VALETTUJEN PROSESSIPUMPPUJEN SOVITUSTYÖN KEHITTÄMINEN
|
|
|
- Maija-Liisa Uotila
- 5 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Toni Leppänen VALETTUJEN PROSESSIPUMPPUJEN SOVITUSTYÖN KEHITTÄMINEN Päiväys Tarkastajat: Professori Juha Varis DI Petri Taipale Ohjaaja: Tommi Ratia
2 TIIVISTELMÄ Lappeenrannan teknillinen yliopisto LUT Energiajärjestelmät LUT Kone Toni Leppänen Valettujen prosessipumppujen sovitustyön kehittäminen Diplomityö sivua, 38 kuvaa, 11 taulukkoa ja 4 liitettä Tarkastaja: Professori Juha Varis DI Petri Taipale Hakusanat: yhteensovittaminen, valukappale, hionta, teollisuusrobotti, 3D-skanneri Tässä tutkimuksessa selvitetään valamalla valmistettujen prosessipumppujen kannen ja pesän yhteensovittamista helpottavia tekijöitä, ja luodaan suunnitelma lisäarvoisemmasta sovitusmenetelmästä. Epätarkoista valukappaleista johtuen pumppujen virtauspintaan syntyy epäjatkuvuuskohta, joka tulee poistaa ennen pumpunkannen ja -pesän yhteensovitusta. Sovitusprosessin työläimmät vaiheet ovat poistettavan materiaalin määrittäminen ja materiaalin poistaminen. Käsin tehdyn sovitusprosessin kehittämiseksi se jaetaan osatoimintoihin, joihin etsitään ratkaisuvaihtoehtoja kirjallisuudesta sekä robotti-integraattoreita ja mittalaitevalmistajia haastattelemalla. Tutkimuksen empiirisen osan tavoitteena on selvittää 3D-skannerin ja tietokoneohjelmiston soveltuvuus poistettavan materiaalin määrittämiseen. Ratkaisuvaihtoehtojen hyviä ja huonoja puolia arvioidaan herkkyysanalyysin avulla. Analyysin perusteella paras kehitysratkaisu sovitustyöhön on 3D-skanneri ja hiova kiertyvänivelinen teollisuusrobotti. 3D-skannerin huomataan tuovan lisäarvoa myös pumpun muihin tuotantovaiheisiin, ja sitä voidaan hyödyntää useiden pumpputehtaan muiden tuotteiden laadun varmistamiseen. Työssä käydään läpi menetelmät robotti-investoinnin kannattavuuden selvittämiselle. Investointilaskelmista voidaan tehdä johtopäätös, että automaattisen sovitusjärjestelmän käyttöaste jää pieneksi. Jotta investointi kyseiseen järjestelmään on taloudellisesti kannattavaa, teollisuusrobottia ja 3D-skanneria tulee hyödyntää myös muiden pumpputehtaan tuotteiden valmistukseen.
3 ABSTRACT Lappeenranta University of Technology LUT School of Energy Systems LUT Mechanical Engineering Toni Leppänen Development of matching work of casted process pumps Master s thesis pages, 38 figures, 11 tables and 4 appendices Examiner: Professor Juha Varis M. Sc. Tech. Petri Taipale Keywords: matching, casting, grinding, industrial robot, 3D scanner This master s thesis examines facilitating factors for fitting casted process pumps cover and casing, and creates a plan for a more valuable fitting method. Due to inaccurate castings, a discontinuity which must be removed before fitting process, is formed to the hydraulic surface of the pumps. The most arduous phases in the fitting process are determining the material to be removed and removing the material. To develop manual fitting process, it is divided into sub-functions for which solution options are sought from literature, and by interviewing robot integrators and measuring device manufacturers. The objective of the empirical part of this research is to find out applicability of a 3D scanner and pc program for determining the material to be removed. The good and bad sides of the solution options are evaluated using sensitivity analysis. Based on the analysis, the best development solution for the fitting work is a 3D scanner and an abrasive articulated industrial robot. The 3D scanner is also recognized to provide added value to other pump production phases and can be utilized to assure the quality of several other pump factory products. The thesis examines the methods to determine profitability of a robotic investment. From the investment calculations it can be concluded that the utilization rate of the automatic fitting system remains low. In order to be economically viable to invest in this system, the industrial robot and 3D scanner should also be used to manufacture other pump factory products.
4 ALKUSANAT Haluan kiittää Sulzer Pumps Finland Oy:tä erittäin mielenkiintoisesta diplomityön aiheesta ja työelämän kokemuksista, jotka ovat valmentaneet minua eteen päin koulutuksessani. Erityisesti haluan kiittää Tommi Ratiaa kannustavasta työn ohjaamisesta sekä avusta, ja luottavaisesta asenteesta tutkimuksen toteutumista kohtaan. Tahdon kiittää myös muita pumpputehtaan toimihenkilöitä ja tuotantotyöntekijöitä, jotka ovat tietotaidollaan ja ideoillaan auttaneet edistämään tutkimusta. Tutkimuksen aikana olen saanut olla tekemisissä useiden eri organisaatioiden edustajien kanssa, ja olen oppinut valtavasti valmistavasta tuotannosta. Työ on ollut minulle henkilökohtaisesti palkitseva, ja se on täyttänyt tavoitteitani kehittyä monipuolisesti alani ammattilaisena. Kiitokset myös opiskelutovereille vuosia kestäneestä yhteisestä opintiestä ja hulvattoman hauskoista kokemuksista. Lopuksi haluan kiittää läheisiäni ja erityisesti vanhempiani motivoinnista ja kannustuksesta koko tähänastisten opintojen ajan. Toni Leppänen Kotkassa
5 5 SISÄLLYSLUETTELO TIIVISTELMÄ ABSTRACT ALKUSANAT SISÄLLYSLUETTELO LYHENNELUETTELO 1 JOHDANTO Työn ongelma, tavoite ja rajaus Tutkimusmenetelmät HIONTA Hiomalaikka Hioma-aine Karkeus Kovuus Sideaine Menetelmät käsin hiontaan TEOLLISUUSROBOTIIKKA Rakenteet ja robottityypit Toimilaitteet Työkalut ja tarraimet Oheislaitteiden voimanlähteet Konenäkö D-skannaus Ohjelmointi Robottisuojaus Voimaohjaus ja työstön jousto... 38
6 6 3.9 Robotin tarkkuus Robottijärjestelmien suunnittelu SOVITUSTYÖN KEHITTÄMINEN Sovitustyön kehittämisen tavoitteet ja lähtötilanne Yhteensovittamisen kehitysideoiden rajaaminen Prosessin määrittäminen ja rajaaminen Ratkaisuvaihtoehtojen selvittäminen Herkkyysanalyysi järjestelmävaihtoehdoille Poistettavan materiaalin määritys Materiaalin poistaminen Herkkyysanalyysin tulokset INVESTOINNIN KANNATTAVUUS TUTKIMUKSEN JOHTOPÄÄTÖKSET JA KEHITYSIDEAT Tutkimuksen objektiivisuus, validiteetti ja luotettavuus YHTEENVETO LÄHTEET LIITTEET LIITE I: Juoksupyörän oikeamuotoisuuden tarkistaminen. LIITE II: Laserprojektorin tarjouspyyntö.
7 7 SYMBOLI- JA LYHENNELUETTELO A ac D E F I L M P Q R Rd Re vc vf Robotin arvonalennus Lastuamissyvyys [mm] Vieras pääoma Oma pääoma Robotin ylläpitokustannukset Kokonaisinvestointi Vuosittaiset kustannussäästöt Vuosittaiset kulut Takaisinmaksuaika Lastuvirta [cm 3 /min] Pääoman tuottoaste Vieraan pääoman korko Tuottovaatimus Lastuamisnopeus [m/min] Syöttö [mm/r] 3D CAD CAM DOF NPV ROI WACC Three Dimensional, kolmiulotteinen Computer Aided Design, tietokoneavusteinen suunnittelu Computer Aided Manufacturing, tietokoneavusteinen valmistus Degree Of Freedom, vapausaste Net Present Value, nettonykyarvo Return On Investment, pääoman tuottoastemenetelmä Weighted Average Cost of Capital, pääoman keskimääräinen kustannus
8 8 1 JOHDANTO Työn tarkoitus on kehittää valamalla valmistettujen kaksinkertaisella imulla varustettujen aksiaalisesti jaettujen yksivaiheisien keskipakopumppujen yhteensovittamismenetelmää. Se on moniosainen prosessi ja pitää sisällään fyysisesti raskasta ja kuluttavaa käsinhiontatyötä. Menetelmän kehittäminen on Sulzerin pumpputehtaalle ajankohtainen, sillä myös muiden pumppumallien valuosissa on valmistusmenetelmästä johtuvia mitta- ja muotovaihteluita, jotka aiheuttavat epätarkkuutta koneistusten nollapisteiden määrittämisessä ja edelleen osien yhteensovittamisessa. Yrityksen sisällä on panostettu hukan vähentämiseen, ja lähtökohtaisesti automatisoitua tuotantoa pidetään etuna. Tutkimuksessa käsiteltävien prosessipumppujen tuotantotilat ovat erillään muusta tuotannosta, ja niiden tuotantomäärät ovat pienet suhteessa pumpputehtaan päätuoteperheeseen. 1.1 Työn ongelma, tavoite ja rajaus Työn pääongelma on, että epätarkoista valukappaleista johtuen pumpunkannen ja -pesän yhteensovituksessa virtauspinnat ovat eri tasossa, josta aiheutuu ylimääräisiä virtauksia pumpun sisällä liikkuvaan nesteeseen. Tämä epäjatkuvuuskohta tulee poistaa pumpun toiminnan sekä hyötysuhteen parantamiseksi. Tavoitteena on löytää sovitustyötä helpottavia ratkaisuja, sekä luoda suunnitelma lisäarvoisemmasta sovitusmenetelmästä. Tutkimuksessa pyritään selvittämään ennakkoluulottomasti vaihtoehtoisia menetelmiä, mutta pumppujen pienestä tuotantomäärästä johtuen edistyneimmät tekniikat on jätetty ratkaisuvaihtoehtojen ulkopuolelle. Työn johtopäätöksissä on mietitty myös muiden menetelmien mahdollisuuksia. Aiheen laajan kokonaisuuden takia, työssä käsiteltäviä aiheita rajataan tutkimuksen edetessä, jotta käytettävissä olevat resurssit voidaan kohdistaa oikein. Tässä tutkimuksessa haetaan vastausta kysymykseen: millaisilla menetelmillä päästään lisäarvoisempaan sovitusmenetelmään? 1.2 Tutkimusmenetelmät Tässä tutkimuksessa ratkaisuja ongelmiin etsitään haastattelemalla tekniikan asiantuntijoita ja keskustelemalla alan organisaatioiden sekä laitevalmistajien edustajien kanssa.
9 9 Muistiinpanot sähköisesti sekä suullisesti käydyistä keskusteluista ja haastatteluista on kirjoittajan hallussa. Työn kirjallisuuskatsauksessa käsitellään hiontaa valmistusmenetelmänä sekä perehdytään teollisuusrobotiikkaan ja esitellään tavallisimmat teollisuudessa käytetyt robottityypit. Kirjallisuustutkimuksen avulla etsitään vaihtoehtoisia ratkaisuja sovitustyön kehittämiseksi vastaavanlaisista kehitystöistä sekä aiheeseen liittyvistä tutkimuksista, ja varmennetaan haastatteluiden pohjalta syntyneiden ideoiden paikkansapitävyys. Ratkaisuvaihtoehtojen ja työn rajaamisessa apuna käytetään tuotekehityksestä tuttua menetelmää, osatoimintoihin jakoa. Vaihtoehtojen hyviä ja huonoja puolia arvioidaan herkkyysanalyysin avulla, joka mahdollistaa menetelmien vertailun tuotannossa tärkeänä pidettyjen ominaisuuksien suhteen. Empiiristen kokeiden avulla testattiin niiden menetelmien soveltuvuus ja toimivuus, joihin kirjallisuudesta tai asiantuntijoilta ei saatu vastauksia. Uuden menetelmän investoinnin kannattavuuden arviointiin tarjotaan työkalut työn lopussa investointilaskuesimerkeillä havainnollistaen.

10 10 2 HIONTA Hionta on lastuavan työstön menetelmä, jossa useat pienet hiontarakeet poistavat materiaalia työstettävästä kappaleesta. Hiomajyvät eli -rakeet toimivat hionnassa lastuavina terinä, ja ne on usein kiinnitetty toisiinsa sideaineen avulla. Tilanteesta riippuen hiomarakeita voidaan tuoda työkohteeseen kantoaineen kuten öljyn tai nesteen avulla, tällaista hiontaa kutsutaan hienotyöstöksi (Oraskari 2005, s. 197). Hionta ja pinnan viimeistely ovat usein viimeinen toimenpide, joka suoritetaan kappaleelle, jotta saavutetaan toleranssin mukaiset riittävät mitat ja pinnanlaatu. Useissa nykyteollisuudessa koneistettavissa komponenteissa tarkat mitta- ja pinnanlaatutoleranssit ovatkin välttämättömiä vaatimuksia. (Kumar & Dhanabalan 2018, s. 1; Maaranen 2012, s. 87.) Hionnassa lastuamisliikkeen voi tehdä sekä työkappale että työkalu. Lastuamisliike tapahtuu samaan suuntaan kuin lastu irtoaa. Sen suuruutta kuvataan lastuamisnopeudella vc ja mittasuureena käytetään joko (m/s) tai (m/min). Syöttöliikettä on sekä pitkittäis- että sivuttaissuunnassa, syötön suureena käytetään yleisesti vf (mm/r) tai (mm/s). Asetusliike määrittää työstön lastuamissyvyyden ac, joka ilmoitetaan millimetreinä. Kuvassa 1 on havainnollistettu hionnassa käytetyt lastuamisliikkeet. Kuva 1. Hionnassa käytettävät lastuamisliikkeet (Maaranen 2012, s. 87). Lastuamismenetelmänä hionta eroaa muista menetelmistä erityisesti lastuavien terien (hiomarakeiden) lukumäärässä, joita on merkittävästi enemmän kuin esimerkiksi jyrsinnässä
.")
11 11 käytettävässä työkalussa. (Maaranen 2012, s. 90.) Hiomalaikan ulkoreunalla olevat jyvät leikkaavat työkappaleesta pölymäisen pieniä lastuja, tätä havainnollistaa kuva 2 alla. Kuva 2. Lastuamistapahtuma hionnassa (Kumar & Dhanabalan 2018, s.2). Työkappaletta koneistettaessa voi syntyä virheitä geometrisiin ominaisuuksiin kuten ympyrämäisyyteen tai lieriömäisyyteen, pintavirheitä kuten karheus, mikrohalkeamia, aaltomaisuus tai pinnan palaminen. Lisäksi kappaleeseen voi jäädä jäännösjännityksiä ja se voi altistua plastiselle muodonmuutokselle. Työkappaleen pinnan eroavuudet, jotka rikkovat lastuamisnestekalvon, aiheuttavat ylimääräistä kulumista ja kitkaa. Toiminnalliset ja tribologiset ominaisuudet kuten väsymis-, korroosio- ja kulumiskestävyys ovat kitkan ohella vahvasti yhteydessä pinnankarheuteen ja pinnanlaatuun. (Kumar & Dhanabalan 2018, s.2.) Hiomalla työkappaleen pinnasta tulee tasaisempi, kun pinnan huippu leikkaantuu pinnan pohjan tasolle. Samalla kappaleesta poistuu jäännösjännityksiä ja pinnan eroavaisuudet tasoittuvat, kun pienet raot ja halkeamat täyttyvät lastuista. Lisäksi pinta kovenee ja sen kulumiskestävyys paranee. (Kumar & Dhanabalan 2018, s.2.) 2.1 Hiomalaikka Hiontatyössä lastua leikkaava terä on hiomarae, joka koostuu hioma-aineesta. Hiomarakeet kiinnittyvät yhteen sideaineen avulla joiden väliin jää huokosia, eli välitiloja. Nämä kolme elementtiä muodostavat hiomalaikan. Teollisuudessa tietyissä tilanteissa käytetään esimerkiksi timanttilaikkaa metallisella sideaineella. Nämä ovat erikoishiomalaikkoja, joissa ei ole lainkaan huokosia. Kuvassa 3 on havainnollistettu hiomalaikan rakenne.

12 12 Kuva 3. Hiomalaikan rakenne (Uddeholm Ab 2005, s. 1). Hiomalaikkoja valmistetaan tyypiltään ja geometrialtaan useisiin erilaisiin käyttökohteisiin. Myös laikan koko ja muut mekaaniset ominaisuudet vaihtelevat, joten hiojan tulee tietää millainen laikka sopii kuhunkin tilanteeseen parhaiten. Taulukossa 1 on esitetty yleisimmät käsin hionnassa käytetyt laikkatyypit. (Maaranen 2012, s. 94.) Taulukko 1. Yleisimmät käsin hionnassa käytetyt laikkatyypit (Maaranen 2012, s. 95).
13 13 Yleisin laikkatyyppi on suorakulmainen eli reunamuodoltaan suora laikka. Kulmahiomakoneessa käytetään napa- tai katkaisulaikkaa, lisäksi tilannekohtaisesti siihen voi kiinnittää puhdistus- tai kiillotuslaikkoja. Napalaikalla hionta suoritetaan sen otsapinnalla, kun katkaisulaikkaa käyttäessä työ tehdään laikan kehällä. Pintojen ja muotojen viimeistelyyn käytetään hiomapaperilaikkoja. Laikan ja koneen väliin laitetaan kumista valmistettu tukilaippa, joka auttaa säätelemään hiomapainetta ja tuo lisää joustavuutta hiontatyöhön. (Kalpakjian &Schmid 2006, s. 794; Maaranen 2012, s ) Hiomalaikan rakenne ja koostumus määrittelevät sen ominaisuudet ja käyttötarkoituksen. Tiheää laikkaa käytetään kun hyvä pinnanlaatu on tärkeä, hiottava työkappale on kova ja hauras tai kosketuspinta on pieni. Kun halutaan suuri hiomateho, kosketuspinta on suuri tai hiottava materiaali on pehmeää ja sitkeää, valitaan pehmeä laikka. Liian tiheästä hiomalaikasta aiheutuu ylimääräistä lämpöä, sillä työstettävän kappaleen lastut eivät mahdu laikan huokosiin, eivätkä kuljeta lämpöä mukanaan pois. Hiomalaikan rakenne ilmoitetaan numeroin 0 12, taulukkoon 2 on listattu laikkojen tiheysasteet ja niitä vastaavat numerot. (Maaranen 2012, s. 98; Uddeholm Ab 2005, s. 1.) Taulukko 2. Hiomalaikkojen tiheysaste ja niitä vastaavat lukuarvot. Tiheysaste Arvo Tiheä 0 3 Keskitiheä 4 6 Avoin 7 12 Laikkoihin merkitään valmistajien toimesta niiden ominaisuuksia kuvaava tunnistusmerkintä standardisoiduin kirjaimin ja numeroin. Merkinnästä tulisi ilmetä laikassa käytetty hioma-aine, karkeus, kovuus, rakenne ja sideaine. (Maaranen 2012, s. 95.) Kuvassa 4 on esitetty esimerkki tunnistusmerkinnästä ja merkkien tarkoitukset.
. 2.2 Hioma-aine Neljä yleisintä hiomalaikoissa käytettävää hiomarakeiden valmistusainetta ovat alumiinioksidi (Al2O3), boorinitridi, piikarbidi (SiC) ja timantti.")
14 14 Kuva 4. Hiomalaikan tunnistusmerkintä ja merkkien merkitys (Maaranen 2012, s. 96). 2.2 Hioma-aine Neljä yleisintä hiomalaikoissa käytettävää hiomarakeiden valmistusainetta ovat alumiinioksidi (Al2O3), boorinitridi, piikarbidi (SiC) ja timantti. Hioma-aineiden tunnistusmerkkeinä käytetään kirjaimia A, B, C ja D ja se mainitaan ensimmäisenä hiomalaikan ominaisuuksien tunnistusmerkinnässä. (Maaranen 2012, s. 96.) Teollisuudessa eniten käytetty hioma-aine on alumiinioksidi, sillä se sopii hyvin sitkeiden materiaalien kuten hiili-, seos- tai pikaterästen hiontaan. Hiomalaikan väri on yleensä punainen, valkoinen tai musta. (Maaranen 2012, s. 96.) Boorinitridi on kovaa ja hyvin lämpöä kestävää materiaalia, joten se soveltuu hyvin karkaistun teräksen sekä suuren lastuamisnopeuden hiontatyöhön (Maaranen 2012, s. 97).
15 15 Piikarbidilaikka soveltuu parhaiten matalan vetolujuuden omaaville materiaaleille. Esimerkki käyttökohteita tälle vihreälle tai harmaalle laikalle ovat valurauta, alumiini ja betoni. (Maaranen 2012, s. 97.) Timantti on maailman kovin materiaali, sillä on alhainen kitkakerroin ja korkea lämmönjohtavuus. Luonnontimantit ovat harvoin tasalaatuisia, joten tekotimanttien käyttö hioma-aineena on lisääntynyt. Se sopiikin lyhytlastuisten materiaalien, kuten keramiikan, lasin, kiven ja kovametallin hiontaan. (Maaranen 2012, s ; Würth 2018 s. 48.) 2.3 Karkeus Hiomalaikan karheuden, eli hiomarakeiden koon ilmoittamiseen käytetään numeroita. Karheuden luku ilmaisee aukkojen lukumäärän vakiokokoisessa seulassa, jonka läpi hiomarakeet kulkeutuvat. Esimerkiksi karkeutta 20 oleva hiomarae menee läpi seulasta, jossa on 16 aukkoa tuumaa kohden, mutta jää kiinni seulaan jossa on 20 aukkoa. Pienempi luku siis viittaa karkeaan laikkaan, joita käytetään kun halutaan suuri hiomateho ja hiottu pinta saa olla karkea, hiottava kappale on suhteellisen pehmeä tai kun työkappaleella ja laikalla on suuri kosketuspinta. Hienoa laikkaa käytetäää kun hiottava työkappale on suhteellisen kovaa materiaalia, kyseessä on viimeistelyhionta ja halutaan hyvä pinnanlaatu. Taulukkoon 3 on listattu eri karkeusasteet ja niitä vastaavat lukuarvot. (Kalpakjian & Schmid 2006, s. 793; Maaranen 2012, s. 97.) Taulukko 3. Hiomalaikkojen karkeusasteet ja niitä vastaavat lukuarvot (Maaranen 2012, s. 97). Karkeusaste Arvo Karkea 10, 12, 14,16, 20, 24 Keskikarkea 30, 36, 46, 54, 60 Hieno 70, 80, 90, 100, 120 Erittäin hieno 150, 180, 200, 220, 240, 280, 320, 400, 500, Kovuus Hiomalaikan kovuus, eli hiomarakeen kyky vastustaa irtoamista (Maaranen 2007, s. 204.) määrittyy hiomarakeet yhdistävän sideaineen suhteellisen osuuden perusteella. Kovassa laikassa sideainetta on paljon ja huokosia vähän, niin että hiomarakeet eivät irtoa kovankaan
16 16 hiomapaineen vaikutuksesta. Päinvastaisesti laikkaa sanotaan pehmeäksi, jos hiomarakeet irtoavat pienenkin hiontapaineen vaikutuksesta. Hiomalaikan kovuus ilmoitetaan kirjaimella aakkosjärjestyksessä. Taulukossa 4 on luokiteltu kovuutta kuvaavien merkkien rajat. Esimerkiksi työkaluteräksiä hiottaessa tavallisimmin käytetään pehmeitä kovuuksia G K. (Uddeholm Ab 2005, s. 3.) Taulukko 4. Hiomalaikan kovuusasteet ja -merkit. Kovuusaste Merkit Pehmeä A H Keskikova I P Kova Q Z Laikan kovuus päätetään hiottavan kappaleen ominaisuuksien mukaan. Tavallisesti kovaa laikkaa käytetään hiottaessa pehmeitä materiaaleja, ja pehmeää laikkaa käytetään koville materiaaleille. Oikein toimivassa hiomalaikassa sideaineessa esiintyvien jännitysten ja sideaineen lujuus ovat tasapainossa. Tämä mahdollistaa hiomalaikalle itseteroittuvan ominaisuuden, eli kun hiomarae on tarpeeksi kulunut, se irtoaa ja tilalle tulee uusi hiomarae. Murtuessaan hiomarakeeseen syntyy lisää leikkaavia särmiä, joka tehostaa laikan itseteroittumista. Laikan kovuus määrittelee sen itseteroittumisen määrän, joka on syytä olla tasapainossa hiottavan kappaleen kanssa, jotta laikka pysyy terävänä eikä kulu liian aikaisin. (Maaranen 2012, s. 98; Uddeholm Ab 2005, s. 3.) 2.5 Sideaine Hiomalaikan sideaineen tehtävä on pitää hiomarakeet paikallaan, ja sen suhteellinen osuus huokosiin ja rakeisiin nähden määrittää laikan kovuuden. Kuten muissakin hiomalaikan komponenteissa, sideaineena voidaan käyttää eri materiaaleja riippuen hiontatyöstä. Taulukkoon 5 on listattu hiomalaikoissa tavallisimmin käytetyt sideaineet sekä niiden ominaisuudet. (Maaranen 2012, s. 98.)
17 17 Taulukko 5. Hiomalaikoissa käytetyt sideaineet ja niiden ominaisuudet (Kalpakjian & Schmid 2006, s ; Maaranen 2012, s. 99; Oraskari 2005, s. 202). Sideaine Lyhenne Ominaisuudet Keraami V Eniten käytetty sideaine, luja, jäykkä, huokoinen, hauras, öljyn- ja haponkestävä. Bakeliitti B Suuri lujuus ja joustavuus, tarkoitettu suurille kehänopeuksille, erityisesti rouhintahiontaan. Kumi R Käytetään kun hiomapaineet ovat korkeat ja halutaan hyvä pinnanlaatu. Metalli M Käytetään timantti- ja boorinitridilaikoissa. Kestää erittäin suuria kehänopeuksia. 2.6 Menetelmät käsin hiontaan Myös käsin hionnassa hiomakone tekee pää- eli lastuamisliikkeen, mutta asetus- ja syöttöliikkeen kone tekee ihmisen ohjaamana ja työstettävä kappale on paikallaan (Maaranen 2007, s. 72). Yleisin hiomiseen käytettävä työkalu on pyörivä hiomalaikka. Käsin hionta on raskasta, likaista ja kuluttavaa työtä, jossa sattuu suhteellisen usein työtapaturmia (Brumson 2012; Tuerk 2013). Käsikäyttöiset hiomakoneet saavat käyttövoimansa joko sähköllä tai paineilmalla. Sähkökäyttöinen on raskas mutta voimansaanti on helppoa, paineilmakäyttöinen on kevyt ja toimintavarma. (Maaranen 2007, s. 71.) Viime vuosina käsikäyttöisten koneiden teho on kasvanut sähkömoottoreiden pienenemisen ja keventymisen ansiosta, entisen kokoisissa laitteissa voi olla jopa tuplasti tehoa. Lisäteho on mahdollistanut nopeamman suoriutumisen työstä, mutta on myös lisännyt loukkaantumisten määrää, sillä suuritehoisemman koneen hallinta vaatii työntekijältä enemmän tarkkaavaisuutta ja voimaa. (Tuerk 2007). Kulmahiomakoneessa hiomalaikka on 90 asteen kulmassa kulmahiomakoneen moottorin akseliin nähden. Yleisin energialähde on sähköverkon vaihtovirta, mutta myös akku- ja paineilmakäyttöisiä koneita on markkinoilla. Sähkökäyttöiset mallit ovat tehokkaimpia, mutta myös raskaimpia. Paineilmakäyttöiset ovat kevyitä, mutta tarvitsevat toimiakseen kompressorin. Kulmahiomakone soveltuu monenlaiseen työstämiseen erilaisten lisätarvikkeiden avulla, tavallisesti koneeseen kiinnitetään napa- tai katkaisulaikka.
. Yleensä kulmahiomakoneet luokitellaan joko tehon tai laikan halkaisija mukaan.")
18 18 Käyttökohteita voi olla esimerkiksi hiominen, harjaaminen, kiillottaminen tai leikkaaminen. Hiomalaikasta riippuen työstettäväksi materiaaliksi sopii metalli, kivi, betoni tai kaakelit. (Skil 2018; Verkter 2017). Yleensä kulmahiomakoneet luokitellaan joko tehon tai laikan halkaisija mukaan. Kone voidaan luokitella ja markkinoida myös mahdollisten lisäominaisuuksien mukaan, kuten esimerkiksi sähköinen kierrosluvun säätely. Tyypillisesti kulmahiomakoneiden teho vaihtelee W välillä, pyörimisnopeus rpm ja laikan halkaisija mm. Konetta valittaessa on tärkeää kiinnittää huomiota tehon määrään, sillä tehokkaimmat mallit voivat vahingoittaa kotitalouden sähköverkkoa. Lisäksi on hyvä huomioida kulmahiomakoneen kierrosluku ja laikan halkaisija, joka määrää maksimi leikkaussyvyyden. (Maaranen 2012, s. 92; Skil 2018). Kuvassa 5 on esimerkki akkukäyttöisestä kulmahiomakoneesta. Kuva 5. Kulmahiomakone, jonka energialähteenä toimii akku (Vekter 2017). Suorahiomakoneet soveltuvat raskaaseen hiomiseen paikoissa, jotka ovat ahtaita, tai joissa kaivataan ulottuvuutta. Moottorin akselia on jatkettu suoraan sen itsensä suuntaisesti, ja hiomalaikka kiinnitetään jatketun akselin päähän. Suorahiomakone on suunniteltu raskaaseen hiontaan, ja yleisimmin siihen kiinnitetään suora laikka. Tyypillisesti suorahiomakoneiden kierrosluku on rpm, joka vaihtelee mallien, sekä laippakoon mukaan. Kuvassa 6 on esitetty sähkökäyttöinen suorahiomakone. (Hedtec 2016; Maaranen 2012, s. 92.)


