3D-TULOSTIMEN HANKINTA
|
|
|
- Eeva-Liisa Karjalainen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2013 Marko Piira 3D-TULOSTIMEN HANKINTA

2 OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Koneautomaatiotekniikka Timo Vaskikari Marko Piira 3D-TULOSTIMEN HANKINTA Opinnäytetyön tavoitteena oli selvittää 3D-tulostimen hankintaan liittyvät taloudelliset seikat, sekä vertailla sitä kustannus- ja kannattavuusteknisistä syistä perinteisempiin valmistusmenetelmiin. Toimeksiantajana toimi IPTE Nordic Oy / IPTE Factory Automation. Tutkimuksessa perehdyttiin erilaisiin materiaalia lisääviin valmistusmenetelmiin ja vertailtiin niitä toisiinsa, sekä perinteisiin valmistusmenetelmiin. Toimeksiantajalla oli tietyt kriteerit, jotka tulostimen piti täyttää. Tärkeimmät ominaisuudet tulostimelle olivat tarkkuus, tulostusmateriaalit sekä rakennuskammion koko. Pisteyttämällä tulostimet ominaisuuksien mukaan saatiin valittua oikeanlainen tulostin, joka täytti asiakkaan tarpeet. ASIASANAT: 3D- tulostus, Pikamallinnus, Materiaalia lisäävä valmistus

3 BACHELOR S THESIS ABSTRACT TURKU UNIVERSITY OF APPLIED SCIENCES Mechanical Engineering and Production Technology Machine Automation Technology Instructor Timo Vaskikari Marko Piira PURCHASING A 3D PRINTER The aim of this Bachelor s thesis was to determine the economic factors related to the acquisition of a 3D printer, as well as to compare it with traditional manufacturing methods in terms of cost and profitability. The work was commissioned by IPTE Nordic Oy / IPTE Factory Automation. The study focuses on a variety of material building, manufacturing methods and compares them with each other, as well as traditional production methods. The client had certain criteria that the printer had to perform. Key features of the printer were accuracy, printing materials, as well as size of the building chamber. By scoring the properties of the printers, we were able to choose the right kind of printer that met the client s needs. KEYWORDS: 3D printing, rapid prototyping, additive manufacturing

4 SISÄLTÖ KÄYTETYT LYHENTEET (TAI SANASTO) 6 1 JOHDANTO 7 2 MATERIAALIA LISÄÄVÄ VALMISTUS 8 Määritelmä (3D-tulostus ja pikamallinnus) 8 3 VALMISTUSMENETELMÄT FDM (Fused DepositionModeling) SLS (Selective Laser Sintering) DMLS (Direct Metal Laser Sintering) EBM (Electron beam melting) SLA (Stereolitografia) LOM (3D-Laminering) JP (Jetted Photopolymer) MJM (Multi Jet Modeling) DP (Three DimensionalPrinting) Contourcrafting D-SKANNAUS 19 5 MATERIAALIA LISÄÄVIEN VALMISTUSMENETELMIEN TEKNINEN KYVYKKYYS PERINTEISIIN VALMISTUSMENETELMIIN NÄHDEN 20 6 KÄYTTÖKOHTEET Teollisuus Yksityis-sektori 24 7 TULEVAISUUDEN NÄKYMÄT 25 8 LAITTEIDEN HINNAT Hintavertailuja Materiaalia lisäävän valmistuksen raaka-ainekustannukset Materiaalia lisäävän valmistuksen kustannukset verrattuna perinteiseen valmistukseen 29
 17 3.9.")
5 9 TULOKSET KONEEN VALINTA 34 LÄHTEET 38

6 KÄYTETYT LYHENTEET Lyhenne Lyhenteen selitys 3DP Three Dimensional Printing AM - Additive Manufacturing EBM - Electron Beam Melting ESD- Electrostatic discharge, sähköstaattinen purkaus FDM - Fused Deposit Modeling DMLS - Direct Metal Laser Sintering JP Jetted Photopolymer LOM - Laminated Object Manufacturing MJM Multi Jet Modeling RP - Rapid prototyping, prototyyppien pikamallinnus. SLA - Stereolitografia SLS - Selective Laser Sintering STL- Yleisin pikamallinnuslaitteiden käyttämä tiedostomuoto.

