Janne Piippo TERÄSRAESINKOUKSEN INTENSITEETIN VAIKUTUS VALURAUTAKAPPALEEN PINTAJÄNNITYSPROFIILIIN
|
|
|
- Kirsi Härkönen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Janne Piippo TERÄSRAESINKOUKSEN INTENSITEETIN VAIKUTUS VALURAUTAKAPPALEEN PINTAJÄNNITYSPROFIILIIN Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Tekniikan ylempi ammattikorkeakoulututkinto Teknologiaosaamisen johtaminen koulutusohjelma Joulukuu 2007

2 KESKI-POHJANMAAN AMMATTIKORKEAKOULU Teknologiaosaamisen johtaminen - koulutusohjelma TIIVISTELMÄ Työntekijä: Työn nimi: Janne Piippo Teräsraesinkouksen intensiteetin vaikutus valurautakappaleen pintajännitysprofiiliin Päivämäärä: Sivumäärä liitettä Työn ohjaajat: DI Sakari Pisilä, DI Tommy Rönnskog, KTL Pekka Nokso-Koivisto Tässä opinnäytetyössä tutkittiin valurautakappaleelle suoritettavan teräsraesinkouksen intensiteetin ja kappaleeseen sinkouksessa syntyvän jäännösjännitystilan jännitysprofiilin välistä yhteyttä. Kirjallisuusosiossa tutustuttiin valurautaan materiaalina, materiaalien väsymislujuuteen, jäännösjännityksiin, sinkoukseen pintakäsittelymenetelmänä sekä jäännösjännitysten mittausmenetelmiin. Kokeellisessa osiossa tutkittiin eri ripustusmenetelmien vaikutusta kappaleiden puhdistustuloksiin riippuratasinkouksessa. Lisäksi mitattiin sinkouksen intensiteettiarvoja kappaleen pinnalta ns. Almen-menetelmällä eri sinkousajoilla. Yhdestä singotusta kappaleesta suoritettiin jäännösjännitysten mittaus. Näiden jäännösjännitysten mittaustulosten sekä Almen-menetelmällä mitattujen intesiteettiarvojen pohjalta arvioitiin jäännösjännitystilan ja kappaleen kokeman sinkousintensiteetin välistä yhteyttä. Sinkous aiheuttaa käsiteltävän kappaleen pintaan voimakkaan puristusjännitystilan. Koko kappaleen pinta on puristusjännityksen alainen sinkouksen jälkeen. Tässä tutkimuksessa suoritetuilla mittauksilla ei pystytty luomaan sinkousintensiteetin ja puristusjännitystilan välille luotettavaa yhteyttä. Jäännösjännitysmittausten tulosten luotettava soveltaminen käytännön väsymislujuuslaskentaan edellyttää väsytyskokeita, joiden suorittamista ei sisällytetty tähän opinnäytetyöhön. Avainsanat: teräsraesinkous, almen-arvo, intensiteetti, pintajännitysprofiili

3 CENTRAL OSTROBOTHNIA UNIVERSITY OF APPLIED SCIENSES Master s Degree for Technology Competence Management ABSTRACT Author: Name of thesis: Date: Janne Piippo Influence of shot blasting intensity to residual stress profile of iron casting Pages Appendices Supervisors : Sakari Pisilä, Tommy Rönnskog, Pekka Nokso-Koivisto An association between compressive residual stress and intensity of shot blasting was investigated in this thesis using nodular cast iron test specimen. In the literal part was acquainted with cast iron as constructional material, fatique strength, residual stresses, shot blasting as surface treatment method and also measurement methods of residual stresses. In the experimental part of this thesis was investigated the influence of hanging method to degree of treatment when using runway-type shot blasting machine. Also the intensity of shot blasting was to be measured using Almen-method and different blasting times. Residual stress measurment using magnetic method was performed to one test specimen. An association between achieved compressive residual stress and used intensity of shot blasting was estimated using these measurement results. Shot blasting causes compressive residual stress to the suface of the part to be processed. The whole surface area of blasted part is under compressive residual stress after shot blasting treatment. An reliable association between compressive residual stress and intensity of shot blasting was not possible to create based on the results of this thesis. Application of achieved residual stress measurement results to fatique life calculation requires further investigations, e.g. fatigue testing of test specimens which are pre-stressed by shot blasting. This kind of investigations were not included to this thesis. Key words: shot blasting, Almen arc height, intensity, profile of residual stress

4 SISÄLTÖ ESIPUHE 1 JOHDANTO TUTKIMUSEN TAUSTATEKIJÖISTÄ SINKOPUHDISTUS MENETELMÄN MÄÄRITTELY SINKOPUHDISTUSKONEET SINKOPUHDISTUSKONEEN OSAKOKONAISUUDET VALURAUDAT KONSTRUKTIOMATERIAALINA HARMAARAUDAT, ELI SUOMUGRAFIITTIRAUDAT PALLOGRAFITTIRAUDAT, ELI SG-RAUDAT TYLPPÄGRAFIITTIRAUDAT ADUSOIDUT VALURAUDAT, ELI TEMPERRAUDAT VALKOISET VALURAUDAT VALURAUDAN GRAFIITTIRAKENNE MATERIAALIN VÄSYMINEN JÄÄNNÖSJÄNNITYKSET JÄÄNNÖSJÄNNITYSTEN VAIKUTUS VÄSYMISKESTÄVYYTEEN JÄÄNNÖSJÄNNITYSTEN MITTAAMINEN SINKOUKSEN INTENSITEETTI JA SEN MITTAAMINEN LÄHTÖKOHDAT JA ESITUTKIMUKSET MAALATTUJEN KAPPALEIDEN SINKOUS KÄYTTÄEN KORIRIPUSTUSTA MAALATTUJEN KAPPALEIDEN SINKOUS KÄYTTÄEN RIPUSTUSTA KUUSEEN PUHDISTUSTULOSTEN ARVIOINTI ALMEN - KOEKAPPALE ALMEN-LIUSKOILLA VARUSTETUN KAPPALEEN SINKOUS JÄÄNNÖSJÄNNITYSMITTAUKSET JÄNNITYSTULOKSISTA YHTEENVETO JA JOHTOPÄÄTÖKSET LÄHTEET LIITTEET... 85

5 ESIPUHE Tämän opinnäytetyön on tilannut Pietarsaaressa toimiva, kansainväliseen Componenta-konserniin kuuluva konepajayhtiö Componenta Pistons Oy. Työ on tehty Keski-Pohjanmaan ammattikorkeakoulun valvonnassa. Työn tarkoituksena oli tehdä Componenta Pistons Oy:lle tutkimus, jossa selvitettiin teräsraesinkouksen intensiteetin yhteyttä valukappaleen pinnalla olevaan jäännösjännitysprofiiliin. Sakari Pisilälle, Tommy Rönnskogille, Matti Rouskulle, kaikille yhteistyötahoille ja tutkimustyön toteuttamiseen osallistuneille yrityksille esitän parhaat kiitokseni saamastani opastuksesta ja tuesta tehdessäni tätä opinnäytetyötä. Lisäksi haluan lausua erityisen kiitokseni perheelleni Katriinalle, Hanna- Maijalle, Henna-Marialle, Juho-Mikolle, Mika-Pekalle ja Miika-Matille siitä ymmärtämyksestä ja kärsivällisyydestä jota he ovat minua ja tekemääni työtä kohtaan osoittaneet Kokkolassa 18.joulukuuta 2007 Janne Piippo

6 1 1 JOHDANTO Mäntä on keskinopean meridieselmoottorin strateginen osa, jonka lujuus- ja laatuvaatimukset ovat erittäin korkeat. Valmistettavien tuotteiden laatu varmistetaan osaavan henkilökunnan, huippulaatuisten työstökoneiden, kattavan geomerian mittauksen ja monitahoisen materiaalitutkimuksen avulla. Valmiiden tuotteiden on täytettävä niille asetetut korkeat laatu- ja käyttöikävaatimukset niin laskennallisesti kuin käytännössäkin. Alati koveneva moottorivalmistajien välinen kilpailu pakottaa etsimään uusia, entistä kestävämpiä ratkaisuja. Syynä tähän ovat sekä kiristyvät ympäristömääräykset että suurempien konetehojen tavoittelu. Männän helmaosan valmistamiseen käytettävän rautavalun, eikä valmiissa tuotteessa olevien valutilaisten pintojen pintajännitysprofiilia ei ole aikaisemmin mitattu. Tästä syystä väsymislujuuteen positiivisesti vaikuttavan pintajännityksen tuomaa etua ei ole voitu väsymismitoituksessa täysimääräisesti hyödyntää. Tämän opinnäytetyön tarkoituksena on tutkia sinkouksen intensiteetin ja pintajännitystilan välistä yhteyttä. Tutukimuksen tavoitteena on selvittää, voidaanko sinkouksessa syntyvän pintajännityksen määrää ja profiilia päätellä kappaleeseen kohdistuneen sinkousintensiteetin perusteella. Lisäksi tarkoituksena on mittauksilla määrittää, onko singotun valukappaleen pintajännitys sellaisella tasolla, että sen tuomaa lujuusteknistä etua voidaan hyödyntää kappaleen suunnitelussa ja näin menetellen mahdollisesti päästä entistä kevyempiin ja väsymislujuudeltaan parempiin tuotteisiin.

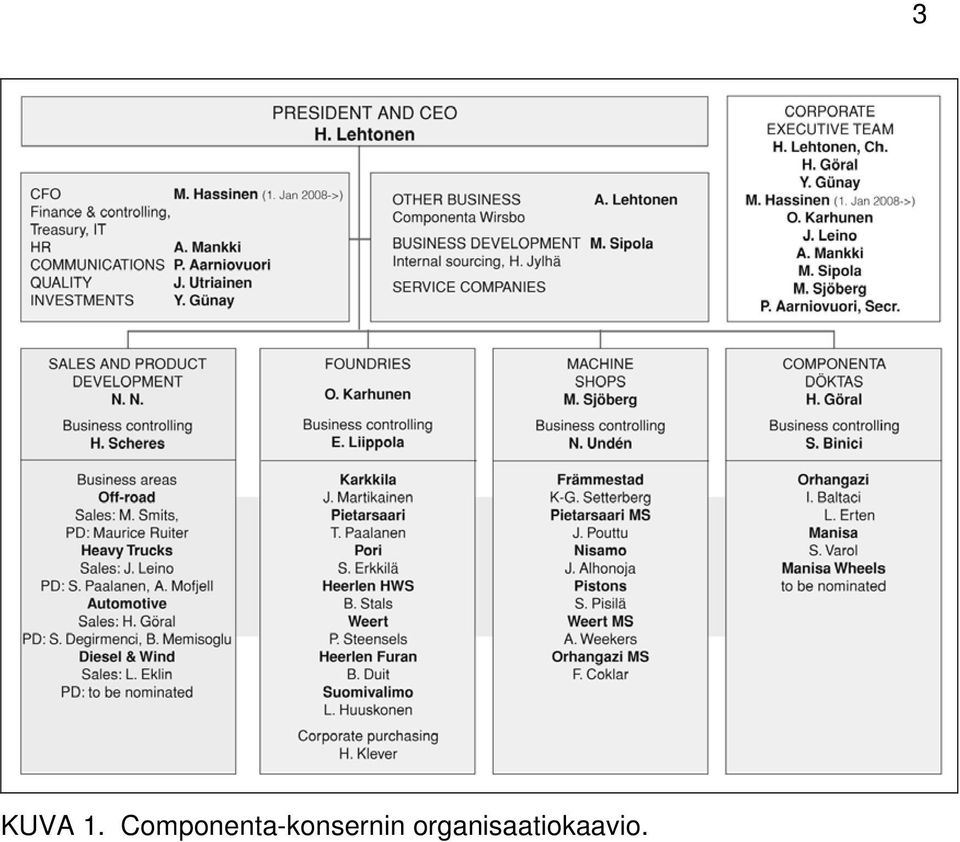
7 2 Componenta-konsernista Componenta on kansainvälisesti toimiva metalliteollisuuden konserni, jonka tuotantolaitokset sijaitsevat Suomessa, Hollannissa, Ruotsissa ja Turkissa. Componenta toimittaa valettuja, koneistettuja ja pintakäsiteltyjä asennusvalmiita komponentteja ja niistä koostuvia kokonaisratkaisuja asiakkailleen, jotka ovat raskaan ajoneuvoteollisuuden, työkone- ja koneenrakennusteollisuuden sekä energia- ja voimansiirtoteollisuuden yrityksiä. Konsernin liikevaihto on 552 miljoonaa euroa ja henkilöstön määrä on Componentan osakkeet noteerataan Helsingin pörssin listalla. Konserniin kuuluva, Pietarsaarelainen Componenta Pistons Oy suunnittelee, valmistaa ja markkinoi isoja dieselmoottoreiden mäntiä laivaja voimalaitoskäyttöön. Componenta Pistonsin palveluksessa on tällä hetkellä 41 henkilöä. Kuvassa 1 on esitetty Componenta-konsernin organisaatiokaavio. Pistons Oy:n voit löytää konepajadivisioonasta, joka on kuvassa kolmas sarake vasemmalta.