19 19 Kuva 6. Sähkökäyttöinen suorahiomakone (Verkter 2017). Karahiomakoneet soveltuvat tarkkaan ja kevyeen hiomiseen. Teknisesti ne ovat suoria hiomakoneita, joissa karalaikka kiinnitetään istukkaan. Laikan lisäksi koneessa voidaan käyttää erilaisia jyrsimiä, hiomanauhalaikkoja tai pieniä teräsharjoja. Karahiomakone soveltuu esimerkiksi koneistettujen kappaleiden jäysteen poistamiseen. Pyörimisnopeus on rpm mallista riippuen. (Maaranen 2012, s. 93.) Kuvassa 7 on sähkökäyttöinen karahiomakone. Kuva 7. Sähkökäyttöinen karahiomakone (Verkter 2017).
20 20 3 TEOLLISUUSROBOTIIKKA Toisen maailmansodan jälkeisen teknologian nopean kehityksen ansiosta ensimmäinen teollisuusrobotti, Unimate valmistui vuonna Unimate toimitettiin General Motorsille purkamaan kuumia kappaleita ruiskuvalukoneesta. Tuosta hetkestä alkaen robottien kysyntä on ollut kasvavaa. Pian General Motors tilasi 66 Unimatea, ja vuonna 2016 teollisuusrobotteja oli maailmalla kappaletta. (Stone 2005, s. 4 5.) Tällä hetkellä robottien lukumäärä on vahvassa, noin 15 % vuotuisessa kasvussa (Edwards 2018). Moniin itseään toistaviin, raskaisiin tai vaarallisiin työtehtäviin on suunniteltu erilaisia koneita ja järjestelmiä korvaamaan ihminen. Teollisuusrobotin määritelmä on standardin ISO (2011, s. 12) mukaan: teollisuuden automaatiosovelluksissa käytettäväksi tarkoitettu automaattisesti ohjattu, uudelleen ohjelmoitavissa oleva monikäyttöinen käsittelylaite, jonka akseleista vähintään kolme on ohjelmoitavissa ja joka voi olla kiinteästi asennettu tai liikkuva. Pelkkä uudelleen ohjelmoitavuus ei kuitenkaan riitä nykyteollisuudessa. Robotilta vaaditaan itsenäistä liikeratojen muodostamista kappaleiden suunnittelutiedoista ja ympäristömallista, ja liikeratojen päivitämistä prosessia jatkuvasti tarkkailevien antureiden datalla. (Kuivanen 1999, s. 13.) Automaatio sekä robotiikka tähtäävät samaan, manuaalisen työn korvaamiseen. Robotit automatisoivat ihmisten tekemää rutiininomaista työtä, ja sovellusautomaatiolla kehitetään olemassa olevia järjestelmiä. Robotti ei lähtökohtaisesti muuta prosessia, vaan tulee työketjun osaksi. Tyypillisiä teollisuusrobotin tehtäviä ovat esi- ja jälkikäsittelytehtävät tai kappaleiden lajittelu ja pakkaus. (Aditro 2018.) Empiiristen tutkimusten ja ennusteiden mukaan automaatio ja robotiikka lisäävät tuottavuutta, joka johtaa lisääntyneeseen työpaikkojen lukumäärään. Positiivinen vaikutus työllisyyteen on jo nähtävissä kehittyneimmissä teollisuusvaltioissa. (IFR 2018). Automaation kasvun johdosta työ muuttaa muotoaan, sillä asiantuntijoiden rutiinitehtävät vähenevät, jolloin heillä on enemmän aikaa keskittyä asiantuntijatehtäviin. Työn vaatimustaso kasvaa ja asiantuntemus syvenee. (Aditro 2018.)
21 21 Teollisuusrobotiikka ja robotin hoidettavaksi jätettävät tehtävät kehittyvät jatkuvasti. Tekoälyn mahdollistaman robotin itsenäisen oppimisen johdosta robotit voivat hoitaa yhä monimutkaisempia tehtäviä. Tekoälyn kehittymisestä huolimatta robottien ei odoteta suoriutuvan tehtävistä, jotka vaativat luovia ratkaisuja, empatiaa, suostuttelua tai korkean tason sensomotoriikkaa. (IFR 2017.) 3.1 Rakenteet ja robottityypit Pelkistetysti teollisuusrobotti on mekaaninen kone, joka kuljettaa työkalun kiinnityslaippaa haluttuun paikkaan tietyssä asennossa. Työkalua liikuttava kone koostuu jalustasta, tukivarsista ja nivelistä. Työkalun liikerata voidaan määrittää etukäteen tai valita toimintaympäristön mukaan. Kolmas vaihtoehto liikeradan valinnalle on kehittynein ja mahdollistaa robottien käytön laajalti teollisuuden sovelluksissa, liikerata määritetään antureilta saadun datan perusteella ja mukautetaan jatkuvasti halutunlaisen lopputuloksen saamiseksi. (Kuivanen 1999, s. 13.) Robottijärjestelmän tärkeimmät komponentit ovat: - käsivarsi - työkalu - ohjausjärjestelmä - anturit - oheislaitteet - toiminnanohjauksen liitännät tietokoneelle. (Kuivanen 1999, s. 15.) Manipulaattori on laite, joka siirtää kappaleita ja noudattaa toistuvaa rutiinia. Kun rutiinit ovat monimutkaisia, niiden hallintaan ja muuttamiseen tarvitaan ohjausjärjestelmä ja ohjain, tällöin kyseessä on robotti. Kuvassa 8 on havainnollistettu tyypillisen kuusinivelisen teollisuusrobotin rakenne. (Kuivanen 1999, s. 13, 181.)
22 22 Kuva 8. Teollisuusrobotti ja sen tärkeimmät komponentit (Pakkanen 2015, s. 1). Robotiikassa vapausaste (DOF, Degree Of Freedom) tarkoittaa tietyn mekanismin mahdollisten liikkeiden lukumäärää. Robotin liikkeet ovat joko akselin suuntaisia eli lineaarisia tai akselin ympäri pyöriviä niveliä. Tavallisesti jokaisella nivelellä on yksi vapausaste ja jokaista niveltä kohden on yksi toimilaite. (Kuivanen 1999, s. 15.) Robottijärjestelmän toiminnan kannalta käsivartta ja rakennettakin tärkeämpi on sen ohjausjärjestelmä ja ohjelmistot. Näiden lisäksi teollisuusrobottien toimilaitteiden servopiiri vaatii sähköisiä kanavia, eli toimiakseen robotti vaatii suhteellisen mittavan kaapeloinnin. Robottijärjestelmän modulointi on tärkeää sen kokoonpantavuuden sekä huollon sujuvoittamiseksi. Tämän takia robotin sähköiset kanavat on jaettu pienempiin osiin liittimien avulla. (Kuivanen 1999, s. 15.) Nykyisen teollisen automaation alalla robotit hoitavat hankalia, vaarallisia ja toistoa vaativia tehtäviä. Näihin tehtäviin kuuluu raskaiden kappaleiden nostaminen, komponenttien lajittelu ja kokoonpano sekä työntekijöiden avustaminen. Robotteja voidaan luokitella useisiin eri kategorioihin riippuen niiden liikkeistä, vapausasteista, pyörimisakseleiden tai toimintojen mukaan. Teollisuuskäyttöön on vakiintunut kuusi rakenteeltaan tai työalueeltaan erilaista robottityyppiä. Yleisimmät robottityypit ovat suorakulmaiset robotit, sylinterirobotit, napakoordinaatistorobotit, scara-robotit (Selectively Compliant Assembly Robot Arm),
23 23 kiertyväniveliset robotit ja rinnakkaisrakenteiset robotit. Kuvassa 9 on esitetty eri robottityyppien rakenteet ja työalueet. (Gonzalez 2016; RobotWorx 2018a.) Kuva 9. Esimerkkejä teollisuuden robottityypeistä ja niiden rakenteet, kinemaattiset kaaviot sekä työalueet. (Robot-welding 2001). Suorakulmaisen robotin rakenne mahdollistaa laajat työalueet ja on yksinkertainen. Tämän robottityypin yleisin malli tunnetaan nimellä portaali- tai karteesinenrobotti. Sen kolme lineaarista vapausastetta käyttää X, Y, Z -koordinaatistoa, ja ne voivat olla kiinnitetty ranteeseen, joka mahdollistaa pyörimisliikkeen. Portaalirobotin työalueen nurkkiin on sijoitettu palkit tukemaan rakennetta, jonka ansiosta se pystyy käsittelemään suuria massoja. Sen tyypillisiä sovelluksia ovat varastointi, pakkaus ja kokoonpano. Kuvassa 10 on

24 24 kappaleen käsittelyyn tarkoitettu portaalirobotti. (Brumson 2001; ISO , s. 9; Kuivanen 1999, s. 16; RobotWorx 2018a.) Kuva 10. Lineaariliikkeinen portaalirobotti (Bosch Rexroth 2018). Sylinterirobotin nimitys tulee sen sylinterimäisestä työalueesta. Se voi kääntää rakennettaan yhden pyörivän akselin suhteen, mutta muut liikkeet ovat lineaarisia yleensä Y ja Z suunnassa. Kuvassa 11 havainnollistetaan sylinterirobottia ja sen työaluetta. (RobotWorx 2018a.) Kuva 11. Sylinterirobotti ja sen työalue (All on robots 2013). Napakoordinaatistorobotissa käsivarsi on kiinnitetty niveleen, jossa on yhdistetty koko rakennetta sivuttaissuunnassa kääntävä, käsivartta pystysuunnassa kääntävä sekä yksi
25 25 lineaariliikkeinen akseli. Tämän nivelen ansiosta robotin työalue on pallomainen, vaikka käytännössä sen on hankala päästä kaikkiin paikkoihin. Nykyisin kyseisiä robottijärjestelmiä käytetään teollisuudessa vähän, mutta soveltuu edelleen erilaisiin hitsaus- ja työstökoneen avustamistehtäviin. Kuvassa 12 on havainnollistettu napakoordinaatistorobotin rakenne ja työalueen muoto. (Gonzalez 2018; RobotWorx 2018a.) Kuva 12. Napakoordinaatistorobotin rakenne sekä työalueen muoto (Gonzalez 2018). Scara-robotteilla on neljä vapausastetta, joista kolmella akselinsa ympäri kiertyvällä nivelellä työkalu saadaan haluttuun paikkaan. Neljäs vapausaste on lineaarinen pystyliike, joka mahdollistaa komponenttien poimimisen ja asettamisen työtasolla. Scara-robotit ovat nopealiikkeisiä ja niitä käytetään kokoonpano-, lajittelu- ja työstökoneiden avustustehtäviin. Kuvassa 13 on tyypillinen scara-robotti. (Gonzales 2018; RobotWorx 2018a; Kuivanen 1999, s. 16.)

26 26 Kuva kg kuormankantokyvyn scara-kokoonpanorobotti (Allied Automation 2018). Kiertyväniveliset robotit ovat tavallisimpia robotteja valmistavassa teollisuudessa. Tyypillisesti niillä on neljä tai kuusi niveltä, joista kaikki ovat kiertyviä ja tukivarret on kytketty peräkkäin. Peräkkäin kytketty mekaniikka mahdollistaa laajan ulottuvuuden, mutta robotin kuormankantokyky on suhteellisen pieni. Kiertyvänivelisen robotin toiminta muistuttaa ihmiskäden toimintaperiaatetta, ja sitä kutsutaan myös nimellä käsivarsirobotti. Kuvassa 14 on kuuden vapausasteen kiertyvänivelinen robotti. (Gonzalez 2018; Kuivanen 1999, s. 17; RobotWorx 2018a.)

27 27 Kuva 14. Motomanin 165 kg kuormankantokyvyn ja 2,65 m ulottuvuuden kuuden vapausasteen kiertyvänivelinen robotti (RobotWorx 2018b). Kuuden vapausasteen robotit ovat suosittuja teollisuudessa juuri niiden monikäyttöisyyden vuoksi. Ne pystyvät asettamaan työkalun mihin tahansa paikkaan ja asentoon työalueellaan. Tämän edellytyksenä on, että robotilla on vähintään kuusi vapausastetta, joista ainakin kolmen tulee olla kiertyviä. Tyypillisesti kolme niveltä liikuttaa robotin jalustaa ja tukivarsia, ja ranteen nivelet mahdollistavat työkalun asennon muuttamisen. Kuvassa 15 on esitetty robotin nivelien pyörimissuunnat. Kuva 15. Kuuden vapausasteen robotin nivelien pyörimissuunnat (Bélanger-Barette 2014).

28 28 Rinnakkaisrakenteisten robottien rakenne on kevyt ja kestävä verrattuna avoimen kinematiikan rakenteeseen, jossa tukivarret on kytketty toistensa perään. Kun tukivarret kytketään rinnakkain, rakenteesta saadaan kevyempi. Rinnan kytkettyjä rakenteita kutsutaan suljetuksi kinemaattiseksi rakenteeksi. Tällaisen rakenteen tarkoitus on jakaa tukivarsiin kohdistuvat voimat toisiaan tukevien rakenteiden avulla, jolloin robotin tukivarret voivat olla kevyemmät. Kevyt rakenne mahdollistaa nopeat ja tarkat liikkeet. Rinnakkaisrakenteiset robotit ovat yleistyneet teollisuuden monilla eri aloilla. Nopeita ja kevytrakenteisia robotteja käytetään kappaleiden käsittelyyn ja lajitteluun, kun raskasrakenteisempia käytetään ilmailu- ja avaruusteollisuudessa komponenttien työstämiseen ja koneistamiseen. Kuvassa 16 nähdään rinnakkaisrakenteinen poimijarobotti. (Kuivanen 1999, s. 16; RobotWorx 2018c). Kuva 16. Rinnakkaisrakenteinen poimijarobotti 6 kg kuormankantokyvyllä, 1,35 m ulottuvuudella ja kolmen vapausasteen ranteella (Fanuc 2018). 3.2 Toimilaitteet Robottien tukivarsien ja nivelten liikkeet toteutetaan erilaisilla toimilaitteilla, esimerkiksi servomoottoreilla. Tavallisimmat voimanlähteet ovat sähkö, hydrauliikka ja pneumatiikka. (Falcon 2005, s ; Kuivanen 1999, s. 19.) Hydrauliset toimilaitteet siirtävät voimaa kokoonpuristumattoman hydraulinesteen liikettä ja painetta hallitsemalla. Hydraulisia toimilaitteita käytetään isoa kuormankantokykyä
29 29 vaativissa sovelluksissa, sillä kokoonpuristumattoman nesteen ansiosta voidaan nostaa suuria kuormia pienellä energiankulutuksella. Käyttöpaine voi olla bar, ja hydrauliset toimilaitteet vaativat muita voimanlähteitä käyttäviä laitteita enemmän huoltoa. (Falcon 2005, s.17; Kuivanen 1999, s. 19.) Pneumaattisten toimilaitteiden kuormankantokyky on hydraulisia alhaisempi alhaisemman käyttöpaineen takia. Rakenteeltaan ne ovat yksinkertaisempia, kevyempiä sekä pienempiä, ja niillä saadaan aikaan suuria lineaarinopeuksia. Voimaa siirtää kokoonpuristuva ilma, jonka takia tarkka voiman, nopeuden ja paikan hallinta on hankalaa. Teollisuudessa pneumaattisia toimilaitteita käytetäänkin robottien erillistyökaluille kuten kappaleen tarraimille. (Falcon 2005, s.17; Kuivanen 1999, s. 19.) Sähkökäyttöiset toimilaitteet ovat suosituimpia niiden helpon ohjattavuuden ja nopeuden ansiosta. Vaihtovirtaservomoottorit (AC) ovat yhä enemmissä määrin korvanneet helposti toteutettavia tasavirtaservomoottoreita (DC) pidemmän huoltovälin sekä yksinkertaisemman ja hiiliharjattoman rakenteen takia. Yksinkertaisemman rakenteen ansiosta moottorit toimivat nopeammin, paremmalla hyötysuhteella ja ovat vähemmän alttiita huolloille. (Falcon 2005, s.15 16; Kuivanen 1999, s. 19.) 3.3 Työkalut ja tarraimet Oheislaitteilla tarkoitetaan joko robotin työkaluja tai tarraimia. Ne kiinnitetään robotin viimeisen käsivarren tai ranteen päähän. Robottiin kiinnitettävien oheislaitteiden kriteerit ovat yksinkertaiset. Ainoat rajoittavat tekijät ovat työkalun tai tarraimen kiinnittimen sopivuus sekä kokonaismassa ja massan aiheuttama vääntömomentti robotin nivelille. (Kuivanen 1999, s. 93.) Robotin valmistaja ilmoittaa kuormankantokyvyn huomioiden vääntömomentin, joka vaihtelee yhteistyörobottien muutamasta sadasta grammasta isojen kappaleenkäsittelyrobottien jopa tuhansiin kilogrammoihin. (Jenkins 2005a, s. 6; Kuivanen 1999, s. 13.) Kuormankantokyky määrittelee käytettävät työkalut ja mahdolliset sovellukset. Roboteissa, joissa työkalu on valmiiksi kiinnitetty robotin käteen, on yleensä pieni kuormankantokyky (esimerkiksi 2 kg Thermo CRS A465 -robotilla). Jos valmistajan tarjoaman tarraimen vaihtaa pidempään, sallittu kuorma on pienempi, sillä nivelelle kohdistuva momentti kasvaa.
30 30 Kappaleenkäsittelyroboteille työkalua valittaessa on syytä huomioida mitä painavampi tarrain, sitä vähemmän itse kappaleen käsittelyyn on kapasiteettia. Tarrainten valmistusmateriaalina käytetään kevyitä ja lujia materiaaleja kuten alumiini. (Jenkins 2005a, s. 6; Kuivanen 1999, s ) Työstörobottien työkalut kuten kulmahiomakone tai saha painavat muutamasta kilogrammasta kymmeniin kilogrammoihin, sovelluksesta riippuen. Työkalun lisäksi robottijärjestelmään voidaan lisätä lisäakseleita, karoja tai voimasäätöyksikkö. Nämä painavat useita kilogrammoja, joka on syytä huomioida erityisesti pienen kuormankantokyvyn robottia valittaessa. (Kuivanen 1999, s. 63.) Oheislaitteiden voimanlähteet Tyypillisesti prosessityökalujen voimanlähde on pneumatiikka, sähkö ja hydrauliikka. Tarraimissa hyödynnetään edellisten lisäksi alipaineeseen perustuvaa tyhjiötartuntaa sekä magneettia. (Jenkins 2005a, s. 7; Kuivanen 1999, s. 60.) Pneumatiikalla toimivat oheislaitteet ovat suosituimpia luotettavuuden takia, ja useimmissa tuotantojärjestelmissä kompressori löytyy entuudestaan paineilman luomiseen. Ilmalla toimivat oheislaitteet ovat kevyitä, halpoja ja turvallisia. (Jenkins 2005a, s. 8.) Sähkömoottorit ovat suhteellisen raskaita, joten sähkökäyttöisiä työkaluja ei yleensä käytetä kevyen kuormankantokyvyn roboteilla. Tasavirta servomoottorit toimivat sähköllä, ja kuormankantokyvyn lisäämiseksi moottori voidaan kiinnittää työkaluun kevyillä ja erikoislujilla kaapeleilla, jolloin robotin ei tarvitse kantaa raskasta sähkömoottoria. Rautametallien nostamiseen tarkoitettu sähkömagneetti on yksinkertainen rakenteeltaan, mutta on raskas eikä sovellu tarkkaa paikoitustarkkuutta vaativiin sovelluksiin. (Jenkins 2005a, s. 9.) Imu- ja tyhjiötartunnat perustuvat alipaineeseen imukupin ja tartuttavan kappaleen välillä. Tyhjiötarttujan etuna on yksinkertainen ja luotettava rakenne, jossa on vain vähän liikuteltavia osia. Se soveltuu hyvin puhdastiloihin eikä käsiteltävä kappale naarmuunnu imukupeista. Toimiakseen luotettavasti imukupit vaativat riittävän tasaisen, puhtaan ja
31 31 tiiviin tartuntapinnan. Tyypillisesti imukuppitarttujia on käytössä ohutlevytyöstössä. (Jenkins 2005a, s. 8; Kuivanen 1999, s. 63.) Hydrauliikalla voidaan siirtää suuria voimia, ja sitä käytetäänkin kun käsiteltävät kappaleet ovat raskaita. Erikoissovelluksissa ja tutkimuksissa on käytetty myös muilla tavoin toimivia oheislaitteita. Nano -mittatarkkuutta vaativissa sovelluksissa käytetään pietsosähköisiä työkaluja, jotka muuttavat muotoaan, kun niihin johdetaan sähköinen varaus. Magnetostriktiiviset materiaalit reagoivat magneettikenttään, ja tarjoavat saman mittatarkkuuden. Myös muistimetalleja on tutkittu oheislaitteina. Ne ovat metalliseoksia, jotka muuttavat lämpötilan mukaan omaa hilarakennettaan, toisin sanoen niiden muotoa sekä liikettä ohjataan lämpötilan avulla. Ne palaavavat aina samaan muotoon samassa lämpötilassa, ja niiden paino-lujuus -suhde on erityisen hyvä muihin oheislaiteratkaisuihin verrattuna. (Jenkins 2005a, s. 8 9.) 3.4 Konenäkö Konenäöllä pyritään jäljittelemään ihmisnäköä kameroiden, tietokoneen ja kuvankäsittelyohjelman avulla. Konenäköjärjestelmän olennainen osa on tietokonenäkö, jossa kuvista lasketaan haluttuja tietoja tai piirteitä tietokoneen avulla. Konenäköön kuuluu tietokonenäön ja signaalin käsittelyn lisäksi kuvan ottaminen ja kuvan siirtäminen tietokoneelle. (Batchelor 2012, s. 20.) Robottisovelluksissa näköjärjestelmiä käytetään tyypillisesti kappaleen sijainnin määrittämiseen, kohteen tunnistamiseen ja lajitteluun sekä kappaleen mittaukseen robotin liikeratojen määrittämiseksi. Konenäön kehittymisen pullonkaulana oli pitkään laskentatehon rajallisuus, mutta uuden tekniikan myötä konenäkö pystyy jopa ihmistä nopeampaan ja tarkempaan kappaleen ja piirteen tunnistukseen, tai liukuhihnatuotannon laaduntarkkailuun. Konenäön avulla tuotantoa voidaan tarvittaessa tarkkailla etänä näyttöpäätteeltä. (Kuivanen 1999, s 56.) Etenkin konenäköön suunniteltuja kameroita on valmistettu käytettäväksi erilaisiin ympäristöihin. Nykyisin kameroilla on useita valmistajia, ja oikeanlaisen kameran valintaan eniten vaikuttaa kuvattava kohde ja käyttöympäristö. Tavallisesti sovelluksiin riittää mustavalkokamera, mutta myös värikameroita käytetään esimerkiksi värien tunnistamis
 Älykameroiksi kutsutaan kameroita, jotka pystyvät kuvan ottamisen lisäksi käsittelemään sen, laskemaan halutut tiedot ja lähettämään ne eteenpäin.")
32 32 sovelluksissa. Pienen resoluution kuvien etuna on nopea kuvien siirto ja käsittely, kun taas suurella resoluutiolla voidaan tarkastella pieniä yksityiskohtia. (Batchelor 2012, s. 389; Kuivanen 1999, s ) Älykameroiksi kutsutaan kameroita, jotka pystyvät kuvan ottamisen lisäksi käsittelemään sen, laskemaan halutut tiedot ja lähettämään ne eteenpäin. Kehittyneimmät älykamerat pitävät sisällään kokonaisen tietokoneen. Esimerkkinä kuvassa 17 on älykamera, joka tukee sekä Embedded Windows- ja Linux-käyttöjärjestelmiä. Siihen voi tietokoneen lailla liittää oheislaitteita kuten hiiren, näppäimistön ja näytön. (Ximea 2018.) Kuva 17. XIMEAN valmistama älykamera (visiononline 2018) D-skannaus Käänteisessä suunnittelussa, jossa todellisen kappaleen muototiedot hankitaan digitaaliseen muotoon, on laajalti käytössä 3D-skannerit. Muototietojen hankintaan on useita menetelmiä, jotka voidaan jakaa kahteen perustyyppiin: koskettaviin ja ei-koskettaviin, joista jälkimmäinen voidaan jakaa vielä passiivisiin ja aktiivisiin menetelmiin. 3D-skannerin tärkeimmät komponentit ovat kamera ja säteilylähde, sekä hankitun datan käsittelyyn tarvittavat tietokone sekä ohjelmisto. (Santaluoto 2012, s. 3.) Passiiviset skannerit ovat yksinkertaisimpia skannereita, sillä ne ainoastaan havaitsevat ympäristön säteilyä tai valoa, eivät lähetä niitä. Esimerkiksi digitaalikamera on passiivinen skanneri. Aktiiviset skannerit lähettävät ympäristöönsä yleensä näkyvää valoa, ultraääni- tai

