Kuivapuristusmassan valmistus ja käyttö
|
|
|
- Heidi Leppänen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Kuivapuristusmassan valmistus ja käyttö Mari Paikkari Keramiikan materiaalioppi Tutkimusraportti Keramiikka- ja lasitaiteen osasto Taideteollinen korkeakoulu kevät 2010

2 Tiivistelmä Tutkimuksessa selvitettiin millä eri tavoilla valmistetaan kuivapuristusmassaa. Tutkituista kuivapuristus eli granulaattimassan valmistusmenetelmistä valittiin yksi, jota sovellettiin käytännössä. Tutkimusta varten rakennettiin laite, jolla pystyttiin valmistamaan granulaattimassaa. Lisäksi tutkittiin kipsimuotin soveltuvuutta kuivapuristusmuotin materiaaliksi. Kirjallisessa pohjatutkimuksessa tutustutaan eri kuivapuristusmassojen valmistusmenetelmiin ja käytössä oleviin muottimateriaaleihin. Tutkimuksessa tehtiin kaksi erilaista massaa, joiden kuiva-ainekoostumukseen otettiin esimerkkiä Arabian tuotannossa käytetystä kuivapuristusmassasta (sivu?). 1

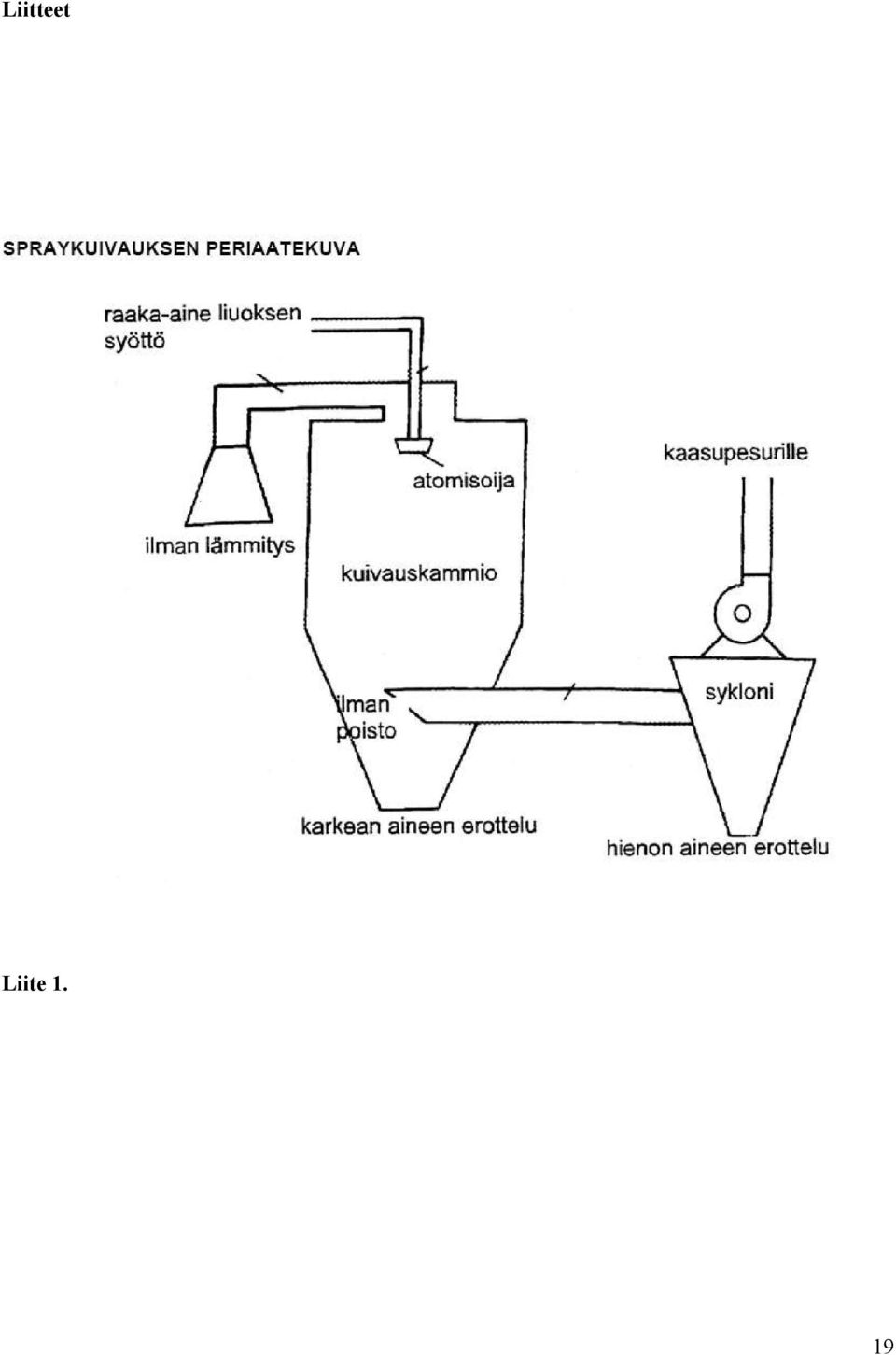
3 Johdanto Kuivapuristus poikkeaa täysin muista keramiikan valmistustavoista, massan ns. esikäsittelystä johtuen. Kuivapuristetut esineet valmistetaan suuren paineen avulla pieniksi jyväsiksi valmistetusta massasta, eli granulaatista. Granulaattijyvänen koostuu raaka-aineiden yhteen liittyneistä hiukkasista. Granulaatin valmistus voi tapahtua joko sekoittamalla jauheita sopivasti sideaineen kanssa tai spraykuivausmenetelmällä. Spraykuivaus on investoinneiltaan kallis, mutta kaikkein yleisin menetelmä keraamisten jauheiden granuloimiseksi. 2

4 Sisällysluetteolo Tiivistelmä 1 Johdanto 2 Sisällysluettelo 3 Esipuhe 4 1. Tutkimus Teoreettiset lähtökohdat 5 2. Kuivapuristusmassa Tutkittujen massojen kuiva-aineosat Tutkittujen massojen sidosaineet 6 3. Granulaattimassa ja sen valmistus periaatteessa Massanvalmistus vaihtoehtoja 7 4. Granulaattimassa ja sen valmistus käytännössä 8 5. Muotti Muottimateriaalit Puristus Puristuskoneet Puristusvaiheet Kuivapuristuksen etuja ja haittoja Tulokset ja niiden tarkastelu Johtopäätökse, ongelmat ja jatkosuunnitelmat 17 Liitteet 19 Lähteet 22 3

5 Esipuhe Suunnitelma ja halu ryhtyä tutkimaan kuivapuristusmassan valmistamista syntyi kiinnostuksesta kuivapuristusmassan käyttöön piensarjatuotannossa. Piensarjatuotannossa käytettynä, hyvien muottien ja puristuslaitteiden avulla kuivapuristuksella voidaan aikaan saada nopea, siisti ja tehokas piensarjatuotanto. Halusin tutkia onko mahdollista valmistaa käyttökelpoista kuivapuristusmassaa. Tämän lisäksi tutkimukseen sisältyi myös puristuksessa käytettävä muotti ja sen materiaali. Haluan kiittää Tomi Pelkosta positiivisesta asenteesta tutkimukseen ja siinä käytettyjen menetelmien uskomiseen silloinkin, kun niihin itse vähiten uskoin. 4

6 1. Tutkimus Tutkimuksessa selvitetään mahdollisuutta valmistaa kuivapuristusmassaa. Lisäksi tutkittiin mahdollisuutta valmistaa puristusmuotti, jolla massasta voitaisiin valmistaa pieniä puristettuja kappaleita. Konkreettisessa tutkimuksessa ja siinä käytetyissä materiaaleissa huomioitiin tutkimukseen käytettävät taloudelliset resurssit sekä aika. 1.1 Teoreettiset lähtökohdat Teollisuudessa kuivapuristusta käytetään erilaisten sähkökeramiikan, teknisen keramiikan ja oksidialueen keramiikan tuotteissa. Keramiikkateollisuus käyttää kuivapuristusta mm vatien ja kulhojen, jopa kuppien valmistuksessa. Kuivapuristusta käytetään yleensä suurta mittatarkkuutta vaativien hienokeraamisten tuotteiden valmistuksessa. (Opetusmonisteen Taik 2000) Granulaattimassa ostetaan yleensä sekä teollisuudessa että pienpajatuotannossa valmiiksi granuloituna. Tällöin massan kosteusprosentti, ja granulointirakeiden suuruus ovat tasalaatuisia. Granulaattimassaa voi karkeudeltaan verrata hienosokeriin. Granulaattimassan valmistaminen alusta alkaen itse on ilmeisen harvinaista ja työlästä. Lähdettäessä valmistamaan granulaattimassaa alusta alkaen itse on ensin tutustuttava erilaisiin massanvalmistustekniikoihin, muottimateriaaleihin, puristuslaitteisiin, puristuslujuuteen sekä massan konkreettiseen koostumukseen ja polttolämpötiloihin. Edellä mainituissa vaiheissa valitaan kulloisiinkin resursseihin ja aikatauluihin parhaiten sopiva tekniikka. Vasta tämän jälkeen voidaan aloittaa konkreettinen massanvalmistus. Tutkimusta varten tutustuttiin erilaisiin massan valmistus tekniikoihin ja mahdollisuuksiin. Tätä kautta löydettiin tutkimukseen käytettävien resurssien ja aikataulun kautta se vaihtoehto ja muottimateriaalit, joita tutkimuksessa käytettiin. 2. Kuivapuristusmassa Kuivapuristus- eli granulaattimassanjyvänen koostuu raaka-aineiden yhteen liittyneistä hiukkasista. Koossapitävä voima voi perustua hiukkasten välissä olevan nesteen kapillaarivoimaan tai hiukkasten välissä olevaan sideaineeseen. Yleensä nestevoimat pitävät jyvästä koossa granulaation valmistusvaiheessa ja sideaineet valmiissa, kuivassa granulaatissa. Granulaatin valmistus voi tapahtua joko sekoittamalla jauheita sopivasti sideaineen kanssa tai spraykuivausmenetelmällä. Näistä spraykuivaus on kaikkein yleisin menetelmä keraamisten jauheiden granuloimiseksi. Se on kuitenkin investoinneiltaan erittäin kallis. Kuivapuristusmassan kuiva-aineiden osuus on keskimäärin noin 95%, tällöin kosteusprosentti on noin 2-7 % (granuloidussa massassa). Sidosaineen osuus on noin 0,05-3 %. Yleisimmin käytetyt sidosaineet ovat selluloosaeettereitä, joko natriumkarboksyylimetyyliselluloosaa eli CMC:tä tai metyyliselluloosaa. Selluloosaeetteri vaikuttaa oleellisesti myös lietteen viskositeettiin riippuen käytettävän selluloosan konsentraatiosta ja molekyylipainosta. Näihin voidaan vaikuttaa 5