8 KUVA 1. Componenta-konsernin organisaatiokaavio. 3
9 4 2. TUTKIMUSEN TAUSTATEKIJÖISTÄ On todettu, että kuulapommituksen tai teräsraesinkouksen intensiteetin ja käsiteltävän kappaleen pintaan muodostuvan jännityksen jännitysprofiilin välillä vallitsee jonkinlainen yhteys. Aikaisempien tutkimusten tulosten perusteella ei voida varmuudella sanoa, onko tämä yhteys sellainen, että intensiteettiä mittaamalla voidaan määrittää myös kappaleen pintajännitysprofiili tai edes jäännösjännitys kappaleen pinnalla? Tämän opinnäytetyön tutkimusongelma voidaan esittää kysymyksenä : Onko teräsraesinkouksen intensiteetin ja valurautakappaleen pintajännitystilan ja pintajännityksen jännitysprofiilin välillä olemassa jonkinlainen yhteys? Aikaisempien tutkimusten perusteella (Herzog R, Zinn W, Scholtes B, Wohlfahrt H 1996) voidaan päätellä teräsraesinkousksen prosessina olevan sellainen, että yksinkertaista ja yksiselitteistä riippuvuussuhdetta Almenmenetelmälllä mitattavan sinkouksen intensiteetin ja sinkouksen jälkeen mitattavan jäännösjännityksen välille ei voida muodostaa. Ei edes siinä tapauksessa, että rajoituttaisiin tarkastelemaan vain yhtä materiaalia. Tämä johtuu siitä, että sinkouksesta johtuva jäännösjännitysjakauma on riippuvainen hyvin monesta eri tekijästä (Prewey 1990,1). Näitä tekijöitä, joita ja joiden vaikutusta on lähes tai täysin mahdonta ennustaa ja hallita ovat mm. rakeen halkaisijajakauma, raemateriaalin koostumus (roskat, pöly, yms.), rakeiden kovuus ja nopeus, kappaleen asento ripustuksessa, kappaleen pinnankarheus ja pintakovuus Edellämainittujen seikkojen vuoksi tämä tutkimus on rajattu koskemaan vain pallografiittivaluraudasta (GJS 700) valmistettua männän helmaosan valua (320A25), tiettyä ripustusmenetelmää ja Componenta Karkkilan BMDriippuratasinkoa. Tutkimuksessa on tarkoitus tutkia, onko singottavan kappaleen pinnan jäännösjännityksen ja sinkouksen intensiteetin välinen riippuvuus sellainen, että sinkouksen aikaansaamaa pintajännitystä voidaan jatkossa seurata vain sinkousintensiteettiä pistokokein mittaamalla.

10 5 Tarkoitus on myös, että tämän tutkimuksen tuloksia hyödyntämällä Componenta Karkkilalle voitaisiin laatia Componenta Pistonsin valujen sinkousta koskevat laatuohjeet, jotka antavat selkeät toimintaohjeet kappaleiden sinkoamiseksi. Nämä ohjeet voivat sisältää esimerkiksi ohjeistuksen koskien mm. ripustusta, kappaleen käsittelyä, singon parametreja ja sinkoustuloksen silmämääräistä tarkastamista. Näiden laatuohjeiden laatimista ei sisällytetty tähän opinnäytetyöhön. Laadittavien laatuohjeiden tarkoituksena on saada aikaan Componenta Pistonsin valuille yhtenevä ja laadukas sinkouskäsittely. Tämä tarkoittaa mm. sitä, että ripustus tehdään aina samalla tavalla ja sinkouksessa käytetään aina samoja parametreja. Ohjeiden tavoitteena on lisäksi sinkousprosessin nopeutuminen sekä tuottavuuden ja laadun parantuminen.

11 6 3 SINKOPUHDISTUS 3.1 Menetelmän määrittely Sinkopuhdistus on nopea, tehokas ja taloudellinen puhdistusmenetelmä, jota käytetään valukappaleiden, muototankojen, teräslevyjen sekä hitsattujen monimuotoisten teräskappaleiden puhdistamiseen kiinteissä pintakäsittelylaitoksissa. Tunnetusti nopein ja tehokkain teräsmateriaalien suihkupuhdistusmenetelmä on teräshiekalla tapahtuva sinkopuhdistus. Tässä menetelmässä puhdistusmateriaali singotaan nopeasti pyörivän sinko- eli siipipyörän avulla päin puhdistettavaa pintaa, jolloin ruoste, valssihilse tai vanha maali irtoavat. Kuvassa 2 on esitetty sinkouskoneen toimintaperiaate. Sinkopuhdistuksella saavuteaan helposti ruosteenpoistoasteet Sa 2 1/2 ja Sa 3. (Teräspintojen ruosteenpoiston huolellisuus ilmoitetaan puhdistusasteen avulla (Sa1, Sa2,5, Sa3, St2, St3)). Puhallusmateriaalina voidaan käyttää särmikästä tai pyöreää teräsraetta (myös ruostumattomana) ja lankakatkoa. Saavutettavaa puhdistuasastetta säädellään muuttamalla kuljetusradan nopeutta tai sinkopyörien pyörimisnopeutta. Puhdistuksessa saavutettavan pinnan karheus riippuu monista seikoista. Siihen vaikuttat rakenneaine ja sen ruostumisaste. Mitä ruostuneempaa rakenneaine on, sitä karheampi pinta saadaan puhdistuksen jälkeen. Myös käytetty raemateriaali vaikuttaa puhidstettavan pinnan laatuun. Toiset rakeet työstävät hellävaraisemmin ja aikaansaavat erilaisen profiilin kuin toiset. Pyöreitä rakeita käytettäessä syntyy loivia, aaltomaisia muotoja. Särmikkäät rakeet aiheuttavat jyrkkäprofiilisemman pinnan. Myös raesuihkun suunta ja nopeus sekä suihkutusaika vaikuttavat pinnan karheuteen (Ihalainen, Aaltonen, Aromäki, Sihvonen 1996.)

12 7 KUVA 2. Sinkopuhdistuskoneen toimintaperiaate (Ihalainen ym.1996,409). Rakeiden sisääntulo on siipipyörän keskeltä. 3.2 Sinkopuhdistuskoneet Sinkopuhdistuskoneet voidaan jakaa kahteen ryhmään. Ensimäiseen pääryhmään kuuluvat ne koneet, joilla puhdistetaan teräsmateriaaleja: muototeräksiä, levyjä, putkia jne. Toiseen ryhmään kuuluvat ne sinkopuhdistuskoneet, joilla pystytään puhdistamaan myös valmiiksi hitsattuja teräsrakenteita ja isompia valukappaleita. Nämä eri ryhmien sinkopuhdistuskoneet poikkeavat toisistaan ainoastaan kokonsa, sinkopyörien lukumäärän ja mahdollisesti kuljetinlaitteistojensa osalta, joten tämän vuoksi voidaankin puhua sinkopuhdistuskoneista yhtenä kokonaisuutena.

13 8 3.3 Sinkopuhdistuskoneen osakokonaisuudet Tavanomaisissa sinkopuhdistuskoneissa on yleensä seuraavat osakokonaisuudet : suihkupuhdistuskammio, johon sinkopyörät on kiinnitetty eteistunnelit kammion molemmissa päissä kammion alla oleva kokoojasuppilo tai suppilot, joiden pohjassa on ruuvikuljetin kuppielevaattori, joita voi olla myös kaksi teräshiekan puhdistus- ja seulontaosa, alaosa muodostaa puskurivaraston kappaleen kuljetukseen tarvittava kuljetin käyttölaitteineen pölynsuodatin imureineen ja moottoreineen sekä hallintalaitteet, jotka on tavallisesti koottu yhteen pulpettiin Nmä osakokonaisuudet ovat pääpiirteissään kuvattu seuraavassa tekstissä. Sinkopuhdistuskammio Sinkopuhdistuskammio yhdessä sinkopyörien kanssa muodostaa sen osan sinkokonetta, jossa puhdistus tapahtuu. Kammio on levystä muototeräsrunkoon rakennettu laatikkomainen yksikkö, jonka seinät on sisäpuolelta suojattu kulutuslevyillä. Levyt ovat tavallisesti mangaaniterästä ja helposti irrotettavissa. Mangaaniterästä halvemman materiaalin käyttö kulutuslevynä tulee käytössä kalliimmaksi, sillä seiniin kohdistuu jatkuva teräshiekan hakkaava vaikutus, joka kuluttaa levyt nopeasti loppuun. Toisena vaihtoehtona voidaan käyttää kumivuorausta, mutta kumin käyttö on tapauskohtaista.

14 9 Kammion katossa ja seinissä on sijat sinkopyöriä varten. Kammion seinät voidaan konstruoida liikkuviksi, jolloin sinkopyörien etäisyyttä voidaan säätää optimaaliseksi puhdistettavaan kappaleeseen nähden. Kammion alaosa muodostaa kokoojasuppilon, jonka päällä voi olla ritilälattia. Puhdistuskammion sisäänmeno- ja ulostulopäähän kuuluvat eteistunnelit, jotka ovat niin ikään levyrakennetta. Eteistunneleista on liitäntä pölysuodattimen imukanaville, jotka poistavat puhdistuksessa syntyvän ruostepölyn. Puhdistuskammion ja eteistunneleiden välissä on kumiverho. Samanlainen kumiverho on myös sisäänmeno- ja ulostuloaukoissa. Tässä voidaan käyttää myös muunlaista verhoa, esim. riippuvia kettingin pätkiä, harjaksia, liuku- tai heiluriovia. Eteistunnelin tai ovien tarkoitus on estää teräshiekan kimpoileminen ulos puhdistuskammiosta. Ulostulopuolen eteistunnelissa voi olla myös harjauslaitteet, jotka harjaavat puhdistetun kappaleen pinnalle mahdollisesti jääneen teräshiekan. Vaikeimpien profiilimuotojen harjauksessa voidaan apuna käyttää paineilmasuihkuja. Puhdistettu kappale voidaan myös imuroida puhtaaksi. (Teräsrakenteiden sinkopuhdistus, 2007.) Sinkopyörät Sinkopyörä muodostuu yleensä kahdeksasta siivestä, jotka on kiinnitetty kahden sivulevyn väliin. Sivulevyjen halkaisija on noin 400 mm ja ne on valmistettu erikoisteräksestä ja karkaistu. Siivet ovat tasaiset ja kulutusta kestävästä terässeoksesta valmistettuja, karkaisun jälkeen niiden kovuus ylittää 60 HRC kovuuden. Siipien pintakovuutta voidaan verrata teräshiekan kovuuteen, joka tyypilleisesti saavuttaa arvot HRC, erikoistapauksissa jopa HRC. Siivet ovat helposti vaihdettavissa, sillä ne on kiinnitetty nopeasti irroitettavien lukitustappien avulla. Siipien kuluminen on ilmeistä, koska teräshiekan rakeet joutuvat liukumaan niitä myöten suurella nopudella.

