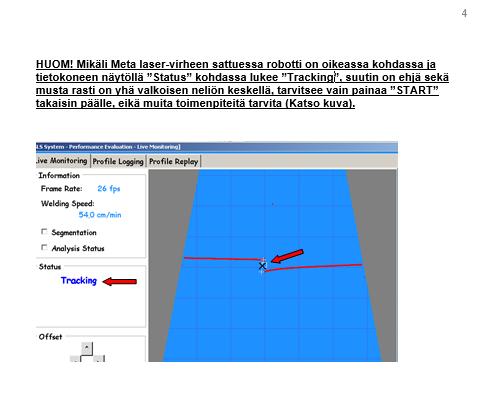
Ongelmatilanteiden ratkaisuopas hitsausrobotille
|
|
|
- Kaija Mikkola
- 6 vuotta sitten
- Katselukertoja:
Transkriptio
1 Henri Viinikainen Ongelmatilanteiden ratkaisuopas hitsausrobotille Opinnäytetyö Kevät 2017 SeAMK Tekniikka Automaatiotekniikan tutkinto-ohjelma
2 1(37) SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö: Tekniikka Tutkinto-ohjelma: Automaatiotekniikka Suuntautumisvaihtoehto: Koneautomaatio Tekijä: Henri Viinikainen Työn nimi: Ongelmatilanteiden ratkaisuopas hitsausrobotille. Ohjaaja: Jarkko Pakkanen Vuosi: 2017 Sivumäärä: 37 Liitteiden lukumäärä: 2 Tarkoituksena tässä opinnäytetyössä oli laatia ja kirjoittaa käyttöopas laserseurannalla varustetun hitsausrobotin ongelmatilanteiden varalle, Finncont Oy:lle. Opinnäytetyöhön sisältyi selvityksen tekeminen mahdollisista ongelmatilanteista ja niiden ratkaisemiseen tarkoitetun oppaan kirjoittaminen. Opas sisältää yksityiskohtaiset ohjeet tietyn ongelman ratkaisemiseen. Tässä opinnäytetyössä perehdytään robotiikkaan, sekä laseriin ja sen käyttömahdollisuuksiin. Laserin ja robotiikan lisäksi opinnäytetyössä käydään läpi robottihitsaukseen tarvittavaa laitteistoa, sekä railonseurannan eri metodeita. Tulokseksi saatiin määräaikaan mennessä laadittu ratkaisuopas sekä pikaopas hitsausrobotille. Avainsanat: robottihitsaus, laser, robotiikka, railonseuranta
3 2(37) SEINÄJOKI UNIVERSITY OF APPLIED SCIENCES Thesis abstract Faculty: School of Technology Degree programme: Automation Engineering Specialisation: Machine Automation Author: Henri Viinikainen Title of thesis: A Troubleshooting manual for a welding robot. Supervisor: Jarkko Pakkanen Year: 2017 Number of pages: 37 Number of appendices: 2 The purpose of this thesis was to compile and write a troubleshooting manual for a welding robot with a laser seam tracker used by a company called Finncont Oy. This thesis involved the documentation of all possible problem situations and also finding solutions to the problems. This thesis concentrated on robotics as well as laser and its use. Along with robotics and laser, this thesis introduced the equipment needed for robot welding and the different methods of seam tracking. Keywords: robot welding, laser, robotics, seam tracking
4 3(37) SISÄLTÖ Opinnäytetyön tiivistelmä... 1 Thesis abstract... Virhe. Kirjanmerkkiä ei ole määritetty. SISÄLTÖ... 3 Kuva-, kuvio- ja taulukkoluettelo... 5 Käytetyt termit ja lyhenteet JOHDANTO Työn tausta Työn tavoite Työn rakenne Finncont Oy JÄRJESTELMÄN KOKOONPANO Yleistä järjestelmästä Kemppi PRO Kemppi ProCool Kemppi PROMIG Motoman SK Meta laser / Meta vision systems Ltd. Smart laser pilot Toiminta ROBOTIIKKA Robotiikka ja sen historia Robottityypit ja rakenteet LASER Yleistä laserista Laserluokat Laserin käyttömahdollisuudet Laserin käytön rajoitteet RAILONSEURANTA JA PAIKOITUS Yleistä Railonseurantametodit TYÖN KULKU... 30
5 4(37) 6.1 Robottiin ja ohjelmiin perehtyminen Ongelmatilanteet Käyttäjien haastattelu Ratkaisuoppaan laatiminen YHTEENVETO JA POHDINTA LÄHTEET LIITTEET... 37
6 5(37) Kuva-, kuvio- ja taulukkoluettelo Kuvio 1. Finncont Oy:n maantieteellinen markkina-alue. (Finncont Oy 2016.)... 8 Kuvio 2. Finncont Oy:n Virtain tehdas. (Finncont Oy, [Viitattu ].)... 9 Kuvio 3. SK16-hitsausrobotin työpiste. (Finncont Oy 2016.) Kuvio 4. Laserseurannalla varustettu Motoman SK16 -hitsausrobotti. (Finncont Oy 2016.) Kuvio 5. Smart Laser Pilot SLS -anturipää. (Meta Vision Systems Ltd 2011.) Kuvio 6. Varoitusmerkki 3B-luokan laserista. (STUK 2015.) Kuvio 7. Smart Laser Pilot SLS -anturipään toiminta. (Meta Vision Systems Ltd ) Kuvio 8. Prusan 3D-tulostin. (Prusaprinters 2015.) Kuvio 9. ABB:n Scara-robotti (ABB 2016.) Kuvio 10. ABB:n valmistama kiertyvänivelinen IRB robotti. (ABB, [Viitattu ].) Kuvio 11. Sylinterirobotin mekaniikka. (New Equipment Digest 2016.) Kuvio 12. ABB:n delta-robotti. (ABB, [Viitattu ].) Kuvio 13. ABB:n valmistama yhteistoimintarobotti, YuMi. (ABB, [Viitattu ].) Kuvio 14. Hitsaussauma, jonka toteutukseen on käytetty laserrailonseurantaa. (Finncont Oy 2016.) Kuvio 15. Robottiohjain (Finncont Oy 2016.)... 31
7 6(37) Käytetyt termit ja lyhenteet MMA-hitsaus MIG-hitsaus TIG-hitsaus IBC-säiliö Manual Metal Arc welding eli puikkohitsausmenetelmä. Tässä menetelmässä valokaari palaa hitsauspuikon pään ja työkappaleen välissä. Puikossa on sydänlanka, joka sulaa, ja sula metalli lentää hitsisulaan valokaaren läpi kuonan ympäröiminä pisaroina. Metal Inert Gas welding on hitsausmenetelmä, jossa valokaari palaa lisäainelangan ja hitsattavan kappaleen välissä hitsauskaasun suojaamana. Valokaari sulattaa perusaineen ja lisäaineen, joista muodostuu kiinteä kokonaisuus. Tungsten Inert Gas welding on hitsausmenetelmä, jossa valokaari palaa sulamattoman volframielektrodin ja hitsattavan kappaleen välillä inertin suojakaasun ympäröimänä. Intermediate Bulk Container on uudelleenkäytettävä teollisuussäiliö, joka on suunniteltu erilaisten nesteiden, esimerkiksi kemikaalien ja ruoka-aineiden säilömiseen ja kuljettamiseen. LVDT-anturi Linear variable differential transformer eli differentiaalimuuntaja. Toiminta perustuu muuntajaperiaatteeseen, jossa keskellä on lähetinkäämi ja päissä mittakäämit, joiden välissä liikutetaan rauta- tai ferriittisydäntä.
8 7(37) 1 JOHDANTO 1.1 Työn tausta Opinnäytetyön toimeksianto tuli Pirkanmaalla, Virroilla toimivalta Finncont Oy:ltä. Yritys tarvitsi ratkaisuoppaan hitsausrobotin ongelmatilanteita varten. Ennen ratkaisuohjeiden kokoamista täytyi ongelmatilanteen sattuessa hakea paikalle aina osaava henkilö, mikä hidasti huomattavasti tuotannon etenemistä. Ongelmatilanteiden ratkaisuoppaan avulla pystyisi robottia käyttävä työntekijä itsenäisesti ratkaisemaan ongelmia ja jatkaa tuotantoa ilman turhia viivytyksiä. Valmis ratkaisuopas helpottaisi työtä varsinkin kun robottia käytetään vuorotyössä, sillä aina osaavaa henkilöä ei edes ole paikalla. 1.2 Työn tavoite Tavoitteena oli selvittää ratkaisuopasta koskevat taustatiedot ja tarpeet. Ohjeiden laatimisessa tuli ottaa huomioon mahdolliset ongelmatilanteet sekä niiden ratkaisuun vaadittavat työntekijäresurssit. Ennen oppaan varsinaista laatimista tuli tutustua tarkoin hitsausjärjestelmän, robotin ja laserin toimintaan, ohjelman kulkuun sekä virhetilanteisiin, jotta oppaasta saataisiin mahdollisimman selkeä käyttäjän näkökulmasta. 1.3 Työn rakenne Tämän opinnäytetyön aloittaa johdanto, jossa esitellään työn tausta ja tavoite sekä toimeksiantaja, Finncont Oy. Teoriaosiossa kerrotaan yleistä robotiikasta ja sen historiasta sekä laserin käytöstä teollisuudessa ja sen eri luokista, joihin laserit jaetaan niiden voimakkuuden mukaan. Lisäksi perehdytään railonseurantaan ja sen eri metodeihin. Lopussa käydään läpi työn kulku sekä pohditaan tuloksia ja mitä olisi voitu tehdä toisin, lisäksi käydään läpi työn aikana ilmenneitä ongelmia.

9 8(37) 1.4 Finncont Oy Pirkanmaan maakunnan pohjoisosassa sijaitsevassa Virtain kaupungissa toimiva Finncont Oy on osa Finncont-konsernia. Finncont Oy on perustettu vuona 1974 ja on yksi Euroopan johtavia IBC-säiliöiden valmistajia. IBC-säiliöitä valmistetaan niin muovista kuin metallistakin. Finncont Oy on myös rotaatiovalulla valmistettujen muovituotteiden johtava sopimusvalmistaja Pohjoismaissa. Pääasiakaskunnat ovat kemian-, elintarvike- ja ympäristöteollisuuden yritykset ympäri Eurooppaa. Finncont Oy:n liikevaihto on lähes 20 miljoonaa euroa ja se työllistää Virroilla noin 130 henkeä (Finncont Oy 2016.) Kuvio 1. Finncont Oy:n maantieteellinen markkina-alue. (Finncont Oy 2016.) Finncont Oy:n erottaa muista saman alan yrityksistä mm. Finncont Design Studio ja Finncont Akatemia. Finncont Design Studio pitää sisällään huippuosaajien tuotekehitystiimin, joka mahdollistaa nopeat tuotelanseeraukset ja luovat ratkaisut. Lisäksi tähän kuuluu vahva erityisosaaminen viranomaisten hyväksyntävaatimuksissa. Finncont Akatemia vuorostaan sisältää henkilöstön osaamisen kehittämis- ja sidosryhmien koulutusjärjestelmän. (Finncont Oy 2016.)
