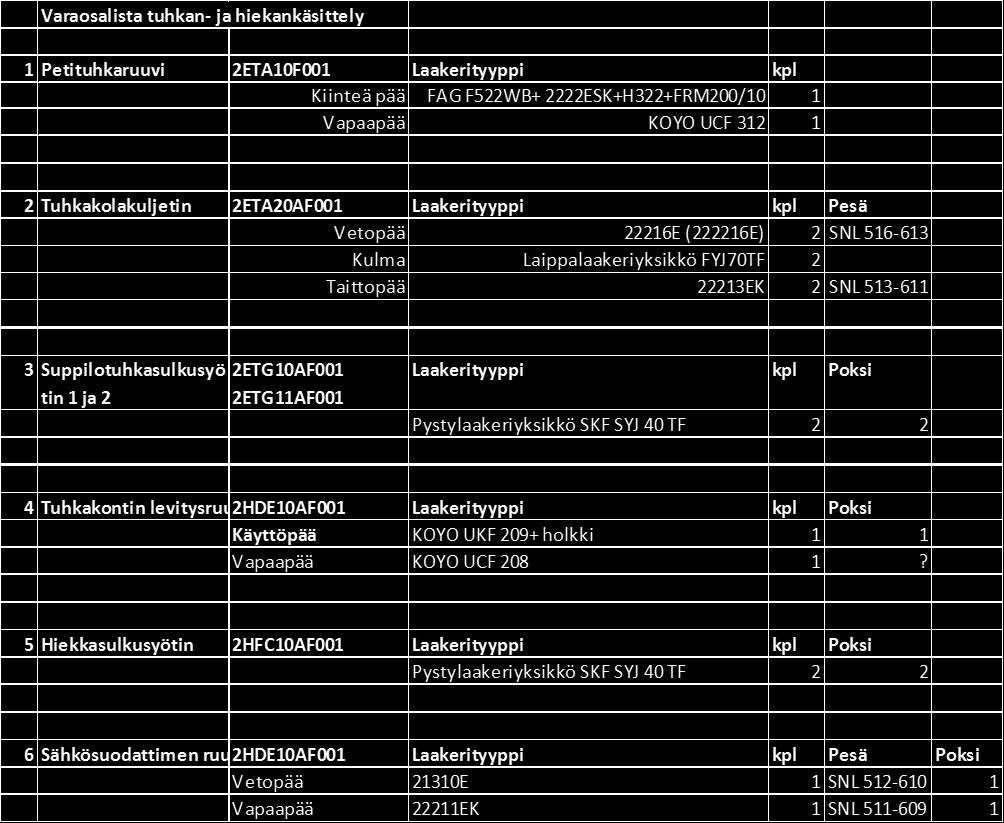
47 42 Jotta polttoaineen palaminen olisi mahdollisimman tehokasta, täytyy tulipesään syöttää palamisilmaa. Tähän tarkoitukseen kattilarakennuksen sisällä on kaksi ilmapuhallinta, primääripuhallin ja sekundääripuhallin, joilla puhalletaan ilmaa kattilaan. Ilmavirran säätelyä varten puhaltimille ja lisäksi myös tertiäärikanavalle on omat säätöpellit kattilan kyljessä. Prosessissa höyrystettävää vettä varten rakennuksessa on kaksi syöttövesipumppua, jotka syöttävät veden kattilaan. Kaikki pumput ja puhaltimet saavat käyttövoimansa sähkömoottoreista. Kattilan hiekkapetin hiekkaa täytyy ajoittain vaihtaa. Tämä tapahtuu siten, että yksi hiekkasulkusyötin syöttää kattilaan uutta hiekkaa ja vanha hiekka poistuu kattilan pohjassa olevasta aukosta petituhkaruuville. Ruuvi kuljettaa hiekan tuhkakolakuljettimelle. Kolakuljettimeen on myös liitetty kaksi suppilotuhkasulkusyötintä, jotka tuovat sille palamisessa syntynyttä tuhkaa. Kuljetin vie tuhkan ja hiekan tuhkakonttiin, joka aika ajoin tyhjennetään. Kontissa on levitysruuvi, jolla varmistetaan, että petituhka levittyy sinne tasaisesti. Kattilan yhteydessä on myös sähkösuodatin, joka suodattaa poistuvista savukaasuista kevyen lentotuhkan ja kerää sen talteen. Sähkösuodattimen alaosassa on ruuvi, joka kuljettaa alas painuneen tuhkan tuhkanlähettimelle. Lähetin kuljettaa paineilman avulla lentotuhkan koko voimalaitoksen yhteiseen lentotuhkasiiloon. 8.3 Rasvauskohteiden kartoittaminen Voitelukierroksen kartoittaminen aloitettiin kesällä Ensimmäinen vaihe työssä oli kaikkien voideltavien kohteiden etsiminen. Työ eteni järjestyksessä ulkoa polttoaineen syöttölaitteistosta kattilarakennuksen sisällä oleviin laitteisiin. Jokaisesta laitteesta etsittiin kaikki voideltavat osat, jotka olivat enimmäkseen vierintä-
48 43 laakereita. Laitteille on annettu omat positiokoodinsa, jotka myös kirjattiin voitelulistan käytön selventämiseksi. Kun voideltavat kohteet oli kirjattu ylös, alettiin tutkia laitevalmistajien manuaaleja. Laitevalmistajan mukaan tähän työhön oleellisia tietoja löytyi vaihtelevasti. Kuitenkin manuaaleista löytyi kohtalaisen hyvin laitteissa käytettävien laakereiden, tiivisteiden ja laakeripesien tietoja, joista saatiin kerättyä tutkituille laitteille työn sivutuotteena pienimuotoiset varaosalistat (LIIT- TEET 4, 5 ja 6). Lisäksi manuaaleista löytyi laitteiden pyörimisnopeuksia, joita käytettiin myöhemmin jälkivoiteluarvoja määritettäessä. Kohteita kartoitettaessa mietittiin myös laitteiden käyttöolosuhteita, jotka vaikuttavat jälkivoiteluun. Tämän jälkeen selvitettiin laakerien valmistajilta laitteissa käytettävien laakerien mitat ja muut tarvittavat tiedot. 8.3 Rasvauslistan laatiminen Ennakkohuoltoon kuuluvat laitteiden rasvaukset suoritetaan Kokkolan Voimalla kahden kuukauden sykleissä. Kaikkia laitteita ei voidella samalla kerralla, vaan kohteet on jaettu ryhmiin, jotka voidellaan eri voitelukierroksilla. Tämä mahdollistaa sen, että kunnossapitohenkilöstö käy alueella useammin. Sen ansiosta yhtä laiteryhmää voideltaessa voidaan suorittaa kunnonvalvontaa myös muille laitteille. Tämänkin työn rasvauslistat on jaettu kolmeen osaan, polttoaineen syöttö (LIITE 1), tuhkan- ja hiekankäsittelyyn (LIITE 2) sekä pumppuihin ja puhaltimiin (LIITE 3), vaikka kohteita ei ole kovin monta. Kahden kuukauden rasvausväli ei välttämättä ole optimaalinen voideltaville kohteille. Useiden tutkittavien laitteiden pyörimisnopeudet ovat niin hitaita, että laskennat antavat todella pitkiä rasvausvälejä, mutta kunnonvalvonnan takia väli kannattaa pitää kahdessa kuukaudessa. Lisäksi tasaiset voiteluvälit selkeyttävät kunnossapitohenkilöstön työtä. Rasvauslistat tehtiinkin tämän kahden kuukauden syklin mukaan.
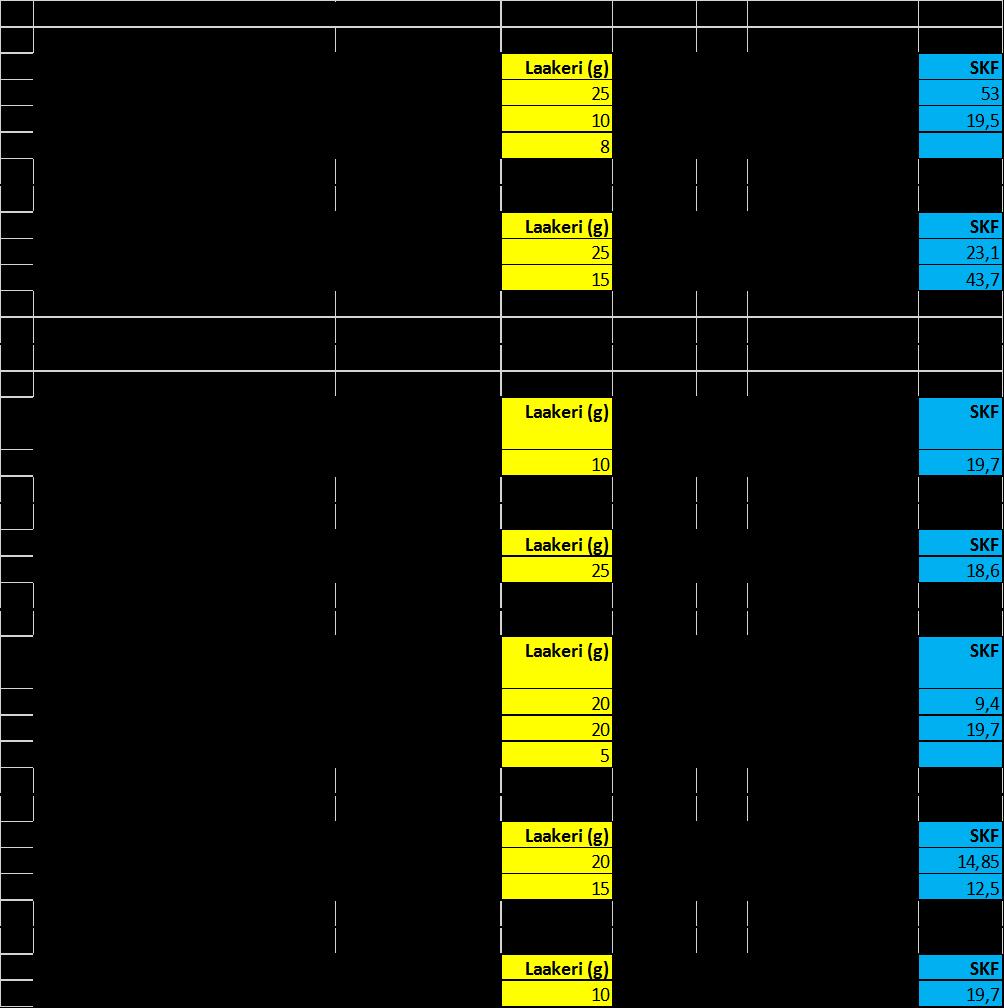
49 44 Voitelurasvoina tässä työssä tutkittavissa kohteissa käytetään Neste Oil allrex EP2- ja EP3-rasvoja. EP2-rasva on yleisrasva, jota käytetään melkein kaikissa laitteissa. EP3-rasvaa käytetään sähkömoottoreissa. Rasvauslistoihin on erikseen merkitty kohteet, joissa käytetään EP3-rasvaa. Laitteissa on myös muutama voideltava ketju. Niiden voiteluun käytetään synteettistä voiteluöljyä Sabeston HHS Kuten aiemmin ilmeni, kannattaa jälkivoitelu varsinkin vaikeissa olosuhteissa määrittää kokemuspohjaisten tietojen perusteella. Voimalaitoksella osa laakereista on ulkona sään armoilla ja ympäristö välillä erittäin likainen (KUVIO 17), joten tarkkoja laskentamenetelmiä on vaikea soveltaa. Tämän takia voideltavat kohteet käytiin läpi kunnossapitotyöntekijöiden kanssa. Työ eteni siten, että jokaiseen voideltavaan laakeriin mietittiin siihen lisättävä rasvamäärä, joka merkittiin rasvauslistaan keltaiseen kenttään. Lisäksi mietittiin listaan merkittäville kohteille looginen järjestys, jossa kohteet ovat siten kuin ne kannattaa rasvata. Tällä vältetään turhaa edestakaista kulkemista laitteiden välillä. Esimerkiksi polttoaineensyöttölaitteiston listassa kiertäväkolakuljetin on jaettu kahteen osaan, koska välissä olevat kiekkoseula ja siilokolakuljettimen taittopää kannattaa rasvata matkalla kiertäväkolakuljettimen taittopäältä vetopäälle. Listoihin merkittiin myös laitteen nimen oheen sen positio, jotta laite on helpompi löytää, vaikka ei ole ennen sitä nähnyt. Valmiiden rasvauslistojen tiedot voidaan syöttää PowerMaint- järjestelmään, josta kunnossapitohenkilöstö voi niitä hyödyntää.