15 10 Irtoamisnopeus pyritään pitämään vakiona, ja se on noin 63 m/s luokkaa. Teräshiekan syöttö tapahtuu sinkopyörän keskiöön loivaksi muotoillun syöttöputken kautta. Keskiöön kuuluu kahdeksanreikäinen lieriömäinen hiekankiihdytin, sekä kiinteä jakokappale, jossa on aukko. Hiekankiihdytin on jakokappaleen sisässä. Teräshiekka kulkee syöttökappaleesta hiekankiihdyttimeen ja edelleen kiihdyttimen aukkojen ja jakokappaleen aukon kautta siiville. Jakokappaleen asento määrää raesuihkun suunnan; tämän vuoksi jakokappaletta voidaan kääntää sinkopyörän ulkopuolelta käsin suihkun suuntausta suoritettaessa. Sinkopyörä on sijoitettu koteloon, joka on kiinnitetty puhdistuskammion kuoreen. Sinkopyörän kotelo on sisäpuolelta vuorattu vaihdettavin kulutusta kestävin levyin. Sinkopyörän sivulevy on pultein kiinni navassa, jossa on akseli. Akseli on laakeroitu erikoislaakerein, koska suuri pyörivä massa aiheuttaa värinää pyörän käydessä. Sinkopyörä on tasapainotettu ja tämän lisäksi siivet on tasapainotetut eri painoluokkiin painotoleranssin mukaan. (Teräsrakenteiden sinkopuhdistus, 2007.) Ruuvikuljettimet ja kuppielevaattori Pohjasuppilon alaosaan liittyy kouru, joka on kiinnitetty pultein suppilon alapintaan. Tässä kourussa on ruuvikuljetin, joka siirtää käytetyn puhdistusmateriaalin elevaattorin alapäähän. Elevaattorin kotelo on korkea torni, joka seisoo kaivannon pohjalla. Elevaattorin hihna on kudosvahvistettua kumia, johon kulutusta kestävästä teräksestä valmistetut kupit on kiinnitetty. Hihnan kiristys tapahtuu yläpäässä olevista säätöruuveista. (Teräsrakenteiden sinkopuhdistus, 2007.) Teräshiekan puhdistus ja varastointi Elevaattorin yläpäässä teräshiekka putoaa erityisen portaikon läpi varastosäiliöön. Portaikossa tapahtuu hiekan ilmahuuhtelu pölyn, valssihilseen, muiden kevyiden partikkelien ja liian pieniksi kuluneiden hiekkarakeiden poistamiseksi. Ilmahuuhteluun tarvittava ilmavirtaus

16 11 saadaan pölynsuodattimen imurista, joka on yhdistetty erottimeen. Ylisuurten partikkelien poistamiseksi teräshiekan seasta käytetään erilaisia seulontamenetelmiä. Varastosäiliöstä, joka toimii eräänlaisena puskurivarastona, johtaa venttiilillä ohjattu syöttöputki jokaiseen sinkopyörään. Teräshiekan syöttö Teräshiekan syöttöputkessa on hiekkaventtiili, joka säädetään kaksitoimisella paineilmasylinterillä. Sylinteri on yhdistetty ilmaletkulla solenoidilla varustettuun paineilmaventtiiliin. Hiekka syöttö aloitetaan kun rajakatkaisija ilmoitaa että kappale on saapunut sinkouskammioona ja heikkasyötön kesto sädetään hallintapulpetissa olevalla aikareleellä. Sinkopyörät pyörivät jatkuvasti, mutta teräshiekan syöttö alkaa vasta, kun työkappale tulee puhdistusalueelle. Portti sulkeutuu automaattisesti, kun työkappale on kulkenut puhdistusalueen ohi. Tällä automaattisella hiekansyöttöjärjestelmällä estetään teräshiekan turha syöttö sinkopyörille ja näin lisätään siipien käyttöikää. Sinkopuhdistuskoneen kuljetinratkaisut Sinkopuhdistuskammion läpimenoon on valittavissa useita kuljetinratkaisuja. Perinteisin niistä on rullakuljetin. Kuljetinrullat on sijoitettu n. 800 mm välein puhdistuskammioon sekä sisäänmeno- ja ulostulopuolen eteisiin. Käyttöön kuuluvat portaattomasti taajuusmuuttajalla säädettävä hammasvaihdemoottori sekä ketjut ja rullissa olevat ketjupyörät. Nopeusalue on normaalisti 0,5...3 m/min. Rullaradan variaatioina voidaan pitää erilaisia hihna- ja ketjukuljettimia. Erillistä läpiajettavaa kuljetinvaunua voidaan pitää parhaana ratkaisuna erityisen raskaille kappaleille. Puhdistettava kappale asetetaan vaunun

17 12 päälle, joka sitten ajetaan sinkokammion läpi. Vetolaitteena käytetään kuljetinketjua. Varsinkin teräsrakenteiden läpiajoon on paras vaihtoehto riippuratakuljetin, josta esimerkkiratkaisu on esitetty kuvassa 3. Riippurata voi olla läpiajettava tai "Y"-radalla varustettu, jolloin kappaleen syöttö tapahtuu "Y":n yhtä haaraa ja ulostulo toista haaraa myöten. Taajuusmuuttajalla ohjattu riippurata toimii erittäin hyvin myös teräsrakenteiden valmistuksessa tapahtuvissa nostoissa ja helpottaa sinkopuhdistuksen jälkeisen maalauksen suoritusta ja kuivatuksen järjestelyä. Riippuradan nopeusalue sinkopuhdistuskammion kohdalla on taajuusmuuttajalla ohjattuna 0,5...3 m/min ja muualla 10/40 m/min. (Teräsrakenteiden sinkopuhdistus, 2007.) KUVA 3. Riippuratasinko (Carlo Banfi 2007,

18 13 Pölynsuodatin Kaikkiin sinkokoneisiin kuuluu olennaisena osana pölynsuodatin, jossa on mukana puhallin moottoreineen. Pölynsuodattimen tehtävänä on imeä ilmaa puhalluskammiosta, jossa teräshiekan sinkoaminen kohti ruosteista teräspintaa aiheuttaa pölyämistä sekä vetää erotinosasta teräshiekan puhdistuksessa syntynyt pöly ja valssihilse pois. Suodattimen valintaan vaikuttavat mm. vaadittava ilmamäärä, joka vaihtelee rajoissa 5000 m 3 /h aina m 3 /h, ulos tulevan ilman puhtausaste (luokkaa 50 mg/m 3 ), suodattimen vaatima tila ja pölyn sekä kuonan poistomahdollisuus. Jos ilma poistetaan ulos, on vastaava ilmamäärä tuotava halliin, jossa sinkolaitos sijaitsee. Toisaalta suodatettu ilma on edullisinta puhaltaa takaisin hallitilaan, jolloin lämmitysenergian hukka pienenee. (Teräsrakenteiden sinkopuhdistus, 2007.)
, suodattimen vaatima tila ja pölyn sekä kuonan poistomahdollisuus.")
19 14 Puhdistusmateriaalit Sinkopuhdistuksessa käytettävä puhdistusmateriaali on pääsääntöisesti terästä. Teräsmateriaalin käyttö on edullista, sillä ne kestävät satoja käyttökertoja kovuudesta ja raekoosta riippuen. Teräsmateriaali-nimikkeen alle mahtuu lukuisia eri raemateriaaleja, joista mainittakoon pyöreä valurautarae (shot) särmikäs valurautarae (grit) lämpökäsitelty valuteräsrae lankakatko (cut steel wire) Näistä materiaaleista sinkopuhdistukseen soveltuvat pyöreä valuteräsrae ø 0,8...1,2 mm ja teräslankakatko. Pyöreän teräshiekan suosiminen sinkopuhdistuksessa johtuu siitä, että sen kuluttava vaikutus koneen osiin on pienempi kuin särmikkäällä rakeella. Lieriömäinen lankakatko on uutena tehokkaampaa kuin pyöreät rakeet, mutta sekin kuluu käytössä pyöreäksi. Myös vaativimpien puhdistusmateriaalien käyttö - kuten ruostumaton lankakatko tai -teräsrae - on täysin mahdollista silloin, kun puhdistettavan kappaleen ominaisuudet sitä vaativat. (Teräsrakenteiden sinkopuhdistus, 2007.) Sinkopuhdistuksen edut Sinkopuhdistus on huomattavasti nopeampi puhdistusmenetelmä kuin perinteinen käsin tapahtuva hiekkapuhallus. Yhden sinkopyörän teoreettinen puhdistusteho on keskimäärin 1,5 m 2 /min, josta käyttöasteella 0,8 saadaan tehoksi 72 m 2 /h. Kun puhdistettava pinta-ala kerrotaan sinkopyörien lukumäärällä (joita tavallisesti on ) saadaan varsin kunnioitettava puhdistusteho. Kun lukuja vielä vertaa siihen, että 1 mies hiekkapuhaltaa Sa2 pintaa n m 2 mustaa terästä /h, havaitaan sinkopuhdistuksen

20 15 edullisuus. Sinkopuhdistuksessa saavutetaan helposti ruosteenpoistoasteet Sa2 1/2 ja Sa 2. Sinkopuhdistuslaitteisto voidaan sijoittaa vapaasti hallitiloihin tai ulos katokseen, eikä ympäristöltä vaadita mitään erityisolosuhteita. Lisäksi sinkopuhdistus on parhaassa tapauksessa täysin automatisoitavissa, jolloin sen käyttö ei sido kuin korkeintaan huoltohenkilön. (Teräsrakenteiden sinkopuhdistus, 2007.)