33 33 röntgensäteilyä. 3D-laserskannereita on toimintaperiaatteeltaan kolme erinlaista. Valon kulkunopeuteen ja vaihe-eroon perustuvat skannerit mittaavat piste kerrallaan kappaleen etäisyyden kamerasta, useita tuhansia pisteitä sekunnissa. Tavallisesti valon kulkunopeuteen perustuvia skannereita käytetään maastomittauksissa. (Santaluoto 2012, s. 3.) Kolmiomittaustekniikkaa käyttävä 3D-laserskanneri heijastaa kappaleen pintaan laserpisteen tai -viivan, jonka havaitsee kaksi kameraa. Kappaleen pinnasta takaisin heijastuvat säteet osuvat kameran näkökentän eri kohtiin, riippuen kappaleen etäisyydestä kameraan. Laserlähde, kamera ja kappaleen pinnasta heijastunut lasersäde muodostavat kolmion, jonka kyljistä kameran ja laserlähteen välinen etäisyys tunnetaan. Laserlähteen kulma tiedetään, ja kamerakulma mukautuu sen mukaan, mihin kohtaan sen näkökenttää lasersäteet osuvat. Näiden kolmen muuttujan avulla voidaan kolmion koko ja muoto määrittää täydellisestit. (Santaluoto 2012, s. 3 4.) Kuva 18 havainnollistaa kolmiomittaustekniikkaa. Kuva 18. Kolmiomittaustekniikkaan käytetään kahta kameraa (Funke 2016, s. 13). Useimmat kolmiomittaukseen perustuvat laserskannerit heijastavat laserpisteen sijaan laserviivan. Viivalla käydään läpi kappale kauttaaltaan ja se on nopein, tarkin ja helposti automatisoitavissa oleva menetelmä kappaleiden 3D-muototietojen hankintaan. Kolmiomittaustekniikkaa käyttävät laserskannerit ovat yleistyneet ja monipuolisuutensa
34 34 ansiosta ovat laajalti käytössä teollisuuden eri sovelluksissa ja käyttökohteissa. Kuljetettavalla laitteistolla voidaan skannata lähes mitä tahansa. (Laser Design 2018; Santaluoto 2012, s. 4.) 3.6 Ohjelmointi Teollisuusrobotti saadaan ohjelmoimalla tekemään ne tehtävät ja toiminnot, jotka sen halutaan tekevän. Käytännössä siis määritetään järjestys ja logiikka robottikäsivarren liikkeille, jotta kyseisessä sovelluksessa tarvittavat työkalun liikkeet toteutuvat. Ohjelmoitaessa robotin liikkeet tahdistetaan ympäristön ja muiden laitteiden toiminnan kanssa, ja määritetään robotin toiminta virhetilanteen sattuessa. Pääohjelmointitapoja on kolme: - johdattamalla ohjelmointi (online-tilassa) - opettamalla ohjelmointi (online-tilassa) - etäohjelmointi (offline-tilassa). (Kuivanen 1999, s. 78; Owen-Hill 2016.) Online-tilassa ohjelmoitaessa robotti ei voi olla ajossa samanaikaisesti. Offline-tilassa ohjelmointi tapahtuu robotista erillisellä tietokoneella. Ohjelma ladataan myöhemmin robotin logiikan käsittävään laitteistoon, eli kontrolleriin. Robotti voi olla ajossa offline - ohjelmoinnin aikana, sillä ohjelmointi tapahtuu robottijärjestelmän ulkopuolella. (Robotwelding 2018; Finnrobotics 2018.) Johdattamalla ohjelmointi on ensimmäisiä teollisuusrobottien ohjelmointimenetelmiä. Se perustuu nivelissä olevien paikka-anturien datan tallentamiseen ihmisen ohjaaman liikeradan aikana. Robotti laitetaan yleensä toistamaan liikerataa joko alkuperäisellä, tai hieman muutetulla nopeudella. Johdattamalla ohjelmointi on nopea menetelmä, eikä vaadi ohjelmointitaitoja. Menetelmän heikkouksina pidetään epätarkkaa liikerataa, jo tallennetun liikeradan muokkaaminen ei onnistu kätevästi, synkronointi muiden laitteiden toimintaan on hankalaa ja paikka-anturien datan määrästä johtuva suuri muistin tarve. Kyseinen ohjelmointimenetelmä sopii hyvin sovelluksiin, joissa liikeradan epätarkkuudet eivät olennaisesti haittaa prosessin onnistumista. Tämä ohjelmointimenetelmä lähti yleistymään muihin sovelluksiin maalausrobottien ohjelmoinnista. Nykyisin lihasvoimin johdattamisen lisäksi ohjelmoinnissa käytetään apuna kosketusnäyttötablettia muistuttavaa pendanttia eli
35 35 ohjauspaneelia, jolla työntekijä tallentaa halutut työkalun asemat (paikka ja asento). (Kuivanen 1999, s. 78; Owen-Hill 2016.) Opettamalla ohjelmointi on yleisin teollisuusrobottien ohjelmointimenetelmä, jopa 90 % roboteista on ohjelmoitu opettamalla. Ohjelmointi tehdään ohjauspaneelia käyttäen joko näppäimiä, tai ohjaus-sauvaa käyttämällä. Robotti ohjataan haluttuun asemaan, ja silmämääräisen tarkistuksen jälkeen oikea paikkatieto tallennetaan ohjauspaneelia käyttämällä. Eri asemien välinen liikkuminen ja liikenopeudet määritellään etukäteen. Liiketapa voi olla lineaarinen, ympyrä- tai nivelinterpolaatio. Kun edellä mainitut vaiheet ja työkalun toiminnot on määritetty, robotti voidaan laittaa tekemään liikkeet ja toiminnot automaattisesti. (Kuivanen 1999, s ; Owen-Hill 2016.) Etäohjelmointi perustuu mallipohjaiseen ohjelmointiin, ja on kehittynyt tuotekehityksen ja valmistuksen välimaastoon. Ohjelmointi tehdään simulointiohjelmalla ilman tuotantorobottia erillisellä tietokoneella, hyödyntäen valmistettavan kappaleen 3D CADmallin muototietoja. Simulointiohjelmalla mallinnetaan koko robottisolu ja kaikki sen sisältämät kappaleet ja oheislaitteet. Kun solun layout on simuloitu, robotin ulottuvuus ja liikkeiden esteettömyys voidaan varmistaa ilman tuotannon katkeamista. Simuloimalla saavutetaan säästöjä käyttöönottoajan lyhentyessä, sekä voidaan etukäteen varmistaa robotin optimaalinen toiminta. (Kuivanen 1999, s ) Mallipohjaisen ohjelmointi perustuu yhtä lailla robotin paikoituspisteisiin kuin opettamalla ohjelmointikin. Mallipohjaisen ohjelmoinnin etuna on, että robotin liikeratapisteet voidaan tallentaan suhteessa työkappaleeseen. Vaikka robottisolun layout muutuisi, ohjelmia ei tarvitse kirjoittaa uudelleen, sillä koordinaattimuutokset huomioidaan automaattisesti. (Kuivanen 1999, s. 84.) Etäohjelmointi soveltuu hyvin tilanteisiin, joissa tuotantosarjakoot ovat pienet, tuotanto on asiakasohjautuvaa tai tuotteen elinkaari on lyhyt. Etäohjelmointi sopii erityisen hyvin, kun valmistusprosessi vaatii suuren määrän paikoituspisteitä, kuten hitsaus, leikkaus, hionta tai maalaus. Jos tuotesuunnittelulla on käytössä 3D CAD-järjestelmä, etäohjelmointi on suositeltavaa, jotta mallien muototietoja voidaan hyödyntää ohjelmoinnissa. (Kuivanen 1999, s. 82.)
36 36 Paljon paikoituspisteitä vaativien prosessien ohjelmointi tehdään lähes poikkeuksetta etäohjelmoimalla paikoituspisteen ohjelmointi opettamalla olisi työlästä ja aikaa vievää. Mallipohjaisessa ohjelmoinnissa riittää yksi komento: seuraa rataa. Paikoituspisteiden luomisen jälkeen alkaa varsinainen toimintojen ohjelmointi. Ohjelmointi tehdään joko komento kerrallaan (eksplisiittinen ohjelmointi) tai tehtäväkokonaisuus kerrallaan (implisiittinen ohjelmointi). (Kuivanen 1999, s. 85.) Eksplisiittinen ohjelmointi tehdään kuten opettamalla ohjelmointi, komennot kirjataan yksi kerrallaan halutussa pisteessä. Ohjelman käskykanta on joko yleiskielinen tai robottimerkkiin sidottu. (Kuivanen 1999, s. 85.) Implisiittinen eli tehtäväkokonaisuus kerralla ohjelmointi vaatii ohjelmoijalta menetelmäosaamista. Sitä kutsutaan myös piirrepohjaiseksi ohjelmoinniksi. Piirteet ovat valmistettavan kappaleen ominaisuuksia. Ohjelmointisovelluksesta voi valita halutut piirteet ja niiden valmistusmenetelmät. Piirteet huomioivat prosessikohtaiset vaatimukset, kuten laipan ympärihitsauksen liike tai hiontatyössä oikeaoppinen työkalun kuljetustapa tallennettaisiin omaksi piirteeksi. Käytännössä piirteet on järjestelmään tallennettuja aliohjelmamakroja, joita kutsutaan automaattisesti, kun tietty määrä ehtoja täyttyy. (Kuivanen 1999, s. 85.) Piirrepohjaisen ohjelmoinnin etuna muihin ohjelmointitapoihin pidetään sen ohjelmointinopeutta. Ohjelmoijan ei tarvitse kirjoittaa ohjelmaa alusta, vaan valitsee piirteet, joilla kappale saadaan valmistettua. Myös prosessin laatu voidaan tallentaa järjestelmään, joka valitsee oikeat parametrit ja ohjelmasyntaksin, sekä valvoo työkalun asentoa liikerataan nähden. Tämä mahdollistaa korkealaatuisten hiontapintojen tai tasalaatuisten hitsisaumojen luomisen. (Kuivanen 1999, s. 85.) Ennen robottiohjelman käyttöönottamista tuotannossa sen toiminta varmennetaan simuloimalla. Mikäli virhetilanteita, kuten törmäyksiä tai liian suuria nivelkohtaisia nopeuksia ilmenee, ne tallentuvat tiedostoon, ja niihin voidaan palata simuloinnin päätyttyä. Kun simuloimalla testattu ohjelman toimivuus on varmennettu, se käännetään yleiskielisestä ohjelmasta robottikielelle kääntäjäohjelman eli postprosessorin avulla. (Kuivanen 1999, s. 86.)

37 Robottisuojaus Suurin osa teollisuusrobotteihin liittyvistä tapaturmista tapahtuu, kun ihminen jää puristuksiin robotin ja toisen esteen väliin. Robotin hiontatyökalu voi hajota tai työstettävä kappale voi irrota ja sinkoutua suurella nopeudella. Tapaturmien välttämiseksi robottijärjestelmissä tulee käyttää suojalaitteita, jotka on kytketty järjestelmän ohjaukseen ja tarvittaessa keskeyttävät robotin toiminnan, tai hidastavat sitä. Erilaisiin järjestelmiin käytettäviä tyypillisiä turvallisuusstrategioita ovat: - robotin muuttamattoman vaara-alueen eristäminen - robotin mukana kulkeva havaintokenttä - robotin ihmiselle haitallisten vaikutusten estäminen - ihmisen mukanaan kuljettama turva-alue. Robotisoitavasta sovelluksesta riippuen suojaus voidaan järjestää käyttämällä yhtä strategiaa tai niiden yhdistelmiä. (Malm 2008, s. 6.) Robottijärjestelmän eristäminen toteutetaan turva-aidoilla ja valoverhoilla. Kulunvalvonta on helppo järjestää, sillä jos valoverho katkeaa, turvajärjestelmä kytkeytyy välittömästi päälle. Kuvassa 19 on esimerkki robotin vaara-alueen eristävästä järjestelmästä. (Pilz 2018) Kuva 19. Suoja-aidalla sekä valoverholla eristetty kone (Pilz 2018). Robotin mukana liikkuva turva-alue voidaan toteuttaa kamerajärjestelmällä ja ohjausyksiköllä. Kyseinen ratkaisu soveltuu hyvin sovelluksiin, joissa työntekijän tarvitsee

38 38 päästä usein vaara-alueelle, ja lisää joustavuutta tilanteisiin, joissa työntekijä työskentelee robotin läheisyydessä. Alue voidaan määrittää joko kaksi- tai kolmiulotteiseksi. Keltaiselle alueelle mentäessä robottien liikkeet hidastuvat, ja punaisen alueen rikkoutuessa robotit pysähtyvät. Kuvassa 20 on esimerkki kamerajärjestelmällä toteutetusta turva-alueesta. (Malm 2008, s. 6; Pilz 2018.) Kuva 20. SafetyEYE kamerajärjestelmällä varmistettu suoja-alue (Pilz 2018). Robotin haitallisten vaikutusten estäminen vaatii järjestelmän nopeaa hallintaa. Tätä voidaan helpottaa aktiivisesti, eli robotin liikenopeuksia ja voimia jatkuvasti rajoittamalla. Toinen vaihtoehto on passiivinen, joka tarkoittaa esimerkiksi kevennettyjä rakenteita ja pyöristettyjä ja pehmustettuja kulmia. Kyseinen turvallisuusstrategia on käytössä yhteistyöroboteissa. (Koukkari 2016, s. 3; Malm 2008, s. 6.) Ihmisen mukanaan kuljettama turva-alue tarkoittaa käytännössä mukana kannettavaa laitetta, jonka sijainnin suojajärjestelmä havaitsee. Laitteen lähestyessä robottia suojajärjestelmä reagoi siihen ohjelmoidulla tavalla. (Malm 2008, s. 6.) 3.8 Voimaohjaus ja työstön jousto Erityisesti robotisoiduissa pinnankäsittely- ja viimeistelysovelluksissa käytetään voimaohjausta kompensoimaan komponenttien valmistusepätarkkuuksista, paikoitusvirheistä ja työkalun kulumisesta johtuvaa paikka- ja orientaatiovirhettä.
39 39 Suurimmat haasteet hiontatyön automatisoinnissa liittyvät robotin liikkeiden ohjelmointiin. Viimeistelyn kannalta on tärkeää, että hiontatyökalun liike on jouhevaa ja katkeamatonta. Kappaleessa mahdollisesti oleva ylimääräinen materiaali ja mittapoikkeamat tulee huomioida tasaisen pinnanlaadun saavuttamiseksi. Voimaohjauksen avulla työkalu seuraa kappaleen pintaa huomattavasti vähäisemmällä opetuspisteiden ohjelmoinnin määrällä, ja sen avulla pyritään saavuttamaan jatkuvasti tasainen pintapaine työkalun ja työstettävän kappaleen välille. Tyypillisesti virheet otetaan huomioon joko adaptiivisen (aktiivisen) voimaohjauksen tai passiivisen joustavan akselin avulla. Passiiviset ratkaisut ovat aktiivisia halvempia toteuttaa. (Godwin 1996, s. 1 2; Kuivanen 1999, s. 75.) Kuvassa 21 havainnollistetaan voimohjauksen toimintaa ja vaikutusta opetuspisteiden ohjelmointiin. Kuva 21. Voimaohjaus helpottaa aikaansaamaan jatkuvan tasaisen paineen työkalun ja kappaleen välille, sekä helpottaa opetuspisteiden ohjelmointia (Godwin 1996, s. 5). Viimeistelysovelluksissa tärkeimmät lastuvirtaan Q vaikuttavat prosessiparametrit ovat käytettävä hiontamedia, työkappaleeseen kohdistuva voima, pyörimisnopeus ja syöttöliike.


40 40 Robotin ohjauksella voidaan vaikuttaa vain syöttöliikkeeseen. Jousto parantaa robotin kykyä tuottaa tasainen työkappaleen pintaan kohdistuva voima, vaikka kappaleen pinnanmuodossa tai robotin liikeradassa ilmaantuu vaihteluja. Useimmiten pintavirheitä esiintyy työkappaleessa hionnan aloituskohdassa. Näiden virheiden välttämiseksi hiontatyöntekijä lähestyy työstettävää pintaa asteittain pyyhkäisevällä liikkeellä. Robotilla, jolla ei ole ihmisen tuntoaistia, on hankala kompensoida kitkan vaikutusta, tärinää ja epäjatkuvaa kosketusta. Adaptiivisen voimaohjauksen avulla näiden ei-toivottujen tekijöiden eliminoiminen on huomattavasti helpompaa kuin passiivista voimaohjausta käyttämällä. (Godwin 1996, s. 3 5.) Adaptiivisen anturijärjestelmän toiminta perustuu voima-, momentti- ja näköjärjestelmien havaitsemaan dataan, ja sen pohjalta tehtyyn virheiden korjaamiseen. Adaptiivisesti voimaohjatun robotin toimintaperiaate muistuttaa ihmiskäden toimintaa. Ihmisen aivoja ja lihaksia jäljittelee robotin tietokone sekä servomoottorit. Robottiin asennetun voimia havaitsevan komponentin myötä sillä on myös kyky tuntea. Tavallisesti adaptiivisissa anturijärjestelmissä on kuusi akselia, jotka mittaavat niihin kohdistuvaa voimaa sekä vääntöä. Anturin havaitsema voima- ja vääntötieto välittyy robotin liikkeitä säätävälle ohjaimelle, joka vertaa saatuja arvoja ihmisen määrittämiin arvoihin. Mikäli arvojen välillä ilmenee eroja, ohjain säätää prosessiparametrejä niin, että robotin liike vastaa syötettyä arvoa. (ABB 2018; Erlbacher 2000, s. 5; Kuivanen 1999, s. 75.) Kuvassa 22 on esitetty robotin laipan päähän asetettava adaptiivinen voima-anturi. Kuva 22. Kuutta voimaa ja vääntöä mittaavaa akselia hyödyntävä voima-anturi (ABB 2014, s. 9).

