Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta. Ismo Reponen, IrePoint Oy
|
|
|
- Elsa Hovinen
- 6 vuotta sitten
- Katselukertoja:
Transkriptio


1 Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta Ismo Reponen, IrePoint Oy

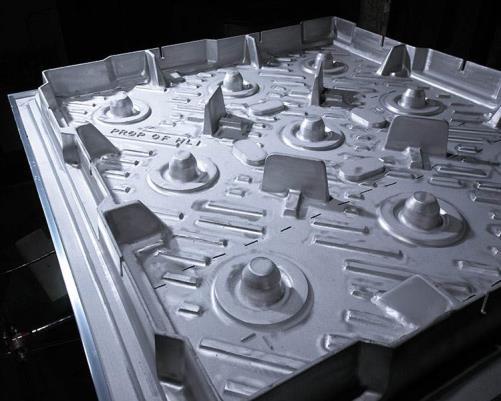
2 Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta Alipainemuovaus on menetelmä, jossa levymäinen kestomuovi lämmitetään muovauslämpötilaan, ja pakotetaan yleensä alipaineella yksipuolista muottia vasten. Muovi jäähdytetään, irrotetaan useimmiten ylipaineella ja leikataan muotoonsa yleensä cnc-ohjatuilla roboteilla tai työstökeskuksella, leikkuita tehdään myös erilaisia mallineita tai leikkuumuotoja käyttäen käsityönä. Tässä esityksessä ei juurikaan käsitellä ohutlevy- valmistusta. Alipainemuovauksella tehtyjä kappaleita näkee esimerkiksi: Jääkaappien sisäosat, peräkärrykuomuissa, pakkausten sisäosissa (komponenttilokerot), valaisimissa, lumikolissa, lokasuojissa, altaissa, katekappaleissa, suojakuorissa, astioissa, säiliöissä. Muoviteollisuuden tuotteiden käyttöalueista suurimpia ovat pakkausala, ajoneuvoteollisuus ja rakennusala. Euroopassa lähes 39 % muoveista käytetään pakkaamiseen. Suomessa on noin 700 muovituotteita valmistavaa yritystä, jotka työllistävät runsaat henkeä. Tuotannon jalostusarvo on reilu miljardi. Tästä alipainemuovausala on osana. Alipainemuovauksella Suomessa valmistetaan useimmiten laakoja, isoja tuotteita tai tuotekokonaisuuksia. Menetelmä on kustannustehokas etenkin isompien pinta-alojen suhteellisen yksinkertaisissa kappaleissa, joissa muut menetelmät, kuten esimerkkeinä ruiskuvalu tai rotaatiovalu eivät pysty kilpailemaan, joko tuotteen painon, koon tai investointien/ kappale kustannusten / kappalemäärän ollessa tiettyjen raja-arvojen sisällä.
3 Usein alipainemuovausta käytetään myös aloitus- / testausmenetelmänä tähdättäessä tulevaisuudessa isompiin sarjakokoihin muilla menetelmillä. On yleistä, että samassa sovelluskohteessa on eri menetelmillä valmistettuja muoviosia. Eri menetelmillä valmistettuja osia voidaan myös yhdistää samaan osaan: liimaus, hitsaus, ultraääni, painatukset, tarroitukset, insertit, vahvikkeet, laminointi, osakokonaisuuksien keventäminen yms.. Alipainemuovauksessa käytettävät materiaalit: -laaja kirjo eri termoplastisia muoveja: ABS, HDPE, PS, PET,PC, ja PMMA ja lukemattomia muita. Yleensä halutuilla ominaisuuksilla tehtyä levyä voidaan tilata, kunhan tilauserä on riittävän suuri ( kiloa) -muita haluttuja ominaisuuksia: väri, paksuus, yleensä (0,3-2) 2-10 mm iskunkestävyys, UV- suoja, pintakuvio, martio, muu pintastruktuuri / pinnoite (Pmma tms), kiilto-aste, kiilto-aste / puoli Liimattavuus Materiaalien yhdistelmä; esim. ABS+PMMA Mahdollinen suojakalvo, transparentit osat tai pinnoittaminen Sitkeys, pakkasenkestävyys, kulutuksenkesto Läpinäkyvyys, kuultavuus jne jne.

 -alipainemuovaus ei ole pahimmasta päästä.")



4 Kierrätettävyys : kestomuovia -valmistuksessa ylimääräinen leikkuujäte; granulointi+ jatkojalostus esim uudeksi levyksi -tuotteen elinkaaren päässä ( merkinnät jne) -alipainemuovaus ei ole pahimmasta päästä.. Alipainemuovaus laitteet ja niiden antamat mahdollisuudet: Manuaalikoneista automaattisiin, pienistä suuriin, vastustyypit, levyautomatiikka, vaihtopaletit, leikkuuasemat, anturiohjaukset, servokäytöt, painimet, paine-avustus, säätömahdollisuudet, temperointi, jäähdytys jne jne.. - levyprosessointilaitteita nykyisin.. -K-messut tänä vuonna Düsseldorf

 -jigitys, mittaus,")



5 Jatkojalostus muovattuun kappaleeseen: -robottileikkuu ja jigitys. Jigimenetelmä ( valu/ cnc / laminointijigit yms) -jigitys, mittaus, laadunvalvonta, reikätulkit, skannaus -leikkaimet, meistit, laser / vesileikkuu jne -käsinleikkuu / käsityönä tehdyt lisätyöt ( rei itykset, saranoinnit, liimaukset) -liimaaminen, laminointi yms -kokoonpano, pakkaaminen, logistiikka -pintakäsittelyt: kromaus / maalaus / jne -

6 Saavutettavissa olevat toleranssit ja laatu: -tuotteen koko -tuotteen muoto -tuotteen muoto / pois leikattavat muodot! -tuotteen leikkuu / reiät -valittu materiaali / toleranssit -valittu materiaali / työkalun koko, skaalaus -valittu materiaali / työkalun materiaali -valittu materiaali / työkalun valmistusmenetelmä: ( valu / koneistus ) -valittu materiaali / työkalun temperointi, vrt edellinen -työkalun asento/ perustaminen ja sen vaikutus edellisiin -Työkalujen määrä ja asettelu / muovaus sekä sen vaikutus esimerkiksi yksittäisten kappaleiden kokoon / materiaalivahvuuteen ( sijoittelu) -levyn kosteus / valittu levymateriaali -levyn säilytysaika, vrt edellinen -tuotantotilan kosteus / puhtaus / lämpötila