21 16 4 VALURAUDAT KONSTRUKTIOMATERIAALINA Vaikka valuraudoiksi luokitellaan kaikki rauta-hiili-seokset, joissa on enemmän kuin 2.11% hiiltä, niiden hiilipitoisuus pysyttelee yleensä välillä %, joten ne eroavat teräksistä selvästi. Lisäksi valuraudassa on välttämättömänä seosaineena piitä, tavallisesti 1-3%, sekä usein myös fosforia runsaammin kuin teräksessä, 0.1-1%, ja siinä voi olla rikkiä aina 0.15%:iin saakka. Seostetuissa valuraudoissa käytetään edelleen samoja seosaineita kuin teräksessäkin, siis mangaania, nikkeliä, kromia, molybdeenia, kuparia jne. Hiilipitoisuus on korkeampi kuin mitä rauta pystyy liuottamaan. Tästä johtuen valuraudoissa on metalliseen, teräksen kaltaiseen perusmassaan eli matriisiin jakautuneena hiilivaltaisia faaseja tai yhdisteitä: grafiittia tai karbideja. Valuraudat eroavatkin teräksistä metallurgisesti siinä, että teräkset voidaan saattaa kiinteässä tilassa tietyssä korotetussa lämpötilassa kokonaan austeniittisiksi, mutta valuraudassa on kiinteässä tilassa lämpötilan korottamisestakin huolimatta aina läsnä joko metastabiileja karbideja tai stabiilia grafiittia. Valurauta sisältää siis tyypillisesti noin 3 massaprosenttia grafiittia. Tämä tarkoittaa, että grafiitin osuus raudan tilavuudesta on noin 9 prosenttia, koska grafiitin tiheys on vain 2.2 kg/dm 3. Grafiittisulkeumien muoto, koko ja jakautumismalli vaikuttavat oleellisesti valuraudan ominaisuuksiin, koska grafiitilla on matriisiin verrattuna pieni vetomurtolujuus, pieni sitkeys ja ja olematon muodonmuutoskyky. Valurautojen pääryhmittely perustuukin grafiittisulkeumien muotoon. Grafiittisulkeumien perusteella valuraudat voidaan jakaa viiteen pääryhmään. (Lindroos, Sulonen, Veistinen 1986.)
22 Harmaaraudat, eli suomugrafiittiraudat Suomugrafiittirauta on vähitellen menettänyt asemiaan valurautojen ja valumetallien valtamateriaalina, mutta on edelleenkin käytetyin valumetalli mm. alhaisten valmistuskustannusten, erinomaisten valu- ja työstettävyysominaisuuksien, hyvien värähtelyjen vaimennus- ja lämmönjohtavuusominaisuuksien sekä tiettyjen tribologisten ja fysikaalisten erikoisominaisuuksien ansiosta. Suomugrafiittivaluraudassa grafiitti esiintyy suomumaisina grafiittierkaumina. Grafiittisuomut ovat kolmiulotteisesti tarkastellen keskenään läheisessä yhteydessä ns. grafiittiruusukkeen puitteissa. Siten suurehko grafiittisuomujen ryhmä muodostaa yhdessä laajahkon mutta mekaanisesti heikon mikrorakenteellisen alueen, ja mekaaniset kuormitukset jäävätkin oleellisesti ottaen grafiittiruusukkeiden välisten kapeiden matriisikannasten varaan. Matriisin tyypistä riippumatta suomugrafiittivaluraudat ovat aina hauraita, mikä onkin niiden käyttöaluetta rajoittavista tekijöistä tärkein. Tästä huolimatta niitä hyödynnetään myös ankarasti mekaanisesti, tribologisesti ja termisesti kuormitetuissa kohteissa kuten mm. polttomoottorien sylinterinkansissa ja -holkeissa. Suomugrafiittirautojen lujuuteen vaikuttavat sen kemiallinen koostumus, jäähtymisnopeus ja grafiittirakenteen hienous. Suomugrafiittirauta on seinämäherkkä valumateriaali. Seinämäherkkyydellä tarkoitetaan lujuusominaisuuksien (ja muidenkin ominaisuuksien) riippuvuutta valun koosta ja seinämänpaksuudesta. Paksut seinämät ja ainekeskittymät jäähtyvät ja jähmettyvät hitaasti, minkä vuoksi niihin syntyy helposti karkeampi grafiittirakenne ja runsaammin ferriittiä, mikä antaa huonommat mekaaniset ominaisuudet. Toisaalta myös nopeasti jäähtyviin (ohuisiin tai nurkka-) kohtiin saattaa syntyä karbideja. Samasta sulasta valetun suomugrafiittivaluraudan mekaaniset ominaisuudet riippuvat siten valun koosta ja paikallisesta seinämänpaksuudesta. Raudan nimellinen
23 18 lujuusluokka ei siten kerro suoraan odotettavissa olevista paikallisista ominaisuuksista, vaan ne on erikseen arvioitava lujuusluokan ja paikallisten olosuhteiden perusteella. Suomugrafiittivaluraudan grafiittirakenteeseen liittyvää seinämäherkkyyttä vastaan taistellaan ensisijaisesti ymppäyksellä. Grafiittirakenteen vaihteluja ei voida korjata valun jälkeen lämpökäsittelyillä tehokkaasti. (Valukappaleet koneistuksen kannalta 2006.) 4.2 Pallografittiraudat, eli SG-raudat Pallografiittirauta kehitettiin alunperin jo 1940-luvulla, mutta löi itsensä kaupallisesti läpi vasta paljon myöhemmin ja sen käytön kasvu jatkuu edelleenkin mm. temper- ja suomugrafiittivalurautojen kustannuksella, mutta osin myös teräsvaluja ja -rakenteita korvaten. Pallografiittivaluraudassa grafiitti on satunnaisesti jakaantuneina erillisinä pallomaisina partikkeleina raudan matriisissa ja vaikuttaa huomattavasti vähemmän epäedullisesti valuraudan mekaanisiin ominaisuuksiin kuin suomu- tai tylppägrafiitti. Niinpä huokeiden ja hyvin valettavien pallografiittivalurautojen mekaaniset ominaisuudet ovat rakenne- ja koneterästen luokkaa ja ylikin. Grafiitti saadaan palloutumaan käsittelemällä sulaa valurautaa ennen ymppäystä ja valua erityisellä palloutusaineella. Käsittelyaineita ja - tekniikoita on useita, mutta kaikissa tarkoituksena on saada jähmettymisen yhteydessä kiteytyvä grafiitti kasvamaan edulliseen pallomaiseen muotoon. Käsittelyaineen magnesium reagoi myös raudassa olevan rikin kanssa, minkä vuoksi pallografiittirautaa valmistettaessa sulan rikkipitoisuus pyritään pitämään hallinnassa palloutusmenetelmän edellyttämällä tasolla (yleensä < 0,02% S). Magnesiumsulfidin muodostuksen lisäksi osa Mg-lisäyksestä palaa voimakkaassa reaktiossa oksidiksi. Palloutumisen onnistumiseksi on palloutusta häiritsevien alkuaineiden (mm. Pb ja Al) määrän oltava sulassa riittävän alhainen, mikä mm. rajoittaa epäpuhtaan kiertoromun käyttöä
24 19 sulatuksessa. Mg on voimakkaasti karbidoiva aine, joten palloutuskäsitelty rauta on tarpeen ympätä tehokkaasti. Grafiittipallojen korkea palloutumisaste ja pieni koko parantavat mekaanisia ominaisuuksia. Kun palloutus on onnistunut ja pallomainen grafiittirakenne on korkealuokkainen, pallografiittivaluraudan ominaisuudet ja käyttäytyminen määräytyvät pitkälti myös matriisin rakenteen ja ominaisuuksien perusteella. Runsaalla seostuksella voidaan pallografiittirautaan tuottaa myös erikoisominaisuuksia. (Valukappaleet koneistuksen kannalta 2006.) Pallografiittivaluraudan huomattavasti vähäisempi seinämäherkkyys verrattuna suomugrafiitti rautaan liittyy ensisijaisesti valussa määräytyvään matriisin tyyppiin, mihin taasen voidaan vaikuttaa myös valun jälkeisin lämpökäsittelyin, esim. ns. normalisointikäsittelyllä 4.3 Tylppägrafiittiraudat Tylppägrafiittia on aina esiintynyt pallografiittivaluraudoissa etenkin epätäydellisen palloutuksen seurauksena. Kiinnostus kontrolloidusti tylppägrafiittisena valetun raudan ominaisuuksiin heräsi kuitenkin vasta paljon sen havaitsemista myöhemmin ja käytännössä toimivat menetelmät tylppägrafiittivaluraudan kontrolloituun valmistukseen on kehitetty vasta viimeisen vuoden aikana. Jotta lopulliseen rakenteeseen saataisiin pallotuskäsittelyssä tuotettua tylppägrafiittirautaa, lämpötilaltaan ja puhtaudeltaan kontrolloituun sulaan on lisättävä tarkalleen hallittu määrä grafiitin palloutumista häiritseviä aineita (esim. Ti). Koska sulan epäpuhtautena esiintyvä rikki haittaa myös palloutusta, on rikin määrä myös oltava hyvin hallittu ja tätä voidaankin osaltaan hyödyntää tylppägrafiittisen mikrorakenteen saavuttamisessa. Tylppägrafiitin muotoa voidaan kuvata reunoiltaan pyöristyneeksi suomugrafiitiksi. Tylppägrafiittivaluraudan mikrorakenteessa on aina myös
25 20 jonkun verran pallo- ja suomugrafiittia. Nämä vaikuttavat kuitenkin voimakkaasti ominaisuuksiin ja siksi niiden määrää on pakko hallita ja rajoittaa. Ominaisuuksiensa puolesta tylppägrafiittirautaa voidaan pitää palloutumisasteensa mukaan pallo- ja suomugrafiittivaluraudan välimuotona. Erityisesti palloutumisasteen noustessa lähelle pallografiittivalurautaa tylppägrafiittivaluraudan mekaaniset ominaisuudet paranevat ja kimmokerroin kasvaa nopeasti, mutta esim. lämmönjohtavuus laskee. Tylppägrafiittivaluraudan termisten shokkien kestävyys on hyvä, koska sen termiset ominaisuudet ovat lähellä ja mekaaninen kestävyys kuitenkin parempi kuin suomugrafiittivaluraudalla. Samalla puhtaasti termisten shokkien kestävyys ja myös vaimennuskyky ovat paremmat kuin pallografiittivaluraudoilla. Tylppägrafiittivalurautaa hyödynnetäänkin mm. termisesti rasitetuissa käyttökohteissa haluttaessa suomugrafiittivalurautaa parempi kestävyys mekaanisille rasituksille. Tonnimääräisesti tylppägrafiittivaluraudan suurimman käyttöalan muodostavat terästehtaiden valukokillit. Muita sovelluksia ovat olleet mm. moottorien sylinteriryhmät ja rungot, pumpun pesät, vaihdelaatikoiden rungot ja kannet, kampikammiot, napa-, vauhti- ja ketjupyörät, kytkinlevyt, hydrauliikkakomponentit, neste- ja kaasusylinterit, Wankel-moottoreiden pyörivät männät sekä turboahdinten rungot ja männänrenkaat, joissa kaikissa haetaan ominaisuuskombinaatioita, joita pallo- tai suomugrafiittivaluraudat eivät kykene tarjoamaan. (Valukappaleet koneistuksen kannalta 2006.) 4.4 Adusoidut valuraudat, eli temperraudat Tempervaluraudat muistuttava ominaisuuksiltaan läheisesti pallografiittivalurautoja. Niiden käyttö onkin jatkuvasti vähentynyt pallografiittivaluraudan vallatessa niiden tärkeimpiä sovellusalueita. Tempervaluja valettaessa valurauta jähmetetään ensin valkoiseksi (so. täysin karbidiseksi eli ledeburiittiseksi). Koska kappaleiden on oltava "läpeensä valkoisia", temperraudasta valettavien kappaleiden koko on