50 45 KUVIO 17. Laakeripesä, Kokkolan Voima 8.4 Ongelmakohdat Rasvauslistaa laatiessa ilmeni muutamia kunnossapidon kannalta ongelmallisia kohteita. Joidenkin laakereiden luokse oli myös hankala päästä, joten niiden nipat päätettiin putkittaa. Näin ei tarvita erillisiä työtasoja ja vältetään työturvallisuudelle vaarallista kiipeilyä. Putkitettavat nipat merkittiin listoihin erillisinä huomioina. Useimmat laakerit ovat helposti nähtävissä, mutta muutamissa kohteissa ei putkituksen jälkeen päästäisi enää näkemään koko laakeria rasvausvaiheessa. Esimerkiksi tuhkakontin levitysruuvin käyttöpään laakeri on pulteilla kiinnitetyn luukun takana (KUVIO 18), ja sähkösuodattimen ruuvin vapaapäätä ei näe lattiatasolta. Vaikka putkitus helpottaa rasvausta, se saattaa vaikeuttaa laakerin silmämääräistä kunnonvalvontaa. Lisäksi huomioitava kohde oli yksi purkuruuvin laakeripesä, joka täytyy kääntää. Putkitukset ja muut parannukset merkittiin myös rasvauslistoihin.

51 46 KUVIO 18. Tuhkakontin moottorin suojaluukku, Kokkolan Voima. 8.5 Jälkivoitelun määrittäminen laskentayhtälöllä Suurimmassa osassa koneista, joille voitelulista tässä työssä tehtiin, on erittäin hitaasti pyöriviä laakereita. SKF:n teknisen asiantuntijan kanssa käydyn puhelinkeskustelun mukaan hitaasti pyörivien laakereiden rasvamääriä ei voida määrittää laskentaohjelmalla, vaan täytyy käyttää laskukaavoja ja lisätä olosuhteiden aiheuttamia kertoimia kokemusten mukaan (Pihtola 2013). Rasvauslistoja laadittaessa tarvittavat rasvamäärät määritettiinkin kunnossapitohenkilöstön kokemuspohjaisten tietojen mukaan. Tässä luvussa määritetään rasvamäärät SKF:n ohjeistamalla yhtälöllä: G = D x B x V Kertoimena V ohjeistettiin käyttämään lukua 0,005. SKF:n huolto-ohjeessa tätä kerrointa käytetään, jos rasvausväli on yksi kuukausi, mutta se soveltuu myös tässä tapauksessa. Esimerkiksi ryöstöruuvissa käytettävälle SKF 2312E -laakerille saatiin
52 47 laskettua rasvamääräksi 20,15 grammaa. Lasketut määrät merkittiin voitelulistoihin sinisiin kenttiin. Yhtälöllä laskettuja alustavia rasvamääriä voitiin verrata kunnossapitohenkilöstön antamiin arvoihin. Vertailun avulla saatiin viitteitä siitä, kuinka paljon kokemuspohjaisen tiedon perusteella määritetyt arvot voivat poiketa laakerinvalmistajien antamista ohjearvoista varsinkin hitaasti pyörivillä koneilla.
53 48 9 TULOKSET JA POHDINTA Työtä tehtäessä huomattiin, että todellisia rasvamääriä on vaikea määrittää epäedullisten olosuhteiden takia. Normaaleissa tilanteissa SKF:n laskentaohjelma antaa tarkkoja arvoja, koska se ottaa huomioon myös lämpötilan, likaisuuden ja kosteuden, mutta koska tutkittavat laitteet pyörivät niin hitaasti, ei sen käyttö ollut mahdollista. Laskentayhtälöllä laskettaessa saatiin enemmän oikeaan suuntaa viittaavia arvoja. Yhtälöllä saatuja arvoja ja kunnossapitohenkilöstön antamia arvoja verrattaessa huomattiin, että kokemuksen perusteella lisättävä rasvamäärä on melkein kaikissa laitteissa pienempi kuin suoraan yhtälöstä saatu määrä. Lisäksi vertailussa täytyy ottaa huomioon, että yhtälö on tarkoitettu yhden kuukauden voiteluvälille todellisen kahden sijaan, mikä kasvattaa eroa entisestään. Mitään tarkkaa kerrointa ei voida kuitenkaan määrittää, koska rasvamäärät vaihtelevat täysin tilannekohtaisesti. Voitelulistoista ilmeni, että erittäin likaisissa ja sääolosuhteille alttiissa kohteissa lisättävä rasvamäärä oli suhteessa suurempi kuin paremmissa kohteissa, koska niissä rasvan nopeammalla vaihtuvuudella saadaan pidettyä laakerit puhtaampina. Vaikeapääsyisille voitelukohteille pohdittiin myös vaihtoehdoksi automaattirasvausta, esimerkiksi lubrikaattoreita. Tämä vähentäisi kuitenkin kunnonvalvontaa, jota voitelukierrosten aikana tehdään. Lisäksi vaikeita kohteita on vain muutama, joten on suositeltavampaa käyttää näissä kohteissa nippojen putkitusta. Muutamissa esille tulleissa kohteissa, joihin lisätään putkitus, täytyy kunnossapitoryhmän muistaa määräajoin tarkastaa laakerit, joita ei voideltaessa nähdä. Näitä olivat tuhkakontin levitysruuvin käyttöpään laakeri ja sähkösuodattimen ruuvin vapaapään laakeri.
54 49 Kokkolan Voimalle tärkein asia tässä työssä oli voitelukohteiden määrittäminen. Kartoitus tehtiin jo aikaisessa vaiheessa työtä, jonka jälkeen ne pystyttiin lisäämään PowerMaintiin. Rasvamäärien määrittäminen kunnossapitohenkilöstön kanssa mahdollisti sen, että kohteet pystyy jatkossa voitelemaan myös sellainen henkilö, jolla ei ole kokemusta asiasta. Työn ohessa kerätty varaosalista nopeuttaa oikeiden osien löytymistä ja helpottaa kunnossapitotöitä. Liitteenä olevat voitelulistat ja varaosalistat ovat Excel-tiedostomuodossa Kokkolan Voimalle.
55 50 LÄHTEET Ansaharju, T Koneenasennus ja kunnossapito. Helsinki: WSOY oppimateriaalit Oy. Anttila, K., Kajander, K., Korpi, A., Lehtovaara, A., Luukkainen, T., Malinen, R., Malkamäki, H., Miettinen, J., Mikkola, K., Pietiläinen, L., Pulkkinen, P., Rinkinen, J., Ronkainen, H., Räty, K., Strengell, K., Suontama, K., Säynätjoki, M., Vihersalo, J., Virtanen, I. & Vuolle, P Teollisuusvoitelu. Käsikirja. Kunnossapidon julkaisusarja nro: uudistettu painos. Helsinki: KP-Media Oy Huhtinen, M., Kettunen, A., Nurminen, P. & Pakkanen, H Höyrykattilatekniikka. 5., uudistettu painos. Helsinki: Oy Edita Ab. Järviö, J., Lappalainen, M., Parantainen, T., Piispa, T. & Åström, T Kunnossapito. Kunnossapidon julkaisusarja numero 10. Rajamäki: KP-Media Oy. Järviö, J. & Lehtiö, T Kunnossapito. Tuotanto-omaisuuden hoitaminen. 5., uudistettu painos. Helsinki: KP-Media Oy. Kunnossapitoyhdistys Promaint Ry Teollisuuden rasvavoitelu. Voitelutekninen toimikunta. Helsinki: KP-Media Oy. Miettinen, J., Mikkonen, H., Leinonen, P., Jantunen, E., Kokko, V., Riutta, E., Sulo, P., Komonen, K., Lumme, V., Kautto, J., Heinonen, K., Lakka, S. & Mäkeläinen, R Kuntoon perustuva kunnossapito. Helsinki: KP-Media Oy. Opetushallitus. Kunnossapito menestystekijä. Www-dokumentti. Saatavissa: Luettu Perttula, J Energiatekniikka. Helsinki: WSOY. Pihtola, M Puhelinkeskustelu Pohjolan Voima Kokkolan Voiman voimalaitos. Www-dokumentti. Saatavissa: Luettu PSK Kunnossapito. Käsitteet ja määritelmät. PSK Standardisointi. Rolling Bearing Damage. Recognition of damage and bearing inspection Schweinfurt. Schaeffler KG.
56 51 SFS-EN Kunnossapito. Kunnossapidon terminologia. 2. painos. Suomen standardoimisliitto SFS. SKF Bearing maintenance handbook. SKF Group. SKF. Voiteluaineratkaisut. Www-dokumentti. Saatavissa: Luettu Tuliniemi, V-M Kokkolan Energia. Yritysesitelmä. Oy Kokkola Power Ab.