7 Alipainemuovaukseen ja osan suunnitteluun vaikuttavia tekijöitä: -Valittu muotin puoli: periaatteessa muotti voi olla joko negatiivinen tai positiivinen. Yleensä kuitenkin näkyvän pinnan puoli määrää tämän asian. Muottipuolella muoviosan pinnanlaatu on vaihteleva, kopioiden yleensä muotin pinnanlaadun tuotteeseen, tätä yleensä pyritään välttämään. Jos ulkonäöllä ei ole väliä voidaan valitulla muotin puolisuudella suuresti vaikuttaa mm. sovitusmuotojen toleransseihin / tarkkuuksiin esimerkiksi kuljetuspaleteissa tms.. -Muovausprosessilla vaikuttaminen tuotteeseen: -kuplan puhallus -lämpötila ( muotti/ muovi ) -muovin paksuus -painimet -jäähdytys / jigitys



8 Alipainemuovaukseen ja osan suunnitteluun vaikuttavia tekijöitä: -Tuotteen/muotin negatiiviset päästökulmat tai päästöttömät alueet: Joissain tuotteissa voi olla välttämätöntä toteuttaa päästöttömiä alueita tai jopa negatiivisia / vastapäästöisiä detaljeja: Tuotteessa/muotissa VOI järkevissä rajoissa olla nollapäästöjä tai liki pystysuoria seinämiä, kunhan.. -nollapäästöt eivät ole liian isoilla alueilla, ja / tai vastapuolella on päästöllisiä alueita, jotka sallivat muovi-osan liukua irti. Samaten muotin viimeistelytasolla ko. alueissa on merkitystä kuten hyvällä irti puhalluksella. Samaten, jos mahdollista voi yrittää välttää muita jäykistäviä muotoja ongelma-alueiden lähistöllä, jolloin muovi pääsee paremmin taipumaan/irtoamaan muotin päältä. -tuotteessa/muotissa VOI olla negatiivisuuksia mm. seuraavilla tavoilla toteutettuna : -negatiivisuudet ovat pieniä, esim nystyjä tms -negatiivisuudet kompensoidaan päästävillä alueilla toisaalla. -negatiivisuudet toteutetaan liikkuvilla osilla/ saranoiduilla osilla, jopa kokonaan keikkaavalla muotilla (kevyet muotit).

: niiden paloittelu ja jatkopaikkojen")
9 Alipainemuovaukseen ja osan suunnitteluun vaikuttavia tekijöitä: -Isot laakeat alueet -pystyykö tekemään jäykistäviä muotoja? -voiko muottiin lisätä jäykistäviä muotoja osan ulkopuolelle? -pystyykö lisäämään kuperuutta tms? Pienikin kuperuus auttaa. -laajat liian isot kappaleet, ratkaisuja niihin: -voiko pienentää -voiko jakaa osiin, miten? Puskusauma, limisauma - liian isot muotit ( valutekniikan/ koneistuksen/ muovauskoneiden rajoitukset): niiden paloittelu ja jatkopaikkojen häivyttäminen - Ongelmia muodoissa: Pystyykö vaikuttamaan kuplalla / painimella







10 Alipainemuovaukseen ja osan suunnitteluun vaikuttavia tekijöitä: -Muotin materiaali: - protomuotit, vaneri, mdf, muovipuu, - valettu alumiini ( valumalli tarvitaan ) - koneistettu alumiini - Epoksi/ Uretaani ja niiden täytteet esim alumiinijauhe -Muotin pintakäsittely / yleensä jää piiloon kappaleessa..