7 7 1 JOHDANTO Materiaalia lisäävät valmistusmenetelmät ovat viimeaikoina lisääntyneet. Tulostustarkkuus on saatu riittävän hyväksi ammattimaiseen jälkeen ja laitteiden hinnat ovat laskeneet. Myös kuluttajalle suunnattuja edullisempia laitteita on saatu markkinoille. Materiaalia lisääviä valmistusmenetelmiä on useita, ja tässä työssäni esittelen niistä yleisimmät. Tällaisista valmistusmenetelmistä voidaan käyttää useampaa termiä, mutta Suomen pikavalmistusyhdistys (Firpa) suosittelee käytettäväksi termiä materiaalia lisäävä valmistus. Tässä opinnäytetyössä käytetään materiaalia lisäävistä laitteista yhteisnimitystä 3D-tulostin. Työn tavoite on selvittää toimeksiantajan tarpeisiin sopiva 3D-tulostin.
 suosittelee käytettäväksi termiä materiaalia lisäävä valmistus.")
8 8 2 MATERIAALIA LISÄÄVÄ VALMISTUS Määritelmä (3D-tulostus ja pikamallinnus) Materiaalia lisäävä valmistus tarjoaa kilpailukykyisen vaihtoehdon perinteisille valmistusmenetelmille valmistusmääristä, materiaalista ja tuotteen muodoista riippuen. 3D-tulostinta voidaan verrata peruslaser-toimistotulostimeen. Sekä 3D-tulostus- että pikamallinnustekniikat rakentavat tulostettavan kappaleen kerros kerrokselta STL-tiedostomuodosta. Kustannuserot näiden tekniikoiden välillä voivat kasvaa huomattaviksi, jos otetaan huomioon materiaalikustannukset, laitteiden arvon kuoletukset, huoltokustannukset sekä työvoima. Perinteinen pikamallinnuslaite voi maksaa helposti jopa puolet enemmän, kuin 3D-tulostin. Kalliimmat pikamallinnuskoneet sijoitetaankin usein tehdastyyppisiin ratkaisuihin, kun taas pienemmät ja edullisemmat 3D-tulostimet voivat kokonsa puolesta sijoittaa loppukäyttäjän ulottuville poistaen näin yksiköiden välisen viiveen. Pikamallinnuslaitteita on ollut jo vuosia käytössä, ja tarkkuuksiltaan ne ovatkin vielä parempia kuin 3D-tulostimet.

9 9 3 VALMISTUSMENETELMÄT 3.1 FDM (Fused DepositionModeling) FDM-tekniikka (kuva 1) on materiaalia lisäävistä valmistusmenetelmistä yleisin ja edullisin. Tulostus tapahtuu syöttämällä tulostusmateriaalia ohuen langan muodossa kuumennetun suuttimen läpi, joka sitten sulattaa materiaalin lämmitetylle tulostuspinnalle. Toisesta suuttimesta syötetään tukimateriaali, joka on hauraampaa kuin varsinainen tulostusmateriaali ja voidaan poistaa helposti lopullisesta tuotteesta. Suuttimet toimivat pitkälle samalla periaatteella, kuin kuumaliimapistooli. FDM-tulostimet ovat yleisimpiä ns. kotikäyttöön tarkoitettuja laitteita, sillä hinnaltaan laitteet ovat kuluttajaystävällisiä. FDM tunnetaan myös nimellä thermoplastic extrusion. (Custompart.net 2013.) Kuva 1. FDM- tulostuksen toimintaperiaate (Kylestetzp 2009).

10 SLS (Selective Laser Sintering) Laser-sintrauksessa (kuva 2) saadaan jo huomattavasti tarkempaa jälkeä, kuin esim. FDM-tekniikalla. Tulostus tapahtuu vetämällä tulostustasolle telalla ohut kerros muovijauhetta, jonka jälkeen laserin kanssa kuumennetaan tulostuskohdista niin paljon, että hiukkaset kiinnittyvät toisiinsa. (tarkoituksena ei ole kumminkaan ylittää sulamispistettä, jolloin sula muovi alkaisi valumaan). Kun ensimmäinen kerros on tulostettu, niin lasketaan tulostustasoa yhden kerrospaksuuden verran alaspäin ja vedetään telalla uusi kerros muovijauhetta pinnalle, tämän jälkeen toistetaan edellä mainittua prosessia, kunnes kappale on saatu tulostettua. SLS-laitteet ovat jo hieman kalliimpia ja näitä ei varsinaisesti ole tarkoitettu kotikäyttöön, vaan kohderyhmänä toimii teollisuus. (Altair 2013.) Kuva 2. SLS-tulostuksen toimintaperiaate (Kylestetzp 2009).