![9(37) Kuvio 2. Finncont Oy:n Virtain tehdas. (Finncont Oy, [Viitattu 20.1.2017].](/docs-images/64/51876059/images/10-0.jpg ") Finncont Oy tahtoo luoda turvallisia ja kestäviä tuotteita, sekä kehittää älykkäitä raaka-aineita säästäviä materiaalien hallintaratkaisuja.")
10 9(37) Kuvio 2. Finncont Oy:n Virtain tehdas. (Finncont Oy, [Viitattu ].) Finncont Oy tahtoo luoda turvallisia ja kestäviä tuotteita, sekä kehittää älykkäitä raaka-aineita säästäviä materiaalien hallintaratkaisuja. Tarkoituksena on myös rakentaa asiakassuhteista pitkäaikaisia ja auttaa asiakkaitaan menestymään. Yrityksen arvomaailman keskeiset asiat ovat osaaminen ja sen kehittäminen sekä luotettavuus, yhteistyö ja tavoitteellinen toiminta. Yrityksellä on myös Inspectan myöntämä ISO laatujärjestelmän sertifikaatti, joka osoittaa yrityksen toimivan asiakaslähtökohtaisesti ja järjestelmällisesti laadun kehittämisessä. (Finncont Oy 2016.) ISO 9001 standardi on maailman tunnetuin ja käytetyin johtamismalli, joka perustuu jatkuvan parantamisen filosofiaan (ISO 9001: ).

11 10(37) 2 JÄRJESTELMÄN KOKOONPANO 2.1 Yleistä järjestelmästä Robottihitsauksessa käytettävä järjestelmä pitää sisällään Kempin hitsausvirtalähteen, jäähdyttimen, langansyöttöyksikön, Yaskawan MRC -ohjauskeskuksen, Meta Visionin seurantalaserin ja Motomanin SK16 -hitsausrobotin. Järjestelmä mahdollistaa railonseurannan ja siistin hitsaussauman. Seuraavaksi on eritelty ja kerrottu hieman enemmän robottihitsausprosessissa tarvittavista laitteista. Kuvio 3. SK16-hitsausrobotin työpiste. (Finncont Oy 2016.) 2.2 Kemppi PRO 5000 Kempin pro 5000 on useaan toimintaan suunniteltu, ammattikäyttöön tarkoitettu virtalähde. Virtalähde soveltuu MMA/MIG- ja pulssi-mig -hitsaukseen, mutta myös TIG-hitsaukseen tasavirralla. Pro virtalähdettä voidaan käyttää hitsausautomaatissa tai robotissa. (Operation instructions KEMPPI PRO 5000, [viitattu ].)
 2.")
12 11(37) 2.3 Kemppi ProCool 10 Kempin ProCool 10 on nestejäähdytinyksikkö, joka on suunniteltu jäähdyttämään MIG/MAG- ja TIG-hitsaimen poltinta vaativassa ammattikäytössä. ProCool 10 - jäähdytintä ohjaa mikroprosessori ja se soveltuu useisiin eri hitsausmetodeihin. (Operation instructions KEMPPI ProCool 10, [viitattu ].) 2.4 Kemppi PROMIG 510 Kempin PROMIG 510 on vaativaan ammattikäyttöön suunniteltu langansyöttöyksikkö. PROMIG 510 -langansyöttöyksikön toimintoja ohjaa ja säätää mikroprosessori. Langansyöttömoottorissa on kierroslukumittari, jonka avulla pystytään säätämään langansyöttöä tarkasti. (Operations instructions KEMPPI PROMIG 501, 510, 511, 501L, [viitattu ].) 2.5 Motoman SK16 Motoman SK16 on teollisuusrobotti, joka soveltuu mm. kappaleenkäsittelyyn, hitsaukseen ja plasmaleikkaukseen. Robotissa on kuusi vapaasti ja erikseen ohjelmoitavaa niveltä. Robottia ohjataan robottiohjaimella (MRC). SK16-malli pystyy käsittelemään 16 kilon taakkaa ja sen toimintasäde on 1555 mm. (RobotWorx, [viitattu: ].) Kuvio 4. Laserseurannalla varustettu Motoman SK16 -hitsausrobotti. (Finncont Oy 2016.)

13 12(37) 2.6 Meta laser / Meta vision systems Ltd. Smart laser pilot Meta laser on Meta Vision systems Ltd:n valmistama hitsausrobottiin liitettävä railon seuraamiseen tarkoitettu 3B-luokan laser. Laser toimii jatkuvalla aallolla, jonka pituus on nm. Kuvio 5. Smart Laser Pilot SLS -anturipää. (Meta Vision Systems Ltd 2011.) Smart Laser Pilot MTE System koostuu seuraavista osista: Smart Laser Pilot (SLPi) -ohjain. SLS-anturin kaapeli. SLS-anturipää, joka muodostuu kamerasta ja laserista. The Smart Laser Pilot (SLPi) työkalut -ohjelma Windows 7/XP:lle. Videovalvonta. (Meta Vision Systems Ltd )

14 13(37) Kuvio 6. Varoitusmerkki 3B-luokan laserista. (STUK 2015.) Toiminta Anturipää sisältää kehittyneen kameran ja laserin. Laser heijastaa punaisen viivan anturin alle. Kamera kuvaa tätä viivaa ja viivan muodosta kamera pystyy näkemään railon profiilin. Kameran edessä on erikoissuodatin joka päästää laserin valon läpi mutta pitää lähes kaiken uun valon ulkona, kuten esimerkiksi hitsauksessa syntyvän valokaaren aiheuttaman valon. (Meta Vision Systems Ltd ) Kuvio 7. Smart Laser Pilot SLS -anturipään toiminta. (Meta Vision Systems Ltd )
15 14(37) 3 ROBOTIIKKA 3.1 Robotiikka ja sen historia Läpi historian robotit ovat kiinnostaneet ihmisiä. Yleisesti ottaen, robotit ovat koneita tai laitteita jotka toimivat automaattisesti tai kauko-ohjaimen avulla. Sana robotti tulee tšekin kielestä sanasta robota (käskynalaisuus, pakkotyö), joka keksittiin vuonna (Kurfess 2005, 5.) Vaikka media luonnehtii robotteja koneiksi jotka muistuttavat ihmisiä, ovat ne paljon muutakin. Teknologian kehittyessä robottien käyttö teollisuudessa kasvaa huimaa vauhtia. Nykyisin meillä on robotteja, jotka kokoavat autoja, hitsaavat ja tutkivat ankarissa ympäristöissä. Vaaralliset tai yksinkertaiset työt sopivat siis roboteille. (Kurfess 2005, preface.) Robotin määrittely on yllättäen kiistelty aihe, jopa robotiikan asiantuntijoiden keskuudessa. Robotti voidaan määritellä ihmistyyppiseksi tai toistavaa ja tehokasta työtä tekeväksi robotiksi teollisuusautomaatiossa. (Kurfess 2005, 1-1.) ISO standardi määrittelee robotin kuitenkin automaattisesti toimivaksi, uudelleen ohjelmoitavaksi, monikäyttöiseksi manipulaattoriksi jossa on kolme tai useampi nivel (ISO 8373: ). Sanaa robotiikka käytettiin ensimmäisen kerran vuonna 1942 Isaac Asimovin novellissa Runaround. Sanalla tarkoitettiin teknologiaa, joka käsittelee robottien suunnittelua, rakentamista ja ohjaamista. Isaac Asimov esitteli myös robotiikan kolme pääsääntöä. Vuonna 1985 hän lisäsi pääsääntöihin niin kutsutun nollannen (0) säännön : Nollas sääntö: Robotti ei saa vahingoittaa ihmiskuntaa tai laiminlyönnein tuottaa ihmiskunnalle vahinkoa. Ensimmäinen sääntö: Robotti ei saa vahingoittaa ihmisolentoa tai laiminlyönnein saattaa tätä vahingoittumaan. Toinen sääntö: Robotin on noudatettava ihmisolentojen sille antamia määräyksiä, paitsi jos ne ovat ristiriidassa ensimmäinen ja nollannen pääsäännön kanssa.

16 15(37) Kolmas sääntö: Robotin on suojeltava omaa olemassaoloaan, kuitenkin siten, että sen toimet eivät ole ristiriidassa aiempien sääntöjen kanssa. (Kurfess, 2005, 1-3, 1-4.) 3.2 Robottityypit ja rakenteet Suorakulmaiset robotit. Suorakulmaisten robottien tyypillisintä edustajaa kutsutaan portaalirobotiksi. Kolme ensimmäistä vapausastetta ovat lineaarisia ja portaalirobotin rakenne on tuettu työalueen kulmista. Suorakulmaisten robottien koko vaihtelee paljon, logistiikka- ja varastosovelluksissa käytetään isoja portaalirobotteja ja työstökoneiden panostuksessa ja pienissä kevyissä töissä käytetään pieniä portaalirobotteja. (Lahden Ammattikorkeakoulu 2016.) Kuvio 8. Prusan 3D-tulostin. (Prusaprinters 2015.) Scara-robotit. Scara tulee sanoista Selective Compliance Assembly Robot Arm. Näissä roboteissa on joustava kokoonpanokäsivarsi ja yleensä kolme kiertyvää niveltä. Scara-robotti muistuttaa ihmisen vaakatasossa liikkuvaa käsivartta. Scara-
 Kiertyväniveliset robotit. Kiertyväniveliset robotit ovat yleisimpiä teollisuusrobotteja, niissä on yleensä neljä tai kuusi kiertyvää vapausastetta.")