57 LIITE 1 Rasvauskierros polttoaineen syöttö Sulkuluukku 2EBA10AA101 Laakeri (g) Kpl SKF ,85 Ryöstöruuvi 2EBA10AF001 Laakeri (g) Poksi (g) SKF 2 Vetopää ,15 3 Vapaapää ,6 Tasku 2EDA10AF001 Laakeri (g) Poksi (g) Kpl Huom. SKF 4 Vetopää ,35 5 Vapaapää Nipan putkitus 71,2 6 Sylinterin tapit 5 Repijätela 2EBC11AJ001 Laakeri (g) Poksi (g) Kpl Huom. SKF 7 Vetopää Vapaapää Nipan putkitus 32 Kiertäväkolakuljetin alempi 2EBA20AF001 Laakeri (g) Poksi (g) Kpl Huom. SKF 9 Taittopää ala Nipan putkitus Taittopää ylä ,2 11 Mutka ,2 12 Tukosvahti 4 2 Kiekkoseula 2EBD20AT001 Laakeri (g) Poksi (g) Kpl Huom. SKF Ketjun rasvaus 35,8 Siilokolakuljetin 2EBA30AF001 Laakeri (g) Poksi (g) Kpl Huom. SKF 14 Taittopää Nippojen putkitus 41,4 Kiertäväkolakuljetin alempi 2EBA20AF001 Laakeri (g) Poksi (g) Kpl Huom. SKF 15 Vetopää Tukosvahti 4 Siilokolakujetin 2EBA30AF001 Laakeri (g) Poksi (g) Kpl Huom. SKF 17 Vetopää Nuohoin tasolla Ketjun rasvaus Ruuvipurkaimet 1-4. Taso HFA10AF001,-002,-003,-004 Laakeri (g) Poksi (g) Huom. SKF 19 Kiinteä pää 25 Yksi laakeripesä pitää kääntää 41,5 20 Vapaapää ,4 Syöttöruuvi. Taso HFB10AF001 Laakeri (g) Poksi (g) Kpl Huom. SKF 21 Kiinteä pää ,4 22 Vapaapää ,4 Sulkusyötin. Taso HFB10AF002 Laakeri (g) Poksi (g) Kpl Huom. SKF ,2
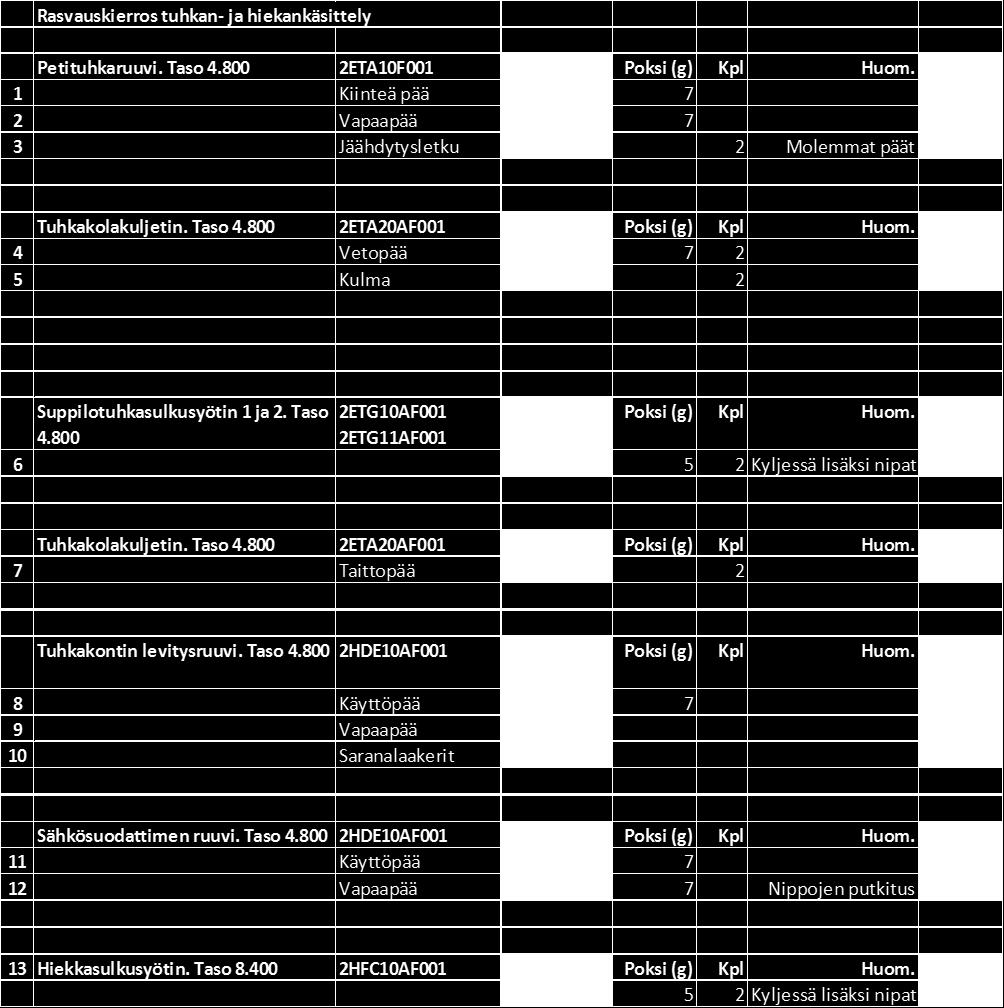
58 LIITE 2
59 LIITE 3 Rasvauskierros pumput ja puhaltimet Syöttövesipumput. Taso LAC10AP001 2LAC20AP001 1 Moottori Akselin puoli 10 Roottorin puoli 10 Laakeri (g) Poksi (g) Kpl Huom. SKF Primääripuhallin. Taso HLE10AN001 Laakeri (g) Poksi (g) Kpl Huom. SKF 2 Moottori 10 Akselin puoli 10 Roottorin puoli 3 Puhallin Käyttöpää 15 20,15 Vapaapää 15 20,15 Savukaasupuhallin 2HNC10AN001 Laakeri (g) Poksi (g) Kpl Huom. SKF 4 Moottori Akselin puoli 10 Roottorin puoli 10 5 Puhallin Käyttöpää 30 EP3 76,5 Vapaapää 30 EP3 76,5 Sekundääripuhallin 2HLA10AN001 Laakeri (g) Poksi (g) Kpl Huom. SKF 6 Moottori 10 Akselin puoli 10 Roottorin puoli 7 Puhallin Käyttöpää 15 14,85 Vapaapää 15 14,85 8 Sekundäärikanavan säätöpelti 1-2 2HHL10AA001 2HHL10AA002 2 nippaa molemmissa akseleissa. Rasvataan tarvittaessa 9 Tertiäärikanavan säätöpelti 2HLA20AA001 Yksi nippa näkyvissa. Rasvataan tarvittaessa
60 LIITE 4 Varaosalista polttoaineen syöttö 1 Sulkuluukku 2EBA10AA101 Laakerityyppi Kpl SKF FYTJ 50 TF 2 2 Ryöstöruuvi 2EBA10AF001 Pesä Laakerityyppi kpl Poksi Tiiviste Kiristysrengas Lukitusrengas Vetopää SNL E 1 1 TSNL 312 L 2xFRB12,5/130 Vapaapää SNL EK 1 1 TSNL 513 L H Tasku 2EDA10AF001 Pesä Laakerityyppi kpl Tiiviste Kiristysholkki Lukitusrengas Vetopää SNL EK 2 TSNL 524 L H3124 2xFRB14/215 Vapaapää Pystylaakeri SYJ90TF 2 4 Repijätela 2EBC11AJ001 Pesä Laakerityyppi kpl Poksi Tiiviste Kiristysholkki Lukitusrengas Vetopää SNL EK 1 TSN 518 L H 318 2xFRB12,5/160 Vapaapää SNL EK 1 TSN 518 L H 318 2xFRB12,5/160 5 Kiertäväkolakuljetin 2EBA20AF001 Pesä Laakerityyppi kpl Poksi Tiiviste Kiristysholkki Lukitusrengas Vetopää SNL 528 SKF 22228EK 2 2 TSN 528 L H3128 2xFRB15/250 Taittopää ylä Laippalaakeri SKF FYJ 90 TF 2 2 Taittopää ala SNL SKF 22220E 2 2 H320 2xFRB12/180 Kulma Laippalaakeri SKF FYJ 90 TF 2 Tukosvahti? 2 6 Kiekkoseula 2EBD20AT001 Laakerityyppi kpl SKF FYJ60TF 16 7 Siilokolakuljetin 2EBA30AF001 Pesä Laakerityyppi kpl Poksi Tiiviste Kiristysholkki Lukitusrengas Vetopää SNL EK 2 2 TSN 528 L H3128 2xFRB15/250 Taittopää SNL E 2 2 TSN 520 L H320 2xFRB12/180 8 Ruuvipurkaimet 1-4 2HFA10AF001,-002,-003,-004 Laakerityyppi kpl Poksi KOYO SNK 520 U+ Kiinteä pää MB W 33 4 Vapaapää KOYO UFC Syöttöruuvi 2HFB10AF001 Laakerityyppi kpl Poksi Kiinteä pääk MB W 1 Vapaapää KOYO UFC Sulkusyötin 2HFB10AF002 Laakerityyppi kpl Poksi Pystylaakeripes ä SKF SYJ90TF 2 2
61 LIITE 5 Varaosalista pumput ja puhaltimet 1 Syöttövesipumput 2LAC10AP001 2LAC20AP001 Pumppu Käyttöpää Laakerityyppi 7309 BECBM Moottori Akselin puoli roottorin puoli 1 nippa 1 nippa 2 Primääripuhallin 2HLE10AN001 Puhallin Laakerityyppi Pesä Käyttöpää 6312 Vapaapää 6312 kaksoislaakeripesä RCM-AL-60 Moottori Rasva Aksein puoli 1 nippa DE 6314 C3 DIN Roottorin puoli 1 nippa NE 6314 C3 DIN Sekundääripuhallin 2HLA10AN001 Puhallin Laakerityyppi Pesä Käyttöpää 6310 Vapaapää 6310 kaksoislaakeripesä RCM-AS- 50 Moottori Rasva Aksein puoli 1 nippa DE 6312 C3 DIN 625 Roottorin puoli 1 nippa NE 6310 C3 DIN Savukaasupuhallin 2HNC10AN001 Puhallin Laakerityyppi Pesä Käyttöpää K C3 Pystylaakeripesä SNL Vapaapää K C3 Pystylaakeripesä SNL Moottorin tyyppi WEM MOTORS: WE1R 280M 4NS LL T WS HW Moottori Rasva Aksein puoli 1 nippa DE 6316 C3 DIN 625 Roottorin puoli 1 nippa NE 6314 C3 DIN Sekundäärikanavan säätöpelti 1-2 2HHL10AA001 2HHL10AA002 2 nippaa molemmissa akseleissa 5 Tertiäärikanavan säätöpelti 2HLA20AA001 1 nippa näkyvissä
62 LIITE 6
RASVAT JA VOITELUAINEET
 PRO Lithiumkomplex PRO Lithium PRO Lithium 180 Lithiumkomplex pohjainen ep lisäaineistettu, hyvin kiinnitarttuva ja pitkävaikutteinen punainen korkeapainerasva. Käyttökohteita: rasva soveltuu raskaasti
PRO Lithiumkomplex PRO Lithium PRO Lithium 180 Lithiumkomplex pohjainen ep lisäaineistettu, hyvin kiinnitarttuva ja pitkävaikutteinen punainen korkeapainerasva. Käyttökohteita: rasva soveltuu raskaasti
Tornio Works käynnissäpidon toimintamalli
 Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
KON-C3002 Koneenosien suunnittelu. Tribologia. Johdanto
 KON-C3002 Koneenosien suunnittelu Tribologia Johdanto 02.05.2018 Luennon tavoite ja sisältö Tavoitteena on tutustuttaa koneensuunnittelussa tarvittaviin tribologian osa-alueisiin sekä antaa käsitys tribologisen
KON-C3002 Koneenosien suunnittelu Tribologia Johdanto 02.05.2018 Luennon tavoite ja sisältö Tavoitteena on tutustuttaa koneensuunnittelussa tarvittaviin tribologian osa-alueisiin sekä antaa käsitys tribologisen
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto
 Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
VOITELURASVAT Saennin Millainen kohde, se Voitelurasvat llainen rasva Perusöljy ja sen viskositeetti Tippumispiste Kovuus ja NLGI-luokka
 Voitelurasvat Suomalaista öljyosaamista Teboil voiteluaineilla on vahva ja vakiintunut asema Suomen markkinoilla. Tinkimättömänä päämääränämme on ollut yli 50 vuoden ajan kehittää ja valmistaa tuotteemme
Voitelurasvat Suomalaista öljyosaamista Teboil voiteluaineilla on vahva ja vakiintunut asema Suomen markkinoilla. Tinkimättömänä päämääränämme on ollut yli 50 vuoden ajan kehittää ja valmistaa tuotteemme
MACCO BF Haarukkavaunu KÄYTTÖOHJEET. Oy Machine Tool Co
 MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
Lisätietoja SKF:n tuotevalikoimasta saat Pole Position -ohjelmasta. Pyydä lisätietoja ja kysy jäsenyydestä SKF-edustajaltasi.