11 DMLS (Direct Metal Laser Sintering) DMLS (kuva 3) toimii periaatteiltaan samalla tavalla kuin SLS, mutta tulostusmateriaalina toimii metallijauhe. Tämä luonnollisesti vaatii tehokkaamman laserin, joten mm. korkeampi lämpötila on otettava huomioon muissakin koneen osissa. DMLS-tulostus on huomattavasti kalliimpi materiaalia lisäävään valmistukseen tarkoitettu menetelmä verrattuna edellä mainittuun SLS-tekniikkaan johtuen tulostimen ominaisuuksista ja kyvystä käyttää materiaalina metallia. Tästä valmistusmenetelmästä käytetään myös lyhennettä LMS (Laser MetalSintering). (Custompart.net 2013.) Kuva 3. DMLS tulostuksen toimintaperiaate (Kylestetzp 2009).
. (Custompart.net 2013.")
12 EBM (Electron beam melting) EBM-valmistus (kuva 4) perustuu pitkälti samanlaiseen tekniikkaan kuin mitä edellä mainitut SLS- ja DMLS-tekniikat. EBM-tulostuksessa käytetään lasersäteen sijasta elektronisädettä ja varsinainen prosessi tapahtuu tyhjiössä noin :n lämpötilassa. EBM-säteitä on useampi, jolloin valmistus tapahtuu huomattavasti nopeammin kuin lasersintrauksessa. Toisin kuin metallin sintrauksessa, EBM-tekniikalla saadaan täysin tiiviitä, aukottomia ja erittäin vahvoja tulosteita. EBM-tekniikka on erinomainen keino tulostaa reaktiivisia materiaaleja, jotka sitoutuvat happeen, kuten esim. titaani. (Altair 2013.) Kuva 4. EBM-tulostuksen toimintaperiaate (Calram 2013).

13 SLA (Stereolitografia) SLA-valmistustavassa (kuva 5) kovetetaan kerroksittain altaassa olevaa valokovetteista epoksihyytelöä laserin avulla tarvittavista kohdista. Kappaletta lasketaan kerrospaksuuden verran alaspäin, kun ensimmäinen kerros on saatu valmiiksi, jolloin epoksihyytelön pinta peittää kappaleen. Tämän jälkeen voidaan valmistaa seuraava kerros. Lopputuote saadaan valmiiksi kun viimeinen kerros on kuivunut, ja tuote on kovetettu uunissa. Tämä materiaalia lisäävä valmistustapa vaatii usein tukimateriaalin rakentamista, jotta muuten valmis kappale ei hajoaisi prosessin aikana. Tukimateriaali poistetaan manuaalisesti käsin. SLA on nopea materiaalia lisäävä valmistustapa, mutta melko kallis ratkaisu tulostusmateriaalin suhteen. (Custompart.net 2013.) Kuva 5. SLA-tulostuksen toimintaperiaate (Kylestetzp 2009).

14 LOM (3D-Laminering) LOM-valmistustapa (kuva 6) perustuu laminoimiseen. Valmistettavan kappaleen materiaalina toimii paperi- tai muoviarkki, josta laserin- tai leikkuuterän kanssa leikataan valmistettavan kappaleen ääriviivat irti. Tämän jälkeen päälle liimataan uusi kerros ja toistetaan ääriviivojen leikkaus. Tällä tavoin toimitaan kunnes kappale on kokonaisuudessaan valmis. Jos valmistettavan kappaleen materiaalina käytetään paperia, niin voidaan muutoin valmis kappale kovettaa hartsin avulla. Paperi- tai muoviarkki tulee rullasta, jossa toinen pinta on ns. liimapinta. Kuumennetun telan kanssa saadaan valmistusmateriaali puristettua tiiviisti kappaleen pinnalle. LOM-tekniikalla ei saada erityisen tarkkaa jälkeä, ja tämä materiaalia lisäävä tekniikka sopiikin paremmin isommille kappaleille. (Altair 2013.) Kuva 6. LOM-tulostuksen toimintaperiaate (Kylestetzp 2009).