7 eetteröintiprosessin aikana (selluloosaa ei suoraan voida käyttää sideaineena, koska se ei ole vesiliukoinen toisin kuin eetteröity selluloosa). Mitä pidempi molekyyliketju muodostetaan, sitä suurempi on veteen sekoitetun sideaineseoksen viskositeetti. Sideaineiden on tarkoitus parantaa granulaattijyvästen raakalujuutta. Sideaineet toimivat sementtisidoksen tapaan tukien hiukkasia kunnes ne poltossa sitoutuvat keraamisesti toisiinsa. Kivitavaratyyppisen kuivapurismassan pääraaka-aineita ovat pallosavi, kaoliini, kvartsihiekka ja maasälpä. Tämän lisäksi kuivamassaan voidaan lisätä esimerkiksi alumiinioksidia, liitua, mangaanioksidia, dolomiittia, tinaoksidia tai wollastoniittia Tutkimukseen valittujen kuiva-aineiden viitteellisenä lähtökohtana käytettiin Arabian tehtaan tuotannossa käyttämää kuivapuristusmassa jonka kuiva-ainekoostumus on esitetty alla Pääraaka-aineet: Pallosavi, Kaoliini, Kvartsihiekka, Maasälpä Lisäksi: alumiinioksidia, talkkia ja sideainetta Kosteusprosentti: 1,8-2,6% Tutkimusta varten valmistettiin kaksi massaa: massa 1. ja massa 2. Kumpaakin massaa valmistettiin kuivamassaosuudeltaan 1 kg 4g Tutkittujen massojen kuiva-ainesosat Massa 1. Kvartsi FFQ 200 Kemiö 300g Pallosavi, Hyplas 71 elc Imerys 250g Kaoliini Standardporcelain 250g Kalimaasälpä FFF K7 195g Talkki XXXX 9g Massa 2. Kvartsi FFQ 200 Kemiö 300g Pallosavi, Hyplas 71 elc Imerys 250g Kaoliini Standardporcelain 250g Kalimaasälpä K7 195g Liitu 5g Talkki 4g 2.2. Tutkittujen massojen sidosaineet Kumpaankin massaan lisättiin sidosainetta (=CMC) 3g, joka oli sekoitettu 150g:n kuumaa vettä. Sidosaine lisättiin massaan ruiskuttamalla (Kuva 1.) 6

8 Kuva1. 3. Granulaattimassa ja sen valmistus periaatteessa Granular suom. jyväinen, rakeinen Granulaatti= massa, joka koostuu tasasuuruisiksi seulotuista jyvistä tai massa, joka koostuu tasakokoon valmistetuista jyvistä 3.1 Massanvalmistus vaihtoehtoja 1. Spraygranulointi on teollisuudessa yleisimmin käytetty granulointimenetelmä. Raaka-aine seos sekoitetaan veteen, ja syötetään kuivaimeen veden kanssa, eli massalietettä ruiskutetaan pisaroina kuumailmakuivuriin. Atomisointisuutin hajottaa seoksen hyvin pieniksi pisaroiksi, jotka kiinnittyvät toisiinsa muodostaen palloja. Tällöin (= säätelemällä ruiskua, lietettä ja ilmavirtaa) saadaan syntymään jyväsiä, joilla on haluttu läpimitta. Karkeudeltaan massaa voi verrata sokeriin. Liite Granulointimassaa voidaan valmistaa myös valmistetaan rouhimalla kuivattuja massakakkuja muruiksi ja seulomalla haluttu välikarkeus rouheesta pois. 3. Kallistetun levyn avulla. Tällöin pyörivälle, reunalliselle levylle tuodaan jauhemaiset raakaaineet. Jauheiden sekaan sumutetaan veden ja sideaineen (esim. karboksyylimetyyliselluloosacmc) seosta. Pyöriessä seos rakeistuu ja kun rae kasvaa tietyn koon yli, se poistetaan levyltä. Kallistettuun levyyn perustuva tekniikka tuottaa yhdenkokoisia jyviä. Jyvän koko riippuu levyn kallistuskulmasta, poistorenkaan korkeudesta, pyörimisnopeudesta ja sideaineen määrästä. Mikäli sideainetta käytetään liikaa tai käytettävä jauhe on liian hienojakoista saattaa jyvästen kasvunopeus olla liian suuri, mikä puolestaan aiheuttaa epämääräisen muotoisia jyviä. Periaatteessa kaikista savimassatyypeistä voidaan valmistaa granulaattia. 7

9 4. Granulaattimassan valmistus käytännössä Tässä tutkimuksessa granulaattimassa valmistettiin kallistetun, pyörivän tason avulla. Tällä tavalla valmistetusta massasta ei heti saada raekooltaan tasalaatuista vaan raekoko on jälkeenpäin seulottava halutun suuruiseksi. Massan valmistusta varten rakennettiin laite, jolla massaa pystyttiin valmistamaan. Laite koostui dreijaan kiinnitetystä muovireunallisesta vanerilevystä (halk 85cm, reunan korkeus 12cm). Dreija ja sillä oleva levy asetettiin kaltevaan asentoon (kulma noin 30 ) Kuva 2. Dreija laitettiin pyörimään ja siihen kaadettiin tehdyn kuivapuristusmassan kuiva-aineet Kuva 3. Kuivamassan päälle ruiskutettiin tasaisella suihkulla vesi-cmc seosta* Kuva 1. Massan annettiin pyöriä tasaisella nopeudella noin 5 minuuttia, jonka jälkeen granulaattirakeita alkoi muodostua. Kuva 4. Kuva 2. Kuva 3. 8
 Kuva 2. Dreija laitettiin pyörimään ja siihen kaadettiin tehdyn kuivapuristusmassan kuiva-aineet Kuva 3.")
10 Kuva 4. Granulaattirakeet kerättiin levyltä ja pakattiin tiiviisiin purkkeihin, jotta saatu kosteusprosentti pysyisi halutunlaisena (= kosteusprosentti on sama kuin kuiva-aineiden ja niiden sekaan ruiskutetun vesi-cmc seoksen suhde). Kuva 5. Granulaattimassaa seulottiin erikokoisilla seuloilla siten, että massa saatiin raekoolta tasakokoiseksi (noin 0,3-0,01mm). Kuvat 6 ja 7 Kuva 5. 9
. Kuva 5.")
11 Kuva 6. Kuva 7. * Pussista otettu valmis CMC jauhe sekoitetaan mahdollisimman kuumaan veteen. Seosta painellaan morttelilla, jotta jauhe saadaan sekoittumaan veteen. Lopuksi vesi-cmc seos seulotaan. 5. Muotti Puristimen vaihdettava muottiosa on puristustyökalu. Puristustyökalu on kahtia-avautuva tai se koostuu kahdesta erillisestä palasta. Esine syntyy puristamalla sopiva määrä granulaattia työkalun osien eli pistimien väliin. Jokaisessa puristustyökalussa on ylä- ja alapistin. Yläpistimessä on puristettavan lautasen yläpuolen muoto. Alapistin noudattaa lautasen alapinnan muotoa. Periaatteessa pienteollisuudessa puristusmuotti voidaan tehdä mistä tahansa materiaalista joka kestää puristusta ja johon saadaan kaiverrettua tai valettua haluttu muoto. Tällöin myös muotin alaja yläpuolen kiinnitys puristuslaitteeseen suunnitellaan, jotta muotin ylä- ja alapuolen kohdistus saadaan mahdollisimman täsmälliseksi Muottimateriaalit Metallimuotti Yleisimmin kuivapuristuksessa käytetty muottimateriaali on metallia. Metalliset kuivapuristusmuotit ovat teräksestä tai teräsvaipalla tuetusta synteettisestä kumista. Muottien kestoikä on moninkertainen verrattuna kipsimuotteihin. Kuivalujuuden varmistamiseksi muoteissa käytetään liima-aineita. Pienpajatuotannossa metallimuotit teetetään valmiiksi, jolloin muottiin jyrsitään halutunmallinen kolo. Metallimuottien teettäminen on kallista; pienpajatuotannossa käytettävä, jyrsimellä tehty pyörähdyskappaleen metallimuotti, maksaa joitain kymmeniä tuhansia, ei-pyörähdyskappaleen muotti jopa Arabian tehtaalla osassa tuotanto kuten vatien, lautasten ja kulhojen muovaamiseen käytetään kuivapuristusmuottia. Puristustyökalu on valmistettu erilaisista metalliosista. Mahdollisimman hyvän lopputuloksen aikaan saamiseksi teollisuudessa käytetään toimintaperiaatteeltaan isostaattista puristusta. Tämä tarkoittaa sitä, että työmuotin alapuolen teräsmuotti on varustettu muovikalvolla, jolloin kappaleeseen saadaan tasainen puristus. Menetelmässä granulaattimassa suljetaan joustavaan koteloon. Puristusvaiheessa muotin ja kalvon väliin pumpattava neste (öljy) joutuu hydrostaattiseen 10