11






12





13 muovattu tuote valumalli Muotti temperoinnilla




14 Muotti temperoinnilla valumalli valumalli muovattu tuote
SUOMEN MUOVITEOLLISUUS
 SUOMEN MUOVITEOLLISUUS www.plastics.fi OSAAMISEN VÄRISUORA kestomuovien käyttöjakauma maailmassa 2010 MUOVIKORTIT ON JAETTU, PELI VOI ALKAA. PET 7 % PET VOITTO ON TIEDOSSA! PS 8 % PS Suomalainen muoviteollisuus
SUOMEN MUOVITEOLLISUUS www.plastics.fi OSAAMISEN VÄRISUORA kestomuovien käyttöjakauma maailmassa 2010 MUOVIKORTIT ON JAETTU, PELI VOI ALKAA. PET 7 % PET VOITTO ON TIEDOSSA! PS 8 % PS Suomalainen muoviteollisuus
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
MUOVIN TYÖSTÖ HYVÄ TIETÄÄ MUOVISTA MUOTTIPUHALLUS, EKSTRUUSIO, KALVOPUHALLUS OSA 10
 HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
Mallit ja prototyypit. Elec sähköpajakurssi Teppo Vienamo
 Mallit ja prototyypit Elec sähköpajakurssi Teppo Vienamo Teppo Vienamo teollinen muotoilija 1988 freelancer / toiminimi, tuntiopetus Muodos 1991-2004, osakas tj Taik / Aalto 2004 - Muovi- ja muotoiluopetus,
Mallit ja prototyypit Elec sähköpajakurssi Teppo Vienamo Teppo Vienamo teollinen muotoilija 1988 freelancer / toiminimi, tuntiopetus Muodos 1991-2004, osakas tj Taik / Aalto 2004 - Muovi- ja muotoiluopetus,
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
SYVÄVETO TUOTESUUNNITTELUSSA VINKKEJÄ JA KÄYTTÖKOHTEITA
 SYVÄVETOMENETELMÄ Syväveto on levynmuovausmenetelmä ohutlevyosille ja erityisen tehokas sarjatuotannon valmistusmenetelmä. Syväveto mahdollistaa vaativienkin muotojen toteuttamisen. Tuotemuotoilua hyödyntämällä
SYVÄVETOMENETELMÄ Syväveto on levynmuovausmenetelmä ohutlevyosille ja erityisen tehokas sarjatuotannon valmistusmenetelmä. Syväveto mahdollistaa vaativienkin muotojen toteuttamisen. Tuotemuotoilua hyödyntämällä
Painevalut 3. Teoriatausta Revolved Pattern. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_1.sldprt
 Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Liikkuva keerna 1. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa movingcore_1.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_1.sldprt. Tehtävänä on muokata sivuilla olevat koukut siten, että niihin voi asettaa liikkuvat keernat. Mallinna
Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_1.sldprt. Tehtävänä on muokata sivuilla olevat koukut siten, että niihin voi asettaa liikkuvat keernat. Mallinna
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Alphaform yritysesittely. Alphaform RPI Oy
 Alphaform yritysesittely Alphaform RPI Oy Alphaform konserni Perustettu 1995 250 henkilöä ja >25 Meur liikevaihto Saksan pörssissä ATF Tuotantoa Saksassa, Suomessa ja Englannissa Pikamallit, protosarjat
Alphaform yritysesittely Alphaform RPI Oy Alphaform konserni Perustettu 1995 250 henkilöä ja >25 Meur liikevaihto Saksan pörssissä ATF Tuotantoa Saksassa, Suomessa ja Englannissa Pikamallit, protosarjat
Pakkaus on välttämätön hyvä ei välttämätön paha
 Pakkaus on välttämätön hyvä ei välttämätön paha 17.1.2017 Kajaani 1 Suomen Pakkausyhdistys ry Pakkausalan yhteistoimintajärjestö perustettu 1954 Toiminta-ajatus: pakkausalan toimintaedellytysten edistäminen
Pakkaus on välttämätön hyvä ei välttämätön paha 17.1.2017 Kajaani 1 Suomen Pakkausyhdistys ry Pakkausalan yhteistoimintajärjestö perustettu 1954 Toiminta-ajatus: pakkausalan toimintaedellytysten edistäminen
Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Työkalun valmistus
 Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Valimo Olennaiset valutekniikkaan, tuotelaatuun, työkalun kestävyyteen, valun
Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Valimo Olennaiset valutekniikkaan, tuotelaatuun, työkalun kestävyyteen, valun
FDM tekniikka (Fused deposition modeling)
") Sovellukset FDM tekniikalla (Fused deposition modeling) ja FORTUS-sarjan koneilla voidaan valmistaa yksittäisiä osia tai tuotesaroja nopeasti ja taloudellisesti ilman kalliita muotti- tai koneistuskustannuksia.
Sovellukset FDM tekniikalla (Fused deposition modeling) ja FORTUS-sarjan koneilla voidaan valmistaa yksittäisiä osia tai tuotesaroja nopeasti ja taloudellisesti ilman kalliita muotti- tai koneistuskustannuksia.
kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto
 Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
RePlast FinEst. Muovien kierrätys Suomessa. II Koulutusseminaari Hiidenmaa 31.5.-1.6.2006 Sauli Eerola Muovipoli Oy
 RePlast FinEst Muovien kierrätys Suomessa II Koulutusseminaari Hiidenmaa 31.5.-1.6.2006 Sauli Eerola Muovipoli Oy Yleistä Muovien kierrätys on yleensä sisäistä kierrätystä Yritykset käyttävät tuotantohylyn
RePlast FinEst Muovien kierrätys Suomessa II Koulutusseminaari Hiidenmaa 31.5.-1.6.2006 Sauli Eerola Muovipoli Oy Yleistä Muovien kierrätys on yleensä sisäistä kierrätystä Yritykset käyttävät tuotantohylyn
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
Liikkuva keerna 1. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. movingcore_2.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_movingcore_2.sldprt. Tehtävänä on tunnistaa muodot, joihin tarvitaan liikkuva keerna sekä sen jälkeen erottaa muodot
Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_movingcore_2.sldprt. Tehtävänä on tunnistaa muodot, joihin tarvitaan liikkuva keerna sekä sen jälkeen erottaa muodot
Periaatteet. ValuAtlas Muotin valmistus Tuula Höök. Tuula Höök Tampereen teknillinen yliopisto
 Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
MUOVIT VAATETUSTEKNIIKASSA 31.3.2010
 MUOVIT VAATETUSTEKNIIKASSA 31.3.2010 SISÄLLYSLUETTELO 3. MUOVITUOTTEIDEN ERI VALMISTUSTEKNIIKAT 3.1 Yleistä muovituotteiden valmistuksesta 3.2 Kalvojen valmistus 3.2.1 Yleistä kalvojen valmistuksesta 3.2.2
MUOVIT VAATETUSTEKNIIKASSA 31.3.2010 SISÄLLYSLUETTELO 3. MUOVITUOTTEIDEN ERI VALMISTUSTEKNIIKAT 3.1 Yleistä muovituotteiden valmistuksesta 3.2 Kalvojen valmistus 3.2.1 Yleistä kalvojen valmistuksesta 3.2.2
Muovipuolivalmisteet Levyt - Tangot - Putket. Muovityöstöpalvelut
 muovicenter.com Muovipuolivalmisteet Levyt - Tangot - Putket Muovityöstöpalvelut Kattava työstöpalvelue palvelee modernilla, monipuolisella sekä laajalla konekannalla! ALUMIINIKOMPOSIITTI LEVYT 2,0 valkoinen
muovicenter.com Muovipuolivalmisteet Levyt - Tangot - Putket Muovityöstöpalvelut Kattava työstöpalvelue palvelee modernilla, monipuolisella sekä laajalla konekannalla! ALUMIINIKOMPOSIITTI LEVYT 2,0 valkoinen
Paperinjalostus 30.3.2015
 Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
Johdanto Tuotteesta Kurssit
 Johdanto Ryhmämme tehtävänä oli suunnitella ja valmistaa vaateripustimen keskiosa, joka sopisi muiden ryhmien suunnittelemiin osiin koska joka ryhmällä oli oma osansa suunniteltavana, lähtökohdat antoivat
Johdanto Ryhmämme tehtävänä oli suunnitella ja valmistaa vaateripustimen keskiosa, joka sopisi muiden ryhmien suunnittelemiin osiin koska joka ryhmällä oli oma osansa suunniteltavana, lähtökohdat antoivat
Säädettävä pyörrehajotin korkeisiin tiloihin PDZA
 Säädettävä pyörrehajotin korkeisiin tiloihin PDZA Pyörrehajotin PDZ takaa tehokasta ilmanvaihtoa isoihin tiloihin, kuten tuotantohallit, supermarketit, varastot yms. Hajottimet sopivat sekä vapaaseen-
Säädettävä pyörrehajotin korkeisiin tiloihin PDZA Pyörrehajotin PDZ takaa tehokasta ilmanvaihtoa isoihin tiloihin, kuten tuotantohallit, supermarketit, varastot yms. Hajottimet sopivat sekä vapaaseen-
Luonnonkuitukomposiittien. ruiskuvalussa
 Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Tekninen muovituote. Hybridimoottorin polttoaineosan valmistus. Esityksen sisältö
 Tekninen muovituote Hybridimoottorin polttoaineosan valmistus TTY 2005 Tommi Berg Antti Linna Mari Valtonen Esityksen sisältö Rakettitekniikkaa, moottorityyppien vertailu Aiheena olevan moottorin tarkempi
Tekninen muovituote Hybridimoottorin polttoaineosan valmistus TTY 2005 Tommi Berg Antti Linna Mari Valtonen Esityksen sisältö Rakettitekniikkaa, moottorityyppien vertailu Aiheena olevan moottorin tarkempi
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
http://www.valuatlas.net ValuAtlas Kestomuottivalujen suunnittelu Seija Meskanen, Tuula Höök
 Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Esimerkkejä ruiskuvalukappaleista
 Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Muovituotevalmistaja valmistaa työturvallisuutta noudattaen muoviraakaaineista/puolivalmisteista
 NÄYTÖSLAJI, MUOVIALA Yleiskuvaus kilpailulajista Muovituotevalmistaja valmistaa työturvallisuutta noudattaen muoviraakaaineista/puolivalmisteista erilaisia muovituotteita ja muovituotteiden osia erilaisten
NÄYTÖSLAJI, MUOVIALA Yleiskuvaus kilpailulajista Muovituotevalmistaja valmistaa työturvallisuutta noudattaen muoviraakaaineista/puolivalmisteista erilaisia muovituotteita ja muovituotteiden osia erilaisten
Työkalut ja muotit ostajan näkökulmasta
 Työvälinepäivät 2017 26.1.2017 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia Pääasiakkaita
Työvälinepäivät 2017 26.1.2017 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia Pääasiakkaita
YRITYS JA PALVELUT. Toni Järvitalo. www.3dformtech.fi
 YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
Teollisuuden 3D-tulostaja
 Teollisuuden 3D-tulostaja 1 Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen, Sami Mattila ja Timo Peltonen Pääliiketoimintana
Teollisuuden 3D-tulostaja 1 Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen, Sami Mattila ja Timo Peltonen Pääliiketoimintana
Muotoon valettujen kuitupohjaisten sovellusten mahdollisuudet. Ari Henttonen, Ecopulp Finland Oy
 Muotoon valettujen kuitupohjaisten sovellusten mahdollisuudet Ari Henttonen, Ecopulp Finland Oy KUITUVALOS - arjessa päivittäin - Valmistustekniikka? Historia Valmistustekniikat Lisäaineistukset Vaihtoehtoiset
Muotoon valettujen kuitupohjaisten sovellusten mahdollisuudet Ari Henttonen, Ecopulp Finland Oy KUITUVALOS - arjessa päivittäin - Valmistustekniikka? Historia Valmistustekniikat Lisäaineistukset Vaihtoehtoiset
Perusteet 4, tilavuusmallinnus
 Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Muovin ja elastomeerin liimausopas
 Muovin ja elastomeerin liimausopas 3 Miksi käyttää Loctite ja Teroson liimoja muiden liitosmenetelmien sijaan Tämä esite opastaa valitsemaan oikean Loctite ja Teroson liimat Henkelin tuotevalikoimista