26 21 rajoitettu (massa < 15 kg ja seinämänpaksuus << 50 mm). Valun jälkeen kappaleille suoritetaan halutun lujuusluokan ja temperrautatyypin mukainen pitkä lämpökäsittely, adusointi, jonka yhteydessä karbideiksi sitoutunut hiili erkautuu matriisista kerämäisiksi grafiittierkaumiksi. Ns. mustaydintemperrautaa valmistetaan suorittamalla em. adusointihehkutus neutraalissa atmosfäärissä. Mustaydintemperraudan mikrorakenne on erinomaisen tasalaatuinen läpi kappaleena. Valkoydintemperrautavalut käsitellään hiilenkatoa aiheuttavassa atmosfäärissä. Tämän seurauksena pintakerrokseen ja ohuisiin seinämiin ei muodostu grafiittia, vaan ne vastaavat käsittelyn jälkeen mikrorakenteeltaan pikemminkin (pehmeää) ferriittistä terästä. Grafiitittoman pintakerroksen ja ohuiden seinämien osalta valkoydintempervalut ovatkin myös hyvin hitsattavia, toisin kuin valuraudat yleensä. Tätä on hyödynnetty mm. hitsattavaksi tarkoitettujen pienehköjen valukomponenttien valmistuksessa esim. ajoneuvoteollisuuden tarpeisiin. Tempervaluraudan matriisin tyyppi ja siten myös lujuusluokka määräytyy ensisijaisesti adusointikäsittelyn jälkeisen jäähtymisnopeuden mukaan. Eri lujuusluokkiin adusoitavat temperraudat voidaan siten valaa samasta perussulasta. Adusoitua rautaa käytetään yleensä suursarjatuotannossa kulkuväline- ja sähköteollisuudessa etuinaan hyvä työstettävyys, alhainen transitiolämpötila sekä hyvä vaimennuskyky, kutakuinkin pallografiittivalurautaa vastaavat mekaaniset ominaisuudet sekä valkoydintemperraudan tapauksessa myös hyvä hitsattavuus. Kokonaistuotanto on kuitenkin laskenut viimeisten vuosikymmenten ajan (ilman adusointia valmistettavan) pallografiittivaluraudan suosion kasvaessa. (Valukappaleet koneistuksen kannalta 2006.)
27 Valkoiset valuraudat Valkoinen valurauta on valurautojen erikoistapaus, jossa ei esiinny ollenkaan grafiittia vapaana. Valkoisten valurautojen ryhmänimitys aiheutuu murtopinnan vaaleasta, teräksenkaltaisesta väristä. Niiden raerakenne on grafiititon johtuen siitä, että grafiitin muodostus kiteytymisen yhteydessä on estetty: nopealla jäähdytyksellä metastabiilia jähmettymistä suosivan matalan hiiliekvivalenttiarvon valinnalla karbidoivia seosaineita käyttämällä. Seokseen sisältyvä hiili esiintyy näissä raudoissa kemiallisesti sidottuina karbideina, pääasiallisesti rautakarbideina Fe 3 C tai karbideja muodostavia seosaineita käytettäessä näiden ja raudan sekakarbideina. Karbidisesta rakenteesta johtuen ovat valkoiset valuraudat kovia ja vaikeasti työstettäviä seoksia, jonka takia niillä on suhteellisen vähän teknistä käyttöä. Ne ovat myös iskuhauraita huoneenlämpötilassa sekä herkkiä äkillisille lämpötilan muutoksille. Niiden käyttö koneenrakennuksessa rajoittuu siksi tarkoituksiin, joissa käytönvalinnan perusteena ovat suuri kulutuskestävyys, kemiallinen kestävyys tai tulenkestävyys. Valkoinen valurauta on myös lähtökohtana ns. adusoidulle eli tempervaluraudalle. (Valukappaleet koneistuksen kannalta 2006.) 4.6 Valuraudan grafiittirakenne Hiilen esiintymistapa määräytyy valuraudan jähmettymisen yhteydessä, ja siihen voidaan vaikuttaa koostumuksella, jossain määrin valun ja valujärjestelyn suunnittelulla sekä erityisesti sulankäsittelyllä (ymppäyksellä ja palloutuskäsittelyllä), muttei pääsääntöisesti enää valun jälkeen (poikkeuksena tempervaluraudan adusointi).
28 23 Sula valurauta sisältää runsaasti hiiltä eikä kaikki hiili voi jähmettymisen yhteydessä jäädä valuraudan metalliseen matriisiin. Sula valurauta jähmettyy jähmettymisolosuhteista riippuen siten paitsi austeniitiksi - austeniitin ohella myös joko grafiitiksi tai karbideiksi. Kuvassa 4 on esitetty rauta-hiili-tasapainopiirros. Jähmettyminen alkaa yleensä ensin austeniitin kiteytymisellä sulasta (ns. dendriitteinä). Jäähtymisen edetessä, jähmettyneen ns. esieutektisen austeniitin määrän kasvaessa ja raudan saavuttaessa (stabiilin tasapainosysteemin mukaisen) eutektisen lämpötilan jäljellä oleva sula muuttuu eutektisessa reaktiossa grafiitiksi ja austeniitiksi. Grafiitin kiteytyminen sulasta mahdollistuu periaatteessa stabiilin systeemin mukaisessa eutektisessa lämpötilassa (T Es ) ennen (so. korkeammassa lämpötilassa) kuin karbidien muodostuminen. Kun eutektinen reaktio ja grafiitin kiteytyminen käynnistyy, vapautuu lämpöä ja valoksen (paikallinen) jäähtyminen pysähtyy tai ainakin hidastuu reaktion ajaksi. Näin valos ei välttämättä saavuta metastabiilin tasapainosysteemin mukaista eutektista lämpötilaa (T Em ), jossa karbidien muodostuminen mahdollistuu, ennen kuin kaikki loppusula on jo muuttunut kiinteäksi austeniitti-grafiitti-faasiseokseksi. Tällä tavoin mikrorakenteeseen syntyy jo olemassa olevien austeniittialueiden väliin vain austeniittia ja grafiittia. Grafiitin kiteytyminen voi kuitenkin olla estynyt tai ulkoinen jäähdytysvaikutus olla niin suuri, että valos tai sen tietty kohta ehtii alijäähtyä ennen eutektisen reaktion käynnistymistä riittävän suurella voimalla. Alijäähtymisen ansiosta saavutetaan metastabiilin rauta-karbidi-systeemin mukainen karbidien muodostumisen lämpötila (T Em ) ennen kuin grafiitin kiteytyminen pääsee käyntiin. Tällöin alkaa raudan karbidien kiteytyminen, mikä tapahtuu kineettisesti helpommin kuin grafiitin kiteytyminen. Tilanteeseen vaikuttavat myös grafitoiva (esim. Ni, Cu) tai karbidoiva (esim. Cr, Mo, V) seostus. Seosaineet suosivat sulassa olevan hiilen kiteytymistä joko grafiitiksi tai sementiitiksi vaikuttamalla grafiitin ja karbidien muodostumisen lämpötiloihin ts. siihen, miten suuri em. reaktio-lämpötilojen väli (T Es -T Em ) on ts. miten suuri alijäähtyminen tarvitaan karbidien syntymiseen.
29 24 KUVA 4. Rauta-hiili -tasapainopiirros, rautapitoinen puoli (Teräs 2007, Nopea jäähtyminen ja heikot grafiitin kiteytymisedellytykset avustavat alijäähtymistä ja edistävät siten karbidisuutta. Käytännön valuissa edellytykset karbidien muodostumiselle helpottuvat suurella jäähtymisnopeudella sekä alhaisella piipitoisuudella ja karbideja suosivalla seostuksella. Täysin karbidista valkoisen valuraudan mikrorakennetta nimitetään ledeburiitiksi. Siinä loppusulasta muodostuva hauras karbidiausteniitti-rakenne muodostaa yhtenäisen matriisin tätä aiemmin korkeammassa lämpötilassa muodostuneelle austeniitille. Näin ledeburiittinen mikrorakenne on kova ja hauras. Tarkoituksellinen täysin valkoisena jähmettyminen saavutetaan, kun sulassa ei ole grafiitin kiteytymisytimiä, piipitoisuus on alhainen, jäähtymisnopeus on suuri ja/tai seostus on karbidoiva. Osittaista karbidisuutta esiintyy usein myös pääosin grafiittisena jähmettyneissä valuissa. Koska jäähtymisnopeus on valun paikalliseen jäähtymiseen vaikuttavista tekijöistä riippuvainen, on alijäähtymisenkin tapahtuminen valukappaleesta ja sen muotoilusta
30 25 riippuva. Rautavalukappaleessa voi siten olla paikallisia nopeasti jäähtyneitä kohtia, joissa jähmettyminen on tapahtunut osittain tai kokonaan karbidisena, mikä voi osoittautua suureksi ongelmaksi esim. työstettäessä. Hiilen kiteytyminen austeniitista grafiitiksi voidaan varmistaa tehokkaalla ymppäyksellä. Ymppäyksen on tarkoitus paitsi varmistaa grafiittisuus myös saada aikaan runsas, tasainen ja hienorakenteinen grafiittijakauma. Tällöin stabiilin systeemin mukainen eutektinen reaktio käynnistyy herkästi eikä jäähtymiskäyrä ehdi painua metastabiiliin reaktiolämpötilaan ennen grafiitin kiteytymistä. Ymppäyksellä minimoidaan myös tehokkaasti seinämäherkkyyttä. Grafiitti on mekaanisesti heikkoa sekä sisäiseltä rakenteeltaan ja ominaisuuksiltaan suuntautunutta (anisotrooppista). Tämä vaikuttaa monin tavoin valurautojen mekaanisiin ja fysikaalisiin ominaisuuksiin. Grafiitti saattaa esiintymistavastaan riippuen vaikuttaa mm. valuraudan lujuuteen, sitkeyteen, murtumis- ja väsymisominaisuuksiin, lastuttavuuteen, termisiin ominaisuuksiin ja värähtelyjen vaimennuskykyyn sekä tiettyihin kulumisominaisuuksiin. Erityisesti esiintyessään suurina suomuina grafiitti heikentää mekaanisia ominaisuuksia, mikä näkyy sekä lujuudessa että sitkeydessä ja myös alhaisena kimmokertoimena, mutta saa toisaalta aikaan hyvän vaimennuskyvyn, lämmönjohtavuuden ja lastuttavuuden. Grafiittisuuteen ja grafiitin hienojakoisuuteen pyritään vaikuttamaan edellä mainitulla ymppäyskäsittelyllä. Grafiitin muotoon taasen vaikutetaan palloutuskäsittelyllä. Käsittelemätön valurauta jähmettyy joko valkoisena (karbidisena) tai karkeana suomugrafiittisena. Palloutuskäsittelyssä sulaan lisätään kuitenkin (esim. Mg- tai Ce-pohjaisia) palloutusaineita, jotka ohjaavat grafiittiytimen kasvutapaa jähmettymisen edetessä. Sopiva palloutusainemäärä yhdessä sopivan valulämpötilan ja riittävän puhtaan sulan kanssa sekä yhdistettynä tehokkaaseen ymppäykseen tuottaa tasalaatuisen ja hienojakoisen, eli palloutumisasteeltaan ja palloluvultaan [palloja/mm 2 ] korkean, pallografiittirakenteen, minkä avulla saavutetaan valuraudoista parhaat mekaaniset ominaisuudet. (Valukappaleet koneistuksen kannalta 2006.)
31 26 5 MATERIAALIN VÄSYMINEN Joutuessaan toistuvasti vaihto- tai tykytysrasituksen alaiseksi koneenosa voi murtua, vaikka yhden jännitysjakson aikainen maksimijännitys on huomattavasti vetokokein määriteltyä murto- tai jopa myötölujuuttakin pienempi, kun jännitysvaihteluiden lukumäärä kasvaa riittävän suureksi. Tällaista murtumaa sanotaan väsymismurtumaksi. Se poikkeaa staattisen jännityksen aiheuttamasta murtumasta siinä, ettei siihen liity makroskooppisesti havaittavaa plastista muodonmuutosta. Vaikka väsymisen yhteydessä ei todetakaan makroskooppisesti havaittavaa pysyvää muodonmuutosta, sitä havaitaan kuitenkin mikroskoopilla silloinkin, kun keskimääräinen jännitys pysyy myötölujuutta pienempänä. Tämä selittyy sillä, ettei metallin rakenne ole milloinkaan täysin homogeeninen, joten siihen aina kehittyy jännityshuippuja, jotka ylittävät keskimääräisen jännityksen. Nimenomaan monirakeisessa metallissa on aina myös kiteitä, joiden liukutasot ja suunnat ovat siirrosliukumiseen nähden edullisemmissa asennoissa kuin muiden. Näin voimme ymmärtää sen, että yksittäisissä kiteissä voi tapahtua plastista muodonmuutosta myös silloin, kun jännitys on niin pieni, että kiteiden enemmistö käyttäytyy kimmoisesti. Metallissa on paikallisia jännityshuippuja, joista särönmuodostus alkaa jännityksen kohdistuessa tarpeeksi usein samaan kohtaan. Tyypillinen väsymismurtuma on esitetty kuvassa 5. Siitä voidaan havaita särön alkamiskohta eli ydintymiskohta, josta murtuma etenee aaltomaisesti. Väsymismurtuma-alue on pinnaltaan sileä ja hienorakeiselta vaikuttava. Siinä näkyy usein ns. lepoviivoja eli pysähtymisjälkiä, joiden kohdalla repeäminen on joksikin aikaa syystä tai toisesta pysähtynyt. Väsymismurtuman laajennuttua niin suureksi, ettei ehjä poikkipinta-ala kykene enää kantamaan rasittavaa kuormaa, se murtuu kokonaisuudessaan yhdellä kertaa. Seurauksena on lopullisen murtuman alue, eli ns. jäännösmurtuma-alue.