 Lisätietoja SKF:n tuotevalikoimasta saat Pole Position -ohjelmasta. Pyydä lisätietoja ja kysy jäsenyydestä SKF-edustajaltasi. vsm.skf.com SKF Group 2006 PUB80/P7 6394 FI 06 SKF:n vetonivelsarjat UUTTA
Lisätietoja SKF:n tuotevalikoimasta saat Pole Position -ohjelmasta. Pyydä lisätietoja ja kysy jäsenyydestä SKF-edustajaltasi. vsm.skf.com SKF Group 2006 PUB80/P7 6394 FI 06 SKF:n vetonivelsarjat UUTTA
Kaukolämmitys. Karhunpään Rotaryklubi 910.9.2015
 Kaukolämmitys Karhunpään Rotaryklubi 910.9.2015 Lämmityksen markkinaosuudet Asuin- ja palvelurakennukset Lämpöpumppu: sisältää myös lämpöpumppujen käyttämän sähkön Sähkö: sisältää myös sähkökiukaat ja
Kaukolämmitys Karhunpään Rotaryklubi 910.9.2015 Lämmityksen markkinaosuudet Asuin- ja palvelurakennukset Lämpöpumppu: sisältää myös lämpöpumppujen käyttämän sähkön Sähkö: sisältää myös sähkökiukaat ja
Öljyntehostaja - 39 C
 Tekniset tiedot Öljyntehostaja Ominaispaino 16 C 13.1 API Leimahduspiste 126 C Syttymislämpötila > 200 C Viskositeetti 40 C 53.4 SUS Viskositeetti 100 C 34.9 SUS (8.40) cst (2.60) cst Viskositeetti indeksi
Tekniset tiedot Öljyntehostaja Ominaispaino 16 C 13.1 API Leimahduspiste 126 C Syttymislämpötila > 200 C Viskositeetti 40 C 53.4 SUS Viskositeetti 100 C 34.9 SUS (8.40) cst (2.60) cst Viskositeetti indeksi
VALVOLINE VOITELURASVAT PEOPLE WHO KNOW USE VALVOLINE
 VALVOLINE VOITELURASVAT PEOPLE WHO KNOW USE VALVOLINE VALVOLINE I VOITELURASVAT YHDESSÄ, VAHVEMMIN Ensimmäinen tavaramerkki - ensimmäinen kehittäjä Tri John Ellis kehitti öljyteollisuuden ensimmäisen tavaramerkin
VALVOLINE VOITELURASVAT PEOPLE WHO KNOW USE VALVOLINE VALVOLINE I VOITELURASVAT YHDESSÄ, VAHVEMMIN Ensimmäinen tavaramerkki - ensimmäinen kehittäjä Tri John Ellis kehitti öljyteollisuuden ensimmäisen tavaramerkin
Synteettiset Mobil-teollisuusvoiteluaineet. Suunniteltua suorituskykyä
 Synteettiset Mobil-teollisuusvoiteluaineet Suunniteltua suorituskykyä Erinomainen voiteluratkaisu takaa sujuvan toiminnan... Johtavaa teknologiaa Synteettiset Mobil-voiteluaineet - suunniteltua suorituskykyä
Synteettiset Mobil-teollisuusvoiteluaineet Suunniteltua suorituskykyä Erinomainen voiteluratkaisu takaa sujuvan toiminnan... Johtavaa teknologiaa Synteettiset Mobil-voiteluaineet - suunniteltua suorituskykyä
HYDRAULIIKAN PERUSTEET JA PUMPUN SUORITUSKYKY PUMPUN SUORITUSKYVYN HEIKKENEMISEEN VAIKUTTAVAT TEKIJÄT
 HYDRAULIIKAN PERUSTEET JA PUMPUN SUORITUSKYKY PUMPUN SUORITUSKYVYN HEIKKENEMISEEN VAIKUTTAVAT TEKIJÄT Hyötysuhteen heikkenemiseen vaikuttavat tekijät Pumpun hyötysuhde voi heiketä näistä syistä: Kavitaatio
HYDRAULIIKAN PERUSTEET JA PUMPUN SUORITUSKYKY PUMPUN SUORITUSKYVYN HEIKKENEMISEEN VAIKUTTAVAT TEKIJÄT Hyötysuhteen heikkenemiseen vaikuttavat tekijät Pumpun hyötysuhde voi heiketä näistä syistä: Kavitaatio
Hydrostaattinen tehonsiirto. Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla.
 Komponentit: pumppu moottori sylinteri Hydrostaattinen tehonsiirto Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla. Pumput Teho: mekaaninen
Komponentit: pumppu moottori sylinteri Hydrostaattinen tehonsiirto Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla. Pumput Teho: mekaaninen
Höyrykattilat Kattilatyypit, vesihöyrypiirin ratkaisut, Tuomo Pimiä
 Höyrykattilat 2015 Kattilatyypit, vesihöyrypiirin ratkaisut, Tuomo Pimiä Kymenlaakson Höyrykattila Höyrykattilassa on tarkoituksena muuttaa vesi vesihöyryksi Kattilatyyppejä on useita Höyrykattilan rakenne
Höyrykattilat 2015 Kattilatyypit, vesihöyrypiirin ratkaisut, Tuomo Pimiä Kymenlaakson Höyrykattila Höyrykattilassa on tarkoituksena muuttaa vesi vesihöyryksi Kattilatyyppejä on useita Höyrykattilan rakenne
Käyttövarmuus ja voiteluhuolto
 Käyttövarmuus ja voiteluhuolto Helena Ronkainen Teknologian tutkimuskeskus VTT Oy 17.4.2019 VTT beyond the obvious 1 VTT vaikuttavuutta tieteellisellä ja teknologisella erinomaisuudella Perustettu 1942
Käyttövarmuus ja voiteluhuolto Helena Ronkainen Teknologian tutkimuskeskus VTT Oy 17.4.2019 VTT beyond the obvious 1 VTT vaikuttavuutta tieteellisellä ja teknologisella erinomaisuudella Perustettu 1942
KÄYTTÖOHJE MDG pumput
 KÄYTTÖOHJE MDG pumput 30.07.2009 Nr. MDG0907-1-FI Sisällysluettelo 1. Tavaran vastaanotto.................................... 3 2. Yleistä...............................................3 2.1 Toimintaperiaate.........................................3
KÄYTTÖOHJE MDG pumput 30.07.2009 Nr. MDG0907-1-FI Sisällysluettelo 1. Tavaran vastaanotto.................................... 3 2. Yleistä...............................................3 2.1 Toimintaperiaate.........................................3
NOKIANVIRRAN ENERGIA OY
 1 26.2.2019 FINAL NOKIANVIRRAN ENERGIA OY SELVITYS RINNAKKAISPOLTTOLAITOKSEN TOIMINNASTA 2018 Copyright Nokianvirran Energia Oy Kaikki oikeudet pidätetään Tätä asiakirjaa tai osaa siitä ei saa kopioida
1 26.2.2019 FINAL NOKIANVIRRAN ENERGIA OY SELVITYS RINNAKKAISPOLTTOLAITOKSEN TOIMINNASTA 2018 Copyright Nokianvirran Energia Oy Kaikki oikeudet pidätetään Tätä asiakirjaa tai osaa siitä ei saa kopioida
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
KULMAVAIHTEET. Tyypit W 088, 110, 136,156, 199 ja 260 TILAUSAVAIN 3:19
 Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Lahti Energian uusi voimalaitos KYMIJÄRVI II. Jaana Lehtovirta Viestintäjohtaja Lahti Energia Oy
 Lahti Energian uusi voimalaitos KYMIJÄRVI II Jaana Lehtovirta Viestintäjohtaja Lahti Energia Oy Miksi voimalaitos on rakennettu? Lahti Energialla on hyvät kokemukset yli 12 vuotta hiilivoimalan yhteydessä
Lahti Energian uusi voimalaitos KYMIJÄRVI II Jaana Lehtovirta Viestintäjohtaja Lahti Energia Oy Miksi voimalaitos on rakennettu? Lahti Energialla on hyvät kokemukset yli 12 vuotta hiilivoimalan yhteydessä
ORIMATTILAN LÄMPÖ OY. Hevosenlanta -ympäristöuhka vai hukattu mahdollisuus? -seminaari 4.11.2009 Toimitusjohtaja Reijo Hutri
 ORIMATTILAN LÄMPÖ OY Hevosenlanta -ympäristöuhka vai hukattu mahdollisuus? -seminaari 4.11.2009 Toimitusjohtaja Reijo Hutri ORIMATTILA 2 ORIMATTILAN HEVOSKYLÄ Tuottaa n. 20 m³/vrk kuivikelantaa, joka sisältää
ORIMATTILAN LÄMPÖ OY Hevosenlanta -ympäristöuhka vai hukattu mahdollisuus? -seminaari 4.11.2009 Toimitusjohtaja Reijo Hutri ORIMATTILA 2 ORIMATTILAN HEVOSKYLÄ Tuottaa n. 20 m³/vrk kuivikelantaa, joka sisältää
HENRI TERVO KONTTILUKIN RASVAVOITELUJÄRJESTELMÄN KEHITTÄMINEN
 HENRI TERVO KONTTILUKIN RASVAVOITELUJÄRJESTELMÄN KEHITTÄMINEN Diplomityö Tarkastaja: professori Kalevi Huhtala Tarkastaja ja aihe hyväksytty 4. tammikuuta 2017 i TIIVISTELMÄ HENRI TERVO: Konttilukin rasvavoitelujärjestelmän
HENRI TERVO KONTTILUKIN RASVAVOITELUJÄRJESTELMÄN KEHITTÄMINEN Diplomityö Tarkastaja: professori Kalevi Huhtala Tarkastaja ja aihe hyväksytty 4. tammikuuta 2017 i TIIVISTELMÄ HENRI TERVO: Konttilukin rasvavoitelujärjestelmän
Jäähdytysjärjestelmän tehtävä on poistaa lämpöä jäähdytyskohteista.
 Taloudellista ja vihreää energiaa Scancool-teollisuuslämpöpumput Teollisuuslämpöpumpulla 80 % säästöt energiakustannuksista! Scancoolin teollisuuslämpöpumppu ottaa tehokkaasti talteen teollisissa prosesseissa
Taloudellista ja vihreää energiaa Scancool-teollisuuslämpöpumput Teollisuuslämpöpumpulla 80 % säästöt energiakustannuksista! Scancoolin teollisuuslämpöpumppu ottaa tehokkaasti talteen teollisissa prosesseissa
Kunnossapidon integroituminen käynnissäpitoon Kevitsan kaivoksella käynnistäminen ja toiminta. Rikasta pohjoisesta
 Kunnossapidon integroituminen käynnissäpitoon Kevitsan kaivoksella käynnistäminen ja toiminta Rikasta pohjoisesta 17.4.2015 First Quantum Minerals Kevitsan historia 1995-1998: 2000: Scandinavian minerals
Kunnossapidon integroituminen käynnissäpitoon Kevitsan kaivoksella käynnistäminen ja toiminta Rikasta pohjoisesta 17.4.2015 First Quantum Minerals Kevitsan historia 1995-1998: 2000: Scandinavian minerals
kytodistettu suorituskyky ja luotettavuus
 . kytodistettu suorituskyky ja luotettavuus SCPP 1 Kiertomäntäpumppu Käyttökohde Positiivisten syrjäytyspumppujen SCPP-sarja on suunniteltu käytettäväksi monenlaisissa sovelluksissa meijeri-, elintarvike-,
. kytodistettu suorituskyky ja luotettavuus SCPP 1 Kiertomäntäpumppu Käyttökohde Positiivisten syrjäytyspumppujen SCPP-sarja on suunniteltu käytettäväksi monenlaisissa sovelluksissa meijeri-, elintarvike-,
HT-sarjan Aerofoil-savunpoistopuhaltimet Moottori savussa Asennus- ja huolto-ohjeet Tarkastus- ja huoltopäiväkirja
 HT-sarjan Aerofoil-savunpoistopuhaltimet Moottori savussa Asennus- ja huolto-ohjeet Tarkastus- ja huoltopäiväkirja Savunpoistopuhaltimien oikean huollon varmistamiseksi tämä ohje tulee toimittaa käyttäjälle.
HT-sarjan Aerofoil-savunpoistopuhaltimet Moottori savussa Asennus- ja huolto-ohjeet Tarkastus- ja huoltopäiväkirja Savunpoistopuhaltimien oikean huollon varmistamiseksi tämä ohje tulee toimittaa käyttäjälle.
ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL
 ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL 1. Käyttö Vinssi on tehty käytettäväksi varastoissa, rakennuksilla jne. Vinssejä on sekä 230V että 400V käyttöjännitteelle,
ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL 1. Käyttö Vinssi on tehty käytettäväksi varastoissa, rakennuksilla jne. Vinssejä on sekä 230V että 400V käyttöjännitteelle,
N:o 1017 4287. Uusien polttolaitosten ja kaasuturbiinien, joiden polttoaineteho on suurempi tai yhtä suuri kuin 50 megawattia päästöraja-arvot
 N:o 1017 4287 Uusien polttolaitosten ja kaasuturbiinien, joiden polttoaineteho on suurempi tai yhtä suuri kuin 50 megawattia päästöraja-arvot Taulukko 1. Kiinteitä polttoaineita polttavien polttolaitosten
N:o 1017 4287 Uusien polttolaitosten ja kaasuturbiinien, joiden polttoaineteho on suurempi tai yhtä suuri kuin 50 megawattia päästöraja-arvot Taulukko 1. Kiinteitä polttoaineita polttavien polttolaitosten
Luentojen viikko-ohjelma
 Luentojen viikko-ohjelma periodi viikko aihe opettaja 1 35,36 Johdanto, historiaa, suunnittelu, CE -merkki, kuormitus, kestävyys, materiaalit, valmistus Yrjö Louhisalmi 1 37,38,39 liitososat ja liitokset:
Luentojen viikko-ohjelma periodi viikko aihe opettaja 1 35,36 Johdanto, historiaa, suunnittelu, CE -merkki, kuormitus, kestävyys, materiaalit, valmistus Yrjö Louhisalmi 1 37,38,39 liitososat ja liitokset:
ROD -tyypin Sulkusyötin
 Standardi: Q/HFJ02027-2000 ROD -tyypin Sulkusyötin KÄYTTÖOHJE Suomen Imurikeskus Oy Puh. 02-576 700-1 - SISÄLTÖ 1. RAKENNE... 3 2. TOIMINTAPERIAATE JA KÄYTTÖTARKOITUS4 3. TUOTTEEN PIIRTEET... 4 4. TYYPPISELITYS...
Standardi: Q/HFJ02027-2000 ROD -tyypin Sulkusyötin KÄYTTÖOHJE Suomen Imurikeskus Oy Puh. 02-576 700-1 - SISÄLTÖ 1. RAKENNE... 3 2. TOIMINTAPERIAATE JA KÄYTTÖTARKOITUS4 3. TUOTTEEN PIIRTEET... 4 4. TYYPPISELITYS...
TEOLLISUUSPINNOITTEET
 TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
Maakaasu kaukolämmön ja sähkön tuotannossa: case Suomenoja
 Maakaasu kaukolämmön ja sähkön tuotannossa: case Suomenoja Maakaasuyhdistyksen syyskokous 11.11.2009 Jouni Haikarainen 10.11.2009 1 Kestävä kehitys - luonnollinen osa toimintaamme Toimintamme tarkoitus:
Maakaasu kaukolämmön ja sähkön tuotannossa: case Suomenoja Maakaasuyhdistyksen syyskokous 11.11.2009 Jouni Haikarainen 10.11.2009 1 Kestävä kehitys - luonnollinen osa toimintaamme Toimintamme tarkoitus:
BETRIEBSANLEITUNG RESERVETEILKATALOG OPERATOR S INSTRUCTION BOOK SPARE PARTS LIST
 VÄLI99KA BETRIEBSANLEITUNG RESERVETEILKATALOG OPERATOR S INSTRUCTION BOOK SPARE PARTS LIST 62375 YLIHÄRMÄ FINLAND TEL. +358-(0)6-4835111 FAX +358-(0)6-4846401 Suomi 2 Arvoisa Asiakas Kiitämme osoittamastanne
VÄLI99KA BETRIEBSANLEITUNG RESERVETEILKATALOG OPERATOR S INSTRUCTION BOOK SPARE PARTS LIST 62375 YLIHÄRMÄ FINLAND TEL. +358-(0)6-4835111 FAX +358-(0)6-4846401 Suomi 2 Arvoisa Asiakas Kiitämme osoittamastanne
Ammattilaisen valinta on Shell Helix Ultra *
 Ammattilaisen valinta on Shell Helix Ultra * Shell Lubricants Macro Distributor Jungent Finland Oy Nuijamiestentie 5 B00400 Helsinki, Suomi Puh. +358 40 5668850 myynti@jungent.fi shell.jungent.fi www.shell.com/pureplus
Ammattilaisen valinta on Shell Helix Ultra * Shell Lubricants Macro Distributor Jungent Finland Oy Nuijamiestentie 5 B00400 Helsinki, Suomi Puh. +358 40 5668850 myynti@jungent.fi shell.jungent.fi www.shell.com/pureplus
Unicon ReneFlex. Jätteestä energiaa
 Unicon ReneFlex Jätteestä energiaa KPA Uniconilla on vuosikymmenten kokemus energiahankkeista Tarjoamme vastuullisia energiaratkaisuja ja elinkaaripalveluita KPA Unicon on erikoistunut kattila- ja voimalaitosprojekteihin.
Unicon ReneFlex Jätteestä energiaa KPA Uniconilla on vuosikymmenten kokemus energiahankkeista Tarjoamme vastuullisia energiaratkaisuja ja elinkaaripalveluita KPA Unicon on erikoistunut kattila- ja voimalaitosprojekteihin.
Flamco. Flamcovent. Assenus- ja käyttöohje. Mikrokuplia poistavat Flamcovent-ilmanerottimet. 4-24-189/A/2002, Flamco 18503871
 Flamcovent Mikrokuplia poistavat Flamcovent-ilmanerottimet 4-24-189//2002, Flamco 18503871 SF ssenus- ja käyttöohje sennus- ja käyttöohje Tekniset tiedot Suurin käyttöpaine Korkein käyttölämpötila : 10
Flamcovent Mikrokuplia poistavat Flamcovent-ilmanerottimet 4-24-189//2002, Flamco 18503871 SF ssenus- ja käyttöohje sennus- ja käyttöohje Tekniset tiedot Suurin käyttöpaine Korkein käyttölämpötila : 10
Modulaarinen rakenne helpottaa huoltoa ja käyttöä. öljyntäyttö/huohotinkorkki. Klassinen lohkoroottoripumppu
 Modulaarinen rakenne helpottaa huoltoa ja käyttöä Valurautainen laakeripesä antaa vakautta kautta pumpun käyttöalueen Järeät perän neulalaakerien vierintäpinnat antavat täyttä vakautta hihna- tai ketjukäyttöisille
Modulaarinen rakenne helpottaa huoltoa ja käyttöä Valurautainen laakeripesä antaa vakautta kautta pumpun käyttöalueen Järeät perän neulalaakerien vierintäpinnat antavat täyttä vakautta hihna- tai ketjukäyttöisille
RP31 ja RP32 mäntäventtiilit Asennus- ja huolto-ohje
 1180650/1 IM-P118-03 ST Issue 1 RP31 ja RP32 mäntäventtiilit Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio 3. Asennus 4. Käyttöönotto 5. Toiminta 6. Huolto 7. Varaosat IM-P118-03
1180650/1 IM-P118-03 ST Issue 1 RP31 ja RP32 mäntäventtiilit Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio 3. Asennus 4. Käyttöönotto 5. Toiminta 6. Huolto 7. Varaosat IM-P118-03
VOIMALAITOSTEKNIIKKA 2016. MAMK YAMK Tuomo Pimiä
 VOIMALAITOSTEKNIIKKA 2016 MAMK YAMK Tuomo Pimiä Pääsäätöpiirit Luonnonkierto- ja pakkokiertokattilan säädöt eivät juurikaan poikkea toistaan prosessin samankaltaisuuden vuoksi. Pääsäätöpiireihin kuuluvaksi
VOIMALAITOSTEKNIIKKA 2016 MAMK YAMK Tuomo Pimiä Pääsäätöpiirit Luonnonkierto- ja pakkokiertokattilan säädöt eivät juurikaan poikkea toistaan prosessin samankaltaisuuden vuoksi. Pääsäätöpiireihin kuuluvaksi
Puhelin: +358 (0) Faksi: +358 (0) FlowExperts Oy Myyrmäentie 2 A 2 FIN VANTAA
 Faksi: +358 (0) FlowExperts Oy Myyrmäentie 2 A 2 FIN VANTAA") Maahantuonti ja myynti: FlowExperts Oy Myyrmäentie 2 A 2 FIN-01600 VANTAA Puhelin: +358 (0)20 792 0630 Faksi: +358 (0)9 454 4434 www.flowexperts.fi sales@flowexperts.fi Itseimevätpumput Vapaasti virtaavan
Maahantuonti ja myynti: FlowExperts Oy Myyrmäentie 2 A 2 FIN-01600 VANTAA Puhelin: +358 (0)20 792 0630 Faksi: +358 (0)9 454 4434 www.flowexperts.fi sales@flowexperts.fi Itseimevätpumput Vapaasti virtaavan
SÄILYTYSKANSI VOITELUKANNUT VÄHENTÄVÄT ÖLJYJEN EPÄPUHTAUKSIA PITKÄ NOKKA JA ROISKEITA KÄYTÖSSÄ YLEISKANSI
 NESTEIDEN KÄSITTELY TURVASÄILIÖT & ÖLJYKANNUT OIL SAFE SÄILYTYSKANSI VOITELUKANNUT VÄHENTÄVÄT ÖLJYJEN EPÄPUHTAUKSIA PITKÄ NOKKA JA ROISKEITA KÄYTÖSSÄ Oil Safe-järjestelmässä on monia etuja öljyn saastumisen
NESTEIDEN KÄSITTELY TURVASÄILIÖT & ÖLJYKANNUT OIL SAFE SÄILYTYSKANSI VOITELUKANNUT VÄHENTÄVÄT ÖLJYJEN EPÄPUHTAUKSIA PITKÄ NOKKA JA ROISKEITA KÄYTÖSSÄ Oil Safe-järjestelmässä on monia etuja öljyn saastumisen
Sähkön ja lämmön tuotanto biokaasulla
 Sähkön ja lämmön tuotanto biokaasulla Maakaasun käytön valvojien neuvottelupäivät Vierumäki, 29. 30.5.2008 Kari Lammi Mitä biokaasu on? Orgaanisesta jätteestä hapettomassa tilassa hajoamisen tuloksena
Sähkön ja lämmön tuotanto biokaasulla Maakaasun käytön valvojien neuvottelupäivät Vierumäki, 29. 30.5.2008 Kari Lammi Mitä biokaasu on? Orgaanisesta jätteestä hapettomassa tilassa hajoamisen tuloksena
Kivihiilen rooli huoltovarmuudessa
 Kivihiilen rooli huoltovarmuudessa Hiilitieto ry:n seminaari 11.2.2009 M Jauhiainen HVK PowerPoint template A4 11.2.2009 1 Kivihiilen käyttö milj. t Lähde Tilastokeskus HVK PowerPoint template A4 11.2.2009
Kivihiilen rooli huoltovarmuudessa Hiilitieto ry:n seminaari 11.2.2009 M Jauhiainen HVK PowerPoint template A4 11.2.2009 1 Kivihiilen käyttö milj. t Lähde Tilastokeskus HVK PowerPoint template A4 11.2.2009
TSS21 huoltovapaa termostaattinen lauhteenpoistin Asennus- ja huolto-ohje
 1255050/3 IM-P125-10 ST Issue 3 TSS21 huoltovapaa termostaattinen lauhteenpoistin Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio 3. Asennus 4. Käyttöönotto 5. Toiminta 6. Huolto
1255050/3 IM-P125-10 ST Issue 3 TSS21 huoltovapaa termostaattinen lauhteenpoistin Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio 3. Asennus 4. Käyttöönotto 5. Toiminta 6. Huolto
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Fig 1, Fig 12, Fig 13, Fig 14, Fig 16 ja Fig 16L roskasihdit kierreliitoksin Asennus- ja huolto-ohje
 160055/1 IM-S60-17 ST Issue 1 Fig 1, Fig 12, Fig 1, Fig 14, Fig 16 ja Fig 16L roskasihdit kierreliitoksin Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio. Asennus 4. Käyttöönotto
160055/1 IM-S60-17 ST Issue 1 Fig 1, Fig 12, Fig 1, Fig 14, Fig 16 ja Fig 16L roskasihdit kierreliitoksin Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio. Asennus 4. Käyttöönotto
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
AUTOMAATTINEN VOITELUJÄRJESTELMÄ TAKALAITANOSTIMILLE SUOMEN KIERT UE 2015 MOVALUBE OY, JUVANTASKU 7, ESPOO, FINLAND VAT
 AUTOMAATTINEN VOITELUJÄRJESTELMÄ TAKALAITANOSTIMILLE SUOMEN KIERT UE 2015 Ongelma Käytäntö on osoittanut, että huollon puute vaurioittaa vakavasti yhtä kolmesta takalaitanostimesta niiden kolmen ensimmäisen
AUTOMAATTINEN VOITELUJÄRJESTELMÄ TAKALAITANOSTIMILLE SUOMEN KIERT UE 2015 Ongelma Käytäntö on osoittanut, että huollon puute vaurioittaa vakavasti yhtä kolmesta takalaitanostimesta niiden kolmen ensimmäisen
METALLIN TYÖSTÖNESTEET. SAVONIA-AMMATTIKORKEAKOULU LEIKKO-PROJEKTI Kuopio 13.10.2010/Petri Paganus
 METALLIN TYÖSTÖNESTEET SAVONIA-AMMATTIKORKEAKOULU LEIKKO-PROJEKTI Kuopio 13.10.2010/Petri Paganus MITÄ TYÖSTÖNESTEET OVAT Eri metallien koneellisessa työstössä käytettäviä nesteitä, joilla helpotetaan
METALLIN TYÖSTÖNESTEET SAVONIA-AMMATTIKORKEAKOULU LEIKKO-PROJEKTI Kuopio 13.10.2010/Petri Paganus MITÄ TYÖSTÖNESTEET OVAT Eri metallien koneellisessa työstössä käytettäviä nesteitä, joilla helpotetaan
PullmanErmator Ilmanpuhdistajat/alipaineistajat A1000 A2000
 PullmanErmator Ilmanpuhdistajat/alipaineistajat A1000 A2000 Käyttöohjeet Sisällysluettelo 1 Huomio!... 3 2 Turvamääräykset... 3 2.1 Käsittely... 3 2.2 Huolto... 3 3 Käyttö... 3 3.1 Suodattimen merkkivalot...