Muovin ja elastomeerin liimausopas 3 Miksi käyttää Loctite ja Teroson liimoja muiden liitosmenetelmien sijaan Tämä esite opastaa valitsemaan oikean Loctite ja Teroson liimat Henkelin tuotevalikoimista
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla
 Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
Termoplastiset polyesterit: Polyeteenitereftelaatti
 Termoplastiset polyesterit: Polyeteenitereftelaatti (PET) ja polybuteenitereftelaatti (PBT) Tampereen teknillinen yliopisto Sanna Nykänen Polyeteenitereftelaatti (PET) Polyeteenitereftelaatti on eniten
Termoplastiset polyesterit: Polyeteenitereftelaatti (PET) ja polybuteenitereftelaatti (PBT) Tampereen teknillinen yliopisto Sanna Nykänen Polyeteenitereftelaatti (PET) Polyeteenitereftelaatti on eniten
Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi?
 1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
KTI Tuloilmaventtiili
 KTI Tuloilmaventtiili KTI venttiili soveltuu asuintilojen ja toimistojen tuloilmalaitteeksi. KTI tuloilmaventtiili kattaa laajan ilmavirta-alueen; 5-100 l/s, koot 100-200 mm kanavakoille. Tuote on nopea
KTI Tuloilmaventtiili KTI venttiili soveltuu asuintilojen ja toimistojen tuloilmalaitteeksi. KTI tuloilmaventtiili kattaa laajan ilmavirta-alueen; 5-100 l/s, koot 100-200 mm kanavakoille. Tuote on nopea
Protoja Silikonimuoteilla Muovin mahdollisuudet seminaari
 Gelecta Finland Oy.. Asia connected......... Protoja Silikonimuoteilla Muovin mahdollisuudet seminaari 22.5.2018 www.gelecta.com Gelecta lyhyesti Vuodesta 2007 Gelecta on tuottanut mekaniikkaratkaisuja
Gelecta Finland Oy.. Asia connected......... Protoja Silikonimuoteilla Muovin mahdollisuudet seminaari 22.5.2018 www.gelecta.com Gelecta lyhyesti Vuodesta 2007 Gelecta on tuottanut mekaniikkaratkaisuja
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
ECO S EVI. Edut. Sovellettavuus
 on uusi selkeän muotokielen omaava ympäristösietoinen (IP65 & IK08) lineaarinen yleisvalaisin vaativaan käyttöympäristöön. Valaisimesta löytyvät monipuoliset pituus- ja tehoversiot sekä valonjaot erilaisiin
on uusi selkeän muotokielen omaava ympäristösietoinen (IP65 & IK08) lineaarinen yleisvalaisin vaativaan käyttöympäristöön. Valaisimesta löytyvät monipuoliset pituus- ja tehoversiot sekä valonjaot erilaisiin
Perusmuovit. PE300 - Suurtiheyspolyeteeni
 MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. hyvä kulutuskestävyys
MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. hyvä kulutuskestävyys
Nimike PE-Levy musta HD 300 Levykoko Tuote nr PE-LEVY 1 mm
 MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. Hyvä kulutuskestävyys
MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. Hyvä kulutuskestävyys
Jakotaso 1. Teoriatausta. Työvaiheet. CAD työkalut harjoituksessa parting_1_1.catpart. CAE DS Muotinsuunnitteluharjoitukset
 Jakotaso 1 Technical University of Gabrovo JuhoTaipale Tampere University of Technology Tuula Höök Teoriatausta Muotin perusrakenne Jakolinja Päästöt ja vastapäästöt CAD työkalut harjoituksessa parting_1_1.catpart
Jakotaso 1 Technical University of Gabrovo JuhoTaipale Tampere University of Technology Tuula Höök Teoriatausta Muotin perusrakenne Jakolinja Päästöt ja vastapäästöt CAD työkalut harjoituksessa parting_1_1.catpart
Muovimateriaali kutistuu ja aiheuttaa painetta sekä kitkavoimia keernan ja kappaleen välille.
 Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
UUDET TYÖKALUT PCD- JA YKSIKIDETIMANTTIMATERIAALEISTA
 UUDET TYÖKALUT PCD- JA YKSIKIDETIMANTTIMATERIAALEISTA LMT BELIN www.belin-y.com Les Cizes Service.Client@belin-y.com F-o1590 Lavancia Tel. +33 474758989 Fax +33 474758990 LMT BELIN on teknologiavetoinen
UUDET TYÖKALUT PCD- JA YKSIKIDETIMANTTIMATERIAALEISTA LMT BELIN www.belin-y.com Les Cizes Service.Client@belin-y.com F-o1590 Lavancia Tel. +33 474758989 Fax +33 474758990 LMT BELIN on teknologiavetoinen
Tasainen seinämänpaksuus 1
 Tasainen seinämänpaksuus 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_univwall_1.sldprt. Avaa malli ja tarkastele sitä seinämänpaksuuden näkökulmasta. Kappale on yksinkertainen suorakulmainen
Tasainen seinämänpaksuus 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_univwall_1.sldprt. Avaa malli ja tarkastele sitä seinämänpaksuuden näkökulmasta. Kappale on yksinkertainen suorakulmainen
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
MEKAJOHTOTIET OY. Mekajohtotiet Oy on johtotiejärjestelmien kehittämiseen,
 MEKAJOHTOTIET OY Mekajohtotiet Oy on johtotiejärjestelmien kehittämiseen, valmistukseen ja markkinointiin erikoistunut yritys. Tuotteitamme ovat tikashyllyt, levyhyllyt, valaisinkiskot sekä alumiinirakenteiset
MEKAJOHTOTIET OY Mekajohtotiet Oy on johtotiejärjestelmien kehittämiseen, valmistukseen ja markkinointiin erikoistunut yritys. Tuotteitamme ovat tikashyllyt, levyhyllyt, valaisinkiskot sekä alumiinirakenteiset
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Hinnasto. Voimassa 8 / 2015 alkaen
 Hinnasto Voimassa 8 / 2015 alkaen MUITA VAHVUUKSIA JA KOKOJA TOIMITAMME SOPIMUKSEN MUKAAN 36220 KANGASALA SISÄLLYSLUETTELO MATERIAALI SIVU PMMA XT 3-4 PMMA GS 4-5 PMMA -LIIMAT 5 PC 6-7 PC LIIMAT 7 PETG