17 16(37) robotteja käytetään yleensä kappaleiden nostamisessa liukuhihnalta ja kokoonpanorobottina pienille kappaleille elektroniikkateollisuudessa. (Lahden Ammattikorkeakoulu 2016.) Kuvio 9. ABB:n Scara-robotti (ABB 2016.) Kiertyväniveliset robotit. Kiertyväniveliset robotit ovat yleisimpiä teollisuusrobotteja, niissä on yleensä neljä tai kuusi kiertyvää vapausastetta. Nykyiset teollisuusrobotit perustuvat lähes poikkeuksetta mekaniikkaan, jossa tukivarret on kytketty peräkkäin. Tästä johtuen robottien kuormankantokyky on melko pieni, mutta ulottuvuus on saatu suureksi. (Lahden Ammattikorkeakoulu 2016.)
![17(37) Kuvio 10. ABB:n valmistama kiertyvänivelinen IRB 2600 -robotti. (ABB, [Viitattu 6.5.2016].) Sylinterirobotit.](/docs-images/64/51876059/images/18-0.jpg "Sylinterirobotit ovat nykyisin melko harvinaisia eikä niitä enää juurikaan käytetä. Sylinterirobotin nimitys tulee sen sylinterikoordinaatistosta.")
18 17(37) Kuvio 10. ABB:n valmistama kiertyvänivelinen IRB robotti. (ABB, [Viitattu ].) Sylinterirobotit. Sylinterirobotit ovat nykyisin melko harvinaisia eikä niitä enää juurikaan käytetä. Sylinterirobotin nimitys tulee sen sylinterikoordinaatistosta. (Lahden Ammattikorkeakoulu 2016.)

19 18(37) Kuvio 11. Sylinterirobotin mekaniikka. (New Equipment Digest 2016.) Rinnakkaisrakenteiset robotit. Rakennetta voidaan tukevoittaa siten, että joitain robotin toimilaitteita kytketään rinnakkain, näin robotit saadaan kestämään suuria voimia, mutta myös toimialue rajoittuu samalla pienemmäksi. Tällaiset robotit soveltuvat hyvin nopeisiin tehtäviin kuten pakkaamiseen, kokoonpanoon tai asennukseen. (Lahden Ammattikorkeakoulu 2016.) Kuvio 12. ABB:n delta-robotti. (ABB, [Viitattu ].) Yhteistoimintarobotit (collaborative robots). Automatisoinnilla ja robotiikalla voidaan oleellisesti helpottaa laadun parantamista ja tuotantokustannuksien alen-
20 19(37) tamista. Yhteistoimintarobottien käyttö ei välttämättä ole monimutkaista ja vaikeaa, vaikka ne edustavatkin uutta teknologiaa. Teollisuusrobotit on yleensä tarkoitettu suurille tuotemäärille, kun taas yhteistoimintarobotit mahdollistavat järkevän käytön myös pienille tuotemäärille. Yhteistoimintarobotit eroavat normaaleista teollisuusroboteista siten että ne omaavat erilaisia ominaisuuksia: Ohjelmointi ei vaadi ammattilaista sen yksinkertaisuuden ja nopeuden vuoksi. Asennusvaatimukset ovat huomattavasti pienemmät. Useimmat sovellukset eivät vaadi turva-aitoja. Robotti on helppo integroida yksinkertaisiin työtehtäviin. Ne ovat helposti uudelleen käytettävissä uusissa työtehtävissä. (Lahden Ammattikorkeakoulu 2016). Yhteistoimintaroboteissa tärkeimpinä vaatimuksina ovat voiman mittaaminen ja muotoilun toteuttaminen niin että se on turvallisempi ihmiselle. (Lahden Ammattikorkeakoulu 2016). Näiden robottien suunnittelussa noudatetaan kolmea eri standardia: SFS-EN ISO standardin avulla varmistetaan että turvallisuusnäkökohdat otetaan huomioon robotin suunnittelussa ja rakenteessa (SFS-EN ISO ). SFS-EN ISO pitää sisällään robotiikkalaitteiden ja robottien turvallisuusvaatimuksen teollisuusroboteille. Standardi kertoo myös, mitä koneita se koskee ja huomioon otettavia vaaratilanteita. Standardin ohjeet liittyvät turvallisuuden varmistamiseen asennuksen, testauksen, käytön ja huollon aikana. (SFS-EN ISO ) ISO/TS standardi määrittelee turvallisuusvaatimukset yhteistyörobottien systeemille, työympäristölle ja sisältää lisäyksiä yllämainittujen standardien vaatimuksiin sekä ohjeisiin koskien yhteistyörobotteja (ISO/TS ).

21 20(37) Kuvio 13. ABB:n valmistama yhteistoimintarobotti, YuMi. (ABB, [Viitattu ].)
22 21(37) 4 LASER 4.1 Yleistä laserista Laser eli optinen valonvahvistin keksittiin vuonna Se on lyhenne sanoista Light Amplification by Stimulated Emission of Radiation, tämä tarkoittaa suomeksi valon vahvistamista säteilyn stimuloidun emission avulla. Yksinkertaisesti sanottuna laser on keinotekoinen tiivistetty valonsäde, joka sisältää vain yhtä väriä. Luonnossa laservaloa ei ole, vaan se on tavallista valoa, jota on manipuloitu, jotta aikaansaataisiin tietty väri ja ominaisuus. (Peltonen, Perkiö & Vierinen, 2012, 379.) Stimuloitu emissio tarkoittaa sitä kun atomi on virittyneessä tilassa ja sen ohi kulkee fotoni, jonka energia on atomin viritystilan ja esimerkiksi perustilan erotus, ja saa näin aikaan viritystilan laukeamisen. Tällöin atomi palaa perustilaan ja lähettää samalla fotonin jonka polarisaatio, vaihe ja etenemissuunta ovat samat kuin fotonilla, joka aiheutti emission. Kun laseraineessa on metastabiilin energiatilan atomeja suuri määrä, syntyy ketjureaktio, ja laserin sisälle saadaan iso määrä samaan suuntaan eteneviä samanvaiheisia fotoneja. (Peltonen, Perkiö & Vierinen, 2012, 380.) Laserit jaetaan yleensä kiinteän aineen lasereihin, kaasulasereihin, puolijohdelasereihin sekä muihin lasereihin. Kiinteän aineen laser oli ensimmäinen toimiva laser, joka saatiin aikaan rubiinikiteellä. Kaasulasereista mainittakoon esimerkkinä helium-neon-laser, jossa heliumkaasua ja neonkaasua on matalassa paineessa suhteessa 5:1 tai 10:1. 5:1-suhdetta käytetään punaista valoa lähetettävissä He- Ne-lasereissa ja suhdetta 10:1 lasereissa jotka lähettävät infrapunaista valoa. He- Ne-laserin lasersiirtymistä mikään ei päädy perustilalle, joten samaa ongelmaa fotonien absorboitumisesta ei ole, toisin kuin lasereissa, joissa käytetään rubiinikidettä. He-Ne-laserin hyötysuhde jää kuitenkin matalaksi (0,01 0,1 %), sillä siirtymät tapahtuvat korkeiden energiatilojen välillä. Kaasulasereista tehokkain on hiilidioksidilaser. Ne jaetaan eri tyyppeihini siitä riippuen, miten kaasuun syötetään energiaa. Kaikki kuitenkin perustuu CO 2 -molekyylin värähdystilojen hyödyntämi-
23 22(37) seen. CO 2 -lasereissa on hiilidioksidin lisäksi typpeä ja heliumia. (Peltonen, Perkiö & Vierinen, 2012, ) Ensimmäinen puolijohdelaser onnistuttiin rakentamaan vuonna Puolijohdelasereissa on puolijohdekomponentti eli hohtodiodi (LED), jossa aukkoihin yhdistetään elektroneja rajapinnalla. Näin saadaan aikaan näkyvää valoa kun virta kulkee myötäsuuntaan diodin läpi. Ensimmäisiä puolijohdelasereita voitiin käyttää vain pulssimaisesti ja nestetypenlämpötilassa sillä niiden ongelma oli lämpiäminen. Tämä johtui siitä, että ne vaativat toimiakseen suuren virran. Muita lasereita on olemassa erittäin paljon mutta yksi yhteinen asia niiden kehittelyssä on: Aallonpituuksia pyritään saamaan mahdollisimman lyhyiksi. Tällöin valon diffraktion aiheuttama epätarkkuus on vähäisempää. (Peltonen, Perkiö & Vierinen, 2012, ) 4.2 Laserluokat Laserlaitteet numeroidaan eri turvallisuusluokkien mukaan: 1, 1M, 1C, 2, 2M, 3R, 3B ja ja 1M-luokkiin kuuluvat laserlaitteet eivät käytännössä aiheuta vaaraa, kun taas luokan 4 laserit voivat aiheuttaa todella vakavia silmä- tai ihovaurioita. (STUK 2015.) Luokka 1. Luokan 1 laserit ovat näkymättömiä ja toimivat ultravioletti- ja infrapunasäteilyn sekä näkyvän valon kanssa samoilla aallonpituuksilla, eivätkä näin ollen aiheuta vaaraa. Normaaleissa käyttötilanteissa ei tarvita suojaustoimenpiteitä edes pitkillä altistusajoilla. Aallonpituusalue vaihtelee nm:n välillä ja jatkuvatoimisen luokan 1 laserin suurin sallittu säteilyteho on 0,39 milliwattia. Lelut ovat tyypillisiä luokan 1 laserlaitteita, mutta myös laitteet joissa säde kulkee vain laitteen sisällä kuuluvat luokkaan 1, kuten CD- ja DVD-soittimet sekä lasertulostimet. (STUK 2015.) Luokka 1M. Luokan 1M laserit toimivat myös UV-säteilyn, näkyvän valon ja infrapunasäteilyn aallonpituuksilla. Tämän luokan jatkuvatoimisen laserin suurin sallittu säteilyteho on 500 mw (0,5 W). Luokan 1M laserin teho tai pulssienergia yleensä ylittää luokan 1 laserin. Luokan 1M lasersäde hajoaa laajalle alueelle tai sitä on levitetty optiikkaa apuna käyttäen. Näin vain pieni osa koko lasersäteestä voi koh-