12 paineeseen pumppujen avulla. Muottia ympäröivä teräsrunko määrää paineen vaikuttaessa tulevan muodon. Puristuksessa on siis kaksi vaihetta: esipuristus ja varsinainen isostaattinen puristus. Granuloitu massa pakkautuu puristuksen aikana tiiviisti muodostaen koossa pysyvän esineen. Muotin avauduttua esine joko tipahtaa kuljetushihnalle tai siirto tapahtuu imukupeilla varustettujen työkalujen avulla (Vepsäläinen 1999). Liitteet 2., 3. ja 4. Kovamuovi Muovimuottia käytettäessä mallinnetaan Rhino piirustusohjelmalla haluttu puristuskappaleen muoto. Tietokoneella mallinnetun muotin etuna on, että muotista saadaan tarkasti halutun kokoinen. Tällöin yläpuoli on aavistuksen pienempi (= noin 0,01-0,1 mm) kuin alapuolen. Puristettaessa muotin yläosa painautuu aavistuksen muotin alakappalen sisälle. Mallintamalla haluttu muottikuva Rhino mittapiirustusohjelmalla ja syöttämällä tiedot koneelle, voitaisiin CNC jyrsimellä saada aikaan kovamuoviin muotin ala- ja yläpuolet. Muotin etuna on sen kestävyys ja mittatarkkuus. Haittoja mm. materiaalin hinta; lautatavarana myytävä kovamuovin metrihinta on noin 100 /m. Kipsimuotti Tutkimuksessa päätettiin käyttää kovakipsistä puristusmuottia. Tutkimuksessa käytettiin kovakipsistä valmistettua muottia. Kyseiseen muottimateriaaliin päädyttiin sen edullisuuden, nopeuden ja kokeilunhalua takia. Tutkimusta varten valmistettiin kovakipsimuotit. Muotteja valettiin kaksi erilaista (toisessa mallineen kolo oli päästävä pyörähdyskappale, toisessa päästävä palapeli-muoto), molempiin muotteihin kuului erillinen ylä- ja alapuoli. Aluksi muotoiltiin käsin savesta halutun malliset kappaleet. Kappaleet valettiin kipsiin jonka jälkeen kipsimallineen sivut pyöristettiin kipsidreijalla. Kipsin kovetuttua muotti käännettiin ylösalaisin, savimalline poistettiin ja muotti sellakoitiin useaan kertaan. Kipsimuotissa oleva savimallineen jättämä kolo täytettiin puoleenväliin asti tuoreella savella** ja kipsimuotin päälle valettiin kovakipsistä puristusmuotin yläosa. Liitteenä kuvat puristusmuotin ylä- ja alapuolista. Kuva 8. ja 9. Kuva 8. 11

13 Kuva 9. ** Muotissa oleva savimallineen muodostama kolo täytettiin osittain savella, jotta valmistetun puristusmuotin ylä- ja alapuolten väliin saatiin muodostettua puristusmassalle tila, johon massa puristusvaiheessa lastataan ja puristetaan. 6. Puristus 6.1 Puristuskoneet Markkinoilla olevat puristimet voidaan jakaa kolmeen pääryhmään: 1. Vaakapuristimet puristettu lautanen putoaa pehmeästi kuljetuslinjalle koneessa voi olla 1-4 puristuspäätä muottityökalun puoliskojen vaihtaminen käy helposti tavallisten lautasten valmistus 2. Pyöröpöytäpuristimet 4 kpl alapistimiä 2 kpl yläpistimiä työvaiheet jaettu eri asemiin puristetun lautasen pehmeä siirto silotuskoneeseen 12

14 muotonsa takia halkeilualttiiden lautasten valmistus työkaluun takertuvan massan (esim. luuposliini) käyttö pienten mallien nopea valmistus 3. Pystypuristimet -yläpistin nousee puristuksen jälkeen ja imukupilla varustettu siirtolaite nostaa puristetun esineen kuljetuslinjalle -muodoltaan epäsäännöllisten tuotteiden valmistus (tarjoiluvadit, vuoat) -erityisen isot lautaset Puristussuunta voi siis olla vaaka- tai pystysuora laitteesta riippuen. Konetyypin valintaan vaikuttavat: Työkalun eli muotin täyttömenetelmä Granulaatin ominaisuudet Valmistettavien esineiden muoto ja koko Oleellinen ero on tavassa, jolla puristettu kappale siirtyy valmistusprosessissa eteenpäin. Vaakapuristuksessa puristettu kappale putoaa kuljetushihnalle muotin avauduttua. Pyörö- ja pystypuristimissa kappaleen siirto tapahtuu imukupilla varustetun siirtotyökalun avulla. Siirtotyökalua on järkevää käyttää suurissa ja muodoltaan epäsäännöllisissä kappaleissa: menetelmä on hellävarainen. Vaakapuristinta käytettäessä täytyy varmistaa, että puriste kestää hihnalle tipahtamisen murtumatta (Hassi 1997, 80 81). Mitä pienempi on massan kosteusprosentti, sitä suurempi puristusvoima tarvitaan. Puristusvoima kuivapuristuksessa N/cm2 (vastaavasti esim. märkäpuristuksessa puristusvoima on noin N/cm2) Kyseissä tutkimuksessa käytettiin puristinta, jonka puristusvoima on maksimissaan 5000 kg Puristusvaiheet Muotin alapuoli asetettiin puristuslaitteeseen. Seulottua massaa laitettiin muotin alakappaleelle siten, että massasta muodostui keko Kuva10. Muotin yläpuoli kohdistettiin paikoilleen muotin alaosan päälle, ja muottia puristettiin Kuva 11. Puristuksen annettiin olla maksimipisteessään noin 5-10 sekuntia, jonka jälkeen puristus vapautettiin ja muotti avattiin. Kipsimuotit kestivät puristusta noin 2-5 kertaa, jonka jälkeen ne lohkesivat sivuilta tai niihin syntyi hiusmurtumia pystysuunnassa muotin poikki. 13

15 Kuva 10 Kuva

16 Massa puristui muottiin tasaisesti ja tiiviisti. Massan irrotus ks. puristuskoetta varten valmistetuista kovakipsimuoteista oli erittäin hankalaa/mahdotonta. Irrotettaessa puristettua kappaletta muotista, kappale mureni ja lohkeili. Kuva 12. Kuva Kuivapuristustekniikan etuja ja haittoja Etuja - Taloudellisuus Tärkein syy puoli-isostaattisen kuivapuristuksen yleistymiseen on menetelmän taloudellisuus. Esimerkiksi lautasten valmistus voidaan automatisoida kokonaan ja henkilöstöä tarvitaan vain prosessin valvontaan, muottien vaihtamiseen ja materiaalien lisäämiseen. Yksi työntekijä voi käyttää kahta samanaikaisesti toimivaa konetta. - Vähän vettä ja vähän kuivattamista Koska granulaateista puristettu kappale sisältää vain vähän kosteutta, jää perinteinen kuivausvaihe tarpeettomaksi. Energiaa ja tuotantotilaa säästyy. Vaikka energiaa kuluu massan granulointiin spraykuivaamalla, on menetelmä perinteistä kuivatusta nopeampi. 15

17 - Kipsimuottien käyttö vähemmälle Perinteisissä valmistusmenetelmissä kipsimuottien valmistus, käsittely ja kuivatus on kallista ja vaatii runsaasti tilaa. Kuluneet tai muuten vioittuneet muotit aiheuttavat virheitä valmistettaviin tuotteisiin. Kuivapuristuksessa käytettävä muovipinnoitteinen metallimuotti on kestävä. Muotin muovinen membraani kestää noin puristuskertaa ja osa voidaan tarvittaessa uusia. Perinteisillä valmistusmenetelmillä kipsimuottien jatkuva valmistus on kiinteä osa tuotantoketjua. Kuivapuristusmuotit voidaan joustavasti teettää alihankintana tuotantolaitoksen ulkopuolella. - Nopeuttaa ja keventää työtä Puristustuotanto voidaan automatisoida pitkälle. henkilöstöä tarvitaan vähän ja työtehtävän ovat helposti omaksuttavissa. - Materiaalin k yttö taloudellista Puristusprosessissa granuloitu massa käytetään kokonaan valmistettaviin kappaleisiin. Esimerkiksi pois leikattavia osia ei ole. Muotin avauskohtaan jäävä purse viimeistellään sienettämällä. Hukkamateriaalia voi kertyä myös viallisista tai rikkoontuneista kappaleista. Kertaalleen käytettyä granulaattia ei voi puristaa uudelleen, mutta se voidaan kierrättää perinteisiä massoja valmistettaessa. - Suuri mitta- ja muototarkkuus sekä hyvä tuotteiden laatu Koska muodonanto tapahtuu automaattisesti kestävällä muottityökalulla, ei esineissä ilmene käsityövaiheiden aiheuttamia laatueroja, kuten perinteisissä muovaavissa menetelmissä. Valmistustekniikan etuja ovat myös puristettujen kappaleiden mittatarkkuus ja hyvä laatu. Parhaan laatuluokan osuus tuotannosta on suurempi kuin perinteisillä valmistusmenetelmillä. - Puristeen tiivis rakenne - Kuivapuristus vähentää energian käyttöä puristettuja tuotteita ei tarvitse kuivata ja tuotteet poltetaan vain kerran (esipoltto on usein tarpeeton) - Huokosrakenne voidaan säädellä raekoolla ja puristusvoimalla - Voidaan käyttää jopa lisäaineettomia massoja - Tilansäästö Puristuslaitteiston vaatima tilantarve on vain murto-osa vastaavan tuotantokapasiteetin omaavan perinteisen tuotantolinjan vaatimaan tilaan verrattuna. Myös perinteisten valmistusmenetelmien vaatima kipsimuottien käsittelyyn ja varastointiin varattu tila vapautuu muuhun käyttöön. -Mahdollisuud tehdä epäsymmetrisiä ja soikeita, jopa pintakuviollisia esineitä, lähinnä lautasia - Nopea mallinvaihto Vaikka kalliin muotin valmistaminen edellyttääkin suuria valmistusmääriä, ei esineitä tarvitse valmistaa varastoon. Muottia vaihtamalla voidaan samalla koneella valmistaa 16