15 JP (Jetted Photopolymer) JP-valmistustapa (kuva 7) tapahtuu pitkälti samalla tavalla kuin perinteinen mustesuihkutulostus. Tulostuspää suihkuttaa tulostusmateriaalin tulostuspinnalle, jonka jälkeen aine kovetetaan UV-valon avulla. Tämä prosessi toistetaan kunnes kappale on valmis. Valmistusprosessi eroaa FDM-tekniikasta oikeastaan vain siten, että kappaleen rakennusmateriaalina toimii neste. JPtekniikka on yksi nopeimmista ja tarkimmista materiaalia lisäävistä tekniikoista, mutta jos valmistettavalta kappaleelta vaaditaan kestävyyttä, niin tämä materiaalia lisäävä valmistustapa ei välttämättä ole paras vaihtoehto. (Kylestetzp 2009.) Kuva 7. JP-tulostuksen toimintaperiaate (Kylestetzp 2009).

16 MJM (Multi Jet Modeling) MJM-valmistustapa (kuva 8) on nopea materiaalia lisäävä tekniikka, jossa merkittävänä etuna saavutetaan erittäin hyvä pinnantarkkuus. MJM-tekniikassa käytetään leveää tulostinpäätä, jossa on useita suuttimia. Leveän tulostuspään ansiosta voidaan samanaikaisesti valmistaa vaikka useampaa kappaletta, jolloin ajallinen hyöty saadaan maksimaaliseksi. Suuttimilla ruiskutetaan tulostettavalle pinnalle tulostusmateriaalia nestemäisenä, joka sitten jäähtyy ja kovettuu välittömästi osuessaan kiinteään aineeseen. Tätä materiaalia lisäävää valmistustekniikkaa käytetään yleisesti tehdessä ruiskuvalumuotteja koruteollisuuteen ja muihin tarkkuusvalua vaativiin aloihin. (About.com 2013.) Kuva 8. MJM-tulostuksen toimintaperiaate (Kylestetzp 2009).

17 DP (Three DimensionalPrinting) Tämä materiaalia lisäävä tekniikka toimii melkein samalla tavalla, kuin lasersintraus (SLS), mutta laserin sintrauksen tilalla toimii mustesuihku-tulostinpää. Mustesuihkulla ruiskutetaan nestemäisenä kovetetta, jolla saadaan sidottua tulostusaineena toimiva jauhe. Ylimääräinen jauhe jää tulostuksen ajaksi kappaleen väleihin tukemaan kappaletta, ja voidaan poistaa jälkikäteen esim. Harjalla tai paineilmalla. Tulostusmateriaalit mukaan lukien metalli ja keraamiset jauheet ovat jokseenkin rajallisia, mutta edullisia, jos vertaa muihin pikavalmistusmenetelmiin. 3DP-tekniikan etuna on tulostusnopeus. Tulosteen lujuudessa ei päästä ihan samoihin lukemiin kuin muilla pikavalmistusmenetelmillä, mutta tulostuksen nopeus ja edullisuus ovat tämän tekniikan valttikortteja. 3DP-tekniikkaa (kuva 9) käytetään yleisesti prototyyppien ja käsitteellisten mallien tulostamiseen. (Custompart.net 2013.) Kuva 9. 3DP-tulostuksen toimintaperiaate (Custompart.net 2013)

18 Contourcrafting Contourcrafting-valmistuksella (kuva 10) tarkoitetaan lähinnä rakennusteollisuuteen suunnattuja isoja materiaalia lisääviä koneita. Valmistusperiaate toimii pitkälle samalla tavalla kuin FDM-tekniikalla, mutta laitteet ovat massiivisia ja tulostusmateriaalina käytetään normaalisti betonia tai savitiiltä. Tällaista tuotantoprosessia käytettäessä voidaan rakentaa yksittäinen talo tai taloryhmä täysin automaattisesti. Contourcrafting-valmistuksessa voidaan myös sulauttaa prosessin aikana tarvittavat sähköt, viemäröinnin sekä ilmastoinnin rakennukseen. Yksi suurimmista eduista käytettäessä contourcrafting-prosessia on ylivertainen pinnantarkkuus verrattuna perinteiseen rakentamiseen. Muina etuina voidaan mainita prosessin nopeus, sekä rakennuksessa syntyvän jätemateriaalin vähäisyys. (Contourcrafting 2013.) Kuva 10, Contourcrafting-valmistuksen toimintaperiaate (Khosnevis 2004)