24 23(37) distua silmään tai iholle, joten altistumisrajat eivät näin ollen ylity. Luokkamerkinnässä oleva kirjain M tulee englannin kielen sanasta "magnification" (suurennus, suurennuskyky), joka viittaa siihen, että säteilyvaara on olemassa, jos sädettä katsotaan optisen apuvälineen kautta. 1M-luokan laserin käyttökohteena on mm. langaton tiedonsiirtojärjestelmä. (STUK 2015.) Luokka 1C. Luokan 1C laitteet voivat aiheuttaa ihovaurioita, sillä niiden tuottama säteily voi ylittää ihoaltistuksen enimmäisarvot. Laitteet on suunniteltu turvallisiksi silmille. Kirjain C viittaa englanninkieliseen sanaan "contact" (kosketus, kontakti). Luokan 1C laitteita voidaan esimerkiksi käyttää ihon kosmeettiseen käsittelyyn ihokontaktissa. Luokan 1C laitteet voivat kuitenkin sisältää suuritehoisen luokan 3B tai 4 laserin. (STUK 2015.) Luokka 2. Luokkaan 2 kuuluvat laserit ovat pienitehoisia ja toimivat näkyvän valon aallonpituusalueella ( nm). Jatkuvatoimisen luokan 2 omaavan laserin suurin sallittu säteilyteho on 1 mw. Laserin säteily voi olla haitallista vain jos säde suunnataan silmään ja tietoisesti pitkitetään siihen katsomista. Suomessa hyväksytyt laserosoittimet ja viivakoodinlukijat ovat luokan 2 lasereita. (STUK 2015.) Luokka 2M. Myös luokan 2M laserit toimivat nm aallonpituuksilla. Jatkuvatoimisen luokan 2M laserin säteilytehon suurin sallittu määrä on sama kuin luokalla 1M, eli 500 mw. Luokan 2M laserien kokonaisteho tai pulssienergia ylittää yleensä luokan 2 lasereille sallitun rajan ja säde on levinnyt kuten luokassa 1M. Luokan 2M laser voi siis aiheuttaa myös silmävaurion vain, jos säteeseen katsomista tietoisesti pitkitetään tai jos sädettä katsotaan optisen apuvälineen kautta. Esimerkiksi taso- ja suuntauslasereita, joita käytetään rakennustöissä, kuuluvat luokkaan 2M. (STUK 2015.) Luokka 3R. Luokan 3R lasereiden emissiorajat voivat olla yli viisinkertaiset verrattuna luokan 1 ja 2 lasereihin. Suurin sallittu säteilyteho on 5 mw 3R-luokan lasereilla, jotka toimivat näkyvän valon aallonpituuksilla. 3R-luokan laserit sisältävät sellaisen turvamarginaalin, että vaikka suojaamattoman silmän altistuksen enimmäisarvot ylittyvät, vahinkoja ei käytännössä esiinny. Periaatteessa kuitenkin suoraan silmään osuva säde tai heijastuva säde sileästä pinnasta voi aiheuttaa pysy-
25 24(37) viä vaurioita silmässä. Osa lasereista, joita käytetään rakentamisen mittauksissa, kuuluvat 3R-luokkaan. (STUK 2015.) Luokka 3B. 3R-luokan emissiorajat ylittävät laserit kuuluvat luokkaan 3B. Suurin sallittu säteilyteho jatkuvatoimiselle 3B-luokan laserille on 500 mw. Luokan 3B laserin säde on aina vaarallinen silmille, niin suorana kuin peiliheijastuneena. Kyseisen luokan laser voi aiheuttaa myös pieniä ihovaurioita. Muun muassa tutkimuksessa käytetään usein luokan 3B lasereita. (STUK 2015.) Luokka 4. Säteilyn ylittäessä muiden luokkien emissiorajat puhutaan luokasta 4. Luokan 4 lasereiden voimakkuuden ylärajaa ei ole määritelty. Lasersäde voi olla niin tehokas, että sillä voidaan polttaa esimerkiksi puuta tai kangasta. Laserkirurgiassa ja metallien leikkauksessa käytetään esimerkiksi luokan 4 lasereita. (STUK 2015.) 4.3 Laserin käyttömahdollisuudet Laserilla on hyvin monipuoliset käyttömahdollisuudet. Laseria pystytään nykyään hyödyntämään aina viihteestä lainvalvontaan asti. Lääketieteessä laseria käytetään näönkorjausleikkauksissa ja tatuointien poistoissa. Hammaslääkäri voi käyttää laseria poran sijaan. Lasereilla voidaan mitata myös nopeutta ja etäisyyttä. Kohteiden valaisuun tarkoitettuja lasereita on suunniteltu esimerkiksi sotilaskäyttöön. Teollisuudessa laserilla voidaan leikata, hitsata tai pinnoittaa. Elintarviketeollisuus hyödyntää myös laseria jolla saadaan tehtyä esimerkiksi nopeasti paistojälkiä. (Viljakainen 2014.) Laserilla merkitseminen. Laseria voidaan käyttää useiden materiaalien merkitsemiseen nopeasti ja tarkasti. Kaivertamiseen ja aineen poistamiseen soveltuu CO 2 -laser. CO 2 -laserin lämpövaikutusta hyödyntämällä saadaan esimerkiksi harmaasävykuva materiaaleihin, jotka reagoivat lämpöön. Metalleissa ja muoveissa värimuutoksia saadaan aikaan käyttämällä Nd YaG- ja kuitulasereita. Lasermerkinnällä voidaan tehdä erittäin nopeasti pysyviä merkintöjä, ja merkintöjä voidaan tehdä niin että merkittävä kappale on liikkeessä. (Viljakainen 2014.)
26 25(37) Laserilla kaivertaminen. Etenkin leimasinvalmistuksessa laser on nykyään syrjäyttänyt muita tekniikoita sillä se on helppo ja nopea tapa. Helppouden ja nopeuden vuoksi myös perinteisessä kaivertamisessa laser on syrjäyttänyt mekaanisesti tapahtuvan kaivertamisen. (Viljakainen 2014.) Laserilla leikkaaminen. Laserilla leikkaamisessa on monia etuja. Leikattavaan kappaleeseen ei ole mekaanista kosketusta, joten sitä ei tarvitse erikseen kiinnittää. Laserilla on mahdollista työstää pienetkin yksityiskohdat ja kappaleet, joita on mahdotonta leikata käyttämällä muita tekniikoita. Laserin ominaisuuksia voidaan siis hyödyntää esimerkiksi ohuiden materiaalien, kalvojen ja muovien leikkaamisessa. Lisäksi laserin leikkuujälki on täysin kirkas eikä kiillotusta tarvita ja näin vältytään ylimääräiseltä hitaalta työvaiheelta. Myös leikkaussyvyys saadaan juuri halutun syvyiseksi, sillä laserin tehoa voidaan säätää erittäin tarkasti. (Viljakainen 2014.) Laserhitsaaminen. Laserhitsaus prosessissa laservalo kohdistetaan pieneen pisteeseen työkappaleen pinnalle. Tämän avulla materiaali saadaan sulamaan. Metallien laserhitsaus jaetaan yleensä kahteen eri prosessiin: sulattavaan laserhitsaukseen ja syvätunkeumalaserhitsaukseen. Laserin tehotiheys työstettävän kappaleen pinnalla sekä teho/hitsausnopeus-suhde määrittelevät, onko toiminto sulattavaa laserhitsausta vai syvätunkeumahitsausta. (Ionix Oy, [viitattu ].) Syvätunkeumahitsauksessa voimakkaasti laajeneva metallihöyry ja plasma muodostavat kapean sylinterimäisen reiän sulaan metalliin. Tätä kutsutaan avaimenreiäksi. Tämän avaimenreiän synnyttämiseksi teräkseen on vaadittu tehotiheys noin 10 kw/ mm 2. Tämän tehotiheyden alapuolella hitsaus on sulattavaa laserhitsausta. Lasersäteen kulkiessa työstettävän kappaleen pinnalla sulattaa se metallia avaimenreiän etureunalla ja sula metalli siirtyy lasersäteen taakse ja jähmettyy hitsiksi. Laserhitsauksessa hitsisula on pisaran muotoinen, ja sula on lämpötilaltaan huomattavasti korkeampi kaarihitsausprosesseihin verrattuna. Avaimenreikähitsauksella saadaan aikaan syvä ja kapea hitsi. (Ionix Oy, [viitattu ].) Sulattavassa laserhitsauksessa edellä mainittua avaimenreikää ei muodostu, sillä lasersäteen tehotiheys ei ole riittävän suuri. Tässä tapauksessa lasersäde
27 26(37) sulattaa materiaalin pintaa, jolloin kappaleeseen siirtyy lämpöä sulan pinnalta johtumalla. Tuloksena on perinteisiä hitsausmenetelmiä muistuttava leveä ja matalalle yltävä hitsi. (Ionix Oy, [Viitattu ].) 4.4 Laserin käytön rajoitteet Niin kuin myös muillakin tekniikoilla, laserilla myös on omat rajoituksensa. Leikkauksessa ja kaiverruksessa syntyy aina pölyä ja kaasuja, jotka on poistettava mahdollisimman hyvin laitteesta ja itse työstökohdasta. Tämä vaikuttaa suuresti laitteen huollontarpeeseen. Täytyy myös huomioida, että kaikki materiaalit eivät ole työstettävissä laserilla. PVC ei esimerkiksi sovellu laserilla leikkaamiseen, sillä materiaalista syntyy erittäin haitallisia myrkkyjä. (Viljakainen 2014.) Soveltuvuus yleisesti ottaen voidaan kuitenkin määritellä siten, että mikäli materiaalia voidaan hävittää polttamalla, voidaan sitä myös työstää laserilla. Lasertyöstössä syntyvä lämpö voi olla myös ongelmana. Tätä voidaan hallita jossain määrin työstökohtaan johdettavalla suojakaasulla tai paineilmalla. (Viljakainen 2014.) Laserhitsauksessa on tiukat toleranssit hitsattaville kappaleille, ja säteellä on korkea paikoitustarkkuusvaatimus, jolloin railonseuranta on usein tarpeen. Lisäksi tuotantovolyymin on oltava riittävän suuri, että laserteknologian investointi on kannattavaa. (Ionix Oy 2017.)