PullmanErmator Ilmanpuhdistajat/alipaineistajat A1000 A2000 Käyttöohjeet Sisällysluettelo 1 Huomio!... 3 2 Turvamääräykset... 3 2.1 Käsittely... 3 2.2 Huolto... 3 3 Käyttö... 3 3.1 Suodattimen merkkivalot...
Jäähdytysnesteen täyttö. Työskentely ajoneuvon jäähdytysjärjestelmän VAROITUS!
 Työskentely ajoneuvon jäähdytysjärjestelmän parissa Työskentely ajoneuvon jäähdytysjärjestelmän parissa VAROITUS! Kun jäähdytysjärjestelmään tehdään muutoksia, se on tyhjennettävä, täytettävä uudelleen
Työskentely ajoneuvon jäähdytysjärjestelmän parissa Työskentely ajoneuvon jäähdytysjärjestelmän parissa VAROITUS! Kun jäähdytysjärjestelmään tehdään muutoksia, se on tyhjennettävä, täytettävä uudelleen
KONE- JA METALLIALAN OPETUKSEN KEHITTÄMISSEMINAARI KOME 2015 Laakeriasennuksien opetuksen mahdollisuudet
 Schaeffler Group KONE- JA METALLIALAN OPETUKSEN KEHITTÄMISSEMINAARI KOME 2015 Laakeriasennuksien opetuksen mahdollisuudet Johdanto Mitkä asiat ovat keskeisiä opetuksessa? Etäopiskelu sekä tulevaisuuden
Schaeffler Group KONE- JA METALLIALAN OPETUKSEN KEHITTÄMISSEMINAARI KOME 2015 Laakeriasennuksien opetuksen mahdollisuudet Johdanto Mitkä asiat ovat keskeisiä opetuksessa? Etäopiskelu sekä tulevaisuuden
Kiviaineksen tekniset laatuominaisuudet. Pirjo Kuula TTY/Maa- ja pohjarakenteet
 Kiviaineksen tekniset laatuominaisuudet Pirjo Kuula TTY/Maa- ja pohjarakenteet Sisältö Kysymyksiä Mitä varten kiviainestuotteita valmistetaan? Mitä kiviaineksen laatu tarkoittaa? Miten ja miksi kiviaineksen
Kiviaineksen tekniset laatuominaisuudet Pirjo Kuula TTY/Maa- ja pohjarakenteet Sisältö Kysymyksiä Mitä varten kiviainestuotteita valmistetaan? Mitä kiviaineksen laatu tarkoittaa? Miten ja miksi kiviaineksen
Huolto-opas. Miten ruuvikuljetin pysyy kunnossa ja käynnissä pitkään
 Huolto-opas Miten ruuvikuljetin pysyy kunnossa ja käynnissä pitkään Ruuvikuljetin on turvallinen valinta Huollosta ja kunnossapidosta vastaavan henkilöstön kannalta ruuvikuljetin on vaivaton laite. Toimintavarma
Huolto-opas Miten ruuvikuljetin pysyy kunnossa ja käynnissä pitkään Ruuvikuljetin on turvallinen valinta Huollosta ja kunnossapidosta vastaavan henkilöstön kannalta ruuvikuljetin on vaivaton laite. Toimintavarma
Yksiriviset urakuulalaakerit Generation C. Tekniset tuotetiedot
 Yksiriviset urakuulalaakerit Generation C Tekniset tuotetiedot Sisällysluettelo Ominaisuudet 2 FAG-urakuulalaakerin (Generation C) edut 2 Tiivistys ja voitelu 2 Käyttölämpötila 3 Pitimet 3 Jälkimerkinnät
Yksiriviset urakuulalaakerit Generation C Tekniset tuotetiedot Sisällysluettelo Ominaisuudet 2 FAG-urakuulalaakerin (Generation C) edut 2 Tiivistys ja voitelu 2 Käyttölämpötila 3 Pitimet 3 Jälkimerkinnät
Voimalaitoksen voitelun ennakkohuolto
 Voimalaitoksen voitelun ennakkohuolto Aku Pouttu Opinnäytetyö Joulukuu 2016 Tekniikan ja liikenteen ala Insinööri (AMK), energiatekniikan tutkinto-ohjelma Kuvailulehti Tekijä(t) Pouttu Aku Työn nimi Voimalaitoksen
Voimalaitoksen voitelun ennakkohuolto Aku Pouttu Opinnäytetyö Joulukuu 2016 Tekniikan ja liikenteen ala Insinööri (AMK), energiatekniikan tutkinto-ohjelma Kuvailulehti Tekijä(t) Pouttu Aku Työn nimi Voimalaitoksen
KYMENLAAKSON AMMATTIKORKEAKOULU Konetekniikka / Kone- ja laitossuunnittelu
 KYMENLAAKSON AMMATTIKORKEAKOULU Konetekniikka / Kone- ja laitossuunnittelu Tomi Rämä RASVAUSKIERROKSEN OPTIMOINTI JA RASVAUSOHJE KAHTEEN ERI- TYYPPISEEN VOIMALAITOKSEEN Opinnäytetyö 2012 TIIVISTELMÄ KYMENLAAKSON
KYMENLAAKSON AMMATTIKORKEAKOULU Konetekniikka / Kone- ja laitossuunnittelu Tomi Rämä RASVAUSKIERROKSEN OPTIMOINTI JA RASVAUSOHJE KAHTEEN ERI- TYYPPISEEN VOIMALAITOKSEEN Opinnäytetyö 2012 TIIVISTELMÄ KYMENLAAKSON
Viikinmäen jätevedenpuhdistamon Energiantuotannon tehostaminen
 Viikinmäen jätevedenpuhdistamon Energiantuotannon tehostaminen Kaasumoottorikannan uusiminen ja ORC-hanke Helsingin seudun ympäristöpalvelut Riikka Korhonen Viikinmäen jätevedenpuhdistamo Otettiin käyttöön
Viikinmäen jätevedenpuhdistamon Energiantuotannon tehostaminen Kaasumoottorikannan uusiminen ja ORC-hanke Helsingin seudun ympäristöpalvelut Riikka Korhonen Viikinmäen jätevedenpuhdistamo Otettiin käyttöön
Yksi Pohjois-Euroopan suurimmista liuku-, nivel- ja vierintälaakereiden toimittajista. Maailmanluokan logistiikka!
 debearings.fi Yksi Pohjois-Euroopan suurimmista liuku-, nivel- ja vierintälaakereiden toimittajista. Maailmanluokan logistiikka! D&E Bearings on luotettava liuku-, nivel- ja vierintälaakereiden kokonaistoimittaja.
debearings.fi Yksi Pohjois-Euroopan suurimmista liuku-, nivel- ja vierintälaakereiden toimittajista. Maailmanluokan logistiikka! D&E Bearings on luotettava liuku-, nivel- ja vierintälaakereiden kokonaistoimittaja.
Antti Pehkonen POLTTOAINEEN VASTAANOTON LAAKEROINNIN AUTOMAATTIRASVAUS
 Antti Pehkonen POLTTOAINEEN VASTAANOTON LAAKEROINNIN AUTOMAATTIRASVAUS Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Maaliskuu 2008 KESKI-POHJANMAAN AMMATTIKORKEAKOULU
Antti Pehkonen POLTTOAINEEN VASTAANOTON LAAKEROINNIN AUTOMAATTIRASVAUS Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Maaliskuu 2008 KESKI-POHJANMAAN AMMATTIKORKEAKOULU
Voimalaitos prosessit. Kaukolämpölaitokset 1, Tuomo Pimiä
 Voimalaitos prosessit Kaukolämpölaitokset 1, 2015. Tuomo Pimiä Sisältö Kaukolämpölaitokset Johdanto Tuntivaihtelu käyrä Peruskuormalaitos Huippukuormalaitos Laitoskoon optimointi Pysyvyyskäyrä Kokonaiskustannus
Voimalaitos prosessit Kaukolämpölaitokset 1, 2015. Tuomo Pimiä Sisältö Kaukolämpölaitokset Johdanto Tuntivaihtelu käyrä Peruskuormalaitos Huippukuormalaitos Laitoskoon optimointi Pysyvyyskäyrä Kokonaiskustannus
Lahti Precision Fluidisointijärjestelmä
 Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Turun Seudun Energiantuotanto Oy Naantalin uusi voimalaitos. Astrum keskus, Salo 2.12.2014
 Turun Seudun Energiantuotanto Oy Naantalin uusi voimalaitos Astrum keskus, Salo 2.12.2014 Turun Seudun Energiantuotanto Oy Turun Seudun Energiantuotanto Oy TSME Oy Neste Oil 49,5 % Fortum Power & Heat
Turun Seudun Energiantuotanto Oy Naantalin uusi voimalaitos Astrum keskus, Salo 2.12.2014 Turun Seudun Energiantuotanto Oy Turun Seudun Energiantuotanto Oy TSME Oy Neste Oil 49,5 % Fortum Power & Heat
T o i m i i k o ta l o s i l ä m m i t y s -
 T o i m i i k o ta l o s i l ä m m i t y s - l a i t t e i s t o t u r v a l l i s e s t i, e n e r g i a t e h o k k a a s t i j a y m pä r i s t ö ä s ä ä s tä e n? Ky s y n u o h o o j a l t a s i!