18 erilaisia esineitä saman työpäivän aikana. Tuotanto ei keskeydy pitkäksi aikaa, koska erityisiä säätösarjoja ei tarvita. Kappaleita voidaan näin ollen valmistaa kysynnän mukaan ja valmiiden tuotteiden varastointiaika lyhenee huomattavasti. Haittoja - Pinta ei ole yhtä hyvä kuin toisilla menetelmillä. Tämä on ratkaistu lasitekehityksellä - Kallis menetelmä: tekniikkaa kannattaa käyttää vain suurten sarjojen valmistukseen - Ei pystytä valmistamaan kovin monimuotoisia tuotteita (Vepsäläinen 1999) 8. Tulokset ja niiden tarkastelu Muoteista saadut palat kerättiin uunilevyille, mitattiin ja numeroitiin. KuvaXX Polttotuloksia ei saatu koska uuni oli polton jälkeen käyty tyhjentämässä ja palat heitetty roskiin; luokkatoverini luuli palojen olevan roskia! 9. Johtopäätökset, ongelmat ja jatkosuunnitelmat Granulointikone Kuivapuristusmassan valmistustavaksi valittu pyörivä, kallistettu dreijan päälle kiinnitetty tasolevy oli resurssien ja aikataulun kannalta hyvä ratkaisu. Kyseisellä tavalla massa saatiin granuloitua ja seulottua helposti halutun kokoiseksi. Ongelmana kuitenkin massan valmistamisessa oli sideaineen ruiskuttaminen kuiva-aineiden joukkoon. Tutkimuksessa kokeiltiin aluksi vesi-sideaine seoksen ruiskuttamista lasiteruiskulla, mutta seoksen paksuudesta johtuen ruisku tukkeutui. Vesisideaineseoksen ruiskuttaminen massaan suihkepullolla (KuvaX) oli välttävä, muttei paras mahdollinen ratkaisu. Lisättäessä granulaattimassan nestemäiset ainesosat suihkepullolla ei suihkusta saatu riittävän tasaista, jolloin massa granuloitui raekooltaan epätasalaatuiseksi. Massa Vaikkei tehtyjä granulaattimassoja päästykään näkemään poltettuina (tällöin mm. polttokutistuma, - vääntymä, massan väri ja huokoisuus jäävät tutkimuksesta pois) saattoi massoissa huomata joitain eroja jo puistusvaiheessa; massa 1. irtosi muotista paremmin, eli puristuksessa muodostunut massa pysyi paremmin koossa. Massa 2. mureni täysin yritettäessä irrottaa sitä kipsimuotista. Massojen kosteuden säilyvyydessä tai granuloitumisessa ei havaittu eroja. Jatkossa suositellaan kokeiltavan massan eri variaatioiden soveltamista. Vaikka tutkimuksessa todettiinkin kuiva-aineiden ja vesi-cmc seoksen yhdistämisen olleen hyvä ja toimiva ratkaisu, suositellaan kuitenkin myös kokeiltavan sidosaineen lisäämistä massaan yhdessä huomattavasti suuremman vesimäärän kanssa. Tällöin massasta tulisi selvästi kosteampaa, jolloin massan annettaisiin kuivua ja siitä rouhittaisiin halutun kokoista granulaattia. 17

19 Muotti Kipsin käyttö muottimateriaalina ei ole taloudellisesti eikä ajallisesti hyvä ratkaisu, koska kipsimuotti kestää vain muutamia puristuskertoja. Myöskään massan irrottaminen muotista ei onnistu riittävän helposti. Jatkossa, mikäli muottimateriaalina halutaan edelleen käyttää kipsiä, suositellaan kokeiltavan esim. muotin pinnoittamista hartsilla. Massan ja kipsimuotin väliin voidaan myös kokeilla jonkinlaista muovipintaista eristemateriaalia, kuten muovikalvoa tai talouskelmua. Muottimateriaalina suositellaan jatkossa kokeiltavan esim. CNC jyrsimellä kovamuoviin jyrsittyä muottia. 18