28 27(37) 5 RAILONSEURANTA JA PAIKOITUS 5.1 Yleistä Automaattisesta railonseurannasta on tullut tärkeä osa teollisuutta. Siitä asti kun teollisuusrobotteja on ryhdytty käyttämään erilaisissa prosesseissa, kuten hitsaamisessa, liimaamisessa ja saumojen tiivistämisessä, on railon seuraamiseen ja kohtien paikoittamiseen tarkoitetuista antureista tullut elintärkeitä. Ympäri maailmaa tutkijat kilpailevat siitä kuka kykenee ensimmäisenä tuottamaan yleiseen tarkoitukseen tarkoitetun anturin, jota pystytään käyttämään mukautuvasti railonseurannassa. (Prinz & Gunnarson 1984, 1.) Tähän mennessä on monia fyysisesti koskettavia ja optisia railonseurantalaitteita kehitetty. Kuitenkin mikään näistä railonseurantajärjestelmistä ei täytä kaikkia vaatimuksia kaarihitsauksessa. Railonseurantalaitteen vaatimuksista on laadittu pitkä lista, joista seuraavia kohtia laatijat pitävät tärkeimpinä: Yleistarkoitus: Saman järjestelmän pitäisi olla käytettävissä erilaisille hitsausgeometreille. Järjestelmän täytyy toimia teollisessa ympäristössä. Järjestelmän pitäisi toimia eri kaarihitsaustekniikoissa. Järjestelmän pitäisi toimia reaaliajassa: Paikka- ja hitsausparametrit pitäisi voida yhdistää hitsaustilanteessa. Järjestelmän pitäisi tarjota kolmiulotteinen tieto railosta ja sopeutua siihen. Aistivien laitteiden pitäisi olla suhteellisen pieniä, jotta ne eivät rajoittaisi hitsauksen liikettä. Anturijärjestelmän pitäisi olla edullinen verrattuna robottihitsausjärjestelmän kokoonpanoon. (Prinz & Gunnarson 1984, 1.)
29 28(37) 5.2 Railonseurantametodit Seurantajärjestelmät voidaan jakaa kahteen isompaan kategoriaan: Taktiilisiin ja ei-taktiilisiin, eli kosketusseurantaan ja seurantaan ilman fyysistä kosketusta. Taktiiliset koettimet ovat yksinkertaisia ja luotettavia. Kosketussensori koostuu yleensä yhdestä tai useammasta LVDT-anturista. Yleisiä ovat myös elastiset rasitusmittarit, jotka sijaitsevat koskettimessa. Käytettäessä taktiilisia antureita on erityisen vaikeaa tuoda tietoa liitoksen sovituksesta. Railonseurannassa taktiiliset anturit voivat välittää erittäin hyödyllistä tietoa osan sijainnista. Mikäli esimerkiksi kaksi osaa täytyy hitsata toisiinsa ja niissä olisi yksinkertaiset, hyvin määritellyt geometriset piirteet, kuten tasainen lokaali alue tai pyöreä pintaleikkaus, voi taktiilisen koettimen käyttö vähentää näissä tapauksissa reaaliaikaisten anturien monimutkaisuutta. (Prinz & Gunnarson 1984, 1-2.) Putkiliitosten hitsauksessa yksinkertainen kosketus riittää mahdollistamaan putken liitoksen geometrian määrittämisen ja näin pystytään tuottamaan liitokselle automaattisesti hitsausohjelma. Tällaisessa tapauksessa voidaan käyttää esimerkiksi sähköistä kontaktia hitsauslangan ja hitsattavan kohteen pinnan välillä. Mikäli huonosti istuva osa tai satunnaiset poikkeamat liitoksissa estävät tämän yksinkertaisen tavan käytön, kohteen paikoitusanturin ja reaaliaikaisen railonseurantajärjestelmän yhdistelmä saattaa taata parhaimman joustavuuden. Kosketusanturi havaitsee systemaattiset poikkeamat esiohjelmoidusta kohdasta, ja railonseurantajärjestelmä korjaa satunnaiset poikkeamat railoa hitsattaessa. (Prinz & Gunnarson 1984, 1-2.) Valtaosa railonseurantaa koskevista tutkimushankkeista nykyisin keskittyy eitaktiilisiin seurantamenetelmiin. Pohjimmiltaan on olemassa kaksi tapaa saada tieto siirrettyä ilman kosketusta: ääniaalloilla tai sähkömagneettisilla aalloilla. Kosketuksettomat seurantajärjestelmät toimivat useilla eri taajuuksilla: antureita, jotka säteilevät sähkömagneettisia aaltoja khz:n taajuudella, kutsutaan usein magneettisiksi antureiksi. Keskimäärin 100 Thz:n taajuutta käytetään mm. laser seurantajärjestelmissä ja järjestelmissä, jotka perustuvat fotodiodien käyttöön. Akustiset anturit toimivat siten, että etäisyys kohteesta saadaan mittaamalla ajan erotus lähtevän ja palaavan pulssin välillä. Optiset järjestelmät toimivat muutaman senttimetrin etäisyydeltä kohteesta ja käyttävät kolmiomittauskaavoja, joiden avul-
 Railonseuranta voidaan myös toteuttaa mittaamalla muutos hitsausvirrassa tai kaaren jännitteessä.")
30 29(37) la järjestelmä laskee etäisyyden anturin ja kohteen pinnan väliltä. (Prinz & Gunnarson 1984, 1-2.) Railonseuranta voidaan myös toteuttaa mittaamalla muutos hitsausvirrassa tai kaaren jännitteessä. Tätä menetelmää tosin voidaan käyttää ainoastaan kaarihitsauksessa, ja mikäli tietyt geometriset edellytykset sen sallivat. (Prinz & Gunnarson 1984, 1-2.) Kuvio 14. Hitsaussauma, jonka toteutukseen on käytetty laserrailonseurantaa. (Finncont Oy 2016.)
31 30(37) 6 TYÖN KULKU 6.1 Robottiin ja ohjelmiin perehtyminen Ongelmatilanteen sattuessa oli robottia osattava liikuttaa oikeaan suuntaan jotta vältyttäisiin turhilta törmäyksiltä. Työ alkoi siis tutustumalla robottiin ja sen ohjaamiseen. Robottia liikuteltiin ohjaimen avulla, ja näin opittiin tuntemaan sen liikeradat. Robotin käytön opettelussa oli paljon muutakin kuin vain liikeratojen tunteminen, joten pelkästään käytön oppiminen kunnolla vei runsaasti aikaa. Robotin käytön oppi vanhan manuaalin avulla ja tarvittaessa apua sai kokeneelta käyttäjältä. Kun robotin liikkeisiin oli perehdytty, siirryttiin tutustumaan ohjelmien rakenteeseen. Parhaiten jokaisen ohjelman rakenteen ja kohdat oppi seuraamalla ohjelman etenemistä hitsausprosessin aikana. Ongelman esiintyessä täytyi robottia liikutella manuaalisesti käyttäen XYZ-koordinaatistoa tai ohjata robottia suoraan valmiisiin pisteisiin. Toimenpiteitä tehdessä oli mahdollista hukata kohta ohjelmasta johon robotti oli jäänyt ongelmatilanteessa, ja jotta kohta löytyisi nopeasti, olivat ohjelmat hyvä tuntea ainakin pääpiirtein.

32 31(37) Kuvio 15. Robottiohjain (Finncont Oy 2016.) 6.2 Ongelmatilanteet Kun robotin ohjaamiseen ja yleisimpiin käskyihin oli perehdytty, sekä ohjelmiin oli tutustuttu, voitiin siirtyä ongelmatilanteiden pariin. Näissä ongelmallisissa tilanteissa hitsausprosessi keskeytyi syystä tai toisesta. Oppaaseen kirjatut ratkaisut käsittelivät seuraavia ongelmatilanteita: virtasuuttimen palaminen, valokaaren syttyminen, valoverhon aktivoituminen hitsauksen aikana, robotin törmäys, railon hukkaaminen kesken hitsausprosessin ja railon haun epäonnistuminen. Hitsausprosessin keskeytyessä täytyi ensimmäiseksi selvittää keskeytymisen syy tarkistamalla ohjaimen näytölle ilmestynyt ilmoitus. Seuraavaksi oli robotti ohjattava irti hitaasti hitsattavasti kohteesta, jotta vältyttäisiin törmäyksiltä, ja tämän jälkeen tarkistettiin virtasuutin, kaasuholkki ja hitsaussauman laatu. Jokaisesta erilaisesta ongelmatilanteesta kirjattiin ylös, mikä ongelma oli kyseessä ja kuinka kyseinen ongelmatilanne saadaan ratkaistua oikein.
33 32(37) Vei todella paljon aikaa oppia virhetilanteiden ja ongelmien ratkaisut, sillä niitä ei voinut mielensä mukaan harjoitella. Vasta ongelmatilanteiden ilmetessä pystyttiin perehtyä niiden ratkaisuun kokeneen käyttäjän ja vanhan manuaalin avulla. Jokaisen tilanteen kohdalla tehtiin ensin alustavat, mutta huolelliset muistiinpanot käsin ja otettiin ylös tarvittaviin toimenpiteisiin kuluva aika. Ensimmäisillä ratkaisu kerroilla saattoi yksinkertaisenkin virheen ratkaisemiseen kulua opastuksineen tunti. Kun jokaisen ongelmatilanteen ratkaisu opittiin, kului ongelmasta riippuen ratkaisemiseen aikaa viidestä viiteentoista minuuttiin. 6.3 Käyttäjien haastattelu Yrityksessä työskenteli kaksi kokenutta hitsausjärjestelmän käyttäjää, joita haastattelemalla saatiin lisätietoa järjestelmän toiminnasta, ongelmatilanteista ja ongelmatilanteiden ratkaisusta. Haastattelut aloitettiin ensimmäisen viikon aikana ja niitä pidettiin viikoittain muutaman kuukauden ajan. Näin varmistuttiin siitä, että kaikki mahdollinen tieto järjestelmästä ja siihen liittyvistä seikoista välittyi eteenpäin ja mahdollisilta turhilta virheiltä vältyttiin. Viimeiseksi haastateltiin Finncont Oy:n metallipuolen valmistuspäällikköä, jolta saatiin laajaa tietoa yrityksestä, sen historiasta ja toiminnasta. 6.4 Ratkaisuoppaan laatiminen Kun koossa oli tarpeeksi tietoa järjestelmän toiminnasta ja ongelmatilanteista, päästiin laatimaan ratkaisuopasta (Liite 1). Ratkaisuopas laadittiin siten, että se olisi mahdollisimman helposti ymmärrettävissä käyttäjän näkökulmasta. Ratkaisuopas helpottaa huomattavasti uusien käyttäjien työskentelyä itsenäisesti, sillä kokeneen käyttäjän ei tarvitse olla aina paikalla ongelmatilanteen esiintyessä. Ratkaisuopas sisältää sellaisten ongelmatilanteiden ratkaisut, joita esiintyi 8 kuukauden tutkimisen ja työskentelyn aikana. Esimerkiksi jonkin laitteen rikkoutumisesta johtuvan vian ratkaisu ei sisälly ratkaisuoppaaseen.