Hinnasto Voimassa 8 / 2015 alkaen MUITA VAHVUUKSIA JA KOKOJA TOIMITAMME SOPIMUKSEN MUKAAN 36220 KANGASALA SISÄLLYSLUETTELO MATERIAALI SIVU PMMA XT 3-4 PMMA GS 4-5 PMMA -LIIMAT 5 PC 6-7 PC LIIMAT 7 PETG
Alumiini Genelecin tuotteissa. Alumiinipäivät Jaakko Nisula Team Leader, Mechanical Engineering
 Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
a) ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla
 ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla") Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
HAASTATTELUT OSUUSKUNNAN PERUSTAMISEN EDELLYTYKSISTÄ JA MAHDOLLISUUKSISTA
 HAASTATTELUT OSUUSKUNNAN PERUSTAMISEN EDELLYTYKSISTÄ JA MAHDOLLISUUKSISTA Osuuskunnan mahdollisten asiakkaiden haastattelut (N=10) Haastateltavat pienistä (7 hlöä, liikevaihto 1,3 M) metallialan yrityksistä
HAASTATTELUT OSUUSKUNNAN PERUSTAMISEN EDELLYTYKSISTÄ JA MAHDOLLISUUKSISTA Osuuskunnan mahdollisten asiakkaiden haastattelut (N=10) Haastateltavat pienistä (7 hlöä, liikevaihto 1,3 M) metallialan yrityksistä
Säädettävä pyörrehajottaja ODZA
 Säädettävä pyörrehajottaja ODZA Pyörrehajottaja ODZA on tarkoitettu vilkkaasti käytettyihin julkisiin tiloihin, kuten kauppahalleihin, tavarataloihin ja varastoihin. Hajottajan toiminnan voi säätää kesä-
Säädettävä pyörrehajottaja ODZA Pyörrehajottaja ODZA on tarkoitettu vilkkaasti käytettyihin julkisiin tiloihin, kuten kauppahalleihin, tavarataloihin ja varastoihin. Hajottajan toiminnan voi säätää kesä-
Holmberg Cases Sweden AB / Företagsvägen 1 / 953 33 Haparanda / Sweden / +46 922 14690 / info@hbc.se / www.hbc.se Holmberg Cases SYD / +46 8 54902140
 Pyrkimyksemme on koko ajan kehittää tuotteitamme sekä myöskin valmistusprosessiamme ja luoda uusia ratkaisuja jotka ovat monessa tapauksessa klassisia mutta tulevat täyttämään nykyaikaiset vaatimukset
Pyrkimyksemme on koko ajan kehittää tuotteitamme sekä myöskin valmistusprosessiamme ja luoda uusia ratkaisuja jotka ovat monessa tapauksessa klassisia mutta tulevat täyttämään nykyaikaiset vaatimukset
Toimittajavaatimukset. Kalle Luojus 10.2.2015
 Toimittajavaatimukset Kalle Luojus 10.2.2015 2 Date Author Title INTERNAL 3 Date Author Title INTERNAL 4 Date Author Title Toimittajavaatimukset INTERNAL 1. On asiakkaan valitsema ja/tai hyväksymä 2. ISO/TS
Toimittajavaatimukset Kalle Luojus 10.2.2015 2 Date Author Title INTERNAL 3 Date Author Title INTERNAL 4 Date Author Title Toimittajavaatimukset INTERNAL 1. On asiakkaan valitsema ja/tai hyväksymä 2. ISO/TS
MUOVIX OY Muovijätteen hyödyntäminen Kemian Päivät: Nyhjää Tyhjästä 22.3.2011 Mikko Koivuniemi
 MUOVIX OY Muovijätteen hyödyntäminen Kemian Päivät: Nyhjää Tyhjästä 22.3.2011 Mikko Koivuniemi Lähde: Uusi Muovitieto Muovijäte Suomessa Yhteensä n. 160 000 tonnia vuodessa Noin 50 % käytettyjä pakkauksia
MUOVIX OY Muovijätteen hyödyntäminen Kemian Päivät: Nyhjää Tyhjästä 22.3.2011 Mikko Koivuniemi Lähde: Uusi Muovitieto Muovijäte Suomessa Yhteensä n. 160 000 tonnia vuodessa Noin 50 % käytettyjä pakkauksia
PLASTOCO Oy Ab PLASTOCO OY AB. teknisten muoviosien sopimusvalmistaja
 PLASTOCO OY AB teknisten muoviosien sopimusvalmistaja erikoistunut valmistamaan pieniä teknisiä muoviosia ruiskuvalamalla sekä tekemään muottisuunnittelua ja valmistusta porvoolainen perheyritys toiminut
PLASTOCO OY AB teknisten muoviosien sopimusvalmistaja erikoistunut valmistamaan pieniä teknisiä muoviosia ruiskuvalamalla sekä tekemään muottisuunnittelua ja valmistusta porvoolainen perheyritys toiminut
Perusteet 6, lisää pintamallinnusta
 Perusteet 6, lisää pintamallinnusta Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_6_2.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna kappale pääosin pintamallinnustyökaluja
Perusteet 6, lisää pintamallinnusta Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_6_2.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna kappale pääosin pintamallinnustyökaluja
Harmaa alapinta. Kosteuden kestävä. listaan Reuna 85 Valkoinen korkea kiilto ABS lista
 KALUSTETIEDOT Etusarjat Maalattu 85 Valkoinen korkea kiilto Muotoon valettu polyuretaani. Kiiltävä monikerros Runko maalaus Peilikaapit Rungon ulkopuoli Maalattu 85 Valkoinen korkea kiilto Korkeapainepuristettu
KALUSTETIEDOT Etusarjat Maalattu 85 Valkoinen korkea kiilto Muotoon valettu polyuretaani. Kiiltävä monikerros Runko maalaus Peilikaapit Rungon ulkopuoli Maalattu 85 Valkoinen korkea kiilto Korkeapainepuristettu
Taiter Oy. Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje
 Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Moderni, työelämälähtöinen, teknologiateollisuuden tarpeisiin keskittyvä koulutus- ja kehittämisympäristö.
 1.12.2017 Koneteknologiakeskus Turku Oy 63 teknologiateollisuuden yritystä Moderni, työelämälähtöinen, teknologiateollisuuden tarpeisiin keskittyvä koulutus- ja kehittämisympäristö. Opiskelijoille työelämälähtöinen
1.12.2017 Koneteknologiakeskus Turku Oy 63 teknologiateollisuuden yritystä Moderni, työelämälähtöinen, teknologiateollisuuden tarpeisiin keskittyvä koulutus- ja kehittämisympäristö. Opiskelijoille työelämälähtöinen
Esimerkkejä Kaks` Kättä työpajan puuosastolla tehtävistä asiakas- ja tilaustöistä