20 Liitteet Liite 1. 19
21 Liite 2. Liite 3. 20
22 Liite 4. 21
23 Lähteet Hassi, Heikki 1997, Kotimaiset materiaalit ja puristustekniikka, Keramiikan tutkimusrinki Jylhä-Vuorio, Heikki, Keramiikan materiaalit, 1994, Opetushallitus Opetusmonisteet Taik, Keramiikan muodonantotekniikat 2000 Vepsäläinen M. Opetusmonisteet/Kuopion muotoiluakatemia: keramiikkatekniikka 1,
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
2. Käsinkaavaustapahtuma tuorehiekkaan
 2. Käsinkaavaustapahtuma tuorehiekkaan Pekka Niemi Tampereen ammattiopisto 2.1 Muotin valmistus käytettäessä paartilossia Muotinvalmistuksessa on yleensä etu, jos saadaan jakopinta suoraksi, malli suoraan
2. Käsinkaavaustapahtuma tuorehiekkaan Pekka Niemi Tampereen ammattiopisto 2.1 Muotin valmistus käytettäessä paartilossia Muotinvalmistuksessa on yleensä etu, jos saadaan jakopinta suoraksi, malli suoraan
KÄYTTÖOHJE PURISTUSTYÖKALU HP 450
 1 4.8.2006 12:27 KO HP 450.doc KÄYTTÖOHJE PURISTUSTYÖKALU HP 450 Maahantuonti: Hollolan Sähköautomatiikka Oy Höylääjänkatu 5 15520 LAHTI Puh. (03) 884 230 Fax (03) 884 2310 hsa@hsaoy.com www.hsaoy.com
1 4.8.2006 12:27 KO HP 450.doc KÄYTTÖOHJE PURISTUSTYÖKALU HP 450 Maahantuonti: Hollolan Sähköautomatiikka Oy Höylääjänkatu 5 15520 LAHTI Puh. (03) 884 230 Fax (03) 884 2310 hsa@hsaoy.com www.hsaoy.com
29. Annossekoittimet. 29.1 Kollerisekoitin. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 29. Annossekoittimet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 29.1 Kollerisekoitin Kollerisekoitin kuuluu annossekoittimiin. Se on valimosekoittimista vanhin; sen toimintaperiaate on tunnettu
29. Annossekoittimet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 29.1 Kollerisekoitin Kollerisekoitin kuuluu annossekoittimiin. Se on valimosekoittimista vanhin; sen toimintaperiaate on tunnettu
8. Muottihiekat. Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto. Valulämpötiloja:
 8. Muottihiekat Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valulämpötiloja: Valuteräkset 1520 1600 C Valuraudat 1250 1550 C Kupariseokset alle 1250 C Alumiiniseokset alle 800 C Sinkkiseokset alle
8. Muottihiekat Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valulämpötiloja: Valuteräkset 1520 1600 C Valuraudat 1250 1550 C Kupariseokset alle 1250 C Alumiiniseokset alle 800 C Sinkkiseokset alle
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Sisäpiirijuttu. The Inside Story
 Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
Keramiikan maalaaminen pigmenteillä
 1 Keramiikan maalaaminen pigmenteillä Noora Valtonen Keramiikan materiaalitutkimusraportti Keramiikka- ja lasitaiteen koulutusohjelma Muotoilun laitos Taiteiden ja suunnittelun korkeakoulu Aalto yliopisto
1 Keramiikan maalaaminen pigmenteillä Noora Valtonen Keramiikan materiaalitutkimusraportti Keramiikka- ja lasitaiteen koulutusohjelma Muotoilun laitos Taiteiden ja suunnittelun korkeakoulu Aalto yliopisto
KALKKIA MAAN STABILOINTIIN
 KALKKIA MAAN STABILOINTIIN Vakaasta kallioperästä vakaaseen maaperään SMA Mineral on Pohjoismaiden suurimpia kalkkituotteiden valmistajia. Meillä on pitkä kokemus kalkista ja kalkin käsittelystä. Luonnontuotteena
KALKKIA MAAN STABILOINTIIN Vakaasta kallioperästä vakaaseen maaperään SMA Mineral on Pohjoismaiden suurimpia kalkkituotteiden valmistajia. Meillä on pitkä kokemus kalkista ja kalkin käsittelystä. Luonnontuotteena
BUNN-O-MATIC SUODATINLAITTEET JA KAHVIMYLLYT. Tehokkaat kahvilaitteet ja -myllyt kun laadukasta ja tuoretta kahvia tarvitaan nopeasti.
 BUNN-O-MATIC SUODATINLAITTEET JA KAHVIMYLLYT Tehokkaat kahvilaitteet ja -myllyt kun laadukasta ja tuoretta kahvia tarvitaan nopeasti. TUORETTA KAHVIA NOPEASTI SUODATINLAITE VP17A-2 Bunn-O-Matic -suodatinkahvilaitteet
BUNN-O-MATIC SUODATINLAITTEET JA KAHVIMYLLYT Tehokkaat kahvilaitteet ja -myllyt kun laadukasta ja tuoretta kahvia tarvitaan nopeasti. TUORETTA KAHVIA NOPEASTI SUODATINLAITE VP17A-2 Bunn-O-Matic -suodatinkahvilaitteet
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
MENETELMÄ POISTETTU KÄYTÖSTÄ Asfalttimassat ja -päällysteet, perusmenetelmät.
 Asfalttimassat ja -päällysteet, perusmenetelmät. PANK-4004 PANK PÄÄLLYSTENÄYTTEEN VALMISTUS PÄÄLLYSTEALAN NEUVOTTELUKUNTA Hyväksytty: Korvaa menetelmän: 5.8.1997 1. MENETELMÄN TARKOITUS Menetelmä esittää
Asfalttimassat ja -päällysteet, perusmenetelmät. PANK-4004 PANK PÄÄLLYSTENÄYTTEEN VALMISTUS PÄÄLLYSTEALAN NEUVOTTELUKUNTA Hyväksytty: Korvaa menetelmän: 5.8.1997 1. MENETELMÄN TARKOITUS Menetelmä esittää
Myös hiekan sideaine vaikuttaa sullonnan määrään. Hartsisideainehiekkojen sullontatarve on huomattavasti vähäisempi kuin bentoniittihiekkojen.
 12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
Lahti Precision Fluidisointijärjestelmä
 Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Takaje vakuumilaitteen käyttö- ja huolto-ohje
 Takaje vakuumilaitteen käyttö- ja huolto-ohje Vakuumilaiteen saa asentaa ja sitä käyttää kerrallaan vain yksi henkilö. Sitä ei ole suunniteltu monelle yhtäaikaiselle käyttäjälle. Laitteen osat 1. Virtajohto
Takaje vakuumilaitteen käyttö- ja huolto-ohje Vakuumilaiteen saa asentaa ja sitä käyttää kerrallaan vain yksi henkilö. Sitä ei ole suunniteltu monelle yhtäaikaiselle käyttäjälle. Laitteen osat 1. Virtajohto
Harmaat pinnat keramiikassa
 Harmaat pinnat keramiikassa Erik Lindahl Tutkimusraportti Materiaalitutkimus MUO-C3012 Muotoilun laitos Taiteiden ja suunnittelun korkeakoulu, Aalto-yliopisto 27.3.2018 Tiivistelmä Tässä tutkimuksessa
Harmaat pinnat keramiikassa Erik Lindahl Tutkimusraportti Materiaalitutkimus MUO-C3012 Muotoilun laitos Taiteiden ja suunnittelun korkeakoulu, Aalto-yliopisto 27.3.2018 Tiivistelmä Tässä tutkimuksessa
POWER WITH HYDRAULICS
 POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
Snellman korvasi öljyn biokaasulla Esityksen laatija
 HALUAMME ANTAA IHMISILLE MAHDOLLISUUDEN PAREMPAAN Snellman korvasi öljyn biokaasulla Esityksen laatija 25.10.2015 Snellmanin Lihanjalostus Oy Snellmans Köttförädling Ab 1 Mistä on kyse? HALUAMME ANTAA
HALUAMME ANTAA IHMISILLE MAHDOLLISUUDEN PAREMPAAN Snellman korvasi öljyn biokaasulla Esityksen laatija 25.10.2015 Snellmanin Lihanjalostus Oy Snellmans Köttförädling Ab 1 Mistä on kyse? HALUAMME ANTAA
Lakan irtoamista painomateriaalista voidan vähentää painamalla alle arkkioffsetpainoväriä
 Kulta- ja hopealakat Tuoteiden kuvaus kulta- ja hopealakat ovat täysin uusia patentoituja tuotteita. Näillä vesiohenteisilla kulta- ja hopeaväreillä saavutetaan in-line lakkaamisessa erinomainen kirkkaus
Kulta- ja hopealakat Tuoteiden kuvaus kulta- ja hopealakat ovat täysin uusia patentoituja tuotteita. Näillä vesiohenteisilla kulta- ja hopeaväreillä saavutetaan in-line lakkaamisessa erinomainen kirkkaus
Keramiikka Prosessi ja polttaminen
 Keramiikka Prosessi ja polttaminen, Taiteen laitos, kuvataidekasvatus 2.1. 2017 Keramiikan valmistuksen prosessi Peruskaavaa voidaan muunnella tarpeen mukaan. Tee tarvittaessa aina testit. Koristelupoltto,
Keramiikka Prosessi ja polttaminen, Taiteen laitos, kuvataidekasvatus 2.1. 2017 Keramiikan valmistuksen prosessi Peruskaavaa voidaan muunnella tarpeen mukaan. Tee tarvittaessa aina testit. Koristelupoltto,
Laatua raaka-aineiden jalostamiseen Elintarvike- ja poroalan koulutushanke
 porotietokansio raakalihavalmisteet Hannu Pekkala 2006 Laatua raaka-aineiden jalostamiseen Elintarvike- ja poroalan koulutushanke SISÄLLYSLUETTELO 1 Määritelmä... 2 2 Raakalihavalmisteiden valmistus...
porotietokansio raakalihavalmisteet Hannu Pekkala 2006 Laatua raaka-aineiden jalostamiseen Elintarvike- ja poroalan koulutushanke SISÄLLYSLUETTELO 1 Määritelmä... 2 2 Raakalihavalmisteiden valmistus...
8. Induktiokouru-uunit
 8. Induktiokouru-uunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Kouru-uunit koostuvat periaatteellisesti teräsrungosta, johon on kiinnitetty induktori sulan lämpötilan ylläpitämiseksi. Kouru-uunien
8. Induktiokouru-uunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Kouru-uunit koostuvat periaatteellisesti teräsrungosta, johon on kiinnitetty induktori sulan lämpötilan ylläpitämiseksi. Kouru-uunien
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Suomi. lihamylly. makkaran valmistuslaite. lihamyllyn kokoaminen. makkkaran valmistuslaitteen käyttö. lihamyllyn käyttö
 A950 i h g j f d e a b c k l m 11 10 n o 13 12 16 14 15 Suomi Ennen ohjeiden lukemista taita etusivu auki kuvien esiinsaamiseksi ennen ensimmäistä käyttökertaa Pese osat: katso kohdasta 'perushuolto'.
A950 i h g j f d e a b c k l m 11 10 n o 13 12 16 14 15 Suomi Ennen ohjeiden lukemista taita etusivu auki kuvien esiinsaamiseksi ennen ensimmäistä käyttökertaa Pese osat: katso kohdasta 'perushuolto'.
PURISTUS. Mallien määrä. Kapasiteetti mm. Tyyppi. Sivu
 Puristustyökalut Alkuasentoon palautus varmistaa aina saman luotettavan, vedenpitävän liitoksen. Tuottavat erinomaista laatua ja kestävyyttä tukena RIDGIDin elinikäinen takuu. Mallien määrä Kapasiteetti