T o i m i i k o ta l o s i l ä m m i t y s - l a i t t e i s t o t u r v a l l i s e s t i, e n e r g i a t e h o k k a a s t i j a y m pä r i s t ö ä s ä ä s tä e n? Ky s y n u o h o o j a l t a s i!
ASENNUS JA KÄYTTÖOHJE HÖGFORS 31300CS SARJA
 HÖGFORS 06/06/2014 SISÄLLYSLUETTELO Yleistä... 2 Kuljetus ja varastointi... 3 Nostaminen... 4 Venttiilin paikka putkistossa... 5 Suositeltava asennustapa... 10 Hitsaus... 11 Huuhtelu... 12 Käyttöönotto...
HÖGFORS 06/06/2014 SISÄLLYSLUETTELO Yleistä... 2 Kuljetus ja varastointi... 3 Nostaminen... 4 Venttiilin paikka putkistossa... 5 Suositeltava asennustapa... 10 Hitsaus... 11 Huuhtelu... 12 Käyttöönotto...
Turvallisuustarkastus
 Turvallisuustarkastus 38-123304e 23.03.2009 Turvallisuus- ja toimintatarkastus... Säilytetään kuorma-auton ohjaamossa Varoitus! Älä koskaan työnnä sormia kitaan puristumisvaaran vuoksi. Avoimen kytkimen
Turvallisuustarkastus 38-123304e 23.03.2009 Turvallisuus- ja toimintatarkastus... Säilytetään kuorma-auton ohjaamossa Varoitus! Älä koskaan työnnä sormia kitaan puristumisvaaran vuoksi. Avoimen kytkimen
VOIMALAITOSTEKNIIKKA MAMK YAMK Tuomo Pimiä
 VOIMALAITOSTEKNIIKKA 2016 MAMK YAMK Tuomo Pimiä Voimalaitoksen säätötehtävät Voimalaitoksen säätötehtävät voidaan jakaa kolmeen toiminnalliseen : Stabilointitaso: paikalliset toimilaiteet ja säätimet Koordinointitaso:
VOIMALAITOSTEKNIIKKA 2016 MAMK YAMK Tuomo Pimiä Voimalaitoksen säätötehtävät Voimalaitoksen säätötehtävät voidaan jakaa kolmeen toiminnalliseen : Stabilointitaso: paikalliset toimilaiteet ja säätimet Koordinointitaso:
Exercise 1. (session: )
") EEN-E3001, FUNDAMENTALS IN INDUSTRIAL ENERGY ENGINEERING Exercise 1 (session: 24.1.2017) Problem 3 will be graded. The deadline for the return is on 31.1. at 12:00 am (before the exercise session). You
EEN-E3001, FUNDAMENTALS IN INDUSTRIAL ENERGY ENGINEERING Exercise 1 (session: 24.1.2017) Problem 3 will be graded. The deadline for the return is on 31.1. at 12:00 am (before the exercise session). You
PUUHAKE ON KILPAILUKYKYINEN POLTTOAINE PK-YRITYKSILLE TOMI BREMER RAJAMÄELLÄ
 PUUHAKE ON KILPAILUKYKYINEN POLTTOAINE PK-YRITYKSILLE TOMI BREMER RAJAMÄELLÄ 14.12.2017 METSÄN WOIMA OY TTS TYÖTEHOSEURA POLTTOHAKKEEN HINNAN OSATEKIJÄT JA SEN ARVOKETJUN OMISTAJAT Hakkeen hinta muodostuu
PUUHAKE ON KILPAILUKYKYINEN POLTTOAINE PK-YRITYKSILLE TOMI BREMER RAJAMÄELLÄ 14.12.2017 METSÄN WOIMA OY TTS TYÖTEHOSEURA POLTTOHAKKEEN HINNAN OSATEKIJÄT JA SEN ARVOKETJUN OMISTAJAT Hakkeen hinta muodostuu
Käytettävyysanalyysi
 Käytettävyysanalyysi Käytettävyyttä ja kunnossapidon ennakoivaa kohdentamista. Lopputuloksena on : Analysoitua dataa laitoksen kriittisistä laitteista Havaintoja ja parannusehdotuksia prosessista. Lausunto
Käytettävyysanalyysi Käytettävyyttä ja kunnossapidon ennakoivaa kohdentamista. Lopputuloksena on : Analysoitua dataa laitoksen kriittisistä laitteista Havaintoja ja parannusehdotuksia prosessista. Lausunto
LEVEÄ NOKKA YLEISKANSI
 SÄILYTYSKANSI PITKÄ NOKKA LEVEÄ NOKKA OIL SAFE INNOVATIIVISET VOITELUKANNUT VÄHENTÄVÄT ÖLJYJEN EPÄPUHTAUKSIA SEKÄ ROISKEITA Oil Safe-järjestelmässä on monia etuja öljyn saastumisen estämiseksi: Kaatonokat
SÄILYTYSKANSI PITKÄ NOKKA LEVEÄ NOKKA OIL SAFE INNOVATIIVISET VOITELUKANNUT VÄHENTÄVÄT ÖLJYJEN EPÄPUHTAUKSIA SEKÄ ROISKEITA Oil Safe-järjestelmässä on monia etuja öljyn saastumisen estämiseksi: Kaatonokat
KÄYTTÖ- JA HUOLTO-OHJEET C-SARJAN PUHALTIMILLE
 KÄYTTÖ- JA HUOLTO-OHJEET C-SARJAN PUHALTIMILLE 1 Keskipakoispuhallin C-sarja Näiden ohjeiden tulee aina olla puhallinta käyttävän henkilöstön saatavilla. Ennen asennusta ja kytkemistä tulee seuraavat ohjeet
KÄYTTÖ- JA HUOLTO-OHJEET C-SARJAN PUHALTIMILLE 1 Keskipakoispuhallin C-sarja Näiden ohjeiden tulee aina olla puhallinta käyttävän henkilöstön saatavilla. Ennen asennusta ja kytkemistä tulee seuraavat ohjeet
>> Ekovoimalaitos täydessä toiminnassa
 Ekovoimalaitos täydessä toiminnassa Riikinvoima Oy lyhyesti 100 % kunnallinen osakeyhtiö, osakkaina Varkauden Aluelämpö ja kahdeksan itä-suomalaista jätehuoltoyhtiötä Osakkaat huolehtivat noin 640 000
Ekovoimalaitos täydessä toiminnassa Riikinvoima Oy lyhyesti 100 % kunnallinen osakeyhtiö, osakkaina Varkauden Aluelämpö ja kahdeksan itä-suomalaista jätehuoltoyhtiötä Osakkaat huolehtivat noin 640 000
ASENNUS- JA HUOLTO-OHJE
 TELESKOOPPILUUKKU JA KAIVON JATKO-OSA D600 ASENNUS- JA HUOLTO-OHJE Kiitämme, että olette hankkinut Eccuan valmistaman tuotteen ja toivomme, että tuote vastaa Teidän parhaita odotuksianne! 1. TAKUU Eccuan
TELESKOOPPILUUKKU JA KAIVON JATKO-OSA D600 ASENNUS- JA HUOLTO-OHJE Kiitämme, että olette hankkinut Eccuan valmistaman tuotteen ja toivomme, että tuote vastaa Teidän parhaita odotuksianne! 1. TAKUU Eccuan
KESTÄVÄ METSÄENERGIA -SEMINAARI 18.11.2014
 KESTÄVÄ METSÄENERGIA -SEMINAARI 18.11.2014 KÄYTTÖPAIKKAMURSKA JA METSÄENERGIAN TOIMITUSLOGISTIIKKA Hankintainsinööri Esa Koskiniemi EPV Energia Oy EPV Energia Oy 19.11.2014 1 Vaskiluodon Voima Oy FINLAND
KESTÄVÄ METSÄENERGIA -SEMINAARI 18.11.2014 KÄYTTÖPAIKKAMURSKA JA METSÄENERGIAN TOIMITUSLOGISTIIKKA Hankintainsinööri Esa Koskiniemi EPV Energia Oy EPV Energia Oy 19.11.2014 1 Vaskiluodon Voima Oy FINLAND
Mamk / Tekniikka ja liikenne / Sähkövoimatekniikka / Sarvelainen 2015 T8415SJ ENERGIATEKNIIKKA Laskuharjoitus
 Mamk / Tekniikka ja liikenne / Sähkövoimatekniikka / Sarvelainen 2015 T8415SJ ENERGIATEKNIIKKA Laskuharjoitus HÖYRYTEKNIIKKA 1. Vettä (0 C) höyrystetään 2 bar paineessa 120 C kylläiseksi höyryksi. Laske
Mamk / Tekniikka ja liikenne / Sähkövoimatekniikka / Sarvelainen 2015 T8415SJ ENERGIATEKNIIKKA Laskuharjoitus HÖYRYTEKNIIKKA 1. Vettä (0 C) höyrystetään 2 bar paineessa 120 C kylläiseksi höyryksi. Laske
MIKKELIN AMMATTIKORKEAKOULU Tekniikka ja liikenne / Sähkövoimatekniikka T8415SJ Energiatekniikka. Hannu Sarvelainen HÖYRYKATTILAN SUUNNITTELU
 MIKKELIN AMMATTIKORKEAKOULU Tekniikka ja liikenne / Sähkövoimatekniikka T8415SJ Energiatekniikka Hannu Sarvelainen HÖYRYKATTILAN SUUNNITTELU HARJOITUSTYÖOHJE SISÄLLYS SYMBOLILUETTELO 3 1 JOHDANTO 4 2 TYÖOHJE
MIKKELIN AMMATTIKORKEAKOULU Tekniikka ja liikenne / Sähkövoimatekniikka T8415SJ Energiatekniikka Hannu Sarvelainen HÖYRYKATTILAN SUUNNITTELU HARJOITUSTYÖOHJE SISÄLLYS SYMBOLILUETTELO 3 1 JOHDANTO 4 2 TYÖOHJE
DF1 ja DF2 äänenvaimentimet Asennus- ja huolto-ohje
 1550650/3 IM-P155-07 ST Issue 3 ja äänenvaimentimet Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio 3. Asennus 4. Käyttöönotto 5. Toiminta 6. Huolto 7. Varaosat IM-P155-07 ST
1550650/3 IM-P155-07 ST Issue 3 ja äänenvaimentimet Asennus- ja huolto-ohje 1. Turvallisuusohjeet 2. Yleinen tuoteinformaatio 3. Asennus 4. Käyttöönotto 5. Toiminta 6. Huolto 7. Varaosat IM-P155-07 ST
KUIVATUSOSA www.vaahtogroup.fi
 KUIVATUSOSA VRS-GUIDE Paksuus: 0 3 P&J 5-10 mm Tummanharmaa Maksimi lämmönkesto: 85 Metalli- tai hiilikuitukomposiittiterä paperin- ja kuivatushuovanjohtotelat VRS-GUIDE on taloudellinen pinnoitevaihtoehto
KUIVATUSOSA VRS-GUIDE Paksuus: 0 3 P&J 5-10 mm Tummanharmaa Maksimi lämmönkesto: 85 Metalli- tai hiilikuitukomposiittiterä paperin- ja kuivatushuovanjohtotelat VRS-GUIDE on taloudellinen pinnoitevaihtoehto
LAV90 Etna 3000 HÖYRYPUHDISTIN. Käyttöohje Alkuperäisten ohjeiden käännös. VAROITUS! Lue käyttöohjeet huolellisesti ennen laitteen käyttöä.