34 33(37) Ratkaisuoppaan toimivuus todettiin etenemällä sen mukaan ongelman esiintyessä. Ratkaisuoppaan lisäksi laadittiin pikaopas, josta sai selville nopeasti pääpiirteet, miten tulee toimia tietyn ongelman sattuessa. Pikaoppaasta näkee myös miltä sivulta ratkaisuoppaasta löytyy tarkat ohjeet tiettyyn ongelmaan (Liite 2). Huomioon tulee ottaa vielä, että järjestelmän käyttöön on silti aina annettava laajamittainen perehdytys.
35 34(37) 7 YHTEENVETO JA POHDINTA Tämä opinnäytetyö tehtiin Finncont Oy:lle. Opinnäytetyön tarkoituksena oli laatia ongelmatilanteiden ratkaisuopas laserseurannalla varustettuun Motomanin SK16- hitsausrobottiin, jolla hitsataan pääasiassa IBC-kontteja. Tässä opinnäytetyössä käsiteltiin käytössä olevaa järjestelmää ja perehdytään robotiikkaan sekä laseriin. Ratkaisuopasta laatiessa täytyi perehtyä järjestelmän jokaiseen osaan: ohjelmaan, robottiin, ohjaimeen, laseriin ja hitsauslaitteiston toimintaan. Haasteita tässä työssä olivat järjestelmän käytön opettelu sekä ohjelmien rakenteen ja toiminnan oppiminen. Haasteina olivat myös ongelmatilanteiden tunnistaminen ja ratkaiseminen sekä monipuolisen kirjallisuuden löytäminen. Myös järjestelmästä piti hakea tietoja jopa valmistajilta, sillä dokumentteja vanhemmista laitteista oli huonosti saatavilla. Lopputuloksena saatiin laadittua määräaikaan mennessä monipuolinen ja käyttäjän näkökulmasta selkeä ja yksinkertainen ratkaisuopas. Tämän opinnäytetyön avulla voidaan robotin ongelmatilanteet ratkaista huomattavasti lyhyemmällä perehdyttämisellä. Lisäksi apua löytyy aina läheltä, eikä kokeneen henkilön tarvitse kiiruhtaa paikan päälle ratkaisemaan virhetilannetta. Tämän ansiosta tuotanto voi jatkua ripeämmin.
36 35(37) LÄHTEET ABB ABB IRB 910SC SCARA. [Verkkosivu]. Zurich: ABB. [Viitattu ]. Saatavana: _Final_External.pdf ABB. Ei päiväystä. ABB IRB [Verkkosivu]. Zurich: ABB. [Viitattu ]. Saatavana: ABB. Ei päiväystä. IRB 360 FlexPicker. [Verkkosivu]. Zurich: ABB. [Viitattu ]. Saatavana: ABB. Ei päiväystä. YuMi robot. [Verkkosivu]. Zurich: ABB. [Viitattu ]. Saatavana: Finncont Oy Finncont Oy:n esittely. [PDF-tiedosto]. Virrat: Finncont Oy. [Viitattu ]. Saatavana Finncont Oy:n tietokannasta. Vaatii käyttöoikeuden. Finncont Oy. Ei päiväystä. Finncont Oy:n tehdas Virroilla. [Verkkosivu]. Virrat: Finncont Oy. [Viitattu ]. Saatavana: Ionix Oy. Ei päiväystä. Laserhitsaus. [Verkkosivu]. Hyvinkää: Ionix Oy. [Viitattu ]. Saatavana: ISO 8373: Robots and robotic devices. ISO 9001: Laadunhallintajärjestelmä. ISO/TS Robots and robotic devices Collaborative robots. Kurfess, T Robotics and automation handbook. Boca Raton: CRC Press Lahden ammattikorkeakoulu Robotiikka yleinen. [Verkkojulkaisu]. Lahti: Lahden ammattikorkeakoulu. [Viitattu ]. Saatavana: Meta Vision Systems Ltd Smart Laser Pilot MTE Installation Manual. Oxfordshire: Meta Vision Systems Ltd. Saatavana yritykseltä. Vaatii käyttöoikeuden.
37 36(37) New Equipment Digest What s the Difference Between Industrial Robots?. [Verkkosivu]. New York: New Equipment Digest. [Viitattu ]. Saatavana: Operation instructions KEMPPI PRO Ei päiväystä. [PDF-tiedosto]. Helsinki: Kemppi Oy. [Viitattu ]. Saatavana Kemppi Oy:n tietokannasta. Vaatii käyttöoikeuden. Operation instructions KEMPPI ProCool 10. Ei päiväystä. [PDF-tiedosto]. Helsinki: Kemppi Oy. [Viitattu ]. Saatavana Kemppi Oy:n tietokannasta. Vaatii käyttöoikeuden. Operations instructions KEMPPI PROMIG 501, 510, 511, 501L. Ei päiväystä. [PDF-tiedosto]. Helsinki: Kemppi Oy. [Viitattu ]. Saatavana Kemppi Oy:n tietokannasta. Vaatii käyttöoikeuden. Peltonen, H., Perkiö, J. & Vierinen, K Insinöörin (AMK) fysiikka: Osa 2. 8.p. Lahti: Lahden Teho-opetus Oy. Prinz, F.B. & Gunnarsson, K.T Robotic Seam Tracking. Pittsburgh, Pensylvania: Carnegie-Mellon University Prusaprinters Prusa i3 3D printer. [Verkkosivu]. Prusaprinters. [Viitattu ]. Saatavana: RobotWorx. Ei päiväystä. Motoman SK16. [Verkkolähde]. Marion: RobotWorx. [Viitattu: ]. Saatavana: SFS-EN ISO Robotit ja robotiikkalaitteet. Turvallisuusvaatimukset. Osa 1: Teollisuusrobotit. SFS-EN ISO Robotit ja robotiikkalaitteet. Turvallisuusvaatimukset. Osa 2: Robottisolut. STUK Laserluokat. [Verkkosivu]. Helsinki: Säteilyturvakeskus. [Viitattu ]. Saatavana: Viljakainen, K Laserin käyttömahdollisuudet. [Verkkosivu]. Tuusula: Seri- Deco Oy. [Viitattu ]. Saatavana:
38 37(37) LIITTEET Liite 1. Esimerkki ongelmanratkaisusta Liite 2. Pikaopas

39 Liite 1: Esimerkki ongelmanratkaisusta 1(5)
40 2(5)
41 3(5)
42 4(5)

43 Liite 2. Pikaopas 5(5)
Laser-kuumennus. Janne Komi 0336621. Petteri Mustonen 0371444
 Laser-kuumennus Janne Komi 0336621 Petteri Mustonen 0371444 2 SISÄLLYS 1. 2. 3. Johdanto... 3 Laser... 3 Sovelluskohteita... 4 3.1 Laserhitsaus... 5 3.2 Laserleikkaus... 6 3.3 Kirurgia... 7 3.4 Sotilaskäyttö...
Laser-kuumennus Janne Komi 0336621 Petteri Mustonen 0371444 2 SISÄLLYS 1. 2. 3. Johdanto... 3 Laser... 3 Sovelluskohteita... 4 3.1 Laserhitsaus... 5 3.2 Laserleikkaus... 6 3.3 Kirurgia... 7 3.4 Sotilaskäyttö...
Essee Laserista. Laatija - Pasi Vähämartti. Vuosikurssi - IST4SE
 Jyväskylän Ammattikorkeakoulu, IT-instituutti IIZF3010 Sovellettu fysiikka, Syksy 2005, 5 ECTS Opettaja Pasi Repo Essee Laserista Laatija - Pasi Vähämartti Vuosikurssi - IST4SE Sisällysluettelo: 1. Laser
Jyväskylän Ammattikorkeakoulu, IT-instituutti IIZF3010 Sovellettu fysiikka, Syksy 2005, 5 ECTS Opettaja Pasi Repo Essee Laserista Laatija - Pasi Vähämartti Vuosikurssi - IST4SE Sisällysluettelo: 1. Laser
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Robotiikan tulevaisuus ja turvallisuus
 Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Laserhitsauksen työturvallisuus
 Laserhitsauksen työturvallisuus 4.11. Satelliittiseminaari Joonas Pekkarinen, TkT LUT Laser Turku Lasertyöstön riskit Lasersäde, silmät ja kudokset Korkeajännitteiset piirit Työstössä vapautuvat aineet:
Laserhitsauksen työturvallisuus 4.11. Satelliittiseminaari Joonas Pekkarinen, TkT LUT Laser Turku Lasertyöstön riskit Lasersäde, silmät ja kudokset Korkeajännitteiset piirit Työstössä vapautuvat aineet:
Linssin kuvausyhtälö (ns. ohuen linssin approksimaatio):
:") Fysiikan laboratorio Työohje 1 / 5 Optiikan perusteet 1. Työn tavoite Työssä tutkitaan valon kulkua linssisysteemeissä ja perehdytään interferenssi-ilmiöön. Tavoitteena on saada perustietämys optiikasta
Fysiikan laboratorio Työohje 1 / 5 Optiikan perusteet 1. Työn tavoite Työssä tutkitaan valon kulkua linssisysteemeissä ja perehdytään interferenssi-ilmiöön. Tavoitteena on saada perustietämys optiikasta
TURUN AMMATTIKORKEAKOULU TYÖOHJE 1 TEKNIIKKA FYSIIKAN LABORATORIO V
 TURUN AMMATTIKORKAKOUU TYÖOHJ 1 3A. asertyö 1. Työn tarkoitus Työssä perehdytään interferenssi-ilmiöön tutkimalla sitä erilaisissa tilanteissa laservalon avulla. 2. Teoriaa aser on lyhennys sanoista ight
TURUN AMMATTIKORKAKOUU TYÖOHJ 1 3A. asertyö 1. Työn tarkoitus Työssä perehdytään interferenssi-ilmiöön tutkimalla sitä erilaisissa tilanteissa laservalon avulla. 2. Teoriaa aser on lyhennys sanoista ight
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN
 Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
A7 TIG Orbital System 150
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510 ville.hevonkorpi@kilt.fi www.kilt.fi
 Käsissäsi on lasertyöstöä käsittelevä lyhyt opas, joka on tarkoitettu tueksi laserin soveltamiseen teollisessa tuotannossa. KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510
Käsissäsi on lasertyöstöä käsittelevä lyhyt opas, joka on tarkoitettu tueksi laserin soveltamiseen teollisessa tuotannossa. KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
A7 TIG Orbital System 150
 A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
3.1 Varhaiset atomimallit (1/3)
") + 3 ATOMIN MALLI 3.1 Varhaiset atomimallit (1/3) Thomsonin rusinakakkumallissa positiivisesti varautuneen hyytelömäisen aineen sisällä on negatiivisia elektroneja kuin rusinat kakussa. Rutherford pommitti
+ 3 ATOMIN MALLI 3.1 Varhaiset atomimallit (1/3) Thomsonin rusinakakkumallissa positiivisesti varautuneen hyytelömäisen aineen sisällä on negatiivisia elektroneja kuin rusinat kakussa. Rutherford pommitti