32 27 KUVA 5. Tyypillinen väsymismurtuman eteneminen akselissa (Materiaalit ja niiden valinta 2004.) Murtumapintojen suhteesta voidaan päätellä onko osan nimellisjännitys ollut suuri vai pieni. Jännitys on ollut suuri, jos jäännösmurtuma-alue on suuri verrattuna väsymismurtuma-alueeseen. Myös väsymismurtuma-alueen koosta ja säröjen alkamiskohtien määrästä voidaan päätellä jännityksen laatu ja konstruktiosta johtuvien jännityshuippujen suuruus. Väsytyskoe - väsymislujuus Väsymismurtumia aiheuttavat käytännössä ennen kaikkea taivutusjännitykset. Kun taivutustapaus on lisäksi kaikkein helpoimmin tulkittavissa, suoritetaan myös väsytyskokeet yleensä taivutusjännityksillä. Ne tehdään tavallisesti kuormittamalla laakereiden varassa pyöriviä pyöreitä koesauvoja poikittaisvoimilla, jolloin sauvaan kehittyy kokeessa puhdasta vaihtojännitystä joka vaihtelee yhtä suurena sekä veto- että puristusjännityksessä. Väsytyskokeessa käytettävä pyörivä koesauva on pinnastaan kiillotettu ja siinä esiintyvää jännityksen maksimiarvoa kutsutaan jännitysamplitudiksi. Kun väsytyskoesarja tehdään riittävän isolla sauvamäärällä (min 10kpl) ja kuormaa sekä jännitysamplitudia vaihdellaan, saadaan aikaan Wöhlerin käyrä eli ns. S/N-käyrä. Ko. käyrässä
33 28 pystyakselina on jännitysamplitudi ja vaaka-akselina kestoluku, joka ilmoittaa jännitysvaihteluiden määrän eli väsytyskokeessa tapahtuneen sauvan pyörähdysten määrän ennen sauvan katkeamista. Kestolukuakseli, eli N-akseli on yleensä logaritminen. Wöhlerin käyrään merkitään tavallisesti ns. vaurioviiva, joka ilmaisee hetken, jolloin ensimmäinen väsymissärö alkaa muodostua. Siten väsymismurtuma etenee käyrien välisellä alueella eli vaurioalueella, kunnes Wöhlerin käyrän kohdalla tapahtuu lopullinen jäännösmurtuma. Katso kuva 6. (Laitinen, Niinimäki, Tiainen, Tiilikka, Tuomikoski, Koivisto 1997.) KUVA 6. Wöhlerin käyrä (Laitinen ym. 1997). Terästen väsymisraja σ D (kuva 6) on sellainen jännitysamplitudi jonka metalli kestää rajattoman pitkän ajan. Väsymisraja ei enää laske kuormanvaihtoluvun 10 7 jälkeen, minkä vuoksi terästen väsytyskoe keskeytetään kestoluvun 10 7 kohdalla. Sen sijaan muille materiaaleille ei löydy vastaavanlaista raja-arvoa, vaan Wöhlerin käyrä alenee jatkuvasti kestoluvun kasvaessa ja niiden väsymislujuus ilmoitetaan ns. kestorajana. Esimerkiksi σ 7 10 ilmaisee, että jännitysamplitudi kestoluvun 10 7 kohdalta. Toinen käytössä oleva kestoluku on Tällöin kestorajaksi merkitään σ Väsymislujuus ei ole ainevakio vetolujuuden tapaan. Väsytyskokeissa aikaansaatu koetulos pätee vain kiillotettuihin koesauvoihin. Tarvittaessa
34 29 lujuuslaskennan yhteydessä esim. laskennan kohteena olevan kappaleen poikkeava pinnanlaatu otetaan laskennassa huomioon ns. pintakerrointa käyttämällä. Koneenosissa ja laitteissa väsymislujuuteen vaikuttavia seikkoja ovat mm. kappaleen koko, pinnanlaatu, jännityshuippuja aiheuttavat kolot (esim. kiilaurat) ja olakkeet sekä syövyttävä toimintaympäristö. Lisäksi kappaleen pinnan vetojännitys heikentää väsymislujuutta tuntuvasti. Yksi todistetusti tehokas keino väsymislujuuden parantamiseksi on puristusjännityksen aikaansaaminen kappaleen pintaan. (Laitinen ym. 1997,26.) Tässä yhteydessä on syytä mainita, että pyörivä taivutus on väsytysmenetelmänä väistymässä resonanssikoneiden vallatessa alaa. Tämä johtuu siitä, että resonanssikoneet ovat huomattavan paljon nopeampia kuin pyörivään taivutukseen perustuvat koneet ja näin ollen suurten kestolukujen väsytykokeissa ko. kone on tehokkaampi. Puhdasta taivutusta käytetään väsytykokeissa erittäin harvoin, koska puhtaaseen taivuttamiseen perustuva väsytyskoe on erittäin hidas toteuttaa.
35 30 6 JÄÄNNÖSJÄNNITYKSET Jäännösjännityksiä muodostuu materiaaliin, kun sen osissa tapahtuu eriaikaisia ja/tai erisuuruisia tilavuuden ja muodonmuutoksia. Tilavuuden- ja muodonmuutokset tapahtuvat mekaanisten tai termisten jännitysten aiheuttaman plastisen deformaation tai faasimuutosten seurauksena. Esimerkiksi, jos ainoastaan metallin pintaa muokataan, laajenee se sisustaan nähden. Koska eri osien välisen yhteyden pitää säilyä, aiheuttaa muokkautumaton sisus pintaan puristusjännityksen ja sisustaan muodostuu vastaavasti vetojännitys. Samoin kappaleen eriaikainen jäähtyminen aiheuttaa siihen jäännösjännityksiä. Edelleen eriaikainen martensiittimuutos tai ainoastaan pinnan karkeneminen synnyttävät akselin pintaan joko vetotai puristusjännityksen. Toisaalta terästen karkaisussa pinnassa tapahtuva hiilenkato pienentää muodostuvan martensiitin ominaistilavuutta ja aiheuttaa usein jopa ferriitin muodostumista pintaan. Tällöin hiilenkadon seurauksena pintaan muodostuu vetojäännösjännitys, joka yhdessä alentuneen pintakovuuden kanssa heikentää erityisesti väsymiskestävyyttä. Teräksen hiiletyskarkaisussa, liekki- ja induktiokarkaisussa ja typetyskarkaisussa, joissa pinta laajenee sisustaan nähden, muodostuu pintaan sen sijaan puristusjännitystila. Samoin tapahtuu metallin kuulapuhalluksessa, jossa pintaa muokataan puhaltamalla sitä esimerkiksi lasi- tai teräskuulilla. Myös tuotteen hionta aiheuttaa pintaan jäännösjännityksen, joka hiontaprosessista riippuen voi olla joko puristus- tai vetojäännösjännitystä. Edelleen teräksessä olevat sulkeumat aiheuttavat ympärilleen joko veto- tai puristusjännitystilan riippuen sulkeumien tilavuuden lämpötilakertoimesta matriisin arvoon verrattuna. Jäännösjännitysten muodostumiselta ei voida välttyä myöskään hitsauksessa, jossa jäännösjännitykset aiheutuvat usein sekä plastisen muodonmuutoksen että faasimuutoksiin liittyvien tilavuusmuutosten tuloksena. Jäännösjännitykset voivat olla suuruudeltaan aina materiaalin myötölujuuden suuruisia, kuten esimerkiksi hitsausjäännösjännityksistä hitsin suuntaiset pitkittäiset vetojännitykset usein ovat. (Lindroos ym. 1986)
36 31 Jäännösjännitykset voivat olla tuotteen käytön kannalta joko hyödyllisiä tai haitallisia riippuen jännityksen luonteesta. Yleensä tuotteen pinnalla vallitseva vetojäännösjännitystila on haitallinen ja puristusjäännösjännitystila edullinen. Muun muassa on havaittu, että jännityskorroosiotapauksissa suurin osa vaurioista on vetojäännösjännitysten aiheuttamia. Vetojäännösjännitykset lisäävät myös haurasmurtumavaaraa ja ovat haitallisia väsymiskestävyyden kannalta. Väsymiskuormituksessa ne nostavat ensinnäkin keskijännitystä, jolloin väsymissärö kasvaa nopeammin. Lisäksi pinnan vetojäännösjännitystilan seurauksena voi tapahtua väsymismurtuman ydintyminen ja etenemistä, vaikka ulkoinen vaihtokuormitus olisi puristustakin. Vastaavasti pinnan puristusjännitystila parantaa väsymiskestävyyttä suuren kuormanvaihtoluvun väsytyksessä, jolloin väsymissärön ydintyminen vaikeutuu. Sen sijaan alhaisen kuormanvaihtoluvun väsytyksen alueella, jossa venymäamplitudi on suuri ja ydintymisen osuus kokonaisväsymiseliniästä pieni, pinnan puristusjännitystilan vaikutus väsymiskestävyyteen on vähäinen. Edelleen teräksessä olevat sulkeumat, joiden ympärillä on vetojännitystila, helpottavat väsymismurtuman ydintymistä korkean kuormanvaihtoluvun väsytyksessä ja voivat alentaa väsymiskestoikää huomattavasti. Tuotteen pintaan voidaan muodostaa puristusjännitystila usealla tavalla ja näin parantaa tuotteen kestävyyttä jännityksen alaisena. Esimerkiksi hiiletys- ja typetyskarkaisulla saadaan pintaan puristusjännitystila suuren pintakovuuden lisäksi ja väsymiskestävyys suuren kuormanvaihtoluvun väsytyksessä paranee huomattavasti. Samoin kuulapuhallus parantaa väsymiskestävyyttä merkittävästi ja sitä suositellaan usein suoritettavaksi jopa hiiletyskarkaistuille kappaleille. Taulukossa 1 on tarkasteltu kuulapuhalluksen vaikutusta eräiden tuotteiden väsymiskestävyyteen. Erittäin kovilla teräskuulilla voidaan nykyään kuulapuhaltaa teräksiä, joiden kovuus on jopa yli 60HRC. Pintakarkaisun jälkeen on vältettävä pinnan hiomista, sillä pinnan kuumeneminen hionnassa saattaa muuttaa puristusjännitystilan jopa vetojännitystilaksi. Hionnan jälkeen suositellaankin suoritettavaksi tämän takia usein kuulapuhallus tai vastaava termomekaaninen muokkaus, jolla pinnan puristusjännitystila varmistetaan.
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Faasimuutokset ja lämpökäsittelyt
 Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Metallurgian perusteita
 Metallurgian perusteita Seija Meskanen, Teknillinen korkeakoulu Pentti Toivonen, Teknillinen korkeakoulu Korkean laadun saavuttaminen edellyttää sekä rauta että teräsvalujen tuotannossa tiukkaa prosessikuria
Metallurgian perusteita Seija Meskanen, Teknillinen korkeakoulu Pentti Toivonen, Teknillinen korkeakoulu Korkean laadun saavuttaminen edellyttää sekä rauta että teräsvalujen tuotannossa tiukkaa prosessikuria
Dislokaatiot - pikauusinta
 Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Valurauta ja valuteräs
 Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA.
 1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Kon Teräkset Viikkoharjoitus 2. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikan laitos
 Kon-67.3110 Teräkset Viikkoharjoitus 2. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikan laitos Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri
Kon-67.3110 Teräkset Viikkoharjoitus 2. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikan laitos Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri
Binäärinen tasapaino, ei täyttä liukoisuutta
 Tasapainopiirrokset Binäärinen tasapaino, ei täyttä liukoisuutta Binäärinen tasapaino Kiinteässä tilassa koostumuksesta riippuen kahta faasia Eutektisella koostumuksella ei puuroaluetta Faasiosuudet muuttuvat
Tasapainopiirrokset Binäärinen tasapaino, ei täyttä liukoisuutta Binäärinen tasapaino Kiinteässä tilassa koostumuksesta riippuen kahta faasia Eutektisella koostumuksella ei puuroaluetta Faasiosuudet muuttuvat
Metallien plastinen deformaatio on dislokaatioiden liikettä
 Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Terästen lämpökäsittelyn perusteita
 Terästen lämpökäsittelyn perusteita Austeniitin nopea jäähtyminen Tasapainopiirroksen mukaiset faasimuutokset edellyttävät hiilen diffuusiota Austeniitin hajaantuminen nopeasti = ei tasapainon mukaisesti