Puristustyökalut Alkuasentoon palautus varmistaa aina saman luotettavan, vedenpitävän liitoksen. Tuottavat erinomaista laatua ja kestävyyttä tukena RIDGIDin elinikäinen takuu. Mallien määrä Kapasiteetti
JOINTS FIRE COMPOUND PRO+ Palokipsimassa läpivienteihin
 TUOTEKUVAUS on koostumukseltaan erityinen kipsipohjainen, kutistumaton laasti, joka sekoitetaan veden kanssa. Palokatkomassa voidaan sekoittaa joko kaadettavaksi tai levitettäväksi läpivientien ympärille.
TUOTEKUVAUS on koostumukseltaan erityinen kipsipohjainen, kutistumaton laasti, joka sekoitetaan veden kanssa. Palokatkomassa voidaan sekoittaa joko kaadettavaksi tai levitettäväksi läpivientien ympärille.
ASENNUSOHJE AMMATTILAISELLE SATINE MICROCEMENT MEDIUM SILEÄLLE, UUDELLE POHJALLE MÄRKÄTILAAN
 Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
ASENNUSOHJE AMMATTILAISELLE SATINE MICROCEMENT MEDIUM VANHAN LAATAN PÄÄLLE MÄRKÄTILAAN
 Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer laatta saumoihin,
Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer laatta saumoihin,
Korjaamopuristimet. Alapalkki MITAT. H (Sylinteri palautettuna) mm. J mm
 mm. J mm") -runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
-runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja ohuet liimasaumat. Älykästä Reunalistoitusta PATENTOITU JÄRJESTELMÄ Ä
 Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
HERTELL KD-TYHJÖPUMPPUJA KOSKEVIA YLEISIÄ HUOLTO-OHJEITA
 HERTELL KD-TYHJÖPUMPPUJA KOSKEVIA YLEISIÄ HUOLTO-OHJEITA A E C B D YLEISTÄ HUOM! Voimanottoakselin kierrosluku 540 1/min. Hertell tyhjö/painepumppumalli KD on öljyvoideltu, neljällä lamellilla varustettu
HERTELL KD-TYHJÖPUMPPUJA KOSKEVIA YLEISIÄ HUOLTO-OHJEITA A E C B D YLEISTÄ HUOM! Voimanottoakselin kierrosluku 540 1/min. Hertell tyhjö/painepumppumalli KD on öljyvoideltu, neljällä lamellilla varustettu
Semifinaalitehtävän tehtäväpohja Taitaja2015 Kondiittorilaji 501 (suomi) Tekijät: Jarmo Paukku Nimi: Oppilaitos: Koulutuskeskus Sedu
 Tekijät: Jarmo Paukku Nimi: Oppilaitos: Koulutuskeskus Sedu") Semifinaalitehtävän tehtäväpohja Taitaja2015 Kondiittorilaji 501 (suomi) Tekijät: Jarmo Paukku Nimi: Oppilaitos: Koulutuskeskus Sedu Päiväys: 23.10.2014 1 Sisällysluettelo Kondiittori-lajin semifinaalitehtävä
Semifinaalitehtävän tehtäväpohja Taitaja2015 Kondiittorilaji 501 (suomi) Tekijät: Jarmo Paukku Nimi: Oppilaitos: Koulutuskeskus Sedu Päiväys: 23.10.2014 1 Sisällysluettelo Kondiittori-lajin semifinaalitehtävä
FLEXBURN-uunit Kerasil Oy
 FLEXBURN-uunit Kerasil Oy FLEXBURN-uunit Lasin yhteensulatus Lasin taivutus ja muottiin pudotus (slumppaus) Koristelupoltot väreillä, kullalla ja siirtokuvilla 5-6 kertaa nopepampi Energiansäästö yli 50%
FLEXBURN-uunit Kerasil Oy FLEXBURN-uunit Lasin yhteensulatus Lasin taivutus ja muottiin pudotus (slumppaus) Koristelupoltot väreillä, kullalla ja siirtokuvilla 5-6 kertaa nopepampi Energiansäästö yli 50%
Pelletöinti ja pelletin uudet raaka-aineet 9.2.2010 Valtimo
 Pelletöinti ja pelletin uudet raaka-aineet 9.2.2010 Valtimo Lasse Okkonen Pohjois-Karjalan ammattikorkeakoulu Lasse.Okkonen@pkamk.fi Tuotantoprosessi - Raaka-aineet: höylänlastu, sahanpuru, hiontapöly
Pelletöinti ja pelletin uudet raaka-aineet 9.2.2010 Valtimo Lasse Okkonen Pohjois-Karjalan ammattikorkeakoulu Lasse.Okkonen@pkamk.fi Tuotantoprosessi - Raaka-aineet: höylänlastu, sahanpuru, hiontapöly
sidosaineet ja liimat
 sidosaineet ja liimat AIR-ONE Ultra kevyt, korkean hyötysuhteen ja -polymeroitumisasteen omaava yksi komponenttinen kiinnityslaasti keraamisille laatoille. Ominaisuudet o korkea tehokkuus o yksikomponenttinen
sidosaineet ja liimat AIR-ONE Ultra kevyt, korkean hyötysuhteen ja -polymeroitumisasteen omaava yksi komponenttinen kiinnityslaasti keraamisille laatoille. Ominaisuudet o korkea tehokkuus o yksikomponenttinen
Suomi. turvallisuus. lihamylly. lihamyllyn kokoaminen
 AX950 Suomi Ennen ohjeiden lukemista taita etusivu auki kuvien esiinsaamiseksi ennen Kenwood-lisälaitteen käyttämistä Lue nämä ohjeet huolella ja säilytä ne myöhempää tarvetta varten. Poista pakkauksen
AX950 Suomi Ennen ohjeiden lukemista taita etusivu auki kuvien esiinsaamiseksi ennen Kenwood-lisälaitteen käyttämistä Lue nämä ohjeet huolella ja säilytä ne myöhempää tarvetta varten. Poista pakkauksen
MOBATIHD SELOSTE 8/1975. Opastinsilta 8 B HELSINKI 52 Puhelin 9o-1400ll OKSARAAKA-AINEEN T I I V I S T Ä M I N E N. Markku Melkko JOHDANTO
 MOBATIHD Opastinsilta 8 B 00520 HELSINKI 52 Puhelin 9o-1400ll SELOSTE 8/1975 il OKSARAAKA-AINEEN T I I V I S T Ä M I N E N Markku Melkko JOHDANTO Oksaraaka-aineen korjuuketjuissa vaihtoehtoisina haketuspaikkoina
MOBATIHD Opastinsilta 8 B 00520 HELSINKI 52 Puhelin 9o-1400ll SELOSTE 8/1975 il OKSARAAKA-AINEEN T I I V I S T Ä M I N E N Markku Melkko JOHDANTO Oksaraaka-aineen korjuuketjuissa vaihtoehtoisina haketuspaikkoina
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Vainio Lifestyle. Turpeen salaisuus. Personoidut liikelahjat. Esittely 2
 Tuotekuvasto 2011 Esittely 2 Vainio Lifestyle Haluamme tarjota tuotteita joiden raaka-aineet ovat korkealuokkaisia ja ympäristöystävällisiä. Vainio Lifestyle pakkausten ulkoasussa korostuu tuotteiden puhtaus,
Tuotekuvasto 2011 Esittely 2 Vainio Lifestyle Haluamme tarjota tuotteita joiden raaka-aineet ovat korkealuokkaisia ja ympäristöystävällisiä. Vainio Lifestyle pakkausten ulkoasussa korostuu tuotteiden puhtaus,
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3
 Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Pigmentit valusavessa Pigmentit valusavessa
 Pigmentit valusavessa Liisa Kaunisvirta Materiaalitutkimus kurssin tutkimusraportti Muotoilun pääaine, Muotoilun laitos Aalto-yliopisto Taiteiden ja suunnittelun korkeakoulu 27.3.2017 1 Sisällysluettelo
Pigmentit valusavessa Liisa Kaunisvirta Materiaalitutkimus kurssin tutkimusraportti Muotoilun pääaine, Muotoilun laitos Aalto-yliopisto Taiteiden ja suunnittelun korkeakoulu 27.3.2017 1 Sisällysluettelo
heating wedge = kuumakiila liitettävät materiaalit hot air = kuuma ilma hot air tape welding = kuuma ilma teippaus ultrasonic = ultraääni
 PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
Näin lisäeristät 4. Sisäpuolinen lisäeristys. Tuotteina PAROC extra ja PAROC-tiivistystuotteet
 Näin lisäeristät 4 Sisäpuolinen lisäeristys Tuotteina PAROC extra ja PAROC-tiivistystuotteet Tammikuu 202 Sisäpuolinen lisälämmöneristys Lisäeristyksen paksuuden määrittää ulkopuolelle jäävän eristeen
Näin lisäeristät 4 Sisäpuolinen lisäeristys Tuotteina PAROC extra ja PAROC-tiivistystuotteet Tammikuu 202 Sisäpuolinen lisälämmöneristys Lisäeristyksen paksuuden määrittää ulkopuolelle jäävän eristeen
Kirjoittaja: tutkija Jyrki Kouki, TTS tutkimus
 TUTKIMUSRAPORTTI 13.03.2009 Mittauksia hormittomalla takalla ( Type: HW Biotakka, tuotekehitysversio) Tilaaja: OY H & C Westerlund AB Kirjoittaja: tutkija Jyrki Kouki, TTS tutkimus 2 SISÄLLYSLUETTELO sivu
TUTKIMUSRAPORTTI 13.03.2009 Mittauksia hormittomalla takalla ( Type: HW Biotakka, tuotekehitysversio) Tilaaja: OY H & C Westerlund AB Kirjoittaja: tutkija Jyrki Kouki, TTS tutkimus 2 SISÄLLYSLUETTELO sivu
FX-korkeapainekäsipumpun käyttöohje. Copyright c 2012-2013 Eräliike Riistamaa Oy
 FX-korkeapainekäsipumpun käyttöohje Copyright c 2012-2013 Eräliike Riistamaa Oy 1 Johdanto FX-pumppu on suunniteltu, valmistettu ja testattu FX Airguns AB:ssä Ruotsissa. Pumpuissa käytetyt kaksi eri järjestelmää
FX-korkeapainekäsipumpun käyttöohje Copyright c 2012-2013 Eräliike Riistamaa Oy 1 Johdanto FX-pumppu on suunniteltu, valmistettu ja testattu FX Airguns AB:ssä Ruotsissa. Pumpuissa käytetyt kaksi eri järjestelmää
Elintarvikealan perustutkinto www.kpedu.fi 1.8.2009
 ELINTARVIKKEIDEN PAKKAAMINEN 10 OV pakkaa elintarvikkeita ja käsittelee pakkausmateriaaleja ottaen huomioon pakkaamiseen liittyvät ympäristönäkökohdat ja elintarvikepakkausten tehtävät seuraa pakattavan
ELINTARVIKKEIDEN PAKKAAMINEN 10 OV pakkaa elintarvikkeita ja käsittelee pakkausmateriaaleja ottaen huomioon pakkaamiseen liittyvät ympäristönäkökohdat ja elintarvikepakkausten tehtävät seuraa pakattavan
Näiden ohjeiden avulla pystyt värjäämään lankoja kotikonstein ilman kemikaaleja.
 Näiden ohjeiden avulla pystyt värjäämään lankoja kotikonstein ilman kemikaaleja. Saara Norman 2013 Alkuvalmistelut: vyyhteäminen Puretus 1. Elintarvikkeilla värjääminen Kahvi ja tee Sipuli Kurkuma 2. Elintarvikevärit
Näiden ohjeiden avulla pystyt värjäämään lankoja kotikonstein ilman kemikaaleja. Saara Norman 2013 Alkuvalmistelut: vyyhteäminen Puretus 1. Elintarvikkeilla värjääminen Kahvi ja tee Sipuli Kurkuma 2. Elintarvikevärit
FOREVER Classic. FOREVER Classic+ Universal LÄMPÖSIIRTOMATERIAALIT LASERTULOSTIMILLE
 FOREVER Classic Siirtomateriaali vaaleille kankaille, hiirimatoille jne. Pesunkestävyys 40c lämpötilaan Siirtynyt taustakalvo lähes näkymätön Ei koveta kuvakohtaa kankaalla Ei sovellu mustavalkolasereille
FOREVER Classic Siirtomateriaali vaaleille kankaille, hiirimatoille jne. Pesunkestävyys 40c lämpötilaan Siirtynyt taustakalvo lähes näkymätön Ei koveta kuvakohtaa kankaalla Ei sovellu mustavalkolasereille