41 41 Vaihtoehtoisesti voiman kompensointi voidaan hoitaa erillisellä voimaohjatulla joustoyksiköllä. Tämä perustuu joustavaan lisäakseliin, jonka päähän kiinnitetään työkalu. Joustoyksiköt voidaan jakaa passiivisiin ja aktiivisiin yksiköihin niiden toimintaperiaatteensa perusteella. Passiivisten lisäakseleiden toimilaitteet asetetaan toimimaan sellaisella joustolla, että työkalun ja kappaleen välille syntyy haluttu pintapaine. Jouston voimakkuutta voidaan säätää, mutta kappaleeseen vaikuttavan voiman suuruutta ei ole mahdollista määrittää työn aikana. Esimerkiksi hiontatyökalun kuluminen ja työkalun kitka aiheuttavat epätarkkuuttaa menetelmään. (Erlbacher 2000, s. 7.) Yleensä lisäakseli tarvitsee oman ohjausyksikön, joka liitetään toimimaan yhteistyössä robotin ohjaimen kanssa. Lisäakselin myötäilevä liike saadaan aikaan toimilaitteella, joka saa energiansa joko jousen, pneumatiikan tai elektromagnetismin avulla. Passiivisten joustoyksiköiden toimilaitteiden yleisin käyttövoima on pneumatiikka sen alhaisen painovoima suhteen sekä ilman kokoonpuristuvuudesta johtuvan luontaisen jouston ansiosta. Lisäksi pneumaattiset toimilaitteet ovat halpoja ja paineilmaa on yleisesti helposti saatavilla. (Erlbacher 2000, s. 4.) Kuvassa 23 on robotin laippaan kiinnitetty ulkoinen joustoyksikkö ja hiomakone. Kuva 23. Ulkoinen voimaohjattu joustoyksikkö, joka kompensoi pystysuuntaisia liikkeitä (Laitinen 2015, s. 92).
42 42 Aktiivisen ja passiivisen tekniikan ero on voiman mittauksessa. Aktiivisessa työkalussa on erillinen jatkuvasti syöttöpainetta mittaava komponentti, joka tekee tarvittavat korjaukset. Vaikka hiontatyökalu kuluu, aktiivinen työkalu mittaa työkappaleen pintaan kohdistettavan voiman. Järjestelmä laskee kuinka paljon painetta tulee lisätä, jotta työkalun ja kappaleen välinen voima on halutunlainen. Aktiivisessa järjestelmässä on kiihtyvyysanturi, jonka avulla järjestelmä mittaa työkalun asentoa ja pystyy kompensoimaan painovoiman vaikutukset. (Erlbacher 2000, s. 11.) 3.9 Robotin tarkkuus Robotin kykyä suoriutua sovelluksista voidaan mitata monin eri tavoin, joista monen sovelluksen kannalta tärkein on tarkkuus, jolla robotti pystyy suoriutumaan sovelluksesta. Robotin tarkkuudesta puhuttaessa usein ilmaantuu sekaannusta, sillä robotiikassa käsitellään useita tarkkuuksia. Toistotarkkuudella tarkoitetaan robotin kykyä osua työkalun tietyllä kohdalla samaan pisteeseen aina uudelleen. Paikoitustarkkuus on ennalta määritetyn pisteen sijainnin ja todellisuudessa saavutetun pisteen välinen ero. Kuvassa 24 havainnollistetaan toisto- ja paikoitustarkkuuden määritelmää. (Joubair 2014.) Kuva 24. Toisto- ja paikoitustarkkuuden määritys tikkataulun avulla (Joubair 2014).
43 43 Robotin työkalun sijainnin ja asennon yhdistelmää kutsutaan asemaksi. Toisto- ja asematarkkuuden tärkeimmät tekijät ovat reitti ja asema. Asematarkkuus on keskimääräinen useiden toistojen sijainnin ja suuntakulmien ja nimellisen aseman ero. Absoluuttinen tarkkuus on robotin virtuaalisen peruskoordinaatiston ja todellisen maailman koordinaatiston ero. Ulkoisista voimista ja robotin omasta painosta johtuen peruskoordinaatistoon syntyy noin 8 15 mm ero, joka otetaan huomioon robottia ohjelmoitaessa. (Hexagon AB 2018; Joubair 2014; Kuivanen 1999, s. 21.) Kuvassa 25 on havainnollistettu toisto- ja asematarkkuus geometrian avulla. Kuva 25. Havainnepiirros esittää robotin toisto- ja asematarkkuuden geometrian avulla (Joubair 2014). Geometrisesti tarkasteltuna voidaan sanoa, että toistotarkkuus on pienimmän ympyrän säde, jonka sisälle robotti saa työkalun pyrkiessään samaan nimellissijaintiin. Kiertyvänivelisten robottien toistotarkkuuteen vaikuttaa sen rakenne, jäykkyys ja ulottuvuus. Parhaimpien mallien toistotarkkuus on nykyään noin ± 0.05 mm. Reittitarkkuus eroaa toisto- ja asematarkkuudesta. Samaan asemaan voidaan päästä useita eri reittejä pitkin. (Joubair 2014; Kuivanen 1999, s. 22.) 3.10 Robottijärjestelmien suunnittelu Tavallisesti robottisovellusten suunnitteluun liittyy neljä vaihetta, joista kaksi ensimmäistä painottuvat suunnitteluun ja jälkimmäiset käyttöönottoon. Esisuunnitteluvaiheessa laaditaan aikataulut ja määritetään robotisoitava työ sekä suunnitellaan alustavasti laitteisto, jolla työ voidaan toteuttaa. Hankitavaiheeseen kuuluu järjestelmän yksityiskohtainen suunnittelu ja mahdollisten valmistus- ja sijoittelupiirustusten laadinta. Kolmanteen vaiheeseen kuuluu
44 44 järjestelmän asentaminen ja käyttöönotto, joka pitää sisällään sähköjen vetämisen ja robottien ohjelmoimisen lisäksi koeajot ja mahdollisten muutosten tekeminen. Lopulta päästään käyttövaiheeseen, eli ajamaan suunniteltua robottijärjestelmää mahdollisimman paljon hyötyjä tuottavalla tavalla. Tämä vaatii myös työntekijöiden kouluttamista ja käyttöopastusta. (Kuivanen 1999, s. 93, 102.)
45 45 4 SOVITUSTYÖN KEHITTÄMINEN Maailmanlaajuisesti kasvanut kysyntä korkealaatuisille tuotteille entistä halvempaan hintaan ja pienemmillä eräkoilla on muuttanut tuotannon automatisointia erillään toimivista yksittäisistä koneista hienostuneisiin ja tarkkaan hallittuihin tuotantojärjestelmiin. Usein tuotannon päivittäminen tapahtuu asteittain, alkaen lisäämällä ohjelmoitavia logiikkaohjaimia koneille. Toisaalta yrityksillä, joilla automatisoitavat työvaiheet ovat selvät, siirtyminen automatisoituun tuotantoon käy nopeasti. (Jenkins 2005b, s. 1). Todellisen käyttökokemuksen robotin hyödyistä ja käytettävyydestä saa ainoastaan järjestämällä testijärjestelmän omassa yrityksessä. Robotit ovat tehokkaita työssään ja lisäävät tuottavuutta, mutta niiden käyttöönotto edellyttää työntekijöiden koulutusta ja asenteiden muutosta. Tietoisuus robottien kyvykkyydestä lisää robotin osien laatuvaatimuksia. Luotettavaa ja pitkäikäistä työstörobottia hankittaessa kannattaakin sijoittaa parhaaseen saatavilla olevaan malliin (Seikola 2018a; Vilo 2018). Robotisoinnin ensimmäinen vaihe on lähtötilanteen analysointi. On oleellista tiedostaa ja tunnistaa kaikki tuotannon työvaiheet, jotka johtavat nykyisen tuotteen valmistumiseen. (Jenkins 2005b, s.1; Kuivanen 1999, s. 92.) Prosessikaavion laatiminen automatisoitavasta työstä voi helpottaa tunnistamaan robotisoitavat työvaiheet, sekä tuoda esille prosessin muut vaiheet. Kun automatisoitava työ on jaettu riittävän yksityiskohtaisiin vaiheisiin ja robotisointi etenee, on syytä selvittää vaihtoehtoisten robottiratkaisujen käytettävyys (Kuivanen 1999, s. 92). 4.1 Sovitustyön kehittämisen tavoitteet ja lähtötilanne Nykyisen sovitusmenetelmän kehittämisen tavoitteena on vähentää käsin tehtyä raskaan ja likaisen työn määrää ja parantaa tuotteen laatua. Lisäksi tavoitteena on kartoittaa lisäarvoa tuottavia tekijöitä kaksinkertaisella imulla varustettujen keskipakopumppujen kannen ja pesän sovittamisessa. Työn ensimmäinen askel oli selvittää pumpunpesän ja -kannen tämänhetkinen sovitusmenetelmä. Menetelmää käytiin selvittämään haastattelemalla ja seuraamalla hiontatyöntekijää, joka tekee sovitustyön kaikille kaksinkertaistaisella imulla varustetuille pumpuille. Koettiin hyödylliseksi ymmärtää myös mitä pumpulle tapahtuu ennen
46 46 sovitusvaihetta. Tuotannon aikaisemmista vaiheista voisi löytyä tekijöitä, joita muuttamalla sovitustyö olisi helpompaa myöhemmin. Pumpun kulkua seurattiin siitä asti, kun se tuodaan valimolta tuotantohalliin, koneistetaan ja hiotaan. Kaksinkertaisella imulla aksiaalisesti jaetut yksivaiheiset keskipakopumput valmistetaan kahdessa (pesä ja kansi) osassa valamalla hiekkavalumuotteihin. Valmistusmenetelmänä valaminen on yleisesti altis termisistä jännityksistä johtuvalle lineaariselle kutistumalle (SFS-EN ISO ; s. 20), niin kutsutulle vetelylle. Vaikka valettavien kappaleiden muotit ovat joka kerta samanlaiset, valuprosessista johtuvista epätarkkuuksista johtuen muotilla valmistetuissa valukappaleissa ilmenee muoto- ja mittaeroja. Pumpun tullessa tuotantohalliin ensimmäinen tehtävä on piirrotus, jossa varmistetaan että pumpussa on riittävästi työvaraa, ja pumpun geometriset toleranssit täsmäävät. Eri materiaalista valmistettavat pumput käyttäytyvät muotissa eri tavalla, mikä lisää valukappaleiden eroavaisuuksia. Yleisimmät materiaalit pumpuille ovat duplex ja austeniittinen teräs sekä valurauta. Pumpun sisäpuoliset virtauspinnat ovat muodoltaan koveria ja valukappaleet koneistetaan 3-akselisessa työstökeskuksessa. Koneistuksen jälkeenkin pesään sekä kanteen jää ylimääräistä materiaalia, jonka takia sovitusvaiheessa jakotasoon syntyy nesteen tasaista virtausta häiritseviä epäjatkuvuuskohtia. Jotta pumpunpesän ja -kannen virtauspinnat saadaan yhtymään jouhevasti, tulee ylimääräinen materiaali määrittää ja poistaa. Työntekijä asettaa pumpun alaosan jakotasolle tiivistemallinteen, jonka hän leikkaa alaosan poikkileikkauksen muotoiseksi. Mallinne siirretään pumpun yläosan jakotasolle, ja työntekijä merkitsee tussilla poistettavan materiaalin, eli ne alueet, jotka eivät jää mallinteen alle. Mallinne leikataan yläosan poikkileikkauksen muotoiseksi, siirretään takaisin alaosan jakotasolle ja poistettava materiaali merkitään tussilla värjäämällä. Kuvassa 26 määritetään poistettava materiaali mallinteen avulla.


47 47 Kuva 26. Vasemmalla on käynnissä pumpunkannen ja oikealla -pesän poistettavan materiaalin määrittäminen tiivistemallinteen avulla. Hiontatyöntekijän haastatteluista selvisi, että poistettavaa materiaalia on pumpun koosta riippuen jopa 5 40 mm noin 30 mm syvyyteen asti. Ensimmäinen ratkaisuvaihtoehto olisi kirjoittaa tarkemmat ohjelmat ja jyrsiä sekä pesä että kansi tarkemmin työstökeskuksessa, jotta hiontatyöntekijälle jäisi vähemmän hiottavaa. Kävi ilmi, että jo olemassa olevilla laitteilla ei pystyisi jyrsimään riittävällä tarkkuudella, sillä työkalu ei mahdu ahtaimpiin paikkoihin. Tämän lisäksi koveraan pintaan viisteen tehokas jyrsiminen vaatisi 4- tai 5- akselisen työstökeskuksen, jolla karaa tai työpöytää voi kallistaa. Epäjatkuvuuskohdat poistetaan käsin kulma- ja suorahiomakoneella hiomalla. Työntekijä arvioi silmämääräisesti viisteen, jolla jakotaso liittyy pumpun virtauspinnaksi. Hionnan rouhintavaihe tehdään pääsääntöisesti kovalla alumiini-zirkoniumoksidi hiontakivellä, jonka karkeus on Viimeistely suoritetaan zirkoniumoksidi -lamellilaikalla, jonka karkeus on 40. Myös koneistettujen pintojen reunoihin syntynyt jäyste hiotaan pois. Kuvassa 27 on pumppujen osien yhteensovittamisessa käytettävät työkalut, hiontatyön kannalta tärkeimmät ovat kulma- ja suorahiomakone.

48 48 Kuva 27. Pumpun puoliskoiden sovituksessa käytettävät työkalut. 4.2 Yhteensovittamisen kehitysideoiden rajaaminen Pumpunkannen ja -pesän yhteensovittaminen on laaja kokonaisuus, jonka voi toteuttaa lukuisilla eri menetelmillä ja silti päätyä yhtä laadukkaaseen lopputulokseen. Vaadittujen toimintojen ja ratkaisuvaihtoehtojen lukumäärän kasvaessa suureksi, niiden tavanomainen esitys ja arviointi muuttuu hankalaksi ja sekavaksi. Esittämisen selkeyttämiseksi apuna on käytetty tuotekehityksestä tutuksi tullutta menetelmää, osatoimintoihin jakoa. Tarkoituksena on jakaa tarvittavat toiminnot pienempiin osiin ja taulukoida ratkaisuvaihtoehtoja näille toiminnoille. Näin saadaan selville välttämättömät toimenpiteet sekä korostetaan myös muiden vaiheiden olemassaoloa. Ratkaisuja etsittiin kirjallisuudesta, tiedustelemalla alan organisaatioilta ja haastattelemalla laitevalmistajia sekä aivoriihen avulla tekniikan ammattilaisten kanssa. Tässä tutkimuksessa vain varteenotettavimmat ja todennäköisimmin toteutettavat ratkaisut on otettu vertailuun. Taulukossa 6 on listattu pumpun puoliskoiden yhteensovittamiseen tarvittavat vaiheet ja niille ratkaisuvaihtoehtoja.
49 49 Taulukko 6. Pumpunkannen ja -pesän yhteensovittaminen on jaettu kahdeksaan osatoimintoon, joiden toteuttamiseen on etsitty ratkaisuja. Osatoiminnot/ratkaisut Materiaalin poistaminen Hiova robotti Jyrsivä robotti Työstökeskus Käsin hionta 2 Poistettavan materiaalin määritys 3D-skannaus Konenäkö Led projektori Tiiviste mallinne Koskettava mittauskärkki 3 Liikuttaminen Nosturi Trukki Robotti 4 Kappaleen asetus Jigi / pölkyt Kääntyvä pöytä Nostettava pöytä 5 Työkalu Joustava hiontatyökalu Tappijyrsin Kulmahiomakone 6 Kappaleen Ihminen Robotti asettelija 7 Työliikkeiden määritys CAD/CAM Silmämääräisesti 8 Ohjelmointi Etäohjelmointi Opettamalla ohjelmointi Osatoiminnot pyritään jakamaan siten, että toiminnot ovat itsenäisiä ja näin niitä on mahdollista yhdistellä keskenään. Ensimmäisenä kartoitettiin menetelmiä materiaalin poistamiseen. Käsin hionta on lähtökohtainen menetelmä ja tutkimuksen alkuvaiheessa kävi ilmi, että kolmiakselinen työstökeskus ei pysty tehokkaasti jyrsimään koveria pintoja. Tähän tarvittaisiin 4- tai 5-akselinen työstökeskus, jossa joko karan tai työpöydän kulmaa voidaan säätää. Kuvassa 28 havainnollistetaan 3- ja 5-akselisen työstökeskuksen tuloksen ero koveraa pintaa jyrsittäessä.
50 50 Kuva 28. Koveran pinnan jyrsintä vasemmalla 3-akselisella ja oikealla 5-akselisella työstökeskuksella (Valuatlas 2018). Materiaalin poistaminen voidaan suorittaa myös hiovalla tai jyrsivällä robotilla. Valinta näiden kahden välillä tulee tehdä seuraavin perustein - Mikä on työstettävä materiaali? - Kuinka paljon poistetaan ja kuinka paljon on aikaa käytettävissä? - Mikä on lopputuloksen pinnan tasaisuuden vaatimus? (Vilo 2018.) Suurin osa pumpuista valmistetaan Duplex-teräksestä ja valuraudasta. Hionta on yleistynyt vaikeasti lastuttavien materiaalien koneistusmenetelmänä. Näillä materiaaleilla on tyypillisesti suuri lujuus ja hyvä kulumiskestävyys. Nämä materiaaliominaisuudet vaikeuttavat lastun irtileikkaantumista ja se näkyy lisääntyneenä työkalun kulumisena ja työstöön kuluvana aikana tavanomaisilla koneistusmenetelmillä. (Aronson, 2007.) Tuotteen tuotantovolyymi on pieni ja sitä valmistetaan yhdessä vuorossa. Sekä jyrsimällä että hiomalla materiaalin poistotyö ehditään tekemään ilman että materiaalin poistamisesta tulisi tuotannon pullonkaula. Hiontaa verrattiin tavanomaisiin valmistusmenetelmiin ilmailu- ja avaruusteollisuudessa käytettävien vaikeasti työstettävien materiaalien työstämisessä. Testit osoittavat, että hyvällä laikkavalinnalla päästään parempaan lastuamisnopeuteen, tarkkuuteen ja työkalun elinikään kuin tavanomaisilla valmistusmenetelmillä. Hiontalaikan itseteroittuvuuden ja tasaisen muodon ansiosta päästään jatkuvasti tasalaatuiseen ja tarkkaan tulokseen. Tutkimuksessa vahvistettiin myös
51 51 hiontamenetelmällä olevan ylivertainen lastuvirta Q ultralujan teräksen jyrsintään verrattuna. (Davidson & Graham, 2018.) Vaadittu 6.3 µm Ra pinnankarheus on mahdollista saavuttaa molemmilla menetelmillä. Sekä kannen että pesän koneistettujen pintojen reunoihin syntyy jäystettä, joka pitää poistaa ennen sovittamista. Jäysteenpoisto voidaan hoitaa hiovalla robotilla, ja näin ollen vähentää sovitusta hoitavan hiontatyöntekijän käsintehtävän työn osuutta. Näillä perusteilla työn teoria rajattiin koskemaan teollisuusrobotiikkaa ja hiontatyötä. 4.3 Prosessin määrittäminen ja rajaaminen Sovitusprosessin järjestelmällinen kehittäminen edellyttää sen kaikkien valmistusvaiheiden tunnistamista. Kuvassa 29 on pumpun puoliskoiden sovittamisen prosessikaavio. Asetus Valmistelut Poistettavan materiaalin määritys Materiaalin poistaminen Puhdistus ja ponnistus Sovittaminen Tarkastus ja viimeistely Kuljetus Kuva 29. Prosessikaaviossa esitetään pumpunkannen ja -pesän sovitustyön vaiheet. Työ rajattiin koskemaan poistettavan materiaalin määritystä ja materiaalin poistamista. Valmistelut ja viimeistely -vaiheet pitävät sisällään sokan- ja tulpanreikien puhdistamisen kierretapilla, tulppien katkaisun ja jäysteenpoiston koneistettujen pintojen reunoilta. Jos uusi menetelmä hoitaa myös nämä vaiheet, vähentää se käsin tehtyä työn määrää ja tuo lisäarvoa valmistusmenetelmälle. 4.4 Ratkaisuvaihtoehtojen selvittäminen Yritysvierailulla KINE Robotic Solutionsilla selvisi, että hiontatyön automatisointiin on olemassa lukuisia ratkaisuvaihtoehtoja. Teollisuusrobottien avulla materiaalin poistaminen olisi mahdollista suorittaa tappijyrsimellä tai hiomalaikalla. Jyrsinnässä käytettävät työkalut ovat painavampia ja leikattavat lastut ovat huomattavasti suurempia kuin hionnassa, jonka takia leikkaaminen vaatii suuria voimia eivätkä työkalun osat saa joustaa. Jotta tärinä ja
52 52 joustaminen saadaan eliminoitua, jyrsivän robotin pitää olla tukevampi ja on näin ollen kalliimpi valmistaa kuin hiova robottikäsivarsi (Tossavainen 2018). Jotta robotti osaa hioa oikean määrän materiaalia oikeista paikoista, poistettava materiaali tulee määrittää etukäteen. Kappaleiden geometrioiden mittausmenetelmiä vertailevassa tutkimuksessa todettiin, että optinen skanneri on koordinaattimittauskonetta parempi menetelmä isojen kappaleiden pintojen mittaamiseen (Gapinski et al. 2014, s. 6). Optisella skannerilla voidaan mitata nopeasti koko pinta myös hyvin monimutkaisista kappaleista, mutta syvät reiäit ja urat ovat hankalia mitata. Cascade Control on optisten mittalaitteiden asiantuntijayritys, jonka edustajan kanssa järjestettiin demo 3D-skannaus. Demon tavoite oli selvittää onnistuuko poistettavan materiaalin määritys 3D-laserskannerin ja tietokonesovelluksen avulla. Kävi ilmi, että skannaamalla sekä pumpunkannen että -pesän jakopinnat ja sisäosat, poistettava materiaali voidaan määrittää tarkasti haluttuun syvyyteen. Tietokoneohjelmalla, jolla skannattua dataa käsitellään, pystyy luomaan pumpun virtauspinnan poikkileikkauksen halutusta syvyydestä. Kannen ja pesän jakopintojen poikkileikkauksia vertaamalla huomataan kuinka paljon puoliskoiden pinnat ovat eri tasossa. Kuvassa 30 havainnollistetaan poikkileikkausten vertailua vertaamalla skannattua dataa pumpusta luotuun 3D CAD-malliin. Positiiviset luvut kertovat, että materiaalia on liikaa ja vastaavasti negatiiviset että materiaalia on liian vähän.

53 53 Kuva 30. Mittausdatan vertaaminen 3D CAD-malliin GOM Inspect ohjelmistolla. Mittaukset suoritettiin kuljetettavalla GOM ATOS II Triple Scan 3D-mittalaitteella, joka on suunniteltu teollisuuskäyttöön tuotteiden tarkastukseen ja siirtämiseen digitaaliseen muotoon. Laiteen toiminta perustuu kahteen sivuilla olevaan kameraan, sekä keskellä olevaan sinisen valon laserprojektoriin. Kolmen kalibroidun skannauspisteen ansiosta kappaleen sisennykset ja lovetkin tallentuvat tarkasti, jopa voimakkaasti heijastavien pintojen skannaus on mahdollista. Valmistajan ilmoittaman tiedon mukaan mittalaitteen tarkkuus vaihtelee 0,01 0,61 mm välillä. Kuvassa 31 on skannauksessa käytetty mittalaite.

54 54 Kuva 31. GOM ATOS Triple Scan 3D-mittalaite käyttää mittaamiseen sinistä laser valoa ja kolmiomittaustekniikkaa (Aniwaa 2018). Sekä kannen että pesän jakotason tulee yhtyä virtauspintaan jouhevasti, jotta pumpun hyötysuhde ei kärsi pumpun sisällä tapahtuvista ylimääräisistä virtauksista. Virtauspinta on kovera, joten materiaali pitää poistaa viisteellä. Jotta halutunlainen viiste saadaan tehtyä, sen syvyys tulee määrittää etukäteen. Skannatusta pesästä luodaan poikkileikkaus siitä syvyydestä, johon viisteen halutaan yltävän. Kannen jakotason poikkileikkauksen ja pesään syntyvän viisteen päättymissyvyyden poikkileikkausten välille luodaan pintamalli, jotta myöhemmin voidaan tehdä tilavuusmalli, jota tarvitaan robotin liikeratojen määrittämiseen. Kuva 32 havainnollistaa viisteen määrittämisen poikkileikkausten avulla.

55 55 Kuva 32. Pintamalli pesän poikkileikkausten välillä. Ylempi viiva on kannen jakotason poikkileikkaus, alempi viiva on poikkileikkaus pesän virtauspinnasta -30 mm syvyydessä. Jotta pintamalli saadaan luotua kahden viivan välille, alueesta pitää tehdä suljettu, joka saadaan tehtyä poikkileikkausviivojen päihin tehdyillä apuviivoilla. Skannattu poikkileikkausviiva ei välttämättä ole täydellinen, etenkin ahtaat tai katveessa olevat nurkat ovat hankalia skannata täydellisesti. Tällöin poikkileikkausviiva täytyy korjata apuviivojen avulla. Pintamallia on yksinkertaistettu poistamalla tiivisteiden urat, sillä ne koneistetaan erikseen työstökeskuksessa. Alueet, jotka jätetään pois pintamallista, on poistettu luomalla tyhjiä tasoja kyseisiin kohtiin. Kuvassa 32 näkyvät ohuet suorakulmaiset viivat kuvaavat tyhjiä tasoja. Jotta poistettava materiaali saadaan määritettyä tilavuusmalliksi, kannen jakotason ja pesän viisteen poikkileikkauksien lisäksi tarvitaan pesän jakotason poikkileikkaus. Kuvassa 33 pintamalliin on lisätty pesän jakotason poikkileikkaus, jonka jälkeen pintamallista voidaan luoda tilavuusmalli.

.")
56 56 Kuva 33. Pintamalliin on lisätty pesän jakotason poikkileikkaus. Kun pesän poikkileikkaus on lisätty, voidaan luoda tilavuusmalli. Kuvassa 34 on sama kohta poistettavasta materiaalista tilavuusmallina. Ruskea alue kuvaa poistettavaa materiaalia. Kuva 34. Poistettava materiaali määritetty tilavuusmallina. Tilavuusmallista nähdään keltaisella värillä korostettu epäjatkuvuuskohdan leveys, eli kannen ja pesän virtauspintojen välinen etäisyys. Kyseisessä tapauksessa epäjatkuvuuskohta on noin 8 mm leveä. Läpinäkyvien alueiden kohdalla kannen ja pesän poikkileikkaukset risteävät, joka käytännössä tarkoittaa, että poistettava materiaali on vastakappaleessa (tässä tapauksessa kannessa). Kun poistettava materiaali on määritetty mallinnusohjelmalla ja siitä on luotu tilavuusmalli, se voidaan syöttää CAM-ohjelmistoon, josta saadaan robotille liikeradat (Vilo 2018).