 Kaks` Kättä työpaja ry puuosasto Puualan perustutkinto, puuseppä Esimerkkejä Kaks` Kättä työpajan puuosastolla tehtävistä asiakas- ja tilaustöistä levykaappeja (toimistokaapit, vaatekaapit) kirjahyllyt
Kaks` Kättä työpaja ry puuosasto Puualan perustutkinto, puuseppä Esimerkkejä Kaks` Kättä työpajan puuosastolla tehtävistä asiakas- ja tilaustöistä levykaappeja (toimistokaapit, vaatekaapit) kirjahyllyt
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan.
 Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan. Noudatamme ISO9001:2015 laatustandardia Kumppanuutta kellon ympäri Korkeaa laatua yksilöllisesti Aivan kuten laadukkaat tuotteemme,
Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan. Noudatamme ISO9001:2015 laatustandardia Kumppanuutta kellon ympäri Korkeaa laatua yksilöllisesti Aivan kuten laadukkaat tuotteemme,
Vastuu. Vaikutus ympäristöön vaihtelee tuotteittain liittyen niihin käytettyihin materiaaleihin.
 YMPÄRISTÖSELOSTE Tuoteryhmä Työpöydät Selosteen omistaja Input interior Oy Melkonkatu 26 00210 Helsinki Julkaisupäivämäärä 29.05.2018 Vastuu Toimistokalusteiden vastuullisena toimittajana Input interiör
YMPÄRISTÖSELOSTE Tuoteryhmä Työpöydät Selosteen omistaja Input interior Oy Melkonkatu 26 00210 Helsinki Julkaisupäivämäärä 29.05.2018 Vastuu Toimistokalusteiden vastuullisena toimittajana Input interiör
Painevalut 3. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_2.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Painevalut 3 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_2.sldprt ja mallinna siihen kansi. CAD työkalut harjoituksessa diecasting_3_2.sldprt Kuva 1:
Painevalut 3 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_2.sldprt ja mallinna siihen kansi. CAD työkalut harjoituksessa diecasting_3_2.sldprt Kuva 1:
MUOVIPAKKAUKSET. Tietopaketti niiden käytöstä, kierrätyksestä ja ympäristövaikutuksista. Amerplast
 MUOVIPAKKAUKSET Tietopaketti niiden käytöstä, kierrätyksestä ja ympäristövaikutuksista Amerplast 2019 1 Sisältö 1 ERILAISET MUOVIT JA MUOVIPAKKAUKSET 2 MUOVIPAKKAUKSET JA YMPÄRISTÖ 3 KODIN MUOVIPAKKAUSTEN
MUOVIPAKKAUKSET Tietopaketti niiden käytöstä, kierrätyksestä ja ympäristövaikutuksista Amerplast 2019 1 Sisältö 1 ERILAISET MUOVIT JA MUOVIPAKKAUKSET 2 MUOVIPAKKAUKSET JA YMPÄRISTÖ 3 KODIN MUOVIPAKKAUSTEN
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma
 Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
3D-tulostus yrityksissä ja oppilaitoksissa vuonna 2015
 3D-tulostus yrityksissä ja oppilaitoksissa vuonna 2015 Jesse Kontio - Jesse Kontio - jesse.kontio@aipworks.fi - 045 122 9756 - AIPWorks tukipalvelu - tuki@aipworks.fi - 045 1213 427 - Lisätietoa: - Stratasys
3D-tulostus yrityksissä ja oppilaitoksissa vuonna 2015 Jesse Kontio - Jesse Kontio - jesse.kontio@aipworks.fi - 045 122 9756 - AIPWorks tukipalvelu - tuki@aipworks.fi - 045 1213 427 - Lisätietoa: - Stratasys
Muovit - Valmistusmenetelmät ja ympäristö. Muovin mahdollisuudet seminaari Lahti TkT Sauli Eerola Muovipoli Oy
 Muovit - Valmistusmenetelmät ja ympäristö Muovin mahdollisuudet seminaari 22.5.2018 Lahti TkT Sauli Eerola Muovipoli Oy Muovipoli Oy Perustettu 1998 muovialan kehityskeskukseksi 28 omistajaa; mm. 13 teollisuusyritystä,
Muovit - Valmistusmenetelmät ja ympäristö Muovin mahdollisuudet seminaari 22.5.2018 Lahti TkT Sauli Eerola Muovipoli Oy Muovipoli Oy Perustettu 1998 muovialan kehityskeskukseksi 28 omistajaa; mm. 13 teollisuusyritystä,
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
SUOMI PRESSU KOTIMAINEN PVC-PRESSU VAATIVAAN KÄYTTÖÖN KAIKISSA SÄÄOLOSUHTEISSA. KÄYTTÖKOHTEITA
 KOTIMAINEN PVC- VAATIVAAN KÄYTTÖÖN KAIKISSA SÄÄOLOSUHTEISSA. SCANTARP - KÄYTTÖKOHTEITA Valmistettu sitkeästä termoplastisesta PVC-muovista. Pohjakangas 1100 dtex polyesteriä. 6,5 x 7 lankaa/cm2. Rakentaminen
KOTIMAINEN PVC- VAATIVAAN KÄYTTÖÖN KAIKISSA SÄÄOLOSUHTEISSA. SCANTARP - KÄYTTÖKOHTEITA Valmistettu sitkeästä termoplastisesta PVC-muovista. Pohjakangas 1100 dtex polyesteriä. 6,5 x 7 lankaa/cm2. Rakentaminen
Automaatioratkaisuja yli
 Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Muovituotteen suunnittelun kokonaisprosessi
 Muovituotteen suunnittelun kokonaisprosessi Tampereen teknillinen yliopisto Sanna Nykänen Muovi materiaalina antaa lukemattomia mahdollisuuksia tuotesuunnitteluun. Muovituotetta suunniteltaessa on muistettava
Muovituotteen suunnittelun kokonaisprosessi Tampereen teknillinen yliopisto Sanna Nykänen Muovi materiaalina antaa lukemattomia mahdollisuuksia tuotesuunnitteluun. Muovituotetta suunniteltaessa on muistettava
Näytöslajit. Muoviala. Lajivastaava. Finalistit. Asko Hänninen Koulutuskeskus Salpaus asko.hanninen(at)salpaus.fi puh. 044 708 0148.
salpaus.fi puh. 044 708 0148.") Näytöslajit Muoviala Lajivastaava Asko Hänninen Koulutuskeskus Salpaus asko.hanninen(at)salpaus.fi puh. 044 708 0148 Finalistit 1 / 8 Aatu Hiltunen Savon ammattija aikuisopisto Joona Reittu Savon ammattija
Näytöslajit Muoviala Lajivastaava Asko Hänninen Koulutuskeskus Salpaus asko.hanninen(at)salpaus.fi puh. 044 708 0148 Finalistit 1 / 8 Aatu Hiltunen Savon ammattija aikuisopisto Joona Reittu Savon ammattija
PANELTIM PANEELIT. 50/100: 10 Kg/M 2 50/50: 13 Kg/M 2. 1200 x 800 x 51 mm 1200 x 1000 x 51 mm 2600 x 1000 x 51 mm. 51 mm -20 C + 80 C