Muistimoduulit. Asiakirjan osanumero: 393521-351. Tässä oppaassa kerrotaan tietokoneen muistin vaihtamisesta ja laajentamisesta.
 Muistimoduulit Asiakirjan osanumero: 393521-351 Lokakuu 2005 Tässä oppaassa kerrotaan tietokoneen muistin vaihtamisesta ja laajentamisesta. Sisällysluettelo 1 Muistimoduulien lisääminen tai vaihtaminen
Muistimoduulit Asiakirjan osanumero: 393521-351 Lokakuu 2005 Tässä oppaassa kerrotaan tietokoneen muistin vaihtamisesta ja laajentamisesta. Sisällysluettelo 1 Muistimoduulien lisääminen tai vaihtaminen
Kuva1. Tyypillinen katevaurio.
 Tässä artikkelissa käsitellään suurien muovikatehalkeamien korjaamista kotikonstein ja ilman muovihitsaamista. Menetelmä sopii hyvin pitkien katehalkeamien korjaamiseen. Mikäli esimerkiksi kiinnikekannakkeita
Tässä artikkelissa käsitellään suurien muovikatehalkeamien korjaamista kotikonstein ja ilman muovihitsaamista. Menetelmä sopii hyvin pitkien katehalkeamien korjaamiseen. Mikäli esimerkiksi kiinnikekannakkeita
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko
 ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
N S. ta tai m ä. BLÄUER 2003 www.kasityo.com versio 1.0
 N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
KÄYTTÖOHJE HYDRAULIPURISTIN HP 95
 KOHP95.doc KÄYTTÖOHJE HYDRAULIPURISTIN HP 95 Maahantuonti: Hollolan Sähköautomatiikka Oy Höylääjänkatu 5 15520 LAHTI Puh. (03) 884 230 Fax (03) 884 2310 hsa@hsaoy.com www.hsaoy.com 2 1. YLEISIÄ TURVALLISUUSOHJEITA
KOHP95.doc KÄYTTÖOHJE HYDRAULIPURISTIN HP 95 Maahantuonti: Hollolan Sähköautomatiikka Oy Höylääjänkatu 5 15520 LAHTI Puh. (03) 884 230 Fax (03) 884 2310 hsa@hsaoy.com www.hsaoy.com 2 1. YLEISIÄ TURVALLISUUSOHJEITA
HESE. -puskulevystä tiehöylään
 HESE -puskulevystä tiehöylään Hese-työkone on teiden ja piha-alueiden kunnossapitoon tarkoitettu yleistyökone. Monipuolisuudessaan Hese on täysin ylivoimainen, samalla koneella tehdään kaikki teiden sekä
HESE -puskulevystä tiehöylään Hese-työkone on teiden ja piha-alueiden kunnossapitoon tarkoitettu yleistyökone. Monipuolisuudessaan Hese on täysin ylivoimainen, samalla koneella tehdään kaikki teiden sekä
17. Tulenkestävät aineet
 17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
VOIWIENEREIDEN VALMISTUS
 VOIWIENEREIDEN VALMISTUS Wienertaikina muodostuu vuorottaisista voi- ja perustaikinakerroksista. Voikerrosten tehtävänä on estää taikinakerrosten liimautuminen toisiinsa ja pidättää taikinasta muodostuva
VOIWIENEREIDEN VALMISTUS Wienertaikina muodostuu vuorottaisista voi- ja perustaikinakerroksista. Voikerrosten tehtävänä on estää taikinakerrosten liimautuminen toisiinsa ja pidättää taikinasta muodostuva
Osasto: Materiaalin käsittely, Rikkihapon annostelu agglomeraattiin kuljettimella
 1/6 Osasto: Projekti: TK Materiaalin käsittely, Rikkihapon annostelu agglomeraattiin kuljettimella Pvm. 17.12.2015 jatkettu 7.4.2016 Tekijä: Ville Heikkinen, Matti Okkonen, Herkko Kylli Asiakirja: Tulokset
1/6 Osasto: Projekti: TK Materiaalin käsittely, Rikkihapon annostelu agglomeraattiin kuljettimella Pvm. 17.12.2015 jatkettu 7.4.2016 Tekijä: Ville Heikkinen, Matti Okkonen, Herkko Kylli Asiakirja: Tulokset
Testimenetelmät: SFS-EN 1097-6 ja 12697-5
 1 Testimenetelmät: SFS-EN 1097-6 ja 12697-5 -Kiintotiheys ja vedenimeytyminen -Asfalttimassan tiheyden määritys 2 Esityksen sisältö - Yleistä menetelmistä ja soveltamisala - Käytännön toteutus laboratoriossa
1 Testimenetelmät: SFS-EN 1097-6 ja 12697-5 -Kiintotiheys ja vedenimeytyminen -Asfalttimassan tiheyden määritys 2 Esityksen sisältö - Yleistä menetelmistä ja soveltamisala - Käytännön toteutus laboratoriossa
Kobolttioksidi (CoO) Taideteollinen korkeakoulu, Keramiikan raaka-aineet Airi Hortling
 Taideteollinen korkeakoulu, Keramiikan raaka-aineet Airi Hortling") Taideteollinen korkeakoulu, Keramiikan raaka-aineet Airi Hortling Kobolttioksidi (CoO) Kobolttioksidi on musta pulveri, joka on Co 3 O 4 (93 % CoO) ja Co 2 O 3 on tumman harmaa pulveri ja sisältää 90 %
Taideteollinen korkeakoulu, Keramiikan raaka-aineet Airi Hortling Kobolttioksidi (CoO) Kobolttioksidi on musta pulveri, joka on Co 3 O 4 (93 % CoO) ja Co 2 O 3 on tumman harmaa pulveri ja sisältää 90 %
02. TULISIJALAASTIT. Tulostettu / 9
 Tulostettu 1.2.2017 1 / 9 02. TULISIJALAASTIT Saviuunilaasti SUL 2 Tulenkestävä muurauslaasti TKM 4 Tulenkestävä valumassa TKV 6 Tulenkestävä korjausmassa 8 Saviuunilaasti SUL 2 / 9 SAVIUUNILAASTI SUL
Tulostettu 1.2.2017 1 / 9 02. TULISIJALAASTIT Saviuunilaasti SUL 2 Tulenkestävä muurauslaasti TKM 4 Tulenkestävä valumassa TKV 6 Tulenkestävä korjausmassa 8 Saviuunilaasti SUL 2 / 9 SAVIUUNILAASTI SUL
Aurinkolämpö. Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta.
 Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Yki Rouhepinnoite viimeistelee talon ulkokuoren ja lopullisen ilmeen. Rakennusteknisesti oikein toteutettu sokkeli ja julkisivu on pitkäikäinen ja
 Hyvin peittävä, arvokkaan näköinen rouhepinnoite on suunniteltu erityisesti uusille ylitasoitetuille harkkopinnoille sekä betonipinnoille. Soveltuu myös maalatuille betonipinnoille. Markkinoiden laajin
Hyvin peittävä, arvokkaan näköinen rouhepinnoite on suunniteltu erityisesti uusille ylitasoitetuille harkkopinnoille sekä betonipinnoille. Soveltuu myös maalatuille betonipinnoille. Markkinoiden laajin
Alumiinioksidi ja molokiitti kipsin seosaineina lasin uunivalumuoteissa
 Alumiinioksidi ja molokiitti kipsin seosaineina lasin uunivalumuoteissa Anna Tolonen Materiaalitutkimus -kurssin raportti Muotoilun koulutusohjelma Muotoilun laitos Taiteiden ja suunnittelun korkeakoulu
Alumiinioksidi ja molokiitti kipsin seosaineina lasin uunivalumuoteissa Anna Tolonen Materiaalitutkimus -kurssin raportti Muotoilun koulutusohjelma Muotoilun laitos Taiteiden ja suunnittelun korkeakoulu
10. Muotin viimeistely
 10. Muotin viimeistely Pekka Niemi Tampereen ammattiopisto 10.1 Epäpuhtauksien poisto Muotinpuoliskojen valmistuksen jälkeen muotti viimeistellään. Muottiontelosta puhdistetaan kaikki epäpuhtaudet, kuten
10. Muotin viimeistely Pekka Niemi Tampereen ammattiopisto 10.1 Epäpuhtauksien poisto Muotinpuoliskojen valmistuksen jälkeen muotti viimeistellään. Muottiontelosta puhdistetaan kaikki epäpuhtaudet, kuten
MINIFORCE - next generation
 MINIFORCE - next generation Ovelien ajatusten ja täydellisten mekaanisten ratkaisujen avulla olemme luoneet verrattoman työkalun kaapelikenkien liittämiseen. Minimaalinen käsivoima kahvoissa antaa yhden
MINIFORCE - next generation Ovelien ajatusten ja täydellisten mekaanisten ratkaisujen avulla olemme luoneet verrattoman työkalun kaapelikenkien liittämiseen. Minimaalinen käsivoima kahvoissa antaa yhden
Keramiikkapigmenttien vesivärimäisyyden tutkimus
 Keramiikkapigmenttien vesivärimäisyyden tutkimus Otto Rummukainen Materiaalitutkimus kurssin tutkimusraportti Muotoilun pääaine Taiteiden ja suunnittelun korkeakoulu Aalto-yliopisto 2.4.2015 Tiivistelmä
Keramiikkapigmenttien vesivärimäisyyden tutkimus Otto Rummukainen Materiaalitutkimus kurssin tutkimusraportti Muotoilun pääaine Taiteiden ja suunnittelun korkeakoulu Aalto-yliopisto 2.4.2015 Tiivistelmä
BETONIHARKKO, BETONIVALU, LECA-HARKKO JA SIPOREX Rappausohje
 BETONIHARKKO, BETONIVALU, LECA-HARKKO JA SIPOREX Simolinintie 1 06100 PORVOO (019) 5244 922 www.laastikulma.fi 2 RAPPAUSOHJE BETONIHARKKO, BETONIVALU, LECA-HARKKO JA SIPOREX Rapattava alusta Betoniharkko
BETONIHARKKO, BETONIVALU, LECA-HARKKO JA SIPOREX Simolinintie 1 06100 PORVOO (019) 5244 922 www.laastikulma.fi 2 RAPPAUSOHJE BETONIHARKKO, BETONIVALU, LECA-HARKKO JA SIPOREX Rapattava alusta Betoniharkko
http://www.valuatlas.net ValuAtlas Kestomuottivalujen suunnittelu Seija Meskanen, Tuula Höök
 Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
RUBBER. Elastinen pinnoite Helppo irrottaa!
 RUBBER comp Elastinen pinnoite Helppo irrottaa! RUBBERcomp KUMIMAALISPRAY RUBBERcomp kumimaalispray on helposti levitettävä, monikäyttöinen, ilmakuivuva erikoiskumipinnoite. Se suojaa käsiteltävän pinnan
RUBBER comp Elastinen pinnoite Helppo irrottaa! RUBBERcomp KUMIMAALISPRAY RUBBERcomp kumimaalispray on helposti levitettävä, monikäyttöinen, ilmakuivuva erikoiskumipinnoite. Se suojaa käsiteltävän pinnan
15. FESCOTOP-LATTIASIROTTEET
 Tulostettu 9.7.2016 1 / 9 15. FESCOTOP-LATTIASIROTTEET Fescotop F10 2 Fescotop F45K 5 Jälkihoitoaine 8 Fescotop F10 2 / 9 FESCOTOP F10 Tuotekuvaus Fescotop F10 on sementtipohjainen lattiakovete, joka levitetään
Tulostettu 9.7.2016 1 / 9 15. FESCOTOP-LATTIASIROTTEET Fescotop F10 2 Fescotop F45K 5 Jälkihoitoaine 8 Fescotop F10 2 / 9 FESCOTOP F10 Tuotekuvaus Fescotop F10 on sementtipohjainen lattiakovete, joka levitetään
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
Pippuri/suolamylly 1: Kantikas/epäsäännöllinen muoto/ tms. Pekka Pikkarainen 2015
 Pippuri/suolamylly 1: Kantikas/epäsäännöllinen muoto/ tms. Pekka Pikkarainen 2015 Ohje on 195 ja 245mm akselilla oleville koneistoille. Pyri tekemään mahdollisimman tarkasti ohjeen mukaan, silloin ei tarvitse