57 57 Jokainen pumpun valukappale piirrotetaan niiden tullessa valimolta tuotantohalliin, eli merkataan työstämisen rajat työkappaleisiin. Lisäksi käsin mittaamalla kahden työntekijän voimin varmistetaan, että valusta saadaan koneistettua halutunlainen pumppu riittävillä seinämänpaksuuksilla. 3D-skannerin käyttöä puoltaa myös sen mahdollistama pumpun geometristen toleranssien tarkastaminen sekä oikeamuotoisuuden varmistaminen etänä. Vaikka sovitustyön kannalta tärkeintä on skannata pumppu sisältä päin, skannerista saadaan lisähyötyjä jos pumppu skannataan kokonaisuudessaan. Skannatun datan käsittely perinteisillä CAD-ohjelmistoilla ei aina onnistu isojen tiedostojen takia. Mittalaitevalmistajat ovat tehneet sovelluksia, joilla suuren datamäärän käsittely ja tarkastelu onnistuu. Kuvassa 35 skannattua kokonaisen pumpun dataa verrataan 3D CADmalliin värikartoitus menetelmällä. Kuva 35. Skannattua pumppua verrataan CAD-malliin GOM Inspect ohjelmistolla. Vaaleat värit indikoivat pieniä ja tummat suuria eroja. Harmaiden alueiden kohdalta skannaus ei ole onnistunut kokonaisuudessaan.
58 58 Poistettavan materiaalin määrittämisen jälkeen seuraava valmistusvaihe on materiaalin poistaminen, jonka suorittaa hiova teollisuusrobotti. Robotin valinnassa tärkeimmät tekijät ovat sen ulottuvuus, kuormankantokyky, yhteensopivuus CAM-ohjelmiston kanssa ja soveltuvuus muuhun tuotantoon. Tasaisesti huolletun teollisuusrobotin käyttöaika on vuotta, joka myös oheislaitteiden pitää kestää. Pitkä käyttöaika asettaa korkeat vaatimukset varaosien saatavuudelle ja laitteiden huollettavuudelle. (Kuivanen 1999, s ; Vilo 2018.) Toinen toteuttamiskelpoinen ratkaisuvaihtoehto syntyi joustavia valmistusjärjestelmiä ja robottisoluja valmistavan Fastemsin edustajien vieraillessa pumpputehtaalla. Koska pumppujen tuotantomäärät ovat pienet, investoiminen teollisuusrobottiin ei välttämättä ole taloudellisesti kannattavaa. Hiontatyöntekijän tehtäviä voidaan helpottaa ja nopeuttaa heijastamalla kannen virtauspintojen poikkileikkaus pesän jakotasolle, hiotaan ylimääräinen materiaali pois, jonka jälkeen pesän poikkileikkaus heijastetaan kannen jakotasolle ja ylimääräinen materiaali hiotaan pois. Hiontatyöntekijä edelleen hoitaisi materiaalin poistamisen, mutta poistettavan materiaalin määrittäminen olisi nopeampaa kuin nykyisellä menetelmällä. Selvitys järjestelmän olemassaolosta, jolla saadaan heijastettua todellisen pumpun poikkileikkaus, alkoi yhteydenpidolla FARO Technologies:n, LAP Laser:n ja Z-LASER:n edustajiin. Laserprojektori pystyy heijastamaan viivoja tunnetun koordinaatiston suhteen, koordinaatisto voidaan ladata järjestelmään esimerkiksi kappaleen 3D CAD-mallista. Lisäksi jakotason pintaan tulee asettaa heijastimia, joista projektori tunnistaa todellisen pumpun sijainnin sekä asennon. Tämän jälkeen heijastus voidaan kohdistaa haluttuun paikkaan. (Cutura 2018.) Kuvassa 36 nähtävät neljä sokanreikää koneistetaan aina samaan kohtaan vastakappaleen suhteen. Heijastuksen kohdistus kannattaa tehdä näiden reikien suhteen. Mikäli halutaan heijastaa todellisen pumpun jakotasojen poikkileikkaukset, järjestelmään tarvitaan projektorin lisäksi joko 3D-skanneri tai konenäkökamera sekä ohjelmisto jolla käsitellään hankittua dataa. (Cutura 2018; Hooper 2018.) Pelkkä projektori riittää siinä tapauksessa, jos heijastetaan CAD-mallista saatu jakotason poikkileikkaus. Kuten kuvasta 30 nähdään, todellisessa pumpussa materiaalia voi olla liikaa tai liian vähän suunniteltuun CAD-malliin

59 59 verrattuna. Ylimääräinen materiaali voidaan poistaa helposti, mutta materiaalin lisääminen on haastavaa. Tämän takia jouhevan sovituksen kannalta todellisen poikkileikkauksen heijastaminen on tärkeää. Kuva 36. Pumpunpesä ja -kansi yhdistyvät näiden reikien suhteen, siksi poikkileikkauksen kohdistamiseen kannattaa hyödyntää niitä. Varmistimme heijastuksen onnistumisen luomalla pesän STEP-tiedostosta heijastustiedosto. Kyseinen malli on yksinkertaistettu, eikä sisällä yksityiskohtia kuten sokanreikiä. Kuvassa 37 nähdään pesän jakotaso, josta voidaan PROSOFT-ohjelmistolla valita viivat jotka halutaan heijastaa.