testo 831 Käyttöohje
 testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN
 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN 6.08.2019 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN Tässä on ensiluokkainen TIG-hitsausratkaisu, jossa
MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN 6.08.2019 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN Tässä on ensiluokkainen TIG-hitsausratkaisu, jossa
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Lego Mindstorms NXT. OPH oppimisympäristöjen kehittämishanke 2011-2013. (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1
 2012 Oppimiskeskus Innokas! All Rights Reserved 1") Lego Mindstorms NXT OPH oppimisympäristöjen kehittämishanke 2011-2013 (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1 Anturi- ja moottoriportit A B C 1 2 3 4 (C) 2012 Oppimiskeskus Innokas! All Rights
Lego Mindstorms NXT OPH oppimisympäristöjen kehittämishanke 2011-2013 (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1 Anturi- ja moottoriportit A B C 1 2 3 4 (C) 2012 Oppimiskeskus Innokas! All Rights
Wien R-J /home/heikki/cele2008_2010/musta_kappale_approksimaatio Wed Mar 13 15:33:
 1.2 T=12000 K 10 2 T=12000 K 1.0 Wien R-J 10 0 Wien R-J B λ (10 15 W/m 3 /sterad) 0.8 0.6 0.4 B λ (10 15 W/m 3 /sterad) 10-2 10-4 10-6 10-8 0.2 10-10 0.0 0 200 400 600 800 1000 nm 10-12 10 0 10 1 10 2
1.2 T=12000 K 10 2 T=12000 K 1.0 Wien R-J 10 0 Wien R-J B λ (10 15 W/m 3 /sterad) 0.8 0.6 0.4 B λ (10 15 W/m 3 /sterad) 10-2 10-4 10-6 10-8 0.2 10-10 0.0 0 200 400 600 800 1000 nm 10-12 10 0 10 1 10 2
Kvantittuminen. E = hf f on säteilyn taajuus h on Planckin vakio h = 6, Js = 4, evs. Planckin kvanttihypoteesi
 Kvantittuminen Planckin kvanttihypoteesi Kappale vastaanottaa ja luovuttaa säteilyä vain tietyn suuruisina energia-annoksina eli kvantteina Kappaleen emittoima säteily ei ole jatkuvaa (kvantittuminen)
Kvantittuminen Planckin kvanttihypoteesi Kappale vastaanottaa ja luovuttaa säteilyä vain tietyn suuruisina energia-annoksina eli kvantteina Kappaleen emittoima säteily ei ole jatkuvaa (kvantittuminen)
KEMPPI K5 HITSAUSLAITTEET. Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE
 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
X8 MIG Guns TEHOA JA TARKKUUTTA
 X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Integrointialgoritmit molekyylidynamiikassa
 Integrointialgoritmit molekyylidynamiikassa Markus Ovaska 28.11.2008 Esitelmän kulku MD-simulaatiot yleisesti Integrointialgoritmit: mitä integroidaan ja miten? Esimerkkejä eri algoritmeista Hyvän algoritmin
Integrointialgoritmit molekyylidynamiikassa Markus Ovaska 28.11.2008 Esitelmän kulku MD-simulaatiot yleisesti Integrointialgoritmit: mitä integroidaan ja miten? Esimerkkejä eri algoritmeista Hyvän algoritmin
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää
 Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Laser LAX 300 G. Käyttöohje
 Laser LAX 300 G fi Käyttöohje A1 4 3 2a 1a 2b 8 4 5 9 1b 6 7 A2 A3 11 10 A4 A5 A6 L1 ± 0,3 mm/m ± 23/64 A7 L1 ± 0,3 mm/m ± 23/64 L2 ± 1/4 ± 0,2 mm/m B1 B2 90 C1 C2 C3 C4 X1 X2 X3 5m 5m S = 5m X X S =
Laser LAX 300 G fi Käyttöohje A1 4 3 2a 1a 2b 8 4 5 9 1b 6 7 A2 A3 11 10 A4 A5 A6 L1 ± 0,3 mm/m ± 23/64 A7 L1 ± 0,3 mm/m ± 23/64 L2 ± 1/4 ± 0,2 mm/m B1 B2 90 C1 C2 C3 C4 X1 X2 X3 5m 5m S = 5m X X S =
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen osat Lämpötilan
1 PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen osat Lämpötilan
Lasermerkkauslaite Arctic Steel and Mining (ASM) tutkimusryhmään
 tutkimusryhmään") Lumen 1/2016 ARTIKKELI Lasermerkkauslaite Arctic Steel and Mining (ASM) tutkimusryhmään Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel and Mining (ASM), Lapin ammattikorkeakoulu
Lumen 1/2016 ARTIKKELI Lasermerkkauslaite Arctic Steel and Mining (ASM) tutkimusryhmään Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel and Mining (ASM), Lapin ammattikorkeakoulu
Robottien aikakausi. Puhtausalan kehityspäivät Jussi Ruisniemi Diversey Suomi Oy. Presented by Diversey
 Robottien aikakausi Puhtausalan kehityspäivät 19.10. 21.10.2017 Jussi Ruisniemi Diversey Suomi Oy Presented by Diversey Aiheet 01 Robottien kehitys 02 Robottien tulevaisuus Robotiikka puhtausalalla Kokemuksia
Robottien aikakausi Puhtausalan kehityspäivät 19.10. 21.10.2017 Jussi Ruisniemi Diversey Suomi Oy Presented by Diversey Aiheet 01 Robottien kehitys 02 Robottien tulevaisuus Robotiikka puhtausalalla Kokemuksia
Monipuolista hienomekaniikkaa. Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI Järvenpää. Tel (0)
") Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT
 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
KEMPPI K5 HITSAUSLAITTEET. MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
S11-09 Control System for an. Autonomous Household Robot Platform
 S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
Kuten aaltoliikkeen heijastuminen, niin myös taittuminen voidaan selittää Huygensin periaatteen avulla.
 FYS 103 / K3 SNELLIN LAKI Työssä tutkitaan monokromaattisen valon taittumista ja todennetaan Snellin laki. Lisäksi määritetään kokonaisheijastuksen rajakulmia ja aineiden taitekertoimia. 1. Teoriaa Huygensin
FYS 103 / K3 SNELLIN LAKI Työssä tutkitaan monokromaattisen valon taittumista ja todennetaan Snellin laki. Lisäksi määritetään kokonaisheijastuksen rajakulmia ja aineiden taitekertoimia. 1. Teoriaa Huygensin
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Laser- ja hybridihitsauksen käyttökohteet. TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy
 Laser- ja hybridihitsauksen käyttökohteet TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy LASER- JA HYBRIDIHITSAUKSEN KÄYTTÖKOHTEET Sisältö 1. Työstölaserin
Laser- ja hybridihitsauksen käyttökohteet TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy LASER- JA HYBRIDIHITSAUKSEN KÄYTTÖKOHTEET Sisältö 1. Työstölaserin
Työturvallisuus fysiikan laboratoriossa
 Työturvallisuus fysiikan laboratoriossa Haarto & Karhunen Tulipalo- ja rajähdysvaara Tulta saa käyttää vain jos sitä tarvitaan Lämpöä kehittäviä laitteita ei saa peittää Helposti haihtuvia nesteitä käsitellään
Työturvallisuus fysiikan laboratoriossa Haarto & Karhunen Tulipalo- ja rajähdysvaara Tulta saa käyttää vain jos sitä tarvitaan Lämpöä kehittäviä laitteita ei saa peittää Helposti haihtuvia nesteitä käsitellään
LIITE 2. ALTISTUMISRAJA-ARVOT OPTISELLE SÄTEILYLLE
 MUISTIO 1137121 v. 1 1(17) 12.06.2017 2388/2017 LIITE 2. ALTISTUMISRAJA-ARVOT OPTISELLE SÄTEILYLLE 1. Epäkoherentti optinen säteily Biofysikaalisesti merkittävät optisen säteilyn altistumisraja-arvot määritellään
MUISTIO 1137121 v. 1 1(17) 12.06.2017 2388/2017 LIITE 2. ALTISTUMISRAJA-ARVOT OPTISELLE SÄTEILYLLE 1. Epäkoherentti optinen säteily Biofysikaalisesti merkittävät optisen säteilyn altistumisraja-arvot määritellään
AUTOMAATTINEN LASER-VAAIITUSLAITE. Malli: ALL-100 www.nomenta.com
 AUTOMAATTINEN LASER-VAAIITUSLAITE Malli: ALL-100 www.nomenta.com FI Turvaohjeet Alla olevien ohjeiden noudattamatta jättäminen saattaa aiheuttaa omaisuus- tai henkilövahingon. Lue ja omaksu kaikki ohjeet
AUTOMAATTINEN LASER-VAAIITUSLAITE Malli: ALL-100 www.nomenta.com FI Turvaohjeet Alla olevien ohjeiden noudattamatta jättäminen saattaa aiheuttaa omaisuus- tai henkilövahingon. Lue ja omaksu kaikki ohjeet
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA. Kemppi K5 Hitsauslaitteet. KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta
 KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
Kokeellisen työskentelyn ohjeet Kalevan lukion kemian luokassa
 Kokeellisen työskentelyn ohjeet Kalevan lukion kemian luokassa 1 TURVALLINEN TYÖSKENTELY Turvallinen työskentely on keskeinen osa kemian osaamista. Kokeellisissa töissä noudatetaan kemikaali, jäte ja työturvallisuuslainsäädäntöä.
Kokeellisen työskentelyn ohjeet Kalevan lukion kemian luokassa 1 TURVALLINEN TYÖSKENTELY Turvallinen työskentely on keskeinen osa kemian osaamista. Kokeellisissa töissä noudatetaan kemikaali, jäte ja työturvallisuuslainsäädäntöä.