 PANELTIM PANEELIT 1200 x 800 x 51 mm 1200 x 1000 x 51 mm 2600 x 1000 x 51 mm 3,5 3,5 /100: 10 Kg/M 2 /: 13 Kg/M 2 51 mm -20 C + 80 C 100 Paneltim paneelit ovat valmistettu polypropeenista (PP copo) ja
PANELTIM PANEELIT 1200 x 800 x 51 mm 1200 x 1000 x 51 mm 2600 x 1000 x 51 mm 3,5 3,5 /100: 10 Kg/M 2 /: 13 Kg/M 2 51 mm -20 C + 80 C 100 Paneltim paneelit ovat valmistettu polypropeenista (PP copo) ja
Teollisuustason 3D-tulostus. Jyväskylä Jouni Mäkelä
 Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Perusteet 2, keernallisia kappaleita
 Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
3D-tulostus ja laserleikkaus. Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen
 3D-tulostus ja laserleikkaus Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen Fyysisten kappaleiden mallinnus tietokoneelle Ohjelmia 2D- ja 3D-mallien tekoon
3D-tulostus ja laserleikkaus Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen Fyysisten kappaleiden mallinnus tietokoneelle Ohjelmia 2D- ja 3D-mallien tekoon
Facilis FCL Yksinkertaisesti nerokas
 lindab comfort Yksinkertaisesti nerokas lindab yksinkertaisesti nerokas ilmanhajotin toimitetaan esisäädettynä haluttuun ilmavirtaan halutulla paineella. iljainen toiminta laajalla painealueella mahdollistaa
lindab comfort Yksinkertaisesti nerokas lindab yksinkertaisesti nerokas ilmanhajotin toimitetaan esisäädettynä haluttuun ilmavirtaan halutulla paineella. iljainen toiminta laajalla painealueella mahdollistaa
Paperinjalostus. Nestepakkaukset
 Paperinjalostus Nestepakkaukset Nestepakkauskartonki Nestepakkausten pääraaka-aineena voidaan käyttää yksinomaan valkaistua ja valkaisematonta lehti- tai havupuusellusta valmistettua yksi- tai monikerroksista
Paperinjalostus Nestepakkaukset Nestepakkauskartonki Nestepakkausten pääraaka-aineena voidaan käyttää yksinomaan valkaistua ja valkaisematonta lehti- tai havupuusellusta valmistettua yksi- tai monikerroksista
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
LEIMASINBETONI. Maaliskuu 2011 SEMTU OY Puh. +358 9 2747 950 mailbox@semtu.fi PL 124, 04201 KERAVA Fax +358 9 2747 9540 www.semtu.
 LEIMASINBETONI Leimasinbetoni on paikallavalettua betonia, joka on läpivärjätty ja pintakuvioitu patentoiduilla muottimatriiseilla. Leimasinbetonia käyttämällä saadaan samanlaisia pintoja kuin luonnonkivillä
LEIMASINBETONI Leimasinbetoni on paikallavalettua betonia, joka on läpivärjätty ja pintakuvioitu patentoiduilla muottimatriiseilla. Leimasinbetonia käyttämällä saadaan samanlaisia pintoja kuin luonnonkivillä
Siporex-väliseinät. Väliseinälaatta Väliseinäelementti Väliseinäharkko
 Siporex-väliseinät Väliseinälaatta Väliseinäelementti Väliseinäharkko Väliseinälaatta V475 70 / 90 /100 x 575 x 575 VAHVUUS JA KOKO PALOLUOKKA ÄÄNENERISTÄVYYS KPL/LAVA LAATAN PAINO KG 70 x 575 x 575 EI
Siporex-väliseinät Väliseinälaatta Väliseinäelementti Väliseinäharkko Väliseinälaatta V475 70 / 90 /100 x 575 x 575 VAHVUUS JA KOKO PALOLUOKKA ÄÄNENERISTÄVYYS KPL/LAVA LAATAN PAINO KG 70 x 575 x 575 EI
Teoriatausta. Työvaiheet. CAD työkalut harjoituksessa. CAE DS Muotinsuunnitteluharjoitukset
 Ulostyöntimet 1 Tampereen teknillinen yliopisto Juho Taipale, Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntimien asettelu Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD
Ulostyöntimet 1 Tampereen teknillinen yliopisto Juho Taipale, Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntimien asettelu Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD
3D-tulostaminen suomalaisissa valmistavan teollisuuden yrityksissä. 3D-raportti 2016
 3D-tulostaminen suomalaisissa valmistavan teollisuuden yrityksissä 3D-raportti 2016 Suomessa on viime vuosien aikana kiinnostuttu todenteolla 3D-tulostamisesta, kun yritykset ovat havainneet sen tuomat
3D-tulostaminen suomalaisissa valmistavan teollisuuden yrityksissä 3D-raportti 2016 Suomessa on viime vuosien aikana kiinnostuttu todenteolla 3D-tulostamisesta, kun yritykset ovat havainneet sen tuomat
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus
 Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
TEKSTIILILAATTOJEN ASENNUSOHJE
 Sivu 1 / 5 On tärkeää, että tekstiililaatat asennetaan oikein ja huolellisesti. Hyvän lopputuloksen varmistamiseksi noudata näitä ohjeita tarkasti. Yksi tekstiililaatan tärkeimpiä etuja on asennuksen nopeus
Sivu 1 / 5 On tärkeää, että tekstiililaatat asennetaan oikein ja huolellisesti. Hyvän lopputuloksen varmistamiseksi noudata näitä ohjeita tarkasti. Yksi tekstiililaatan tärkeimpiä etuja on asennuksen nopeus
Kuumavesiallas ja verkko s. 2 Kuumailmapuhallin 2 Sakset ja pihdit 3 Veitset 4 Merkkauskynä 4 Dynamometri ja kiilatyyny 4 Lastakirjat ja DVD 5
 Villa Manus Käsiterapia Lastoitusvälineet, työkalut ja kirjallisuus Sisällysluettelo Kuumavesiallas ja verkko s. 2 Kuumailmapuhallin 2 Sakset ja pihdit 3 Veitset 4 Merkkauskynä 4 Dynamometri ja kiilatyyny
Villa Manus Käsiterapia Lastoitusvälineet, työkalut ja kirjallisuus Sisällysluettelo Kuumavesiallas ja verkko s. 2 Kuumailmapuhallin 2 Sakset ja pihdit 3 Veitset 4 Merkkauskynä 4 Dynamometri ja kiilatyyny