60 60 Kuva 37. Pesän jakotaso avattuna on PROSOFT ohjelmistossa. Heijastettavat viivat on korostettu punaisella. Heijastusmenetelmällä poistettavan materiaalin määritys ja materiaalin poistaminen jää lopulta hiontatyöntekijän vastuulle. Kaikki jakotasolle heijastetun viivan sisäpuolinen materiaali on ylimääräistä, joka tulee poistaa. Pykälä hiotaan silmämääräisellä viisteellä niin, että uusi virtauspinta yhtyy jouhevasti vanhaan. Jos heijastettu viiva ei osu jakotasolle, vaan pumpun sisäosaan virtauspinnalle, poistettava materiaali on vastakkaisessa kappaleessa. Kun heijastettu viiva kohtaa virtauspinnan ja jakotason reunan sekä kannessa että pesässä, pumppu on valmis sovitettavaksi. Näin ollen pois hiottavan alueen määrittäminen yksinkertaistuu ja nopeutuu lähtötilanteeseen verrattuna. 4.5 Herkkyysanalyysi järjestelmävaihtoehdoille Järjestelmävaihtoehdot asetetaan paremmuusjärjestykseen ja niille tehdään investointilaskelmat. Yleisen trendin mukaan tuotteiden elinkaaret lyhenevät, siksi valmistusjärjestelmän kyky mukautua muihin tehtäviin on merkittävä valintakriteeri. Tämän lisäksi järjestelmän valintaperusteita voivat olla tuotantokapasiteetti ja tuotteiden ominaisuudet sekä tulevaisuudessa käyttöön otettavat menetelmät tai ominaisuudet. (Kuivanen 1999, s. 93.)
61 61 Kun ongelmaan on useita erilaisia ratkaisuvaihtoehtoja, parhaan vaihtoehdon valitseminen voi olla hankalaa. Valintaa helpottaa vaihtoehtojen hyvien ja huonojen puolien tarkastelu. Herkkyysanalyysi on yksi keino tutkia ja havainnollistaa eri vaihtoehtoja ja niihin liittyviä riskejä sekä mahdollisuuksia. Painotettavia ominaisuuksia säätämällä saadaan tietoa siitä, kuinka hyvin tarkasteltava menetelmä täyttää ne ominaisuudet, joita pidetään tärkeänä. Ratkaisuvaihtoehtojen vaikutuksista ei ole saatavilla numeerisia arvoja, vaan niiden tulokset perustuvat omaan tutkimukseen aiheesta, yhteistyötä tehneiden organisaatioiden edustajien kanssa käytyihin keskusteluihin ja alan asiantuntijoiden kommentteihin. Herkkyysanalyysiä hyödynnettiin sovitustyön molemmille vaiheille, jotka rajattiin koskemaan tätä tutkimusta, eli poistettavan materiaalin määrittämiseen sekä materiaalin poistamiseen parhaiksi osoittautuneille vaihtoehdoille. Eri ratkaisuvaihtoehdot pisteytetään tärkeänä pidettyjen ominaisuuksien suhteen numeerisesti asteikolla 1 5. Paras arvosana on 5 ja huonoin on 1, jolloin suurimman yhteispistemäärän saanut vaihtoehto on paras. Haluttujen ominaisuuksien tärkeyttä korostetaan antamalla niille painotuskertoimia. Analyysiin valittuja painotettavia ominaisuuksia, niiden kertoimia ja pisteytystä perustellaan ja tuloksia tulkitaan omissa osioissaan Poistettavan materiaalin määritys Tärkeimmiksi painottaviksi ominaisuuksiksi poistettavan materiaalin määrittämisessä valitaan työntekijän tarve, investointihinta, ohjelmoinnin määrä, työn laatu, työn nopeus ja järjestelmän soveltuvuus myös tuotannon muihin vaiheisiin. Työn laatua, järjestelmän soveltumista muihin tuotantovaiheisiin ja ohjelmoinnin tai datan käsittelyn määrää pidetään tärkeimpinä vertailtavista ominaisuuksista, joten niitä painotetaan suurella kertoimella. Mitä jouhevammin virtauspinnat saadaan sovitettua, sitä parempi on kyseisellä menetelmällä saavutettu työn laatu. Vähäisempi ohjelmoinnin tarve, ja useampaan valmistusvaiheeseen soveltuvat menetelmät saavat suuremmat pisteet. Työntekijän tarpeen merkitys ei ole suuri, sillä kokonaan automatisoitu järjestelmä on olemassa, mutta on niin kallis, että sellaisen hankinta ei ole perusteltua kyseisen tuoteperheen tuotantomäärille. Kyseisten vaihtoehtojen investointihinnalla ei ole suurta merkitystä, sillä erot ovat pieniä ja hinta alhainen koko järjestelmän hintaan suhteutettuna.
62 62 Halvin vaihtoehto saa suurimmat pisteet. Poistettavan materiaalin määritykseen kuluvaa aikaa pidetään vähiten tärkeänä tekijänä, sillä se voidaan tehdä etänä, ja siksi sillä on pienin painotuskerroin. Taulukossa 7 on pisteytetty poistettavan materiaalin määrittämiseen suunnitellut vaihtoehdot. Taulukko 7. Poistettavan materiaalin määrittämiseen suunniteltujen ratkaisujen vertailu. Painotettava tekijä Menetelmä Konenäkö & projektori 3D skanneri 3D skanneri & projektori Tiiviste Konenäkö Työntekijän tarve (x1.0) Investointihinta (x1.0) Ohjelmoinnin määrä (x1.5) Työn laatu (x2.0) Työn nopeus (x0.5) Hyödynnettävyys muualla (x2.0) Yhteensä Painotettu pistemäärä , ,5 Tiiviste -menetelmä on nykyinen poistettavan materiaalin määritystapa, ja on mukana vertailussa erojen havainnollistamiseksi. Konenäöstä ja laserprojektorista, sekä 3Dskannerista ja laserprojektorista koostuvat järjestelmät on suunniteltu niin, että materiaalin poistaminen hoidetaan käsin hiomalla. Konenäkö ja 3D-skanneri on suunniteltu määrittämään poistettava materiaali niin, että niillä hankitun datan avulla voidaan luoda liikeradat työstävälle robotille. Vaikka konenäkö on investointina 3D-skanneria halvempi, menetelmänä nopea eikä vaadi työntekijää, sen ongelmaksi muodostuu kyseenalainen työn laatu. Pumpun virtauspinta on kovera ja pintojen poikkileikkaus monimutkainen, jolloin ylhäältä päin kuvatessa alueita jää katveeseen ja työn laatu heikkenee. Konenäköä ei myöskään voida hyödyntää muihin tehtäviin, kuten työstövarojen varmentamiseen riittävällä tarkkuudella.
63 63 Yhteispisteiden erot ovat pieniä, sillä menetelmien erot ovat pieniä. Kun tärkeänä pidettyjen ominaisuuksien painotukset huomioidaan, 3D-skanneri sekä 3D-skannerin ja laserprojektorin yhdistelmä saavat selvästi suurimmat pisteet. 3D-skanneri mahdollistaa optimaalisen työn laadun sekä sillä voidaan hoitaa pumpun oikeamuotoisuuden ja työvarojen varmistaminen tuotannon aikaisemmassa vaiheessa. 3D-skannerin ja laserprojektorin toiminta perustuu siihen, että projektori heijastaa pumpun jakotasolle 3D-skannerilla määritetyn vastakkaisen kappaleen virtauspinnan muotoviivan. Materiaalin poistamisen vastuu jää hiontatyöntekijän hoidettavaksi. Yhdistelmän poistettavan materiaalin määritysmenetelmä eroaa pelkän 3D-skannerin menetelmästä, siksi ne eivät saa samoja pisteitä työn laadusta Materiaalin poistaminen Kun ylimääräisen materiaalin määrä ja sijainti on määritetty, seuraa työstövaihe, jossa ylimääräinen materiaali poistetaan. Tärkeimpinä ominaisuuksina pidetään työntekijän tarvetta, investointihintaa, työn laatua ja nopeutta sekä järjestelmän soveltumista muihin tehtäviin. Järjestelmien investointihinta sekä saavutettu työn laatu ovat tärkeimmät vertailtavat tekijät, joten niitä painotetaan suurimmalla kertoimella. Työntekijän tarve ja työhön kuluva aika ovat myös merkittäviä. Järjestelmän soveltumista muihin tehtäviin ei pidetä ensiarvoisen tärkeänä, mutta kaikki investoinnin tuomat lisähyödyt katsotaan eduksi. Taulukossa 8 on pisteytetty materiaalin poistamiseen suunnitellut vaihtoehdot.
64 64 Taulukko 8. Materiaalin poistamisen ratkaisuvaihtoehtojen vertailu. Painotettava tekijä Hiova robotti Menetelmä Jyrsivä robotti Työstökeskus Käsin hionta Työntekijän tarve (x1.5) Investointihinta (x2.0) Työn laatu (x2.0) Työn nopeus (x1.5) Hyödynnettävyys muualla (x1.0) Yhteensä Painotettu pistemäärä 32, ,5 Nykyinen materiaalinpoistomenetelmä käsin hionta on pidetty mukana vertailussa, jotta uusien menetelmien vaikutus nykytilanteeseen havainnollistuu. Suurimmat erot vaihtoehtojen välillä syntyvät investointihinnasta sekä työntekijän tarpeesta työstön aikana. Teollisuusrobotti hoitaa työstön automatisoidusti miehittämättömänä, kun työstökeskus vaatii operaattorin ylläpitämään konetta. Käsin hionta luonnollisesti sitoo työntekijän tekemään fyysistä työtä. Todellisuudessa 4- tai 5-akselisen työstökeskuksen investointihinta on moninkertainen teollisuusrobottiin verrattuna, joten sen lopulliset pisteet riippuvat loppujen lopuksi yrityksen investointikyvystä. Jyrsivä robotti on lähtökohtaisesti jämäkämpi rakenteinen kuin hiova, mutta jyrsivä robotti on korkeintaan 10 % kalliimpi robottijärjestelmän kokonaisinvestointi huomioiden (Vilo 2018). Työn laatu on merkittävä tekijä, ja kaikilla vaihtoehdoilla saadaan aikaan korkealaatuinen lopputulos. Hiova robotti tuottaa parhaimman pinnanlaadun sekä optimaalisen jakotason yhtymisen virtauspintaan. Työstöön kuluva aika on merkittävä tekijä, ja nopeiten työstä suoriutuu työstökeskus. Työhön kuluvasta ajasta hiova robotti saa jyrsivää robottia paremmat pisteet, sillä yleisesti hionnassa on suurempi lastuvirta kuin jyrsinnässä. Työstökeskus soveltuu monipuolisimmin myös muihin valmistusvaiheisiin, ja saa siksi suurimmat pisteet. Sekä hiova että jyrsivä teollisuusrobotti voidaan uudelleenohjelmoida
65 65 monenlaisiin muihin tehtäviin. Tässä tapauksessa robotti sijoitetaan soluun, jossa tehdään ainoastaan sovitustyö, ja työkalunvaihdon jälkeen robotti voi hoitaa myös jäysteenpoiston. 4.6 Herkkyysanalyysin tulokset Taulukoihin listattujen ratkaisuvaihtoehtojen hyviä ja huonoja puolia arvioidaan painotettavien ominaisuuksien avulla. Vaihtoehdoille lasketaan yhteispisteet, joiden perusteella eri menetelmiä voidaan vertailla keskenään tärkeänä pidettyjen ominaisuuksien suhteen. Lähtökohtaisesti suuremman painotetun arvon saanut vaihtoehto on parempi, mutta jokaisen analyysin sisältä voidaan valita eniten lisäarvoa tuottava ja muuhun tuotantoon soveltuva menetelmä. Taulukossa 9 esitetään herkkyysanalyysistä saadut tulokset. Taulukko 9. Herkkyysanalyysillä vertailtujen vaihtoehtojen tulokset. Osa-alue Poistettavan materiaalin määritys Materiaalin poistaminen Ensisijainen ratkaisu Suositeltava vaihtoehto Painotetut tekijät Työn laatu, hyödynnettävyys 3D skanneri muihin tehtäviin, ohjelmoinnin määrä Työn laatu, investointihinta, Hiova robotti työn nopeus, työntekijän tarve Ensisijainen ratkaisu poistettavan materiaalin määrittämiseen on 3D-skanneri ja materiaalin poistamiseen hiova teollisuusrobotti. Jotta skannerin hyödyt saadaan maksimoitua, koko pumppu tulee skannata, jonka jälkeen sitä voidaan tarkastella etänä erillisellä tietokoneella. Jotta pumppu saadaan skannattua riittävän kattavasti tulee sitä kääntää eri asentoihin, tai skanneria liikuttaa pumpun ympärillä. 3D-skanneri voidaan kiinnittää käsivarsirobottiin, joka voidaan ohjelmoida liikuttamaan sitä halutulla tavalla. 3D-skannerin avulla poistettava materiaali saadaan määritettyä optimaalisen jouhevasti haluttuun syvyyteen. Jouheva liittyminen on olennaista pumpun hyötysuhteen kannalta. Työstävälle robotille saadaan liikeradat syöttämällä poikkileikkauksista luotu tilavuusmalli CAM-ohjelmistoon. Robotti kykenee hoitamaan osan sovitustyön valmisteluista, materiaalin poistamisen todella hyvällä työn laadulla sekä jäysteen poistamisen. Näin ollen sovitustyötä hoitavalle työntekijälle jää tehtäväksi pumpun koeponnistus, puhdistus ja mahdollisesti tarvittavien merkintöjen
.")
66 66 tekeminen. Ensisijainen ratkaisu poistaa käsin tehtävän hiontatyön, joka on fyysisesti kuluttavaa työtä hiontapölyn ympäröimänä. Kuvassa 38 on Avertas roboticsin luoma robottisoluesimerkki, joka soveltuu automaattiseen materiaalin poistamiseen. Kuva 38. Esimerkkiratkaisu robottisolusta, jossa tehdään hiontatyö (Seikola 2018b). Esimerkkiratkaisuun on valittu sähkökäyttöinen työstökara, jolla työkalun vaihdon voi suorittaa itsenäisesti ilman ihmisen läsnäoloa. Solun eristäminen on ratkaistu kahdella sivulla olevalla suoja-aidalla, sekä yhden sivun valoverholla. Valoverhon katketessa turvajärjestelmä kytkeytyy välittömästi päälle ja pysäyttää robotin liikeen. Mikäli robottisolu päädytään toteuttamaan, robotille tarvittava ulottuvuus ja kuormankantokyky tulee määrittää layout suunnittelun yhteydessä. Lisäksi kappaleen asetuspöytä vaatii tarkempaa suunnittelua ja automaattinen työkalunvaihto edellyttää tarkempaa työkalujen määrittämistä ja soluun on asennettava työkalukaappi. Vaihtoehtoinen huomattavasti edullisempi ratkaisu perustuu käsin työstämiseen, mutta poistettavan materiaalin määrittämisen hoitamiseen 3D-skannerin ja laserprojektorin avulla. Projektorilla heijastetaan skannaamalla hankittu vastakkaisen kappaleen jakotason poikkileikkaus toisen kappaleen jakotasolle. Taulukossa 10 on esitetty herkkyysanalyysin perusteella saatu toissijainen ratkaisu.
67 67 Taulukko 10. Herkkyysanalyysin tulokset käsin työstävällä menetelmällä. Osa-alue Poistettavan materiaalin määritys Materiaalin poistaminen Käsin työstö Suositeltava vaihtoehto Painotetut tekijät 3D skanneri & projektori Käsin hionta Työn laatu, hyödynnettävyys muihin tehtäviin, ohjelmoinnin määrä Työn laatu, investointihinta, työn nopeus, työntekijän tarve Tälläkin menetelmällä 3D-skanneria tulee liikuttaa, jotta koko pumppu saadaan skannattua ja kaikki skannerin hyödyt saadaan käyttöön. Poikkileikkausviivan heijastaminen laserprojektorilla nopeuttaa ja yksinkertaistaa sovitustyöntekijän tehtäviä. Materiaalin poistaminen tapahtuu hiontatyöntekijän toimesta, jolloin työn laatu on vähintään sama kuin nykyisellä menetelmällä. Vaikka työntekijä joutuu hoitamaan materiaalin poistamisen, skannerin käyttö mahdollistaa todellisten pumppujen viemisen CAD -ympäristöön, jossa niiden tarkastelu helpottuu merkittävästi. Näin ollen vaihtoehtoinen ratkaisu tuo lisäarvoa nykyiseen menetelmään nähden, ja on 4 5 kertaa ensisijaista automaattista järjestelmää edullisempi investointi. Liitteessä I on esitetty laseprojektorin tarjouspyyntö.
68 68 5 INVESTOINNIN KANNATTAVUUS Robottijärjestelmään investoimista harkittaessa ensin tulee selvittää kaikki tekniset tekijät, jotta järjestelmä soveltuu tehtävään ja se saadaan onnistuneesti otettua käyttöön. Vasta kun kaikki tekniset kriteerit teollisuusrobotin hankinnalle on määritetty, tehdään investointilaskelmat ja mietitään hankinnan taloudellista kannattavuutta. Robotisoinnista saatavien hyötyjen painotukset on syytä ottaa huomioon, jotta investoinnin kannattavuudesta saadaan vilpitön käsitys. Tauloudellisesta näkökulmasta robotin hankintaan yrityksessä suhtaudutaan samalla tapaa kuin muihinkin resursseista kilpaileviin investointeihin. Investointilaskelmia tehtäessä voidaan hyödyntää viittä tavanomaista menetelmää, joita ovat takaisinmaksuaika, sijoitetun pääoman tuottoaste, nykyarvomenetelmä, annuiteettimenetelmä ja sisäisen korkokannan menetelmä. Näistä menetelmistä vähintään kahta tulisi käyttää investoinnin kannattavuutta arvioidessa. (Kuivanen 1999, s. 109; Yritystulkki 2015.) Tuotannosta riippuen teollisuusrobotin hankinnalle voi olla monenlaisia perusteluita. Tyypillisinä esimerkkeinä yritys haluaa optimoida raaka-aineiden käytön, nopeuttaa prosessin läpimenoaikaa, lisätä prosessin tuottavuutta, lisätä koneiden käyttöastetta, välttää virheet kappaleiden valmistuksessa tai alentaa palkkakuluja. (Gekas & perera 2007, s. 3; Kuivanen 1999, s. 110.) Joihinkin tilanteisiin teollisuusrobotin hankintaa kannattaa harkita, vaikka se ei olisi taloudellisesti kannattavaa. Robotin hankinta voi olla perusteltua esimerkiksi turvallisuus- ja terveyssyistä. (Colestock 2005, s. 23.) Takaisinmaksuajan menetelmällä selvitetään, missä ajassa investoinnin yhteenlasketut nettotuotot ylittävät perushankitakustannukset, eli aika jolloin investointi on maksanut itsensä takaisin. Takaisinmaksuaika P voidaan laskea yksinkertaisesti kaavalla: P = I L M (1) jossa P on takaisinmaksuaika, I on kokonaisinvestointi, L on vuosittain kertyneet kustannussäästöt, M on vuosittain aiheutuvat kulut. (Colestock 2005, s. 153.)
69 69 Laskennallisesti takaisinmaksuaika on helppo selvittää, mutta menetelmän heikkoutena voidaan pitää, että se ei ota huomioon vuosittaisten säästöjen eikä kulujen korkoa. Menetelmän mukaan investointi on sitä kannattavampi, mitä nopeammin se tuottaa sijoitetut rahat takaisin. Takaisinmaksuajan ei pitäisi olla ainoa investoinnin arviointimenetelmä, sillä se ei mittaa kannattavuutta, vaan rahoitusvaikutusta. (Yritystulkki 2015.) Esimerkki 1. Teollisuusrobotin hankinta, asennus ja käyttöönotto kustantaa yritykselle Robotin on arvioitu tuovan yritykseen vuotuiset säästöt palkkakustannuksissa, mutta sen huoltoon on budjetoitu joka vuosi. Takaisinmaksuaika lasketaan kaavaa 1 käyttämällä: P = v /v = 3.67 v. Robotti on maksanut alkuinvestointinsa takaisin 3.7 vuoden kuluttua. Lasku on helppo ja nopea suorittaa, haasteena on arvioida luvut oikein. Robotin käyttöönotto ei sujunutkaan niin kuin piti, vaan tarvitsi lisää ohjelmointia ja simulointia, ja kokonaisinvestoinnin hinnaksi tulikin , robotista saatavat palkkasäästöt ovatkin vain vuodessa, ja robotin huoltoon kuluu vuodessa. Tällöin takaisinmaksuajaksi P saadaan: P = v v = 5.85 v. Ensimmäisen arvion mukaan robotti on maksanut itsensä takaisin 3.7 vuodessa, päivitetyillä tiedoilla tähän kuluu 5.9 vuotta. Eroa on yli kolmannes, tämän takia rahallisia hyötyjä ja kuluja tulee arvioida mahdollisimman todenmukaisesti, jotta takaisinmaksuaika olisi toimiva mittari. Toisaalta teollisuusrobottien pitoaika on tavallisesti vuotta, hyvin huollettuna jopa 30 vuotta, jolloin investointi on hyvinkin kannattava (Vilo 2018). Pitkän aikavälin kannattavuuden arviointiin keskeinen menetelmä on sijoitetun pääoman tuottoastemenetelmä, Return On Investment (ROI). Se on yksinkertaistettu malli sisäisen korkokannan menetelmästä, ja sillä voidaan selvittää vuosittaisen tuoton osuus alkuinvestoinnista. (Tenhunen 2013.)
70 70 R = L F A I (2) jossa R on sijoitetun pääoman tuottoaste, L on kustannussäästöt, F on robotin ylläpitokustannukset, A on robotin arvonalennus ja I on kokonaisinvestointi (Colestock 2005, s. 154). Esimerkki 2. Robotti korvaa työn joka tehdään yhdessä vuorossa, viitenä päivänä viikossa ja 50 viikkona vuodessa. Nykyiset palkkakustannukset koostuvat kahden työntekijän palkasta 2* = /vuosi. Robottijärjestelmä maksaa , ja palkkoihin kuluu robottijärjestelmän kanssa arviolta 25 % nykytilanteesta, eli 0.25* = Kustannussäästöt L vuoden palkoissa on siis = Robotin huoltoon ja ylläpitoon kuluu vuodessa ja arvonalennus on 10 % hankintahinnasta, eli Luvut sijoittamalla kaavaan 2 saadaan: R = = %. Esimerkissä jokaista sijoitettua euroa kohden sijoittaja saa vuodessa euroa takaisin. Jotta investoinnista tulee kannattavaa, sen tulee tuottaa useana vuotena. Nykyarvomenetelmä perustuu arvioitujen tulojen ja kulujen sekä alkuinvestoinnin ilmaisemiseen nykyhetkenä. Mitä kauempana tulevaisuudessa rahavirta on, sitä vähemmän arvoa sillä on tällä hetkellä. Kattavaan investoinnin kannattavuuden arvioimiseen lasketaan ensin koko yrityksen pääoman keskimääräinen kustannus, Weighted Average Cost of Capital (WACC). Nykyarvomenetelmää pidetään pätevänä kannattavuuden arviointimenetelmänä, mutta ennen lopullista päätöksentekoa tulee soveltaa myös muita laskelmia. (Tenhunen 2013.) Pääoman keskimääräinen kustannus lasketaan kaavalla: E WACC = D+E Re + D D+E Rd (1 t) (3) jossa WACC on pääoman keskimääräinen kustannus, E on oma pääoma, D on vieras pääoma, Re on tuottovaatimus, Rd on vieraan pääoman korko (Colestock 2005, s. 155).
71 71 Tulevaisuuden rahavirrat muutetaan nykyarvoon diskonttaamalla korkolaskennan keinoin. Apuna käytetään diskonttauskerrointa, joka lasketaan kaavalla: 1 (1+i) n (4) jossa i on laskentakorkokanta ja n on pitoaika (Investopedia 2018). Esimerkki 3. Yrityksellä Y on 25 miljoonan euron oma pääoma ja 10 miljoonan euron pitkäaikainen laina (vieraspääoma) 10 % korolla. Yrityksen johtoporras vaatii 15 % tuottoa sijoituksiin ja tuloveroprosentti on 29 %. Lasketaan WACC sijoittamalla arvot kaavaan 3: WACC = (1 0.29) = % Yritys Y aikoo hankkia teollisuusrobotin, jonka hankkimiseen kuluu Robotin on ennustettu säästävän palkkakustannuksia vuodessa ja sen pitoajaksi on suunniteltu 20 vuotta. Jotta robotti pysyy kunnossa sen huoltoon on ennustettu käytettävän ensimmäisen 10 vuoden aikana vuodessa, seuraavan neljän vuoden aikana vuodessa. Robotin 15. käyttövuotena tehdään kattava huolto joka kustantaa Diskonttauskertoimen määrittämiseksi laskentakorkokantana käytetään aikaisemmin laskettua WACC-arvoa. Esimerkin 3 arvot on listattu taulukkoon 11.
72 72 Taulukko 11. Robottihankinnan kannattavuuden arviointi nykyarvomenetelmällä. Vuosi Investointi Säästöt Kulut Nettotulot Diskonttauskerroin Nykyarvo WACC , , , , , , , , , , , , , , , , , , , , , NPV Esimerkin 3 nettonykyarvoksi NPV saatiin Investointi on kannattava, sillä luku on positiivinen eli nettotulojen yhteenlaskettu nykyarvo on suurempi kuin robotin hankintahinta.
73 73 6 TUTKIMUKSEN JOHTOPÄÄTÖKSET JA KEHITYSIDEAT Ihmisen suorittaman työn automointi edellyttää prosessin kaikkien vaiheiden tunnistamisen ja jakamisen mahdollisimman yksityiskohtaisiin osa-alueisiin. Valmistusmenetelmän robotisointi edellyttää ennakkoluulotonta suunnittelua sekä perinteisten että kehittyneiden valmistusmenetelmien kattavaa tuntemista. Kappaletta valmistaessa samaan lopputulokseen voidaan päästä useilla valmistusmenetelmillä, ja menetelmien ominaisuuksien hyvien ja huonojen puolien vertailu täytyy suorittaa ennen lopullista menetelmän valintaa. Eri vaihtoehtojen vaikutuksista on harvoin tarjolla selkeää numeroarvoa, jonka avulla vertailu olisi yksiselitteistä. Tässä tutkimuksessa ratkaisuvaihtoehtojen kartoittamiseen ja työn rajaamiseen käytetty menetelmä, osatoimintoihin jako tehtiin jakamalla laaja tehtäväkokonaisuus pienempiin osiin, ja etsimällä osatoiminnoille ratkaisuja. Jako helpottaa ymmärtämään koko tehtäväkokonaisuuden ja ratkaisuvaihtoehtojen listaaminen on hyödyllinen keino työn rajaamiseksi, jotta tutkimuksen resurssit voidaan suunnata oikein. Vaihtoehtoisten menetelmien vertailu suoritettiin herkkyysanalyysin avulla, joka osoittautui tämän tutkimuksen osalta hyväksi arviointimenetelmäksi. Herkkyysanalyysissä voidaan päättää ne ominaisuudet, joiden suhteen eri ratkaisuja vertaillaan. Ominaisuuksille annettavien painotuskertoimien ansiosta vertailtavat ominaisuudet eivät välttämättä ole yhtä merkittäviä, vaan niiden merkittävyydelle saadaan isojakin eroja kerrointa muuttamalla. Tämä lisää analyysin monipuolisuutta ja soveltuvuutta erilaisten ongelmien ratkaisuun. Painotuskertoimien määrittäminen lisää myös analyysin haastavuutta, sillä jos vertailtavilla tekijöillä on pienet keskinäiset erot, painotuskertoimien merkitys kasvaa. Onnistuneen vertailun toteuttamiseksi tulee olla varma vertailtavien ominaisuuksien vaikutuksista, sillä kertoimia muuttamalla eri vaihtoehdot voisivat nousta korkeammille pisteille. Tuotantovaiheen automatisointi, erityisesti robotisointi, pitää sisällään monia huomioon otettavia tekijöitä. Joustavuus on nykytuotannossa tärkeää kovan kilpailun ja tuotteiden lyhentyneiden elinkaarien takia. Teollisuusrobottien käyttö on yksi varteenotettava keino lisätä tuotannon joustavuutta sekä tehokkuutta esimerkiksi lyhentyneiden läpimenoaikojen