 LAV90 Etna 3000 HÖYRYPUHDISTIN Käyttöohje Alkuperäisten ohjeiden käännös VAROITUS! Lue käyttöohjeet huolellisesti ennen laitteen käyttöä. Maahantuoja: ISOJOEN KONEHALLI OY Keskustie 26, 61850 Kauhajoki
LAV90 Etna 3000 HÖYRYPUHDISTIN Käyttöohje Alkuperäisten ohjeiden käännös VAROITUS! Lue käyttöohjeet huolellisesti ennen laitteen käyttöä. Maahantuoja: ISOJOEN KONEHALLI OY Keskustie 26, 61850 Kauhajoki
Ekokemin Salon Jätevoimala-hanke
 Ekokemin Salon Jätevoimala-hanke KOHTI KIERTOTALOUTTA ketterästi ja kunnianhimoisesti Ekokemin liiketoiminta-alueet Mitä Ekokem tekee? 1 Kehitämme jätteitä vähentäviä ja hyödyntäviä ratkaisuja asiakkaidemme
Ekokemin Salon Jätevoimala-hanke KOHTI KIERTOTALOUTTA ketterästi ja kunnianhimoisesti Ekokemin liiketoiminta-alueet Mitä Ekokem tekee? 1 Kehitämme jätteitä vähentäviä ja hyödyntäviä ratkaisuja asiakkaidemme
FX-korkeapainekäsipumpun käyttöohje. Copyright c 2012-2013 Eräliike Riistamaa Oy
 FX-korkeapainekäsipumpun käyttöohje Copyright c 2012-2013 Eräliike Riistamaa Oy 1 Johdanto FX-pumppu on suunniteltu, valmistettu ja testattu FX Airguns AB:ssä Ruotsissa. Pumpuissa käytetyt kaksi eri järjestelmää
FX-korkeapainekäsipumpun käyttöohje Copyright c 2012-2013 Eräliike Riistamaa Oy 1 Johdanto FX-pumppu on suunniteltu, valmistettu ja testattu FX Airguns AB:ssä Ruotsissa. Pumpuissa käytetyt kaksi eri järjestelmää
Tuuligeneraattorin laakeroinnin analysointi. Analysis of Wind Generator Bearings
 Teknillinen tiedekunta Konetekniikan koulusohjelma BK10A0400 Kandidaatintyö ja seminaari Tuuligeneraattorin laakeroinnin analysointi Analysis of Wind Generator Bearings Lappeenrannassa 7.5.2010 Niko Tuominen
Teknillinen tiedekunta Konetekniikan koulusohjelma BK10A0400 Kandidaatintyö ja seminaari Tuuligeneraattorin laakeroinnin analysointi Analysis of Wind Generator Bearings Lappeenrannassa 7.5.2010 Niko Tuominen
TIETOA SCANIAN SUODATTIMISTA
 TIETOA SCANIAN SUODATTIMISTA Scanian suodattimet on kehitetty ja testattu perusteellisesti yhteensopiviksi muiden Scania-osien kanssa, ja ne täyttävät tiukat toimintaa ja laatua sekä huoltoa ja luotettavuutta
TIETOA SCANIAN SUODATTIMISTA Scanian suodattimet on kehitetty ja testattu perusteellisesti yhteensopiviksi muiden Scania-osien kanssa, ja ne täyttävät tiukat toimintaa ja laatua sekä huoltoa ja luotettavuutta
Sisäpiirijuttu. The Inside Story
 Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Essolube. Break-In Oil STANDARD NOBEL-STANDARD KUNTOONAJOÖLJY
 Essolube Break-In Oil STANDARD KUNTOONAJOÖLJY NOBEL-STANDARD ESSOLUBE BREAK-IN OIL (KUNTOONAJOÖLJY) Uusien tai perinpohjaisesti korjattujen autojen tai autobussien kuntoonajo on aina ollut työläs tehtävä.
Essolube Break-In Oil STANDARD KUNTOONAJOÖLJY NOBEL-STANDARD ESSOLUBE BREAK-IN OIL (KUNTOONAJOÖLJY) Uusien tai perinpohjaisesti korjattujen autojen tai autobussien kuntoonajo on aina ollut työläs tehtävä.
Loppukäyttäjän/urakanantajan näkemyksiä. Tuomarniemi 8.4 Energiaseminaari Esa Koskiniemi
 Loppukäyttäjän/urakanantajan näkemyksiä Tuomarniemi 8.4 Energiaseminaari Esa Koskiniemi Vaskiluodon Voima Oy FINLAND Vaasa 230 MW e, 170 MW KL Seinäjoki 125 MW e, 100 MW KL Vaskiluodon Voima on EPV Energia
Loppukäyttäjän/urakanantajan näkemyksiä Tuomarniemi 8.4 Energiaseminaari Esa Koskiniemi Vaskiluodon Voima Oy FINLAND Vaasa 230 MW e, 170 MW KL Seinäjoki 125 MW e, 100 MW KL Vaskiluodon Voima on EPV Energia
Tuoteseloste FI 08.2005 Heatset Prosessivärit APUAINEET
 APUAINEET Hubergroupin uuden teknologian heatset-painovärit on suunniteltu käytettäviksi sellaisenaan ilman apuaineita. Joskus syntyy kuitenkin tilanteita, joissa painatusprosessin olosuhteissa tapahtuu
APUAINEET Hubergroupin uuden teknologian heatset-painovärit on suunniteltu käytettäviksi sellaisenaan ilman apuaineita. Joskus syntyy kuitenkin tilanteita, joissa painatusprosessin olosuhteissa tapahtuu
Luento 5 Riippuvuudet vikapuissa Esimerkkejä PSA:sta
 Luento 5 Riippuvuudet vikapuissa Esimerkkejä S:sta hti Salo Teknillinen korkeakoulu L 1100, 0015 TKK 1 Toisistaan riippuvat vikaantumiset Riippuvuuksien huomiointi erustapahtumien taustalla voi olla yhteisiä
Luento 5 Riippuvuudet vikapuissa Esimerkkejä S:sta hti Salo Teknillinen korkeakoulu L 1100, 0015 TKK 1 Toisistaan riippuvat vikaantumiset Riippuvuuksien huomiointi erustapahtumien taustalla voi olla yhteisiä
ASENNUS-, HUOLTO- JA KÄYTTÖOHJEET ARCTIC BUFFET LINE DROP IN KEITTOLÄMMITIN
 ASENNUS-, HUOLTO- JA KÄYTTÖOHJEET ARCTIC BUFFET LINE DROP IN KEITTOLÄMMITIN MALLIT: BLDISH SISÄLLYSLUETTELO Vastaanotto 3 Asennus ja käyttöönotto 3 Käyttö 4 Puhdistus 4 Huolto 4 Jos laite ei toimi 4 Takuuehdot
ASENNUS-, HUOLTO- JA KÄYTTÖOHJEET ARCTIC BUFFET LINE DROP IN KEITTOLÄMMITIN MALLIT: BLDISH SISÄLLYSLUETTELO Vastaanotto 3 Asennus ja käyttöönotto 3 Käyttö 4 Puhdistus 4 Huolto 4 Jos laite ei toimi 4 Takuuehdot
Riikinvoiman ajankohtaiset
 Riikinvoiman ajankohtaiset Yhdyskuntajätteestä energiaa kiertopetitekniikalla 18.2.2016 Sisältö 1. Hanke- ja prosessiesittely 2. Kiertopetitekniikan haasteet ja mahdollisuudet 3. Tilannekatsaus Riikinvoiman
Riikinvoiman ajankohtaiset Yhdyskuntajätteestä energiaa kiertopetitekniikalla 18.2.2016 Sisältö 1. Hanke- ja prosessiesittely 2. Kiertopetitekniikan haasteet ja mahdollisuudet 3. Tilannekatsaus Riikinvoiman
Voitelulaitteet ja -järjestelmät
 Teknillinen korkeakoulu Insinööritieteiden ja arkkitehtuurin tiedekunta Konetekniikan tutkinto-ohjelma Voitelulaitteet ja -järjestelmät Kandidaatintyö 25.04.2008 Kaur Jaakma 2 Tekijä: Kaur Jaakma Työn
Teknillinen korkeakoulu Insinööritieteiden ja arkkitehtuurin tiedekunta Konetekniikan tutkinto-ohjelma Voitelulaitteet ja -järjestelmät Kandidaatintyö 25.04.2008 Kaur Jaakma 2 Tekijä: Kaur Jaakma Työn
Komposiitti- ja valumarmorialtaat
 Komposiitti- ja valumarmorialtaat SISÄLLYS Komposiittialtaat sivut 3-9 Valumarmorialtaat sivut 10-17 Erikoismitta valumarmorialtaat sivut 18-19 komposiittialtaat Komposiittialtaat: kestää kylmää ja kuumaa
Komposiitti- ja valumarmorialtaat SISÄLLYS Komposiittialtaat sivut 3-9 Valumarmorialtaat sivut 10-17 Erikoismitta valumarmorialtaat sivut 18-19 komposiittialtaat Komposiittialtaat: kestää kylmää ja kuumaa
KÄYTTÖOHJEET. Köysivintturi Tyypip 220.0, , , , , ,125
 KÄYTTÖOHJEET Köysivintturi Tyypip 0.0,3 0.0,5 0.0,75 0. 0. 0.3 4.0,5 40.0,08 40.0,5 Sisällysluettelo. Tärkeitä turvallisuusohjeita 6. Köyden kiinnittäminen. Tekniset tiedot 7. Käyttö 3. Yleistä 8. Huolto
KÄYTTÖOHJEET Köysivintturi Tyypip 0.0,3 0.0,5 0.0,75 0. 0. 0.3 4.0,5 40.0,08 40.0,5 Sisällysluettelo. Tärkeitä turvallisuusohjeita 6. Köyden kiinnittäminen. Tekniset tiedot 7. Käyttö 3. Yleistä 8. Huolto
"THE FLOW" TIIVISTENESTELAITTEEN ASENNUS-, KÄYTTÖ-, JA HUOLTO-OHJE KAKSITOIMISELLE MEKAANISELLE TIIVISTEELLE (T 03)
") THE FLOW TECHNO TFT OY KORVENKYLÄNTIE 10 P.O. BOX 50 40951 MUURAME, FINLAND TEL: +358-14-3722113 FAX: +358-14-3722012 E-mail: flowtechno@flowtechno.com TIIVISTENESTELAITE: TFT W03 A F Sivu: 1/7 Korvaa:
THE FLOW TECHNO TFT OY KORVENKYLÄNTIE 10 P.O. BOX 50 40951 MUURAME, FINLAND TEL: +358-14-3722113 FAX: +358-14-3722012 E-mail: flowtechno@flowtechno.com TIIVISTENESTELAITE: TFT W03 A F Sivu: 1/7 Korvaa:
TAMPEREEN TEKNILLINEN YLIOPISTO Konetekniikan osasto. PAULA HYNÖNEN VIERINTÄLAAKERIEN RASVAKESKUSVOITELU Diplomityö
 TAMPEREEN TEKNILLINEN YLIOPISTO Konetekniikan osasto PAULA HYNÖNEN VIERINTÄLAAKERIEN RASVAKESKUSVOITELU Diplomityö Tarkastaja Prof. Juha Miettinen Määrätty osastoneuvoston kokouksessa 6.4.2005 i TAMPEREEN
TAMPEREEN TEKNILLINEN YLIOPISTO Konetekniikan osasto PAULA HYNÖNEN VIERINTÄLAAKERIEN RASVAKESKUSVOITELU Diplomityö Tarkastaja Prof. Juha Miettinen Määrätty osastoneuvoston kokouksessa 6.4.2005 i TAMPEREEN
Vierintälaakereiden voitelu. Vierintälaakerit
 Vierintälaakereiden voitelu Vierintälaakerit FAG Sales Europe - Finland Julkaisu no. WL 81 115/4 FIb Vierintälaakereiden voitelu Julkaisu no WL 81 115/4 FI FAG Sales Europe - Finland Kutojantie 11 02630
Vierintälaakereiden voitelu Vierintälaakerit FAG Sales Europe - Finland Julkaisu no. WL 81 115/4 FIb Vierintälaakereiden voitelu Julkaisu no WL 81 115/4 FI FAG Sales Europe - Finland Kutojantie 11 02630