Terästen lämpökäsittelyn perusteita Austeniitin nopea jäähtyminen Tasapainopiirroksen mukaiset faasimuutokset edellyttävät hiilen diffuusiota Austeniitin hajaantuminen nopeasti = ei tasapainon mukaisesti
Valujen raaka-ainestandardit - Valurauta
 Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
Väsymissärön ydintyminen
 Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Esitiedot. Valuraudat. Esitiedot. Esitiedot
 Esitiedot Valuraudat juha.nykanen@tut.fi Mistä tulevat nimitykset valkoinen valurauta ja harmaa valurauta? Miten ja miksi niiden ominaisuudet eroavat toisistaan? Miksi sementiitti on kovaa ja haurasta?
Esitiedot Valuraudat juha.nykanen@tut.fi Mistä tulevat nimitykset valkoinen valurauta ja harmaa valurauta? Miten ja miksi niiden ominaisuudet eroavat toisistaan? Miksi sementiitti on kovaa ja haurasta?
Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla
 Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla Vapaa energia ja tasapainopiirros Allotropia - Metalli omaksuu eri lämpötiloissa eri kidemuotoja. - Faasien vapaat
Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla Vapaa energia ja tasapainopiirros Allotropia - Metalli omaksuu eri lämpötiloissa eri kidemuotoja. - Faasien vapaat
Valujen lämpökäsittely
 Valujen lämpökäsittely Lämpökäsittelyillä muutetaan materiaalin ominaisuuksia, lujuutta, sitkeyttä ja työstettävyyttä. Lämpökäsiteltävyyden ja lämpökäsittelyn käytön suhteen materiaalit voidaan jakaa ryhmiin
Valujen lämpökäsittely Lämpökäsittelyillä muutetaan materiaalin ominaisuuksia, lujuutta, sitkeyttä ja työstettävyyttä. Lämpökäsiteltävyyden ja lämpökäsittelyn käytön suhteen materiaalit voidaan jakaa ryhmiin
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Deformaatio. Kiteen teoreettinen lujuus: Todelliset lujuudet lähempänä. σ E/8. σ E/1000
 Deformaatio Kertaus Deformaatio Kiteen teoreettinen lujuus: σ E/8 Todelliset lujuudet lähempänä σ E/1000 3 Dislokaatiot Mekanismi, jossa deformaatio mahdollista ilman että kaikki atomisidokset murtuvat
Deformaatio Kertaus Deformaatio Kiteen teoreettinen lujuus: σ E/8 Todelliset lujuudet lähempänä σ E/1000 3 Dislokaatiot Mekanismi, jossa deformaatio mahdollista ilman että kaikki atomisidokset murtuvat
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin
 Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Chem-C2400 Luento 3: Faasidiagrammit Ville Jokinen
 Chem-C2400 Luento 3: Faasidiagrammit 16.1.2019 Ville Jokinen Oppimistavoitteet Faasidiagrammit ja mikrorakenteen muodostuminen Kahden komponentin faasidiagrammit Sidelinja ja vipusääntö Kolmen faasin reaktiot
Chem-C2400 Luento 3: Faasidiagrammit 16.1.2019 Ville Jokinen Oppimistavoitteet Faasidiagrammit ja mikrorakenteen muodostuminen Kahden komponentin faasidiagrammit Sidelinja ja vipusääntö Kolmen faasin reaktiot
Vauriomekanismi: Väsyminen
 Vauriomekanismi: Väsyminen Väsyminen Väsyminen on vaihtelevan kuormituksen aiheuttamaa vähittäistä vaurioitumista. Erään arvion mukaan 90% vaurioista on väsymisen aiheuttamaa. Väsymisikää voidaan kuvata
Vauriomekanismi: Väsyminen Väsyminen Väsyminen on vaihtelevan kuormituksen aiheuttamaa vähittäistä vaurioitumista. Erään arvion mukaan 90% vaurioista on väsymisen aiheuttamaa. Väsymisikää voidaan kuvata
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Metallit 2005. juha.nykanen@tut.fi
 Metallit 2005 juha.nykanen@tut.fi Aikataulu Pe 2.9.2005 Pe 9.9.2005 Pe 16.9.2005 Pe 23.9.2005 Pe 10.9.2005 Pe 8.10.2005 Valurauta Valurauta ja teräs Teräs Teräs ja alumiini Magnesium ja titaani Kupari,
Metallit 2005 juha.nykanen@tut.fi Aikataulu Pe 2.9.2005 Pe 9.9.2005 Pe 16.9.2005 Pe 23.9.2005 Pe 10.9.2005 Pe 8.10.2005 Valurauta Valurauta ja teräs Teräs Teräs ja alumiini Magnesium ja titaani Kupari,
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
Tärkeitä tasapainopisteitä
 Tietoa tehtävistä Tasapainopiirrokseen liittyviä käsitteitä Tehtävä 1 rajojen piirtäminen Tehtävä 2 muunnos atomi- ja painoprosenttien välillä Tehtävä 3 faasien koostumus ja määrät Tehtävä 4 eutektinen
Tietoa tehtävistä Tasapainopiirrokseen liittyviä käsitteitä Tehtävä 1 rajojen piirtäminen Tehtävä 2 muunnos atomi- ja painoprosenttien välillä Tehtävä 3 faasien koostumus ja määrät Tehtävä 4 eutektinen
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
 Luento 5 Hiiliteräkset Hiiliteräkset Rauta (
Luento 5 Hiiliteräkset Hiiliteräkset Rauta ( Keskinopea jäähtyminen: A => Bainiitti
 Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Fysikaaliset ominaisuudet
 Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Murtumismekanismit: Väsyminen
 KJR-C2004 Materiaalitekniikka Murtumismekanismit: Väsyminen 11.2.2016 Väsyminen Väsyminen on dynaamisen eli ajan suhteen aiheuttamaa vähittäistä vaurioitumista. Väsymisvaurio ilmenee särön, joka johtaa
KJR-C2004 Materiaalitekniikka Murtumismekanismit: Väsyminen 11.2.2016 Väsyminen Väsyminen on dynaamisen eli ajan suhteen aiheuttamaa vähittäistä vaurioitumista. Väsymisvaurio ilmenee särön, joka johtaa
C. Hiilikaaritalttaus
 C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015. Karkaisu ja päästö
 1 Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015 Karkaisu ja päästö Teräs kuumennetaan austeniittialueelleen (A), josta se jäähdytetään nopeasti (sammutetaan) nesteeseen,
1 Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015 Karkaisu ja päästö Teräs kuumennetaan austeniittialueelleen (A), josta se jäähdytetään nopeasti (sammutetaan) nesteeseen,
TERÄKSISTÄ Terästen luokittelusta
 TERÄKSISTÄ Terästen luokittelusta Seostamattomat teräkset (niukkaseosteiset teräkset) Ruostumattomat teräkset Mangaaniteräkset Pikateräkset Työkaluteräkset Kuumalujat teräkset Tulenkestävät teräkset 1
TERÄKSISTÄ Terästen luokittelusta Seostamattomat teräkset (niukkaseosteiset teräkset) Ruostumattomat teräkset Mangaaniteräkset Pikateräkset Työkaluteräkset Kuumalujat teräkset Tulenkestävät teräkset 1
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Pehmeä magneettiset materiaalit
 Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
Lastuttavien aineiden jaottelu
 Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
18. Muotin täyttöjärjestelmä
 18. Muotin täyttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kanavistoa, jota pitkin sula metalli virtaa muottionteloon, kutsutaan muotin täyttöjärjestelmäksi. Täyttämisen ohella sillä
18. Muotin täyttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kanavistoa, jota pitkin sula metalli virtaa muottionteloon, kutsutaan muotin täyttöjärjestelmäksi. Täyttämisen ohella sillä
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Laatutason määrittely ja laatustandardit - Valurauta
 Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Koneenosien lujuuslaskenta
 Koneenosien lujuuslaskenta Tavoitteet Koneiden luotettavuuden parantaminen Materiaalin säästö Rakenteiden keventäminen Ongelmat Todellisen kuormituksen selvittäminen Moniakselinen jännitys ja muodonmuutos
Koneenosien lujuuslaskenta Tavoitteet Koneiden luotettavuuden parantaminen Materiaalin säästö Rakenteiden keventäminen Ongelmat Todellisen kuormituksen selvittäminen Moniakselinen jännitys ja muodonmuutos
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Alumiinivalujen raaka-ainestandardit
 www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
Rauta-hiili tasapainopiirros
 Rauta-hiili tasapainopiirros Teollisen ajan tärkein tasapainopiirros Tasapainon mukainen piirros on Fe-C - piirros, kuitenkin terästen kohdalla Fe- Fe 3 C -piirros on tärkeämpi Fe-Fe 3 C metastabiili tp-piirrosten
Rauta-hiili tasapainopiirros Teollisen ajan tärkein tasapainopiirros Tasapainon mukainen piirros on Fe-C - piirros, kuitenkin terästen kohdalla Fe- Fe 3 C -piirros on tärkeämpi Fe-Fe 3 C metastabiili tp-piirrosten
KULJETINKETJUJA VAATIVIIN TARPEISIIN
 KULJETINKETJUJA VAATIVIIN TARPEISIIN 1 SISÄLTÖ 4 SIVULEVYJEN KULUTUSPINNAT 5 RAKENNE 7 KULJETINKETJU SFS 2380 8 KIINNITYSREIÄT R2 9 KIINNITYSKORVAKKEET K2 K22 10 KULJETINKETJU SMS 1698 11 KULJETINKETJUT
KULJETINKETJUJA VAATIVIIN TARPEISIIN 1 SISÄLTÖ 4 SIVULEVYJEN KULUTUSPINNAT 5 RAKENNE 7 KULJETINKETJU SFS 2380 8 KIINNITYSREIÄT R2 9 KIINNITYSKORVAKKEET K2 K22 10 KULJETINKETJU SMS 1698 11 KULJETINKETJUT
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset.
 9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT. Copyright Isto Jokinen. Käyttö opetuksessa tekijän luvalla
 METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
782630S Pintakemia I, 3 op
 782630S Pintakemia I, 3 op Ulla Lassi Puh. 0400-294090 Sposti: ulla.lassi@oulu.fi Tavattavissa: KE335 (ma ja ke ennen luentoja; Kokkolassa huone 444 ti, to ja pe) Prof. Ulla Lassi Opintojakson toteutus
782630S Pintakemia I, 3 op Ulla Lassi Puh. 0400-294090 Sposti: ulla.lassi@oulu.fi Tavattavissa: KE335 (ma ja ke ennen luentoja; Kokkolassa huone 444 ti, to ja pe) Prof. Ulla Lassi Opintojakson toteutus
TYÖVÄLINEIDEN KARKAISU
 TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
TYÖVÄLINEIDEN KARKAISU 12 bar 10 bar 10 bar Pakkaskarkaisu Teräksen karkaisun yhteydessä tehtävää kylmäkäsittelyä on perinteisesti kutsuttu pakkaskarkaisuksi. Pakkaskarkaisu tarkoittaa sitä että karkaisuhehkutuksen
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Kon Teräkset Viikkoharjoitus 1. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka
 Kon-67.3110 Teräkset Viikkoharjoitus 1. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri ilmiöistä
Kon-67.3110 Teräkset Viikkoharjoitus 1. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Luennolta: Perustieto eri ilmiöistä Kirjoista: Syventävä tieto eri ilmiöistä
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Liike ja voima. Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä
 Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Mak Sovellettu materiaalitiede
 .106 tentit Tentti 21.5.1997 1. Rekristallisaatio. 2. a) Mitkä ovat syyt metalliseosten jähmettymisen yhteydessä tapahtuvalle lakimääräiselle alijäähtymiselle? b) Miten lakimääräinen alijäähtyminen vaikuttaa
.106 tentit Tentti 21.5.1997 1. Rekristallisaatio. 2. a) Mitkä ovat syyt metalliseosten jähmettymisen yhteydessä tapahtuvalle lakimääräiselle alijäähtymiselle? b) Miten lakimääräinen alijäähtyminen vaikuttaa