74 74 tai vähentyneen raaka-aineen kulutuksen myötä. Työn kuluessa huomattiin, että prosessin robotisointi ei ole pelkästään oikeanlaisen manipulaattorin valintaa robottivalmistajien tuotesivuilta, vaan lähes poikkeuksetta sovelluskohtaista kokonaisuuden räätälöintiä. Onnistuakseen robotisointi edellyttää systemaattista suunnittelutyötä ja suunnitelmien toteutuksen. Toimivaan järjestelmään tarvitaan järjestelmän toimittajien osaamista muuttaa käsin tehty työ automaattiseksi, sekä järjestelmän käyttäjien tietoa siitä, mikä on oleellista automatisoida. Tutkimuksessa käsiteltävän pumpputuoteperheen suhteellisen pieni menekki ja tuotantomäärät tuottivat haasteita automatisoidun järjestelmän suunnittelulle. Valmistusprosessia automoitaessa ensin tulee selvittää menetelmät, joilla automaattinen tuotanto onnistuu. Vasta menetelmien toimivuuden selvittämisen jälkeen niille lasketaan hinta ja vaihtoehdot asetetaan paremmuusjärjestykseen. Lähtötietona kuitenkin oli, että miljoonaluokan investointeja ei kyseisillä tuotantomäärillä tehdä. Koska tuotantomäärät ovat pienet, automaattiset järjestelmät ovat ison osan ajasta vailla tekemistä. Tässä tapauksessa automaattisen tuotantojärjestelmän hankintaa voidaan perustella tuotteen entuudestaan hyvän laadun paranemisella, käsin suoritetun hiontatyön vähenemisellä, työolosuhteiden paranemisena ja pumppujen työstövarojen tarkistamisen digitalisoimisella. Vaikka teollisuusrobotti korvaa vain yhden yhdessä vuorossa työskentelevän työntekijän, todennäköisesti se maksaa itsensä takaisin ennen kuin sen käyttöaika on täysi. Robottiinvestoinnilta odotetaan tavallisesti 2 3 vuoden takaisinmaksuaikaa, pidempään kestävissä takaisinmaksuissa varojen sijoittaminen muualle on todennäköisesti taloudellisesti kannattavampaa. Tutkimuksessa esitellään myös toinen ratkaisu sovitustyön helpottamiseksi. Siihenkin vaihtoehtoon kuuluu 3D-skanneri, sillä sen käyttö mahdollistaa todellisten pumppujen tarkan ja monipuolisen tarkastelun etänä. Lisäksi sen käyttöönotto muuttaa tuotantotyöntekijöiden työnkuvaa, jopa vähentää työntekijöiden tarvetta tuotantohallissa, mutta lisää tietokoneella tehtävän työn määrää. Skannattujen pumppujen muoto- ja mittatietojen tarkastaminen tietokoneella on käsintarkastusta tehokkaampaa. Jos kaikki pumpputehtaan valmistamat pumput ja juoksupyörät skannattaisiin, niistä saatua tietoa voitaisiin hyödyntää laadun tarkkailussa. 3D-skannerit ja virtuaalitodellisuus tuovat lisää mahdollisuuksia tulevaisuuteen. Tuotantotilojen tai kokonaisten tehtaiden luominen
75 75 virtuaalimaailmaan mahdollistaa tarkan tuotannon simuloimisen, layout ratkaisujen testaamisen ja uusien prosessien rakentamisen. Tuotannon digitalisoinnin sanotaan vaikuttavan myönteisesti tuotteiden läpimenoaikaan ja virtaukseen, optimoi raaka-aineiden käyttöä ja vähentää tuotteen valmistumisen kannalta tehtyä turhan työn määrää (Viinikkala 2017). Jotta teollisuusrobotin hankinta automaattisella poistettavan materiaalin määritys ominaisuudella olisi taloudellisesti perusteltu investointi, robotin käyttöaste tulisi olla suurempi, kuin mitä se suunnitelmien perusteella on. Käyttöasteen lisääminen on hankalaa, sillä kaksinkertaisella imulla varustettujen keskipakopumppujen tuotanto tapahtuu erillisessä tilassa muiden pumppujen tuotannosta. Tuotantovirtausta ja tehtaan layoutia muuttamalla voidaan päästä ratkaisuun, jossa käsivarsirobotin sekä 3D-skannerin käyttöaste on huomattavasti suurempi. Siitä saatujen todellisten hyötyjen määrä edellyttää omaa tutkimusta aiheesta. Mainittakoon, että on olemassa täysin automatisoituja järjestelmiä, jossa käsivarsirobotti liikuttaa 3D-skanneria ja hoitaa kappaleiden kokonaisvaltaisen skannaamisen. Jos tuotteiden siirtämisestä digitaliseen muotoon koetaan aiheutuvan tuotannollisia hyötyjä, myös tehtaan muut tuotteet, kuten valamalla valmistetut juoksupyörät voitaisiin digitalisoida. Esimerkki skannattujen juoksupyörien tarkastelusta on esitetty liitteessä II. Robotin käyttöastetta voidaan lisätä myös hyödyntämällä sitä valukappaleiden piirrottamiseen 3D-skannerin ja laserprojektorin avulla. Skannatun pumpun muototiedot voidaan tarkistaa tietokoneella, ja tietokoneohjelmistolla voidaan valita projektorilla heijastettavat viivat. Käsivarsirobotin päähän kiinnitetyllä laserprojektorilla voidaan heijastaa koneistajien tarvitsemat nollaviivat valukappaleen pintaan, jonka mukaisesti tuotantotyöntekijä piirtää konkreettisen viivan. Teoriassa ideaalisti optimoiduilla robotin liikkeillä robotti voitaisiin ohjelmoida 3Dskannerin avulla hoitamaan viivojen piirrottaminen automaattisesti. Käytännössä tarkimpienkin käsivarsirobottien ratatarkkuudessa on vielä nykyään useiden millimetrien virhe (Seikola 2018a). Robottivalmistajat usein ilmoittavat robotin aseman toistotarkkuuden olevan ± 0,05 mm, jota ei pidä sekoittaa robotin kykyyn seurata ennalta määrättyä rataa.
76 Tutkimuksen objektiivisuus, validiteetti ja luotettavuus Lähtökohtaiseti kirjallisuustutkimus on mielipiteistä riippumaton tiedonkeruumenetelmä. Asioiden käsittelylaajuus lähteenä käytetyissä teksteissä vaikuttaa tiedon luotettavuuteen, ja on tutkijan vastuulla valita mahdollisimman luotettavat lähteet. Tässä tutkimuksessa pyrittiin objektiivisuuteen keräämällä tietoa laajasti eri lähteistä. Työssä viitattiin 33:een tieteelliseen artikkeliin, 14:ään teokseen tai oppimateriaaliksi luokiteltavaan lähteeseen, seitsemään kaupalliseen www-sivustoon sekä kolmeen standardiin. Usein sama tieto löytyi useasta eri lähteestä, jolloin tiedon objektiivisuus varmentui. Tutkimuksessa käsiteltävästä sovitustyön kehittämisestä ei juurikaan ole saatavissa kirjallista aineistoa. Ratkaisuvaihtoehtojen kartoittaminen laitevalmistajilta ja alan asiantuntijoilta, jotka käyttävät ja suunnittelevat järjestelmiä valmistavaan teollisuuteen, vei tutkimusta tehokkaasti eteen päin. Tavoitteena oli myös luoda suunnitelma lisäarvoisemmasta sovitusmenetelmästä, jonka valinta suoritettiin pisteyttämällä asiantuntijoilta kartoitettuja vaihtoehtoja kohdeyrityksessä tärkeänä pidettyjen ominaisuuksien suhteen. Tutkimuksen tuloksia voidaan pitää valideina, sillä asiantuntijoilta saatuja ratkaisuvaihtoehtoja tulkittiin kriittisesti kirjallisuuden sekä omien empiiristen kokeiden avulla. Tutkimuksen sekä tulosten luotettavuuteen ja toistettavuuteen vaikuttaa olennaisesti haastattelut sekä herkkyysanalyysi, jonka avulla päädyttiin tuloksiin. Asiantuntijoiden ja laitevalmistajien tarjoamat ratkaisut voivat muuttua ajan saatossa, jonka takia haastattelut ovat suhteellisen epästabiili tutkimusmenetelmä. Tutkimuksessa tehtyyn herkkyysanalyysiin vertailtavien ominaisuuksien valinta, painotuskertoimien suuruus ja pisteytys perustuvat mielipiteisiin, joten analyysi on subjektiivinen menetelmä. Analyysin tulos ja siitä tehdyt johtopäätökset olisivat mahdollisesti erilaiset erilaisilla muuttujilla tai painotuskertoimilla. Pisteytyksessä pyrittiin hyödyntämään kirjallisuutta sekä omia havaintoja. Kohdeyrityksen toiveiden sekä tarjolla olevan tekniikan suhteen tutkimuksen tulokset ovat luotettavia.
77 77 7 YHTEENVETO Kaksinkertaisella imulla varustettujen keskipakopumppujen sovitustyö pitää sisällään useita vaiheita, jotka on perinteisesti hoidettu käsin työntekijän toimesta. Tutkimuksen tavoitteena oli kartoittaa sovitustyötä helpottavia tekijöitä ja suunnitella nykyistä menetelmää lisäarvoisempi sovitusratkaisu. Lähtötietona ennen tutkimuksen aloittamista tiedettiin, että pumpputehtaan tuotannossa on yleisesti keskitytty hukan vähentämiseen sekä miehittämätöntä tuotantoa pidetään etuna. Lähtötiedot mielessä pitäen lähdettiin suunnittelemaan automaattista ratkaisua sovitustyön hoitamiseksi. Sovitustyö osoittautui laajaksi kokonaisuudeksi, joka prosessikaaviota hyödyntämällä jaettiin pienempiin vaiheisiin. Tutkimus rajattiin koskemaan kahta merkittävintä osa-aluetta, poistettavan materiaalin määrittämistä ja materiaalin poistamista. Teoreettinen tutkimus painottui monimutkaisten kappaleiden hiontaan, hiontatyön automatisointiin ja konenäön sekä 3D-skannerin mahdollisuuksiin poistettavan materiaalin määrittämiseksi. Laajan kokonaisuuden vuoksi asiantuntijoiden apua oli hankala saada, sillä suunnittelutyö on osa robottijärjestelmän hintaa, ja robotti-integraattoreiden täytyi ottaa tehtävä omaksi projektiksi. Empiiristen kokeiden avulla pystyttiin vahvistamaan niiden vaiheiden toimivuus, joihin ei tavoitettu asiantuntijoiden tietämystä. Ratkaisuvaihtoehtojen hyviä ja huonoja puolia arvioidaan ja vertaillaan herkkyysanalyysin avulla. Herkkyysanalyysillä voidaan itse määrittää vertailtavat ominaisuudet, ja niiden tärkeyttä voidaan korostaa painotuskertoimen avulla. Uuden menetelmän suunnittelun tuloksena syntyi automaattinen käsivarsirobottia sekä optista 3D-skanneria hyödyntävä järjestelmä. Tutkimuksen kohteena olevan pumpputuoteperheen menekki on vähäistä, jonka takia teollisuusrobotin käyttöaste jää alhaiseksi, sillä tuotantomäärää ei voida kasvattaa. Järjestelmän hankintaa voidaan perustella tuotteen laadun paranemisena, käsin tehdyn työmäärän vähenemisenä ja työolosuhteiden paranemisena. Vaihtoehtoisessa ratkaisussa poistettavan materiaalin määritykseen käytetään 3D-skanneria sekä laserprojektoria, mutta hiontatyö jää hiontatyöntekijän vastuulle. 3Dskannerin käyttöönotto pumpputehtaan tuotantoon mahdollistaa kappaleiden siirtämisen digitaaliseen muotoon ja on askel kohti digitaalista tuotantoa. Digitaalisten kappaleiden
78 78 tarkastelu voidaan tehdä etänä erillisellä tietokoneella, ja on nopeampaa käsin tarkasteluun verrattuna. Skanneria voidaan hyödyntää myös muiden tuotteiden, kuten pumppujen juoksupyörien siirtämiseen digitaaliseen muotoon. Työssä käydään läpi myös menetelmät robotti-investoinnin kannattavuuden selvittämiseksi. Esimerkkilaskuissa on käytetty integraattoreilta saatuja suuntaa antavia lukuja, sillä robottijärjestelmän laitteistojen, suunnittelu-, ohjelmointi- ja asennustyön hinta vaihtelee järjestelmätoimittajan mukaan. Tutkimuksen tulosten perusteella hiova teollisuusrobotti ja 3D-skanneri tarjoaa vaihtoehdoista eniten automaatiota ja lisäarvoa sovitustyön suorittamiseen. Työssä tarjotaan myös huomattavasti edullisempi ratkaisu, joka helpottaa käsin tehtyä sovitustyötä heijastamalla rajat poistettavalle materiaalille. Tutkimuksessa on varmistettu järjestelmien toimivuus, mutta käyttöönotto vaatii layout- ja toimilaitesuunnittelua sekä järjestelmän ohjelmoimista ja henkilökunnan koulutusta.
79 79 LÄHTEET ABB Integrated Force Control Robotic real-time tactile feedback Fully integrated force control technology [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: A5491&LanguageCode=en&DocumentPartId=&Action=Launch. ABB Integrated Force Control [ABB:n www-sivuilla]. [Viitattu ]. Saatavissa: Aditro Robotiikka ja automaatio ovat tehokkaita digitalisaation edistämisen ja asiantuntijuuden syventämisen välineitä [verkkodokumentti]. [Viitattu ]. Saatavissa: Allied Automation New Low Cost SCARA Robots [verkkodokumentti]. [Viitattu ]. Saatavissa: All on robots Cylindrical robot type [verkkodokumentti]. [Viitattu ]. Saatavissa: Aniwaa Pte. Ltd D-scanner-gom-atos-triple-scan-16m-perspective [verkkodokumentti]. [Viitattu ]. Saatavissa: 3d-scanners/gom-atos-triple-scan-16m/3d-scanner-gom-atos-triple-scan-16m-perspective/. Aronson, R., B When conventional machining can t cut it [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Batchelor, B., G Machine Vision Handbook. London: Springer-Verlag s.
80 80 Bélanger-Barette, M How to Choose the Right Industrial Robot? [verkkodokumentti]. [Viitattu ]. Saatavissa: Right-Industrial-Robot. Bosch Rexroth USA Linear Motion Systems [verkkodokumentti]. [Viitattu ]. Saatavissa: Brumson, B Robotic grinding, de-burring and finishing applications [verkkodokumentti]. Robotic Industries Association. Julkaistu [Viitattu ]. Saatavissa: Industry-Insights/Robotic-Grinding-De-Burring-and-Finishing- Applications/content_id/3523. Brumson, B Scara vs. Cartesian Robots: Selecting the Right Type for Your Applications [verkkodokumentti]. Robotic Industries Association. Julkaistu [Viitattu ]. Saatavissa: Robotics-Industry-Insights/Scara-vs-Cartesian-Robots-Selecting-the-Right-Type-for-Your- Applications/content_id/1001. Cutura, D Technical support manager, Z-LASER. Fitting the double suction pumps [yksityinen sähköpostiviesti]. Vastaanottaja: Toni Leppänen. Lähetetty klo (GMT +0300). Colestock, H Industrial Robotics. 1. painos. The McGraw-Hill Companies Inc. 212 s. Davidson, A. & Graham, D Advanced abrasive solutions can outperform traditional machining processes for operational savings [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Edwards, J The world population of robots is growing fast we ve got the numbers [verkkodokumentti]. Julkaistu [Viitattu ]. Business Insider Inc.
81 81 Saatavissa: 1?r=US&IR=T. Erlbacher, E., A Toimitusjohtaja, PushCorp Oy. Force Control Basics [verkkodokumentti]. Saatavissa: Control-Basics.pdf. Falcon, J., S Sensors and Actuators. Teoksessa: Kurfess, T., R. Robotics and Automation Handbook Boca Raton: CRC Press. Fanuc M-3i/6A [Fanucin www-sivuilla]. [Viitattu ]. Saatavissa: Finnrobotics Oy Offline ohjelmointi [verkkodokumentti]. [Viitattu ]. Saatavissa: Funke, C GOM 3D Metrology Systems [verkkodokumentti]. Weissenburg: [Viitattu ]. 48 s. Saatavissa PDF-tiedostona: ent.pdf. Gapinski, B., Wieczorowski, M., Marciniak-Podsadna, L., Dybala, B. & Ziolkowski, G Comparison of Different Method of Measurement Geometry using CMM, Optical Scanner and Computed Tomography 3D. Teoksessa: Katalinic, B. Procedia Engineering 69: 24 th DAAAM International Symposium on Intelligent Manufacturing and Automation, Elsevier Ltd. S Gekas, P. & Perera, K Economic Justification for Industrial Robotic Systems [verkkodokumentti]. Australia: [Viitattu ]. 16 s. Saatavissa PDFtiedostona: 72eb00028dfe /$file/robotics+seminar+-+economic+justification.pdf.
82 82 Godwin L., E Varatoimitusjohtaja, PushCorp Oy. Programming with Force Control [verkkodokumentti]. Julkaistu 06/1996. [Viitattu ]. Saatavissa: Gonzalez, C., M What s the Difference Between Industrial Robots? [verkkodokumentti]. Machine Design. Julkaistu [Viitattu ]. Saatavissa: Hedtec Ab Suorahiomakone [verkkodokumentti]. [Viitattu ]. Saatavissa: Hexagon AB Lifelong Absolute Accuracy For Industrial Robots [verkkodokumentti]. [Viitattu ]. Saatavissa: Hooper, M Sales Manager, LAP-Laser. Laser projection system [yksityinen sähköpostiviesti]. Vastaanottaja: Toni Leppänen. Lähetetty klo (GMT +0300). International Federation of Robotics, IFR Robots Create Jobs! [verkkodokumentti]. [Viitattu ]. Saatavissa: International Federation of Robotics, IFR The Impact of Robots on Productivity, Employment and Jobs. Julkaistu toukokuu 2017, päivitetty toukokuu Frankfurt: IFR. 17 s. Saatavissa PDF-tiedostona: _on_employment.pdf. Investopedia Present Value And Discounting [verkkodokumentti]. [Viitattu ]. Saatavissa:
83 83 ISO Robots and robotic devices Coordinate systems and motion nomenclatures. 3. painos. Switzerland: International Organization for Standardization. 12 s. Jenkins, H. 2005a. Design of Robotic End Effectors. Teoksessa: Kurfess, T., R. Robotics and Automation Handbook Boca Raton: CRC Press. Jenkins, H. 2005b. Manufacturing Automation. Teoksessa: Kurfess, T., R. Robotics and Automation Handbook Boca Raton: CRC Press. Joubair, A What are Accuracy and Repeatability in Industrial Robots? [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Robots. Kalpakjian, S., & Schmid, S., R Manufacturing engineering and technology. 5. painos. Yhdysvallat: Pearson education, Inc s. Koukkari, T Collaborative robotics Human-robot collaboration in heavy manufacturing tasks. SeAMK. 12 s. Kumar, S. & Dhanabalan, S A review of cylindrical grinding process parameters by using various optimization techniques and their effects on the surface integrity, wear rate and MMR. International Journal of Advanced Engineering and Research Development, 5: 1, S Kuivanen, R Robotiikka. Aalto, H., Heilala, J., Hirvelä, T., Laitinen, M., Lehtinen, H., Lempiäinen, J., Lylynoja, A., Renfors, J., Selin, K., Siintoharju, T., Temmes, J., Tuovila, T., Veikkolainen, M., Vihinen, J. & Virtanen, A. Suomen Robotiikkayhdistys Ry. Vantaa: Talentum Oyj/MetalliTekniikka. 188 s. Laitinen, M DI, myyntipäällikkö, Fastems. Tuotantoautomaatiokurssi Robotiikkasovellukset teollisuudessa [verkkodokumentti]. Julkaistu [Viitattu
84 ]. Saatavissa: /content/1/mika%20laitisen%20robotiikkaluento% pdf. Laser Design, D Scanning Technology Hard Work That Looks Like Magic Maaranen, K Koneistus. Helsinki: Sanoma Pro Oy. 492 s. Malm, T Robottijärjestelmien uudet turvallisuustekniikat. Suomen robotiikkayhdistys. VTT. 16 s. Oraskari, R [Luku 5:] Hiominen. Teoksessa: Ihalainen, E., Aaltonen, K., Aromäki, M. & Sihvonen, P. Valmistustekniikka. 11. muuttumaton painos. Helsinki: Hakapaino Oy. S Owen-Hill, A What Are the Different Programming Methods for Robots? [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Pilz GmbH & Co. KG [Pilzin www-sivuilla]. [Viitattu ]. Saatavissa: [verkkodokumentti]. [Viitattu ]. Saatavissa: Pakkanen, J Teollisuusrobotti SeAMK luentomateriaali [verkkodokumentti]. Saatavissa: a cf2. Robot-welding Robot types [verkkodokumentti]. Julkaistu 2001, päivitetty [Viitattu ]. Saatavissa:
85 85 Robotwelding The essential guide On-line programming [verkkodokumentti]. [Viitattu ]. Saatavissa: RobotWorx. 2018a. What are the main types of robots? [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: RobotWorx. 2018b. Motoman HP165 [verkkodokumentti]. [Viitattu ]. Saatavissa: RobotWorx. 2018c. Doubling Up: Parallel Robots [verkkodokumentti]. [Viitattu ]. Saatavissa: Santaluoto, O D-skannaukseen perehtyminen. Metropolia ammattikorkeakoulu. 35 s. Saatavissa: +perehtyminen.pdf?sequence=1. Seikola, J. 2018a. Myyntipäällikkö, Avertas Robotics. Kotka. Puhelinhaastattelu [Muistiinpanot kirjoittajan hallussa]. Seikola, J. 2018b. Myyntipäällikkö, Avertas Robotics. Hiontatyön automatisointi [yksityinen sähköpostiviesti]. Vastaanottaja: Toni Leppänen. Lähetetty klo 12:05 (GMT +0300). SFS-EN ISO Geometrinen tuotemäärittely (GPS). Muotilla valmistettujen kappaleiden mittatoleranssit ja geometriset toleranssit. Osa 1: sanasto. Metalliteollisuuden Standardisointiyhdistys ry. Helsinki: Suomen standardisoimisliitto SFS s. SFS-EN ISO Robotit ja robotiikkalaitteet. Turvallisuusvaatimukset. OSA 1: Teollisuusrobotit. Metalliteollisuuden Standardisointiyhdistys ry. 3. painos. Helsinki: Suomen standardisoimisliitto SFS, s.
86 86 Skil Mihin kulmahiomakonetta voidaan käyttää? [Skilin www-sivuilla]. Julkaistu Stone, W., L The History of Robotics. Teoksessa: Kurfess, T., R. Robotics and Automation Handbook Boca Raton: CRC Press [Viitattu ]. Saatavissa: Tenhunen, M., L Johdon laskentatoimi eri laskentatilanteissa osa 4 [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Tossavainen, E Omistaja, Robokara. Työstökara hiontarobottiin [yksityinen sähköpostiviesti]. Vastaanottaja: Toni Leppänen. Lähetetty klo 12:04 (GMT +0300). Tuerk, T Angle grinding 101. Practical welding today, [Viitattu ]. Saatavissa: Tuerk, T Grinding the way to safety. Practical welding today, May/June [Viitattu ]. Saatavissa: /article/finishing /grinding-the-way-to-safety. Valuatlas CAD/CAM perusteet ja muottien työstäminen [verkkodokumentti]. [Viitattu ]. Saatavissa: _milling_fi.pdf. Verkter Kulmahiomakoneet [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa:
87 87 Viinikkala, J Tuotannon digitalisaatio ja automaatio Industry 4.0 [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Vilo, J Toimitusjohtaja, KINE Robotic Solutions Oy. Pumppujen kehitystä ja juoksupyöriä [yksityinen sähköpostiviesti]. Vastaanottaja: Toni Leppänen. Lähetetty klo (GMT +0300). Uddeholm Ab Työkaluterästen hionta [verkkodokumentti]. Julkaistu [Viitattu ]. Saatavissa: Visiononline CURRERA-R Smart camera with PC inside [verkkodokumentti]. [Viitattu ]. Saatavissa: Würth Oy Hiomatarvikkeet Laatua ammattikäyttöön [verkkodokumentti]. [Viitattu ]. Saatavissa: files/assets/common/downloads/publication.pdf. XIMEA [www-tuotedokumentti]. [Viitattu ]. Saatavissa: Yritystulkki Investoinnin kannattavuus. [verkkodokumentti]. [Viitattu ]. Saatavissa: suunnitelmat/ investoinninkannattavuus/.
88 Laserprojektorin tarjouspyyntö. LIITE I, 1
89 LIITE I, 2