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
DELTA+ 90 XFA / DELTA 90 SFA HITSAUS- JA HENGITYSSUOJAUSTA SUOJAKYPÄRÄÄ VAATIVISSA KOHTEISSA
 DELTA+ 90 XFA / DELTA 90 SFA HITSAUS- JA HENGITYSSUOJAUSTA SUOJAKYPÄRÄÄ VAATIVISSA KOHTEISSA 26.07.2019 DELTA+ 90 XFA / DELTA 90 SFA HITSAUS- JA HENGITYSSUOJAUSTA SUOJAKYPÄRÄÄ VAATIVISSA KOHTEISSA Delta
DELTA+ 90 XFA / DELTA 90 SFA HITSAUS- JA HENGITYSSUOJAUSTA SUOJAKYPÄRÄÄ VAATIVISSA KOHTEISSA 26.07.2019 DELTA+ 90 XFA / DELTA 90 SFA HITSAUS- JA HENGITYSSUOJAUSTA SUOJAKYPÄRÄÄ VAATIVISSA KOHTEISSA Delta
KEMPPI K5 HITSAUSLAITTEET. MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN
 KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
Infrapunaspektroskopia
 ultravioletti näkyvä valo Infrapunaspektroskopia IHMISEN JA ELINYMPÄ- RISTÖN KEMIAA, KE2 Kertausta sähkömagneettisesta säteilystä Sekä IR-spektroskopia että NMR-spektroskopia käyttävät sähkömagneettista
ultravioletti näkyvä valo Infrapunaspektroskopia IHMISEN JA ELINYMPÄ- RISTÖN KEMIAA, KE2 Kertausta sähkömagneettisesta säteilystä Sekä IR-spektroskopia että NMR-spektroskopia käyttävät sähkömagneettista
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Luku 1. Johdanto 1.1. LMC 400. 1.2. Käyttötarkoitus
 LMC 400 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 400 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
LMC 400 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 400 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU
 MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU 18.06.2019 MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU MinarcMig Evo -hitsauslaitteissa suuri hitsausteho ja laatu yhdistyvät poikkeuksellisella
MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU 18.06.2019 MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU MinarcMig Evo -hitsauslaitteissa suuri hitsausteho ja laatu yhdistyvät poikkeuksellisella
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200, Mahtavaa energiatehokkuutta ja kannettavaa mukavuutta MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 09.08.2016 1(7) MinarcMig Evo
MinarcMig Evo 200, Mahtavaa energiatehokkuutta ja kannettavaa mukavuutta MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 09.08.2016 1(7) MinarcMig Evo
FlyMarker PRO merkintälaite. Mark like a Professional
 FlyMarker PRO merkintälaite Mark like a Professional Mark like a Professional FlyMarker PRO Mobile Kannettavan FlyMarker PRO merkintälaitteen avulla suurten, raskaiden ja vaikeasti liikuteltavien kappaleiden
FlyMarker PRO merkintälaite Mark like a Professional Mark like a Professional FlyMarker PRO Mobile Kannettavan FlyMarker PRO merkintälaitteen avulla suurten, raskaiden ja vaikeasti liikuteltavien kappaleiden
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power Pro 205 Power Pro 256 ESITTELY Power Pro sarjan hitsauskoneiden valmistuksessa käytetään nykyaikaista invertteri tekniikka. Koneet ovat monitoimi laitteita joilla voidaan hitsata
KÄYTTÖ-OHJE EVERLAST Power Pro 205 Power Pro 256 ESITTELY Power Pro sarjan hitsauskoneiden valmistuksessa käytetään nykyaikaista invertteri tekniikka. Koneet ovat monitoimi laitteita joilla voidaan hitsata
Teollisuuden tulostaja. Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla
 1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
Kuinka selität NANOTEKNIIKKA?
 Kuinka selität mitä on NANOTEKNIIKKA? Kai muistat, että kaikki muodostuu atomeista? Kivi, kynä, videopeli, televisio ja koira koostuvat kaikki atomeista, ja niin myös sinä itse. Atomeista muodostuu molekyylejä
Kuinka selität mitä on NANOTEKNIIKKA? Kai muistat, että kaikki muodostuu atomeista? Kivi, kynä, videopeli, televisio ja koira koostuvat kaikki atomeista, ja niin myös sinä itse. Atomeista muodostuu molekyylejä
LaserTec Parempaa listoituslaatua laserteknologian avulla
 LaserTec Parempaa listoituslaatua laserteknologian avulla Sebastian Tamminen Projecta Oy Listoitus LaserTec teknologialla 1. Liimattava pinta sulatetaan lasertecillä juuri ennen listan ja työkappaleen
LaserTec Parempaa listoituslaatua laserteknologian avulla Sebastian Tamminen Projecta Oy Listoitus LaserTec teknologialla 1. Liimattava pinta sulatetaan lasertecillä juuri ennen listan ja työkappaleen
Luku 14: Elektronispektroskopia. 2-atomiset molekyylit moniatomiset molekyylit Fluoresenssi ja fosforesenssi
 Luku 14: Elektronispektroskopia 2-atomiset molekyylit moniatomiset molekyylit Fluoresenssi ja fosforesenssi 1 2-atomisen molekyylin elektronitilan termisymbolia muodostettaessa tärkeä ominaisuus on elektronien
Luku 14: Elektronispektroskopia 2-atomiset molekyylit moniatomiset molekyylit Fluoresenssi ja fosforesenssi 1 2-atomisen molekyylin elektronitilan termisymbolia muodostettaessa tärkeä ominaisuus on elektronien
LASER APPLICATION LAL LABORATORY
 LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
LASERBOY LASER- OSAAMISTA VUODESTA 1989
 LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
VALMISKAAPELITUOTTEET
 VALMISKAAPELITUOTTEET Kuitu kotiin Laajakaistaverkot Orbis Oy - Valmiskaapelituotteet 2015 1 Orbiksen osaaminen Orbiksella on yli 25 vuoden kokemus valokuitutuotteiden valmistamisesta ja tuotteitamme käyttävät
VALMISKAAPELITUOTTEET Kuitu kotiin Laajakaistaverkot Orbis Oy - Valmiskaapelituotteet 2015 1 Orbiksen osaaminen Orbiksella on yli 25 vuoden kokemus valokuitutuotteiden valmistamisesta ja tuotteitamme käyttävät
KEMPPI K3 HITSAUSLAITTEET. Master S 400
 KEMPPI K3 HITSAUSLAITTEET Master S 400 5.12.2018 Master S 400 TEHOKAS, KANNETTAVA JA HELPPOKÄYTTÖINEN PUIKKOHITSAUSLAITE TEOLLISIIN SOVELLUKSIIN Master S 400 on suunniteltu suorituskykyä vaativaan puikkohitsaukseen.
KEMPPI K3 HITSAUSLAITTEET Master S 400 5.12.2018 Master S 400 TEHOKAS, KANNETTAVA JA HELPPOKÄYTTÖINEN PUIKKOHITSAUSLAITE TEOLLISIIN SOVELLUKSIIN Master S 400 on suunniteltu suorituskykyä vaativaan puikkohitsaukseen.
ECOMATION. environment in mind ECOMATION - TUOTTEITA JA RATKAISUJA NYKYAIKAISILLE KULLANKAIVAJILLE. Recycling Technologies
 ECOMATION environment in mind Recycling Technologies ECOMATION - TUOTTEITA JA RATKAISUJA NYKYAIKAISILLE KULLANKAIVAJILLE YRITYS Ecomation Oy suunnittelee ja toimittaa asiakkailleen koneita, laitteistoja,
ECOMATION environment in mind Recycling Technologies ECOMATION - TUOTTEITA JA RATKAISUJA NYKYAIKAISILLE KULLANKAIVAJILLE YRITYS Ecomation Oy suunnittelee ja toimittaa asiakkailleen koneita, laitteistoja,
KEMPPI K3 HITSAUSLAITTEET. Master S 400
 KEMPPI K3 HITSAUSLAITTEET Master S 400 10.04.2019 Master S 400 TEHOKAS, KANNETTAVA JA HELPPOKÄYTTÖINEN PUIKKOHITSAUSLAITE TEOLLISIIN SOVELLUKSIIN Master S 400 on suunniteltu suorituskykyä vaativaan puikkohitsaukseen.
KEMPPI K3 HITSAUSLAITTEET Master S 400 10.04.2019 Master S 400 TEHOKAS, KANNETTAVA JA HELPPOKÄYTTÖINEN PUIKKOHITSAUSLAITE TEOLLISIIN SOVELLUKSIIN Master S 400 on suunniteltu suorituskykyä vaativaan puikkohitsaukseen.
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
KEMPPI K5 HITSAUSLAITTEET. Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA
 KEMPPI K5 HITSAUSLAITTEET Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA 22.12.2018 Master MLS 3500 KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA
KEMPPI K5 HITSAUSLAITTEET Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA 22.12.2018 Master MLS 3500 KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA
KEMPPI K5 HITSAUSLAITTEET. Minarc Evo 180 ERITTÄIN PIENIKOKOINEN
 KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Hitsauksen konenäköpohjainen. laadunvarmistus konepajasovelluksissa. TkT IWE KTM Anna Fellman / Weldcon (tmi)
") Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS
 MASINA loppuseminaari 14.5.2008 Tampere talo Timo Malm VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS PUOLIAUTOMAATIORATKAISUT IHMINEN KONE JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006 12/2007 Resurssit: n. 39 htkk;
MASINA loppuseminaari 14.5.2008 Tampere talo Timo Malm VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS PUOLIAUTOMAATIORATKAISUT IHMINEN KONE JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006 12/2007 Resurssit: n. 39 htkk;
M{ZD{ CX _14R1_MAZ_CX5_V2_COVERS.indd /02/ :50:14
 M{ZD{ CX-5 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 5 2 4 3 18 19 SKYACTIV TECHNOLOGY 20 21 6 1 7 5 2 3 4 8 22 23 TURVALLISIN PAIKKA MAANTIELLÄ Jokainen valmistamamme Mazda sisältää laajan valikoiman älykkäitä
M{ZD{ CX-5 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 5 2 4 3 18 19 SKYACTIV TECHNOLOGY 20 21 6 1 7 5 2 3 4 8 22 23 TURVALLISIN PAIKKA MAANTIELLÄ Jokainen valmistamamme Mazda sisältää laajan valikoiman älykkäitä
Käsityksemme työstä ja sen sisällöstä tulevat muuttumaan radikaalisti lähivuosina!
 Roboedu Käsityksemme työstä ja sen sisällöstä tulevat muuttumaan radikaalisti lähivuosina! Käsityksemme työstä ja sen sisällöstä tulevat muuttumaan radikaalisti lähivuosina Robot therapist hits the right
Roboedu Käsityksemme työstä ja sen sisällöstä tulevat muuttumaan radikaalisti lähivuosina! Käsityksemme työstä ja sen sisällöstä tulevat muuttumaan radikaalisti lähivuosina Robot therapist hits the right