I. Lämpökäsittely. I.1 Miksi? Pekka Niemi - Tampereen ammattiopisto. Valukappaleita lämpökäsitellään seuraavista syistä:
 I. Lämpökäsittely Pekka Niemi - Tampereen ammattiopisto Kuva 284. Lämpökäsittelyhehkutus tapahtunut, uunin ovi aukaistu I.1 Miksi? Valukappaleita lämpökäsitellään seuraavista syistä: poistetaan ei-toivottuja
I. Lämpökäsittely Pekka Niemi - Tampereen ammattiopisto Kuva 284. Lämpökäsittelyhehkutus tapahtunut, uunin ovi aukaistu I.1 Miksi? Valukappaleita lämpökäsitellään seuraavista syistä: poistetaan ei-toivottuja
Luento 2. Kon Teräkset DI Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto
 Luento 2 Kon-67.3110 Teräkset DI Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto Rauta-hiili -tasapainopiirros Honeycombe & Bhadeshia s. 30-41. Uudistettu Miekk oj s. 268-278. Rauta (Fe)
Luento 2 Kon-67.3110 Teräkset DI Timo Kiesi Koneenrakennuksen materiaalitekniikka Aalto-yliopisto Rauta-hiili -tasapainopiirros Honeycombe & Bhadeshia s. 30-41. Uudistettu Miekk oj s. 268-278. Rauta (Fe)
Myös hiekan sideaine vaikuttaa sullonnan määrään. Hartsisideainehiekkojen sullontatarve on huomattavasti vähäisempi kuin bentoniittihiekkojen.
 12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
17. Tulenkestävät aineet
 17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
Mekaaniset ominaisuudet
 Mekaaniset ominaisuudet Kertaus Jäykkyys E Lujuus Myötö- Murto- Muokkauslujittuminen Sitkeys 2 2 Esimerkkejä Golf-maila Keinonivel Hammaspyörä 3 3 Esimerkki: Golf-maila Golf-mailalta vaadittavat ominaisuudet
Mekaaniset ominaisuudet Kertaus Jäykkyys E Lujuus Myötö- Murto- Muokkauslujittuminen Sitkeys 2 2 Esimerkkejä Golf-maila Keinonivel Hammaspyörä 3 3 Esimerkki: Golf-maila Golf-mailalta vaadittavat ominaisuudet
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Esipuhe. Helsingissä heinäkuussa 2004 Lämpökäsittelyn toimialaryhmä Teknologiateollisuus ry
 Lämpökäsittelyoppi Esipuhe Metallit ovat kiehtova materiaaliryhmä erityisesti siksi, että niiden ominaisuudet ovat muunneltavissa hyvin laajasti. Metalleja voidaan seostaa keskenään, mutta ennen kaikkea
Lämpökäsittelyoppi Esipuhe Metallit ovat kiehtova materiaaliryhmä erityisesti siksi, että niiden ominaisuudet ovat muunneltavissa hyvin laajasti. Metalleja voidaan seostaa keskenään, mutta ennen kaikkea
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
VARISCO itseimevät jätepumput ST-R
 VARISCO itseimevät jätepumput ST-R Varisco ST-R -sarjan pumput ovat itseimeviä kierrätyspumppuja ja soveltuvat suuria kiintoaineita sisältävien lietteiden pumppaamiseen. Pumput asennetaan pumpattavan nesteen
VARISCO itseimevät jätepumput ST-R Varisco ST-R -sarjan pumput ovat itseimeviä kierrätyspumppuja ja soveltuvat suuria kiintoaineita sisältävien lietteiden pumppaamiseen. Pumput asennetaan pumpattavan nesteen
5. Sähköuunit. 5.1 Sähköuunien panostus Tyypillisiä panosraaka-aineita. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
Ympäristövaikutteinen murtuminen EAC
 Ympäristövaikutteinen murtuminen EAC Ympäristövaikutteinen murtuminen Yleisnimitys vaurioille, joissa ympäristö altistaa ennenaikaiselle vauriolle Lukuisia eri mekanismeja ja tyyppejä Tässä: Jännistyskorroosio
Ympäristövaikutteinen murtuminen EAC Ympäristövaikutteinen murtuminen Yleisnimitys vaurioille, joissa ympäristö altistaa ennenaikaiselle vauriolle Lukuisia eri mekanismeja ja tyyppejä Tässä: Jännistyskorroosio
Luento 2 Martensiitti- ja bainiittireaktio
 Luento 2 Martensiitti- ja bainiittireaktio Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa - Martensiitti (tkk, tetragoninen)
Luento 2 Martensiitti- ja bainiittireaktio Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa Martensiittitransformaatiossa tapahtuvat muodonmuutokset hilassa - Martensiitti (tkk, tetragoninen)
Kon Teräkset Harjoituskierros 7. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka
 Kon-67.3110 Teräkset Harjoituskierros 7. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Hammaspyörät Suunnittelustandardit Euroopassa esimerkiksi: ISO 6336-1 5
Kon-67.3110 Teräkset Harjoituskierros 7. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Hammaspyörät Suunnittelustandardit Euroopassa esimerkiksi: ISO 6336-1 5
Corthal, Thaloy ja Stellite
 Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
TURBO DIMMINUTOR Automaattinen kiintoainevesiseoksien kanavaseuloja ja murskain
 1 TURBO DIMMINUTOR Automaattinen kiintoainevesiseoksien kanavaseuloja ja murskain DIMMINUTOR seuloo ja murskaa automaattisesti veden mukana liikkuvat kiintoaineet läpi avokanavan. Laitetta voidaan käyttää
1 TURBO DIMMINUTOR Automaattinen kiintoainevesiseoksien kanavaseuloja ja murskain DIMMINUTOR seuloo ja murskaa automaattisesti veden mukana liikkuvat kiintoaineet läpi avokanavan. Laitetta voidaan käyttää
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
Jälkikäsittelyt. Tuotantohitsaus. ValuAtlas Hiekkavalimon valimoprosessi - Seija Meskanen, Tuula Höök
 Jälkikäsittelyt Puhdistuksen jälkeen valuille voidaan tehdä vielä seuraavia jälkikäsittelytoimenpiteitä: tuotantohitsaus lämpökäsittely koneistus pintakäsittely Tuotantohitsaus Tuotantohitsaus jakaantuu
Jälkikäsittelyt Puhdistuksen jälkeen valuille voidaan tehdä vielä seuraavia jälkikäsittelytoimenpiteitä: tuotantohitsaus lämpökäsittely koneistus pintakäsittely Tuotantohitsaus Tuotantohitsaus jakaantuu
Metallit 2005. juha.nykanen@tut.fi
 Metallit 2005 juha.nykanen@tut.fi Käsitetesti 2 Suomugrafiittivalurauta (EN-GJL) Mikrorakenne vaihtoehdot jäähtymisnopeuden mukaan Grafiitti + ferriitti Grafittii + sementiitti + perliitti Grafiitti +
Metallit 2005 juha.nykanen@tut.fi Käsitetesti 2 Suomugrafiittivalurauta (EN-GJL) Mikrorakenne vaihtoehdot jäähtymisnopeuden mukaan Grafiitti + ferriitti Grafittii + sementiitti + perliitti Grafiitti +
TEOLLISUUSPINNOITTEET
 TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
GRINDEX- IMUVAUNU Käyttöohjeet
 GRINDEX- IMUVAUNU Käyttöohjeet 1. Toiminta...2 2. Tarkistukset ennen käyttöä ja kokoaminen...2 3. Käyttö ja rajoitukset...2 4. Tekniset tiedot...3 5. Asennus...5 6. Huolto...5 7. Johtimet...6 8. Merkinnät
GRINDEX- IMUVAUNU Käyttöohjeet 1. Toiminta...2 2. Tarkistukset ennen käyttöä ja kokoaminen...2 3. Käyttö ja rajoitukset...2 4. Tekniset tiedot...3 5. Asennus...5 6. Huolto...5 7. Johtimet...6 8. Merkinnät
Vaurioiden tyypilliset syyt
 Vaurioituminen II Vaurioiden tyypilliset syyt 18.9.2013 2 Loppumurtuma Hauras tai sitkeä murtuma Ei juurisyy, vaan viimeinen vaihe pitkässä tapahtumaketjussa. 18.9.2013 3 Väsyminen (Fatigue) 1998 Eschede
Vaurioituminen II Vaurioiden tyypilliset syyt 18.9.2013 2 Loppumurtuma Hauras tai sitkeä murtuma Ei juurisyy, vaan viimeinen vaihe pitkässä tapahtumaketjussa. 18.9.2013 3 Väsyminen (Fatigue) 1998 Eschede
Valuraudat.
 Valuraudat juha.nykanen@tut.fi Esitiedot Miten pallografiitin ydintyminen ja kasvu poikkeaa suomugrafiitin ydintymisestä ja kasvusta? Mitkä ovat pallografiittivalurautojen ja adusoitujen valurautojen edut
Valuraudat juha.nykanen@tut.fi Esitiedot Miten pallografiitin ydintyminen ja kasvu poikkeaa suomugrafiitin ydintymisestä ja kasvusta? Mitkä ovat pallografiittivalurautojen ja adusoitujen valurautojen edut
UDDEHOLM VANADIS 60. Käyttökohteet. Yleistä. Ominaisuudet. Erityisominaisuudet. Taivutuslujuus. Fysikaaliset ominaisuudet 1 (5)
") 1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
Esitiedot. Luento 6. Esitiedot
 Esitiedot Luento 6 Miten terästen karkenevuutta voidaan parantaa? Miten päästölämpötila ja aika vaikuttavat karkaistun rakenteen mekaanisiin ominaisuuksiin? Mitä tarkoittaa päästöhauraus? 2 Esitiedot Epäselviä
Esitiedot Luento 6 Miten terästen karkenevuutta voidaan parantaa? Miten päästölämpötila ja aika vaikuttavat karkaistun rakenteen mekaanisiin ominaisuuksiin? Mitä tarkoittaa päästöhauraus? 2 Esitiedot Epäselviä
Liite A : Kuvat. Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ]
![Liite A : Kuvat. Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ]](/thumbs/92/107838850.jpg "Liite A : Kuvat. Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ]") Liite A : Kuvat Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ] Kuva 2.1: Jännityksen vaihtelu ajan suhteen eri väsymistapauksissa. Kuvaajissa x-akselilla aika ja y-akselilla jännitys. Kuvien merkinnöissä
Liite A : Kuvat Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ] Kuva 2.1: Jännityksen vaihtelu ajan suhteen eri väsymistapauksissa. Kuvaajissa x-akselilla aika ja y-akselilla jännitys. Kuvien merkinnöissä
monipuolinen ilmaverho
 monipuolinen ilmaverho Mitä patentoitu (no.: 4415079 C2) tarjoaa perinteisiin malleihin nähden järjestelmä korkea suojausteho alhainen energia kulutus matala melutaso helppokäyttöisyys ja säätömahdollisuudet
monipuolinen ilmaverho Mitä patentoitu (no.: 4415079 C2) tarjoaa perinteisiin malleihin nähden järjestelmä korkea suojausteho alhainen energia kulutus matala melutaso helppokäyttöisyys ja säätömahdollisuudet
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään
 Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
TEKNIIKKA. Dieselmoottorit jaetaan kahteen ryhmään: - Apukammiomoottoreihin - Suoraruiskutusmoottoreihin
 TALOUDELLISUUS Dieselmoottori on vastaavaa ottomoottoria taloudellisempi vaihtoehto, koska tarvittava teho säädetään polttoaineen syöttömäärän avulla. Ottomoottorissa kuristetaan imuilman määrää kaasuläpän
TALOUDELLISUUS Dieselmoottori on vastaavaa ottomoottoria taloudellisempi vaihtoehto, koska tarvittava teho säädetään polttoaineen syöttömäärän avulla. Ottomoottorissa kuristetaan imuilman määrää kaasuläpän
8. Muottihiekat. Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto. Valulämpötiloja:
 8. Muottihiekat Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valulämpötiloja: Valuteräkset 1520 1600 C Valuraudat 1250 1550 C Kupariseokset alle 1250 C Alumiiniseokset alle 800 C Sinkkiseokset alle
8. Muottihiekat Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valulämpötiloja: Valuteräkset 1520 1600 C Valuraudat 1250 1550 C Kupariseokset alle 1250 C Alumiiniseokset alle 800 C Sinkkiseokset alle