90 LIITE II, 1 Juoksupyörän oikeamuotoisuuden tarkistaminen. Skannattua juoksupyörää verrataan CAD malliin. Mittaeroja havainnollistetaan väreillä.

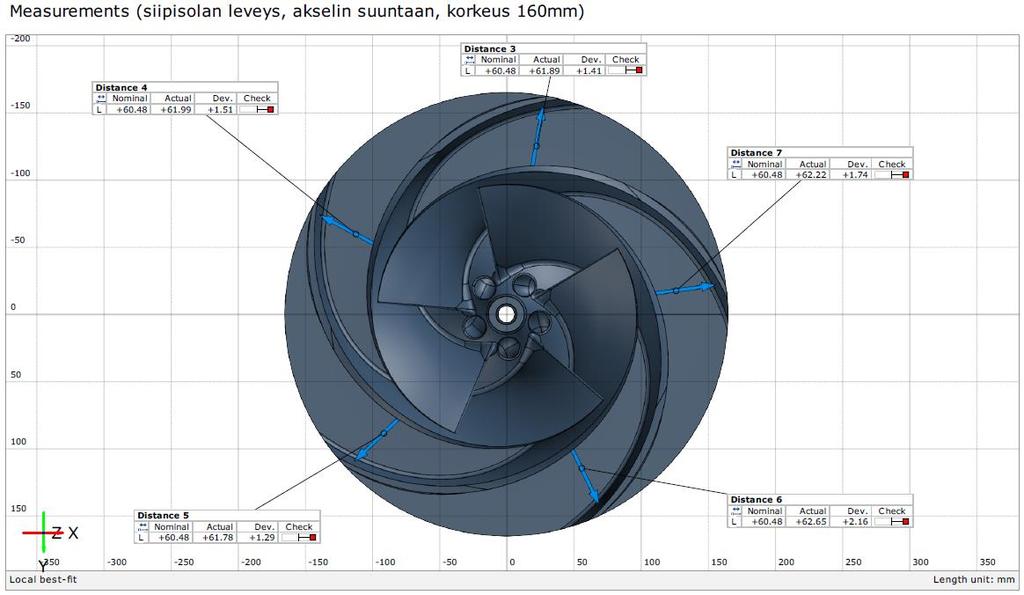
91 Siipisolan leveyden tarkastaminen. LIITE II, 2
3M -fiiberilaikat. Peli on avattu! Enemmän kuin keskivertofiiberilaikat
 3M -fiiberilaikat Peli on avattu! Enemmän kuin keskivertofiiberilaikat Lyömätön yhdistelmä suori tuskykyä ja kestävyyttä! Luokkansa parhaat 3M fiiberilaikat Vuonna 2009 3M asetti uuden standardin hiomatuotteen
3M -fiiberilaikat Peli on avattu! Enemmän kuin keskivertofiiberilaikat Lyömätön yhdistelmä suori tuskykyä ja kestävyyttä! Luokkansa parhaat 3M fiiberilaikat Vuonna 2009 3M asetti uuden standardin hiomatuotteen
HIOMATARVIKKEET JA -KONEET 2019
 JA -KONEET 2019 VSM HIOMANAUHAT JA FIIBERIT VSM keraamiset fiiberit min. toimituserä: 50 kpl / karkeus VSM fiiberituet M14 kiinnityksellä min. toimituserä: 1 kpl / koko VSM ZK713X zircon hiomanauhat min.
JA -KONEET 2019 VSM HIOMANAUHAT JA FIIBERIT VSM keraamiset fiiberit min. toimituserä: 50 kpl / karkeus VSM fiiberituet M14 kiinnityksellä min. toimituserä: 1 kpl / koko VSM ZK713X zircon hiomanauhat min.
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]
![Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]](/thumbs/24/3392447.jpg "Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]") Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma
 Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
FlyMarker PRO merkintälaite. Mark like a Professional
 FlyMarker PRO merkintälaite Mark like a Professional Mark like a Professional FlyMarker PRO Mobile Kannettavan FlyMarker PRO merkintälaitteen avulla suurten, raskaiden ja vaikeasti liikuteltavien kappaleiden
FlyMarker PRO merkintälaite Mark like a Professional Mark like a Professional FlyMarker PRO Mobile Kannettavan FlyMarker PRO merkintälaitteen avulla suurten, raskaiden ja vaikeasti liikuteltavien kappaleiden
HIOMATARVIKKEET. Katkaisulaikka M-Pro i Inox. Katkaisulaikka M-Pro ALU. Saumanavauslaikka M-Pro. Napasyvennetty saumanavauslaikka teräkselle.
 Katkaisulaikka M-Pro i Inox Katkaisulaikat ruostumattomalle ja haponkestävälle teräkselle. Teollisuuslaatu tehokkaille koneille. 75683522 75693522 x,0x22,2 x,6x22,2 756207522 75637522 x2,0x22,2 230x2,6x22,2
Katkaisulaikka M-Pro i Inox Katkaisulaikat ruostumattomalle ja haponkestävälle teräkselle. Teollisuuslaatu tehokkaille koneille. 75683522 75693522 x,0x22,2 x,6x22,2 756207522 75637522 x2,0x22,2 230x2,6x22,2
Metallien 3D-tulostuksen trendit
 Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Tuoteopas HIOMALAIKAT OIKAISUTIMANTIT CBN-HIOMALAIKAT TIMANTTILAIKAT JA TYÖKALUT OHEISLAITTEET JA MUUT TUOTTEET
 Tuoteopas HIOMALAIKAT OIKAISUTIMANTIT CBN-HIOMALAIKAT TIMANTTILAIKAT JA TYÖKALUT OHEISLAITTEET JA MUUT TUOTTEET Diprotex tarjoaa kaiken tarvittavan hiomiseen ja kiillotukseen: tekniset tuotteet ja teknisen
Tuoteopas HIOMALAIKAT OIKAISUTIMANTIT CBN-HIOMALAIKAT TIMANTTILAIKAT JA TYÖKALUT OHEISLAITTEET JA MUUT TUOTTEET Diprotex tarjoaa kaiken tarvittavan hiomiseen ja kiillotukseen: tekniset tuotteet ja teknisen
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Green Light Machining
 Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
Antti Heikkilä HIONTATYÖVAIHEEN AUTOMATISOINTI TUOTANNOSSA
 Antti Heikkilä HIONTATYÖVAIHEEN AUTOMATISOINTI TUOTANNOSSA HIONTATYÖVAIHEEN AUTOMATISOINTI TUOTANNOSSA Antti Heikkilä Opinnäytetyö Kevät 2017 Kone- ja tuotantotekniikka Oulun ammattikorkeakoulu TIIVISTELMÄ
Antti Heikkilä HIONTATYÖVAIHEEN AUTOMATISOINTI TUOTANNOSSA HIONTATYÖVAIHEEN AUTOMATISOINTI TUOTANNOSSA Antti Heikkilä Opinnäytetyö Kevät 2017 Kone- ja tuotantotekniikka Oulun ammattikorkeakoulu TIIVISTELMÄ
Puhdasta joka käänteessä
 BR 35 /12 C Puhdasta joka käänteessä Yhdistelmäkone BR 35/12 C Ennennäkemätön ketteryys Koskaan aikaisemmin ei ole siivouskone ollut yhtä ketterä ja kevyt ohjata - Berliinin CMS-messuilla palkittu BR 35/12
BR 35 /12 C Puhdasta joka käänteessä Yhdistelmäkone BR 35/12 C Ennennäkemätön ketteryys Koskaan aikaisemmin ei ole siivouskone ollut yhtä ketterä ja kevyt ohjata - Berliinin CMS-messuilla palkittu BR 35/12
Videon tallentaminen Virtual Mapista
 Videon tallentaminen Virtual Mapista Kamera-ajon tekeminen Karkean kamera ajon teko onnistuu nopeammin Katseluohjelmassa (Navigointi > Näkymät > Tallenna polku). Liikeradan ja nopeuden tarkka hallinta
Videon tallentaminen Virtual Mapista Kamera-ajon tekeminen Karkean kamera ajon teko onnistuu nopeammin Katseluohjelmassa (Navigointi > Näkymät > Tallenna polku). Liikeradan ja nopeuden tarkka hallinta
Miten piensarjatuotantoon saadaan joustavuutta?
 Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Mekatroniikan peruskurssi Luento 1 / 15.1.2013
 Lappeenranta University of Technology, Finland Mekatroniikan peruskurssi Luento 1 / 15.1.2013 Rafael Åman LUT/Älykkäiden koneiden laboratorio Tehonsiirto voidaan toteuttaa: Mekaanisesti Hydraulisesti Pneumaattisesti
Lappeenranta University of Technology, Finland Mekatroniikan peruskurssi Luento 1 / 15.1.2013 Rafael Åman LUT/Älykkäiden koneiden laboratorio Tehonsiirto voidaan toteuttaa: Mekaanisesti Hydraulisesti Pneumaattisesti
Lego Mindstorms NXT. OPH oppimisympäristöjen kehittämishanke 2011-2013. (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1
 2012 Oppimiskeskus Innokas! All Rights Reserved 1") Lego Mindstorms NXT OPH oppimisympäristöjen kehittämishanke 2011-2013 (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1 Anturi- ja moottoriportit A B C 1 2 3 4 (C) 2012 Oppimiskeskus Innokas! All Rights
Lego Mindstorms NXT OPH oppimisympäristöjen kehittämishanke 2011-2013 (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1 Anturi- ja moottoriportit A B C 1 2 3 4 (C) 2012 Oppimiskeskus Innokas! All Rights
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO TEKNISTALOUDELLINEN TIEDEKUNTA Tuotantotalouden koulutusohjelma KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA Diplomityöaihe on hyväksytty Tuotantotalouden
LAPPEENRANNAN TEKNILLINEN YLIOPISTO TEKNISTALOUDELLINEN TIEDEKUNTA Tuotantotalouden koulutusohjelma KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA Diplomityöaihe on hyväksytty Tuotantotalouden
Keräilyrobotit. Helander, Koskimäki, Saari, Turunen. Aalto-yliopisto Insinööritieteiden korkeakoulu Kon Tuotantoautomaatio
 Keräilyrobotit Helander, Koskimäki, Saari, Turunen Aalto-yliopisto Insinööritieteiden korkeakoulu Kon-15.4119 Tuotantoautomaatio 21.10.2015 Agenda 1. Yleistä robotisoinnista 2. Keräilyrobotit - Nivelvarsirobotti
Keräilyrobotit Helander, Koskimäki, Saari, Turunen Aalto-yliopisto Insinööritieteiden korkeakoulu Kon-15.4119 Tuotantoautomaatio 21.10.2015 Agenda 1. Yleistä robotisoinnista 2. Keräilyrobotit - Nivelvarsirobotti
kytodistettu suorituskyky ja luotettavuus
 . kytodistettu suorituskyky ja luotettavuus SCPP 1 Kiertomäntäpumppu Käyttökohde Positiivisten syrjäytyspumppujen SCPP-sarja on suunniteltu käytettäväksi monenlaisissa sovelluksissa meijeri-, elintarvike-,
. kytodistettu suorituskyky ja luotettavuus SCPP 1 Kiertomäntäpumppu Käyttökohde Positiivisten syrjäytyspumppujen SCPP-sarja on suunniteltu käytettäväksi monenlaisissa sovelluksissa meijeri-, elintarvike-,
Hionta-, katkaisu- ja puhdistus... 3 C8001 - KATKAISULAIKKA 125X1,6X22MM TERÄS... 3 C8003 - KATKAISULAIKKA 230X2,0X22MM TERÄS...
 Hionta-, katkaisu- ja puhdistus... 3 C8001 - KATKAISULAIKKA 125X1,6X22MM TERÄS... 3 C8003 - KATKAISULAIKKA 230X2,0X22MM TERÄS... 3 C8101 - HIONTALAIKKA 125X6,5X22MM TERÄS... 3 C8103 - HIONTALAIKKA 230X7,0X22MM
Hionta-, katkaisu- ja puhdistus... 3 C8001 - KATKAISULAIKKA 125X1,6X22MM TERÄS... 3 C8003 - KATKAISULAIKKA 230X2,0X22MM TERÄS... 3 C8101 - HIONTALAIKKA 125X6,5X22MM TERÄS... 3 C8103 - HIONTALAIKKA 230X7,0X22MM
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
S09 04 Kohteiden tunnistaminen 3D datasta
 AS 0.3200 Automaatio ja systeemitekniikan projektityöt S09 04 Kohteiden tunnistaminen 3D datasta Loppuraportti 22.5.2009 Akseli Korhonen 1. Projektin esittely Projektin tavoitteena oli algoritmin kehittäminen
AS 0.3200 Automaatio ja systeemitekniikan projektityöt S09 04 Kohteiden tunnistaminen 3D datasta Loppuraportti 22.5.2009 Akseli Korhonen 1. Projektin esittely Projektin tavoitteena oli algoritmin kehittäminen
Multiprint 3D Oy. www.rpcase.fi www.multiprint.fi
 Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
DEDECO TUOTTEET U.S.A. KIILLOTUKSEEN
 DEDECO TUOTTEET U.S.A. KIILLOTUKSEEN KUMISEOSTEISET KARALAIKAT "JUMBOS" 5 kpl SARJOINA KARA 2,4 mm, MIKÄ VOIDAAN SUURENTAA 6 mm:n VÄLIHOLKILLA (D-3074T). KS. SIVU 61 X) - MERKITYT HETI VARASTOSTA MUOTO
DEDECO TUOTTEET U.S.A. KIILLOTUKSEEN KUMISEOSTEISET KARALAIKAT "JUMBOS" 5 kpl SARJOINA KARA 2,4 mm, MIKÄ VOIDAAN SUURENTAA 6 mm:n VÄLIHOLKILLA (D-3074T). KS. SIVU 61 X) - MERKITYT HETI VARASTOSTA MUOTO
Betoni-Kirahvi hiomakone seinille ja katoille. WST 1000 FV, Turbo-Jet setti
 Betoni-Kirahvi hiomakone seinille ja katoille WST 000 FV, Turbo-Jet setti Tilausnumero 355.747 Laikka Ø 25 mm Kierrosluku ilman kuormitusta 8000 /min Ottoteho 00 Watt Antoteho 600 Watt Työkaluliitos 28
Betoni-Kirahvi hiomakone seinille ja katoille WST 000 FV, Turbo-Jet setti Tilausnumero 355.747 Laikka Ø 25 mm Kierrosluku ilman kuormitusta 8000 /min Ottoteho 00 Watt Antoteho 600 Watt Työkaluliitos 28
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit. Uusi moottorisukupolvi
 Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
1800 watin hiomakone, jolla voi hioa myös lähellä reunaa, 125 mm
 Bahnhofstraße 5 77 Steinheim Puhelin +49 744 828-0 Faksi +49 744 25899 800 watin hiomakone, jolla voi hioa myös lähellä reunaa, 25 mm LD 8-7 25 R, Kit Turbo-Jet Tilausnumero 408.603 Laikka Ø 25 mm Kierrosluku
Bahnhofstraße 5 77 Steinheim Puhelin +49 744 828-0 Faksi +49 744 25899 800 watin hiomakone, jolla voi hioa myös lähellä reunaa, 25 mm LD 8-7 25 R, Kit Turbo-Jet Tilausnumero 408.603 Laikka Ø 25 mm Kierrosluku
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
SSM-2 KONEEN RAKENNE. havainnekuva koneen rakenteesta
 Lähde: http://sjh.sporttisaitti.com/ Luistimien teroittaminen on huoltajan tärkeimpiä tehtäviä ehkä tärkein. Jotta tehtävän pystyy hoitamaan ja suoriutumaan siihen liittyvistä monista vaiheista, tulee
Lähde: http://sjh.sporttisaitti.com/ Luistimien teroittaminen on huoltajan tärkeimpiä tehtäviä ehkä tärkein. Jotta tehtävän pystyy hoitamaan ja suoriutumaan siihen liittyvistä monista vaiheista, tulee
Kopadi Oy, timanttihiomalaikat
 Timanttihiomalaikat Kopadi Oy, timanttihiomalaikat Kopadi Oy:n timanttihiomalaikat on suunniteltu betonin hiontaan sekä erilaisten pintamateriaalien poistamiseen kuten: tasoitteet, liimat, maalit, epoksi,
Timanttihiomalaikat Kopadi Oy, timanttihiomalaikat Kopadi Oy:n timanttihiomalaikat on suunniteltu betonin hiontaan sekä erilaisten pintamateriaalien poistamiseen kuten: tasoitteet, liimat, maalit, epoksi,
Welding Production Analysis
 Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1(7) WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon tunteminen läpikotaisin
Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1(7) WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon tunteminen läpikotaisin
Modulaatio-ohjauksen toimimoottori AME 85QM
 Modulaatio-ohjauksen toimimoottori AME 85QM Kuvaus AME 85QM -toimimoottoria käytetään AB-QM DN 200- ja DN 250 -automaattiisissa virtauksenrajoitin ja säätöventtiileissä. Ominaisuudet: asennon ilmaisu automaattinen
Modulaatio-ohjauksen toimimoottori AME 85QM Kuvaus AME 85QM -toimimoottoria käytetään AB-QM DN 200- ja DN 250 -automaattiisissa virtauksenrajoitin ja säätöventtiileissä. Ominaisuudet: asennon ilmaisu automaattinen
We move everything. Tekniikan Trendit 2016
 We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
INSTRUMENTTIEN TEROITUSKONE
 INSTRUMENTTIEN TEROITUSKONE Terävin kärki Käsi-instrumenttien säännöllinen huolto on hammashoidon perusedellytys. Sillä luodaan perusta turvallisille korkealuokkaisille hoitotoimenpiteille. Puhtauden lisäksi
INSTRUMENTTIEN TEROITUSKONE Terävin kärki Käsi-instrumenttien säännöllinen huolto on hammashoidon perusedellytys. Sillä luodaan perusta turvallisille korkealuokkaisille hoitotoimenpiteille. Puhtauden lisäksi
Robotiikan tulevaisuus ja turvallisuus
 Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
KÄSISAHAT 2010 www.magnum-tools.com
 www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää
 Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
FI Moninaisuudessaan yhtenäinen FI A8-0005/4. Tarkistus
 8.2.2017 A8-0005/4 4 Jean-Luc Schaffhauser 1 kohta kehottaa komissiota ehdottamaan kyberfyysisille järjestelmille, autonomisille järjestelmille, älykkäille autonomisille roboteille ja niiden alaluokille
8.2.2017 A8-0005/4 4 Jean-Luc Schaffhauser 1 kohta kehottaa komissiota ehdottamaan kyberfyysisille järjestelmille, autonomisille järjestelmille, älykkäille autonomisille roboteille ja niiden alaluokille
Betonihiomakone laajoille pinnoille, 180 mm. LD , Kit E-Jet
 Betonihiomakone laajoille pinnoille, 80 mm LD 24-6 80, Kit E-Jet Tilausnumero 48.862 Laikka Ø 80 mm Kierrosluku ilman kuormitusta 6500 /min Ottoteho 2400 Watt Antoteho 450 Watt Työkaluliitos M 4 Johdon
Betonihiomakone laajoille pinnoille, 80 mm LD 24-6 80, Kit E-Jet Tilausnumero 48.862 Laikka Ø 80 mm Kierrosluku ilman kuormitusta 6500 /min Ottoteho 2400 Watt Antoteho 450 Watt Työkaluliitos M 4 Johdon
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin
 Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
S11-09 Control System for an. Autonomous Household Robot Platform
 S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
MITTAUS JA DIGITOINTI. smartscan M I T T A A E T U S I. AICON 3D Systems yritys
 MITTAUS JA DIGITOINTI smartscan M I T T A A E T U S I AICON 3D Systems yritys smartscan Sarja joustavia järjestelmiä suuren tarkkuuden 3D mittaukseen smartscan järjestelmät kaappaavat mittauskohteittesi
MITTAUS JA DIGITOINTI smartscan M I T T A A E T U S I AICON 3D Systems yritys smartscan Sarja joustavia järjestelmiä suuren tarkkuuden 3D mittaukseen smartscan järjestelmät kaappaavat mittauskohteittesi
LATTIANHOITOKONEET. Laikka-ajurit MS ,00
 LATTIANHOITOKONEET MS 17-1600 Yhden laikan lattiakone Kierrokset 154/min, harjakoko 430 mm Testattu vaativissa työolosuhteissa Tarkat ja vakaat liikkeet Karkaistusta teräksestä valmistettu planeettavaihteisto
LATTIANHOITOKONEET MS 17-1600 Yhden laikan lattiakone Kierrokset 154/min, harjakoko 430 mm Testattu vaativissa työolosuhteissa Tarkat ja vakaat liikkeet Karkaistusta teräksestä valmistettu planeettavaihteisto
Laboratoriotyö. 1. Laitteisto. 1.1 Kamera
 Laboratoriotyö 1. Laitteisto 1.1 Kamera Järjestelmän kamerassa (Hitachi, VK-C77E) on CCD -kenno ja mahdollisuus kuvan asynkroniseen päivitykseen. Kamerassa on sarjaliitäntä, jonka kautta voidaan ohjata
Laboratoriotyö 1. Laitteisto 1.1 Kamera Järjestelmän kamerassa (Hitachi, VK-C77E) on CCD -kenno ja mahdollisuus kuvan asynkroniseen päivitykseen. Kamerassa on sarjaliitäntä, jonka kautta voidaan ohjata
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
Arto Luukkainen 24.3.2014
 Arto Luukkainen 24.3.2014 2 Agenda Kaukomarkkinat ja Panasonic Toughbook Trendit mobiilipäätteissä ammattikäytössä Tablet trouble tutkimus Panasonic Toughpad tietokoneet Lisävarusteet 3 Kaukomarkkinat
Arto Luukkainen 24.3.2014 2 Agenda Kaukomarkkinat ja Panasonic Toughbook Trendit mobiilipäätteissä ammattikäytössä Tablet trouble tutkimus Panasonic Toughpad tietokoneet Lisävarusteet 3 Kaukomarkkinat
Digikamera. Perustietoa digikamerasta ja kuvien siirtämisestä tietokoneelle
 TEEMA 1 Tietokoneen peruskäyttö Digikamera Perustietoa digikamerasta ja kuvien siirtämisestä tietokoneelle Tämä tietopaketti hahmottaa lukijalle, millä tavalla kuvat voidaan siirtää kamerakännykästä tai
TEEMA 1 Tietokoneen peruskäyttö Digikamera Perustietoa digikamerasta ja kuvien siirtämisestä tietokoneelle Tämä tietopaketti hahmottaa lukijalle, millä tavalla kuvat voidaan siirtää kamerakännykästä tai
TYÖVÄLINEIDEN KARKAISU
 TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
Työturvallisuus. Talotekniikan perusteet
 2 Työturvallisuus Viereisessä kuvassa oleva laite ei ole henkilönostin. Sitä voidaan käyttää apuna esim. rakennuslevyjen nostoon tai kuten kuva symbolisesti esittää, iv-kanavien paikalleennostoon ja asennukseen.
2 Työturvallisuus Viereisessä kuvassa oleva laite ei ole henkilönostin. Sitä voidaan käyttää apuna esim. rakennuslevyjen nostoon tai kuten kuva symbolisesti esittää, iv-kanavien paikalleennostoon ja asennukseen.
TEOLLISUUSPINNOITTEET
 TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
Kallistettava paistinpannu
 Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Paikantavan turvapuhelimen käyttöohje
 Paikantavan turvapuhelimen käyttöohje Stella Turvapuhelin ja Hoiva Oy Tämä ohje kertoo miten paikantavaa turvapuhelinta käytetään Stella Turvapuhelin ja Hoiva Oy Mannerheimintie 164 00300 Helsinki Sisällysluettelo
Paikantavan turvapuhelimen käyttöohje Stella Turvapuhelin ja Hoiva Oy Tämä ohje kertoo miten paikantavaa turvapuhelinta käytetään Stella Turvapuhelin ja Hoiva Oy Mannerheimintie 164 00300 Helsinki Sisällysluettelo
Konetekniikan koulutusohjelman opintojaksomuutokset
 Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
ELEC-C1110 Automaatio- ja systeemitekniikan. Luento 11 Esimerkki automaation soveltamisesta
 ELEC-C1110 Automaatio- ja systeemitekniikan perusteet Luento 11 Esimerkki automaation soveltamisesta Tämän luennon aihe Esimerkki automaation soveltamisesta käytännössä: WorkPartner-palvelurobotti WorkPartner
ELEC-C1110 Automaatio- ja systeemitekniikan perusteet Luento 11 Esimerkki automaation soveltamisesta Tämän luennon aihe Esimerkki automaation soveltamisesta käytännössä: WorkPartner-palvelurobotti WorkPartner
TALLENNETAAN MUISTITIKULLE JA MUISTIKORTILLE
 TALLENNETAAN MUISTITIKULLE JA MUISTIKORTILLE HERVANNAN KIRJASTON TIETOTORI Insinöörinkatu 38 33720 Tampere 040 800 7805 tietotori.hervanta@tampere.fi TALLENNETAAN MUISTIKULLE JA MUISTIKORTILLE 1 Muistitikun
TALLENNETAAN MUISTITIKULLE JA MUISTIKORTILLE HERVANNAN KIRJASTON TIETOTORI Insinöörinkatu 38 33720 Tampere 040 800 7805 tietotori.hervanta@tampere.fi TALLENNETAAN MUISTIKULLE JA MUISTIKORTILLE 1 Muistitikun
PERUSPERIAATTEET JA PUMPPUTYYPIT YLEISIMMÄT JUOKSUPYÖRÄTYYPIT
 PERUSPERIAATTEET JA PUMPPUTYYPIT YLEISIMMÄT JUOKSUPYÖRÄTYYPIT Mikä on juoksupyörä? Juoksupyörä on keskipakopumpun tärkein osa. Kun juoksupyörä pyörii, se tuottaa nesteen siirtämistä eli pumppaamista varten
PERUSPERIAATTEET JA PUMPPUTYYPIT YLEISIMMÄT JUOKSUPYÖRÄTYYPIT Mikä on juoksupyörä? Juoksupyörä on keskipakopumpun tärkein osa. Kun juoksupyörä pyörii, se tuottaa nesteen siirtämistä eli pumppaamista varten
-Motorracing Electronics WB-NÄYTTÖ KÄYTTÖOHJE. WB-näyttö Käyttöohje v1.0 12/2011 1/7
 WB-NÄYTTÖ KÄYTTÖOHJE 1/7 SISÄLLYSLUETTELO 1. YLEISTÄ... 3 1.1. SPESIFIKAATIO...3 2. ASENNUS... 4 2.1. MEKAANINEN ASENNUS...4 2.2. SÄHKÖINEN ASENNUS...4 3. KÄYTTÖOHJE... 6 3.1. INNOVATE LC-1 OHJELMOINTI...6
WB-NÄYTTÖ KÄYTTÖOHJE 1/7 SISÄLLYSLUETTELO 1. YLEISTÄ... 3 1.1. SPESIFIKAATIO...3 2. ASENNUS... 4 2.1. MEKAANINEN ASENNUS...4 2.2. SÄHKÖINEN ASENNUS...4 3. KÄYTTÖOHJE... 6 3.1. INNOVATE LC-1 OHJELMOINTI...6
Potilasopas. Tämän oppaan omistaa:
 Potilasopas Tämän oppaan omistaa: Icare HOME (Malli: TA022) POTILASOPAS TA022-035 FI-3.1 3 Johdanto Tämä opas sisältää Icare HOME -tonometrin käyttöohjeet. Lue ohjeet huolellisesti, ennen kuin alat käyttää
Potilasopas Tämän oppaan omistaa: Icare HOME (Malli: TA022) POTILASOPAS TA022-035 FI-3.1 3 Johdanto Tämä opas sisältää Icare HOME -tonometrin käyttöohjeet. Lue ohjeet huolellisesti, ennen kuin alat käyttää
SCANTOOL ECO 13 Penkkiporakone 13 mm 230V
 2016 SCANTOOL ECO 13 Penkkiporakone 13 mm 230V ST2661300 350 W 2-13 mm 520-2620 rpm 13 mm pikaistukka 575 mm 19 kg Kevyt ja kompakti penkkiporakone niin kotiverstaalle kuin autotalliinkin. Kone on varustettu
2016 SCANTOOL ECO 13 Penkkiporakone 13 mm 230V ST2661300 350 W 2-13 mm 520-2620 rpm 13 mm pikaistukka 575 mm 19 kg Kevyt ja kompakti penkkiporakone niin kotiverstaalle kuin autotalliinkin. Kone on varustettu
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Hakkurit. Ympäristönhoidosta urakointiin
 Hakkurit Ympäristönhoidosta urakointiin Puhumme kokemuksesta Junkkarin hakkurit ovat tyypiltään laikkahakkureita. Meillä on kokemusta niiden valmistamisesta jo yli 30 vuoden ja 10.000 laitteen verran.
Hakkurit Ympäristönhoidosta urakointiin Puhumme kokemuksesta Junkkarin hakkurit ovat tyypiltään laikkahakkureita. Meillä on kokemusta niiden valmistamisesta jo yli 30 vuoden ja 10.000 laitteen verran.
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Repijäuppopumppu. Paineviemärijärjestelmän sydän
 Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ
 WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
Sustainable steel construction seminaari
 Sustainable steel construction seminaari 18.1.2017 Geometrian mittaaminen ja 3D skannaus Timo Kärppä 2017 2 SISÄLTÖ 1. Digitaalisuus mahdollistaa monia asioita 2. Mitä on 3D? 3. 3D skannaus, eri menetelmiä,
Sustainable steel construction seminaari 18.1.2017 Geometrian mittaaminen ja 3D skannaus Timo Kärppä 2017 2 SISÄLTÖ 1. Digitaalisuus mahdollistaa monia asioita 2. Mitä on 3D? 3. 3D skannaus, eri menetelmiä,
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
-Motorracing Electronics. MAP KÄYTTÖOHJE Tuotenumero 1004, 1005 ja MAP Käyttöohje v1.0 11/2011 1/7
 MAP KÄYTTÖOHJE Tuotenumero 1004, 1005 ja 1006 1/7 SISÄLLYSLUETTELO 1. YLEISTÄ... 3 1.1. SPESIFIKAATIO...3 2. ASENNUS... 4 2.1. MEKAANINEN ASENNUS...4 2.2. SÄHKÖINEN ASENNUS...5 3. KÄYTTÖOHJE... 6 3.1.
MAP KÄYTTÖOHJE Tuotenumero 1004, 1005 ja 1006 1/7 SISÄLLYSLUETTELO 1. YLEISTÄ... 3 1.1. SPESIFIKAATIO...3 2. ASENNUS... 4 2.1. MEKAANINEN ASENNUS...4 2.2. SÄHKÖINEN ASENNUS...5 3. KÄYTTÖOHJE... 6 3.1.
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Autonomisen liikkuvan koneen teknologiat. Hannu Mäkelä Navitec Systems Oy
 Autonomisen liikkuvan koneen teknologiat Hannu Mäkelä Navitec Systems Oy Autonomisuuden edellytykset itsenäinen toiminta ympäristön havainnointi ja mittaus liikkuminen ja paikannus toiminta mittausten
Autonomisen liikkuvan koneen teknologiat Hannu Mäkelä Navitec Systems Oy Autonomisuuden edellytykset itsenäinen toiminta ympäristön havainnointi ja mittaus liikkuminen ja paikannus toiminta mittausten
AS-0.3200 Automaatio- ja systeemitekniikan projektityöt
 Teknillinen korkeakoulu Sähkö- ja tietoliikennetekniikan osasto AS-0.3200 Automaatio- ja systeemitekniikan projektityöt CeilBot 2DoF camera actuator Antti Riksman Sisältö 1 CeilBot 3 2 Projektin tämän
Teknillinen korkeakoulu Sähkö- ja tietoliikennetekniikan osasto AS-0.3200 Automaatio- ja systeemitekniikan projektityöt CeilBot 2DoF camera actuator Antti Riksman Sisältö 1 CeilBot 3 2 Projektin tämän
Energian talteenotto liikkuvassa raskaassa työkoneessa. 20.01.2010 Heinikainen Olli
 Energian talteenotto liikkuvassa raskaassa työkoneessa 20.01.2010 Heinikainen Olli Esityksen sisältö Yleistä Olemassa olevat sovellukset Kineettisen energian palauttaminen Potentiaalienergian palauttaminen
Energian talteenotto liikkuvassa raskaassa työkoneessa 20.01.2010 Heinikainen Olli Esityksen sisältö Yleistä Olemassa olevat sovellukset Kineettisen energian palauttaminen Potentiaalienergian palauttaminen
Vuodesta 1946. Tynnyri- ja konttipumput Tiivisteettömät keskipakopumput
 Vuodesta 1946 Tynnyri- ja konttipumput Tiivisteettömät keskipakopumput Lutz - ammattilaisen turvallinen valinta Lutz pumput ovat ammattilaisen turvallinen valinta pumpattaessa tynnyreistä, konteista tai
Vuodesta 1946 Tynnyri- ja konttipumput Tiivisteettömät keskipakopumput Lutz - ammattilaisen turvallinen valinta Lutz pumput ovat ammattilaisen turvallinen valinta pumpattaessa tynnyreistä, konteista tai
SVE SVE/PLUS KESKIPAKOPUHALTIMET JA INLINE IMURIT
 /PLUS : Matalan melutason inline imurit asennettu akustisen kotelon sisään. /PLUS: Matalan melutason inline imurit asennettu akustiseen koteloon, jossa on 40 mm ääntä vaimentava eriste. Puhallin: Akustinen
/PLUS : Matalan melutason inline imurit asennettu akustisen kotelon sisään. /PLUS: Matalan melutason inline imurit asennettu akustiseen koteloon, jossa on 40 mm ääntä vaimentava eriste. Puhallin: Akustinen
SUPER SHREDDER Kaikkiruokainen linjamurskain
 1 SUPER SHREDDER Kaikkiruokainen linjamurskain SUPER SHREDDER pienentää putkistoissa virtaavat kovat kiintoaineet. Se on erittäin tehokas murskain, jolla on virtaviivainen, helppohoitoinen rakenne ja vain
1 SUPER SHREDDER Kaikkiruokainen linjamurskain SUPER SHREDDER pienentää putkistoissa virtaavat kovat kiintoaineet. Se on erittäin tehokas murskain, jolla on virtaviivainen, helppohoitoinen rakenne ja vain
Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6
 Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6 2/6 Tietoa yrityksestä ASTES4 on Balernessa, Etelä-Sveitsissä, sijaitseva teolliseen automaatioon keskittynyt riippumaton yritys. ASTES4
Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6 2/6 Tietoa yrityksestä ASTES4 on Balernessa, Etelä-Sveitsissä, sijaitseva teolliseen automaatioon keskittynyt riippumaton yritys. ASTES4
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Hissimatkustajien automaattinen tunnistaminen. Johan Backlund
 Hissimatkustajien automaattinen tunnistaminen Johan Backlund Johdanto Hissien historia pitkä Ensimmäiset maininnat voidaan jäljittää Rooman valtakuntaan Matkustaja hissien synty 1800-luvun puolessavälissä
Hissimatkustajien automaattinen tunnistaminen Johan Backlund Johdanto Hissien historia pitkä Ensimmäiset maininnat voidaan jäljittää Rooman valtakuntaan Matkustaja hissien synty 1800-luvun puolessavälissä
Digitaaliset paikoitusmittalaitteet
 Digitaaliset paikoitusmittalaitteet Magnescale Tel: +49 711 5858-777 E-Mail: smse-mp@eu.sony.com www.sonymanufacturing.com Luotettava mittausjärjestelmä korkeampi laatu ja parempi tuottavuus Sonyn magneettiset
Digitaaliset paikoitusmittalaitteet Magnescale Tel: +49 711 5858-777 E-Mail: smse-mp@eu.sony.com www.sonymanufacturing.com Luotettava mittausjärjestelmä korkeampi laatu ja parempi tuottavuus Sonyn magneettiset
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
ECOMATION. environment in mind ECOMATION - TUOTTEITA JA RATKAISUJA NYKYAIKAISILLE KULLANKAIVAJILLE. Recycling Technologies
 ECOMATION environment in mind Recycling Technologies ECOMATION - TUOTTEITA JA RATKAISUJA NYKYAIKAISILLE KULLANKAIVAJILLE YRITYS Ecomation Oy suunnittelee ja toimittaa asiakkailleen koneita, laitteistoja,
ECOMATION environment in mind Recycling Technologies ECOMATION - TUOTTEITA JA RATKAISUJA NYKYAIKAISILLE KULLANKAIVAJILLE YRITYS Ecomation Oy suunnittelee ja toimittaa asiakkailleen koneita, laitteistoja,
Digitaalinen kappaletuotanto - Nopeasti markkinoille
 Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
WSX445. Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä
 WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
Täydellinen valvonta. Jäähdytysjärjestelmän on siten kyettävä kommunikoimaan erilaisten ohjausjärjestelmien kanssa.
 Täydellinen valvonta ATK-konesalit ovat monimutkaisia ympäristöjä: Tarjoamalla täydellisiä integroiduista elementeistä koostuvia ratkaisuja taataan yhteensopivuus ja strateginen säätöjärjestelmän integrointi.
Täydellinen valvonta ATK-konesalit ovat monimutkaisia ympäristöjä: Tarjoamalla täydellisiä integroiduista elementeistä koostuvia ratkaisuja taataan yhteensopivuus ja strateginen säätöjärjestelmän integrointi.
Modulaatio-ohjauksen käyttölaite AME 435 QM
 Modulaatio-ohjauksen käyttölaite AME 435 QM Kuvaus Venttiilin virtauksen säätöominaisuus, jolla säätöasetusta voidaan muuttaa lineaarisesta logaritmiseksi tai päinvastoin. Uudenaikainen rakenne, jossa
Modulaatio-ohjauksen käyttölaite AME 435 QM Kuvaus Venttiilin virtauksen säätöominaisuus, jolla säätöasetusta voidaan muuttaa lineaarisesta logaritmiseksi tai päinvastoin. Uudenaikainen rakenne, jossa
Sisällysluettelo. 1. Yleistä turvamatoista, toiminta ja tekniset tiedot 1.1 Yleistä 1.2 Toiminta ja kytkentäperiaate 1.
 SM Turvamatot Aluevalvontaan Aluesuojaukseen Sisällysluettelo 1. Yleistä turvamatoista, toiminta ja tekniset tiedot 1.1 Yleistä 1.2 Toiminta ja kytkentäperiaate 1.3 Tekniset tiedot 2. Turvamattojen kaapelointi
SM Turvamatot Aluevalvontaan Aluesuojaukseen Sisällysluettelo 1. Yleistä turvamatoista, toiminta ja tekniset tiedot 1.1 Yleistä 1.2 Toiminta ja kytkentäperiaate 1.3 Tekniset tiedot 2. Turvamattojen kaapelointi
People. Passion. Performance. Hydrauliset RX-iskuvasarat kovaan käyttöön
 People. Passion. Performance. Hydrauliset RX-iskuvasarat kovaan käyttöön KULJETUSAJONEUVOON KIINNITETTÄVÄT VANKKATEKOISET HYDRAULISET LUOTETTAVAT CHICAGO PNEUMATIC -ISKUVASARAT ON RAKENNETTU KESTÄMÄÄN.
People. Passion. Performance. Hydrauliset RX-iskuvasarat kovaan käyttöön KULJETUSAJONEUVOON KIINNITETTÄVÄT VANKKATEKOISET HYDRAULISET LUOTETTAVAT CHICAGO PNEUMATIC -ISKUVASARAT ON RAKENNETTU KESTÄMÄÄN.
LaserQC mittauksia laserin nopeudella
 LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
Laseranturit E3C-LDA-SARJA. s ä ä d e t t ä v ä p i t k ä n m a t k a n l a s e r a n t u r i. Advanced Industrial Automation
 Laseranturit E3C-LDA-SARJA s ä ä d e t t ä v ä p i t k ä n m a t k a n l a s e r a n t u r i Advanced Industrial Automation Omronin E3C-LDA-sarjan laseranturit on tarkoitettu tarkkaan kohteiden tunnistukseen
Laseranturit E3C-LDA-SARJA s ä ä d e t t ä v ä p i t k ä n m a t k a n l a s e r a n t u r i Advanced Industrial Automation Omronin E3C-LDA-sarjan laseranturit on tarkoitettu tarkkaan kohteiden tunnistukseen
Hammaspyöräpumput sarjat
 Hammaspyöräpumput sarjat 2030-5030 Magneettikytketyt hammaspyöräpumput Hammaspyöräpumppusarjat 2030, 3030, 4030 ja 5030 on kehitetty sarjoista 3000 ja 8200. Pumppusarja kattaa tilavuusvirta-alueen 20 ml/min
Hammaspyöräpumput sarjat 2030-5030 Magneettikytketyt hammaspyöräpumput Hammaspyöräpumppusarjat 2030, 3030, 4030 ja 5030 on kehitetty sarjoista 3000 ja 8200. Pumppusarja kattaa tilavuusvirta-alueen 20 ml/min
Handy-Kirahvi seinä- ja kattohiomakone. WSE 7 Vario
 Bahnhofstraße 5 77 Steinheim Puhelin +49 744 828-0 Faksi +49 744 899 Handy-Kirahvi seinä- ja kattohiomakone WSE 7 Vario 377.82 Handy-Kirahvi seinä- ja kattohiomakone + VR-elektroniikka: portaaton nopeuden
Bahnhofstraße 5 77 Steinheim Puhelin +49 744 828-0 Faksi +49 744 899 Handy-Kirahvi seinä- ja kattohiomakone WSE 7 Vario 377.82 Handy-Kirahvi seinä- ja kattohiomakone + VR-elektroniikka: portaaton nopeuden