Pippuri/suolamylly 1: Kantikas/epäsäännöllinen muoto/ tms. Pekka Pikkarainen 2015 Ohje on 195 ja 245mm akselilla oleville koneistoille. Pyri tekemään mahdollisimman tarkasti ohjeen mukaan, silloin ei tarvitse
AVONEX in (beeta-1a-interferoni) antaminen on entistäkin helpompaa
 antaminen on entistäkin helpompaa") AVONEX in (beeta-1a-interferoni) antaminen on entistäkin helpompaa Uusi BIO-SET-yhdistäjä Potilaille, jotka käyttävät AVONEX ia (beeta-1a-interferoni) BIO-SET is a Trademark of BIODOME beeta-1a-interferoni
AVONEX in (beeta-1a-interferoni) antaminen on entistäkin helpompaa Uusi BIO-SET-yhdistäjä Potilaille, jotka käyttävät AVONEX ia (beeta-1a-interferoni) BIO-SET is a Trademark of BIODOME beeta-1a-interferoni
K2 CombiCutter Mallit 1600 ja 1200
 K2 CombiCutter Mallit 1600 ja 1200 Pyöröpaalisilppuri ja ruokintakone Markkinoiden täydellisin ohjelma www.tks-as.no Kiinteä kone Vaunumalli Kattokiskoihin asennettu kone Täyttölava K2 COMBICUTTER Työtä
K2 CombiCutter Mallit 1600 ja 1200 Pyöröpaalisilppuri ja ruokintakone Markkinoiden täydellisin ohjelma www.tks-as.no Kiinteä kone Vaunumalli Kattokiskoihin asennettu kone Täyttölava K2 COMBICUTTER Työtä
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma
 Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
TUTKIMUS IKI-KIUKAAN ENERGIASÄÄSTÖISTÄ YHTEISKÄYTTÖSAUNOISSA
 TUTKIMUS IKI-KIUKAAN ENERGIASÄÄSTÖISTÄ YHTEISKÄYTTÖSAUNOISSA IKI-Kiuas Oy teetti tämän tutkimuksen saatuaan taloyhtiöiltä positiivista palautetta kiukaistaan. Asiakkaat havaitsivat sähkölaskujensa pienentyneen,
TUTKIMUS IKI-KIUKAAN ENERGIASÄÄSTÖISTÄ YHTEISKÄYTTÖSAUNOISSA IKI-Kiuas Oy teetti tämän tutkimuksen saatuaan taloyhtiöiltä positiivista palautetta kiukaistaan. Asiakkaat havaitsivat sähkölaskujensa pienentyneen,
Kuva 1. VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen, malli 510
 VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
VAKO LA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Routatieas. Pita jänmiikl VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1954 Koetusselostus 158 Kuva 1 VILMO-VÄKILANNOITTEENLEVITYSKONE, hevosvetoinen,
bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla Rikastustekniikka
 bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla we process the future Rikastustekniikka TEHTÄVÄ Rikastustekniikassa luokitellaan yhä useammin sellaisia raaka-aineita,
bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla we process the future Rikastustekniikka TEHTÄVÄ Rikastustekniikassa luokitellaan yhä useammin sellaisia raaka-aineita,
LEIMASINBETONI. Maaliskuu 2011 SEMTU OY Puh. +358 9 2747 950 mailbox@semtu.fi PL 124, 04201 KERAVA Fax +358 9 2747 9540 www.semtu.
 LEIMASINBETONI Leimasinbetoni on paikallavalettua betonia, joka on läpivärjätty ja pintakuvioitu patentoiduilla muottimatriiseilla. Leimasinbetonia käyttämällä saadaan samanlaisia pintoja kuin luonnonkivillä
LEIMASINBETONI Leimasinbetoni on paikallavalettua betonia, joka on läpivärjätty ja pintakuvioitu patentoiduilla muottimatriiseilla. Leimasinbetonia käyttämällä saadaan samanlaisia pintoja kuin luonnonkivillä
Postios. Helsinki Rukkila VA K 0 L A
 Postios. Helsinki Rukkila VA K 0 L A Puhelin Helsinki 45 48 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1957 Koetusselostus 243 Kotitarvemylly La-Me 700 mm Ilmoittaja ja valmistaja:
Postios. Helsinki Rukkila VA K 0 L A Puhelin Helsinki 45 48 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1957 Koetusselostus 243 Kotitarvemylly La-Me 700 mm Ilmoittaja ja valmistaja:
766323A Mekaniikka, osa 2, kl 2015 Harjoitus 4
 766323A Mekaniikka, osa 2, kl 2015 Harjoitus 4 0. MUISTA: Tenttitehtävä tulevassa päätekokeessa: Fysiikan säilymislait ja symmetria. (Tästä tehtävästä voi saada tentissä kolme ylimääräistä pistettä. Nämä
766323A Mekaniikka, osa 2, kl 2015 Harjoitus 4 0. MUISTA: Tenttitehtävä tulevassa päätekokeessa: Fysiikan säilymislait ja symmetria. (Tästä tehtävästä voi saada tentissä kolme ylimääräistä pistettä. Nämä
RAPORTTI MYNÄMÄEN KIRKON PAANUJEN ENSIMMÄISEN ERÄN VALMISTUSMENETELMISTÄ JA LAADUSTA LOKAKUUSSA 2018.
 RAPORTTI MYNÄMÄEN KIRKON PAANUJEN ENSIMMÄISEN ERÄN VALMISTUSMENETELMISTÄ JA LAADUSTA LOKAKUUSSA 2018. Läpileikkaus tukista, missä sydänpuun halkaisija on noin 380 mm. Mantopuun paksuus on noin 20 mm. Mantopuussa
RAPORTTI MYNÄMÄEN KIRKON PAANUJEN ENSIMMÄISEN ERÄN VALMISTUSMENETELMISTÄ JA LAADUSTA LOKAKUUSSA 2018. Läpileikkaus tukista, missä sydänpuun halkaisija on noin 380 mm. Mantopuun paksuus on noin 20 mm. Mantopuussa
YKSIVAIHEISET OSIENPESUKONEET C-800SS...C-2600SS. Tehokkaaseen puhdistukseen
 YKSIVAIHEISET OSIENPESUKONEET C-800SS...C-2600SS Tehokkaaseen puhdistukseen Miksi vesipohjainen pesumenetelmä? Nopeuden ja tehokkuuden vaatimukset sekä tiukkenevat ympäristömääräykset ovat johtaneet siihen,
YKSIVAIHEISET OSIENPESUKONEET C-800SS...C-2600SS Tehokkaaseen puhdistukseen Miksi vesipohjainen pesumenetelmä? Nopeuden ja tehokkuuden vaatimukset sekä tiukkenevat ympäristömääräykset ovat johtaneet siihen,
DP3000 on suoraan päällemaalattavissa Deltron UHS Progress tai Envirobase High Performance tuotteilla.
 GLOBAL REFINISH SYSTEM Marraskuu 2011 TUOTEKUVAUS D8511 vaalean harmaa G1 D8515 harmaa G5 D8517 tumman harmaa G7 D8225 kovete D8718/19/20 ohenteet DP3000 on 2K hiomapohjamaalien sarja, joka sopii laajalti
GLOBAL REFINISH SYSTEM Marraskuu 2011 TUOTEKUVAUS D8511 vaalean harmaa G1 D8515 harmaa G5 D8517 tumman harmaa G7 D8225 kovete D8718/19/20 ohenteet DP3000 on 2K hiomapohjamaalien sarja, joka sopii laajalti
ANNEX LIITE. asiakirjaan. Komission delegoitu päätös
 EUROOPAN KOMISSIO Bryssel 15.2.2019 C(2019) 930 final ANNEX LIITE asiakirjaan Komission delegoitu päätös Euroopan parlamentin ja neuvoston direktiivin 2003/87/EY täydentämisestä niiden toimialojen ja toimialojen
EUROOPAN KOMISSIO Bryssel 15.2.2019 C(2019) 930 final ANNEX LIITE asiakirjaan Komission delegoitu päätös Euroopan parlamentin ja neuvoston direktiivin 2003/87/EY täydentämisestä niiden toimialojen ja toimialojen
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
ERITYISRUOKAVALIOPROJEKTI 2012
 3.5.2013 ERITYISRUOKAVALIOPROJEKTI 2012 Gluteenittomuusväitteiden valvonnan projektiyhteenveto Hämeenlinnan ympäristöterveydenhuolto Sanna Tuomi terveystarkastaja Viranomaispalvelut Wetterhoffinkatu 2
3.5.2013 ERITYISRUOKAVALIOPROJEKTI 2012 Gluteenittomuusväitteiden valvonnan projektiyhteenveto Hämeenlinnan ympäristöterveydenhuolto Sanna Tuomi terveystarkastaja Viranomaispalvelut Wetterhoffinkatu 2
Muistimoduulit. Oppaan osanumero: Tässä oppaassa kerrotaan tietokoneen muistin vaihtamisesta ja laajentamisesta.
 Muistimoduulit Oppaan osanumero: 408724-351 Toukokuu 2006 Tässä oppaassa kerrotaan tietokoneen muistin vaihtamisesta ja laajentamisesta. Sisällysluettelo 1 Muistimoduulien lisääminen tai vaihtaminen Muistimoduulin
Muistimoduulit Oppaan osanumero: 408724-351 Toukokuu 2006 Tässä oppaassa kerrotaan tietokoneen muistin vaihtamisesta ja laajentamisesta. Sisällysluettelo 1 Muistimoduulien lisääminen tai vaihtaminen Muistimoduulin
KULMAVAIHTEET. Tyypit W 088, 110, 136,156, 199 ja 260 TILAUSAVAIN 3:19
 Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
PAALINKÄSITTELY. www.mchale.net. Ammattilaisen valinta
 PAALINKÄSITTELY www.mchale.net Ammattilaisen valinta 691 BH Yksinkertainen, monipuolinen ja luja paalinkantolaite etukuormaimeen käsiteltäessä lappeelleen pudotettuja paaleja. Piikkien ympärillä pyörivät
PAALINKÄSITTELY www.mchale.net Ammattilaisen valinta 691 BH Yksinkertainen, monipuolinen ja luja paalinkantolaite etukuormaimeen käsiteltäessä lappeelleen pudotettuja paaleja. Piikkien ympärillä pyörivät
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Sekoitinsarja Käyttöohje
 Sekoitinsarja Käyttöohje Lue ohjekirja huolellisesti ennen laitteen käyttöönottoa. Käytä laitetta vain käyttöohjeen mukaisesti. Säilytä ohjekirja lukemiseksi tulevaisuudessa. TURVALLISUUS Laite ei ole
Sekoitinsarja Käyttöohje Lue ohjekirja huolellisesti ennen laitteen käyttöönottoa. Käytä laitetta vain käyttöohjeen mukaisesti. Säilytä ohjekirja lukemiseksi tulevaisuudessa. TURVALLISUUS Laite ei ole
Käyttöohjeet LA-VA V300 / Premium Line VAKUUMIPAKKAUSLAITE
 Käyttöohjeet LA-VA V300 / Premium Line VAKUUMIPAKKAUSLAITE Hankkimallasi Lava vakuumipakkauslaitteella on 2 vuoden takuu. Takuu ei kata vahinkoa, mikäli ilmapumppuun on päästetty nestettä. On tärkeä tietää,
Käyttöohjeet LA-VA V300 / Premium Line VAKUUMIPAKKAUSLAITE Hankkimallasi Lava vakuumipakkauslaitteella on 2 vuoden takuu. Takuu ei kata vahinkoa, mikäli ilmapumppuun on päästetty nestettä. On tärkeä tietää,
AIR-MIX-RUISKUN PERUSKÄYTTÖ
 AIR-MIX-RUISKUN PERUSKÄYTTÖ 1. Ruiskun pesu ennen käyttöönottoa 2. Maalin lisäys ja maalaus 3. Ruiskunpesu maalauksen jälkeen RUISKUN KÄYTTÖ MAALAUKSISSA Air-Mix-ruiskua käytetään lähinnä kalusteovien
AIR-MIX-RUISKUN PERUSKÄYTTÖ 1. Ruiskun pesu ennen käyttöönottoa 2. Maalin lisäys ja maalaus 3. Ruiskunpesu maalauksen jälkeen RUISKUN KÄYTTÖ MAALAUKSISSA Air-Mix-ruiskua käytetään lähinnä kalusteovien