19 19 4 3D-SKANNAUS 3D-skannausta käytetään luomaan kiinteästä kappaleesta digitaalinen malli. 3D-skannerilla tallennetaan tutkitun kappaleen pinnalta pisteitä, jotka sitten yhdistetään digitaalisessa muodossa ja näin saadaan kuva kappaleesta. 3Dskannerit voidaan luokitella koskettaviin ja ei-koskettaviin skannereihin. koskettavilla 3D-skannereilla kosketetaan mitattavaa kohdetta, kun taas eikoskettava skanneri mittaa kappaleen pinnalta heijastuvan säteilyn. Eikoskettavat skannerit voidaan luokitella passiivisiin ja aktiivisiin. Aktiiviset skannerit lähettävät säteilyä (esim. valo, ultraääni tai röntgen), kun taas passiiviset skannerit havaitsevat muiden lähteiden säteilyn (esim. auringonvalo). Yleisin teollisuuden käytössä oleva tekniikka on laserskanneri (kuva 11). Laserin avulla heijastetaan säteitä kappaleen pintaan, josta sitten kameran avulla mitataan etäisyys. (Scanco 2013.) Kuva 11. 3D-laserskanneri (Cteutsch 2007)

20 20 5 MATERIAALIA LISÄÄVIEN VALMISTUSMENETELMIEN TEKNINEN KYVYKKYYS PERINTEISIIN VALMISTUSMENETELMIIN NÄHDEN Suurimpana erona perinteisempiin valmistusmenetelmiin voidaan todeta, että materiaalia lisäävä valmistus tapahtuu nimensä mukaisesti ainetta lisäämällä. Perinteisissä valmistusmenetelmissä kuten esim. poraus ja sorvaus, käytetään lastuavaa työstöä ja näin ollen kappaleen muodossa on otettava huomioon geometriset rajoitteet. Materiaalia lisäävässä valmistuksessa kyseistä ongelmaa ei ole, vaan voidaan valmistaa kappaleita, jotka ovat perinteisemmillä valmistusmenetelmillä mahdotonta valmistaa. Tuotteen kustomointi helpottuu ja tuote voidaan räätälöidä kulloinkin asiakkaan toiveiden mukaisesti. Lisäksi pienemmissä tilauksissa tulostettaessa riskit ja kustannukset pienenevät sekä tuotantoketju nopeutuu, koska saadaan suoraan 3D-mallista tulostettua valmis tuote. Teknisenä kyvykkyytenä voidaan todeta, että Kerros kerrokseltaan rakentaminen vähentää hukkaan menevän raakaaineen määrän lähes olemattomiin. On mahdollisuus tulostaa monimutkaisia muotoja, joita on mahdoton toteuttaa yhdestä kappaleesta perinteisillä menetelmillä. Esim. EBM-tekniikalla saadaan aikaan täysin tiivistä ja rakenteetonta metallia. Toisin sanoen metallin kiderakenne on lujuuden suhteen paras mahdollinen. Tähän on perinteisillä valmistusmenetelmillä mahdoton päästä. Kappaleen monimutkaisuus ei vaikuta kustannuksiin. Kappaleista saadaan kevyempiä.

21 21 Heikkoutena voidaan todeta, että Edullisimpien laitteiden tuottama laatu tarkkuuden ja lujuuden suhteen on huonompi. Toleroidut reiät ovat hankala toteuttaa ilman jälkikäteen koneistamista. Valmistusnopeus on hitaampaa, kun kyseessä on suurempi tuotantoerä, tai helposti koneistettavat kappaleet. Materiaalien hinnat ovat suhteellisen kalliita verrattuna perinteisten menetelmien materiaalihinnoille. Syynä tähän: Menekki ja standardoinnin puute.
22 22 6 KÄYTTÖKOHTEET 6.1 Teollisuus Materiaalia lisäävän valmistuksen käyttökohteissa vain mielikuvitus on rajana, mutta yleisimmin niitä tapaa esim. autoteollisuudessa, lentokoneteollisuudessa, arkkitehtuurissa ja rakennusalalla. 3D-tulostimella voidaan kätevästi tulostaa toiminnallisia malleja, varaosia sekä pientuotantoeriä. (kuva 12) Rakennusalalla on nykyään mahdollista valmistaa materiaalia lisäävällä valmistusmenetelmällä jopa omakotitaloja. Kehitteillä on contourcraftingmenetelmään perustuva laite, jolla on mahdollista valmistaa kokonainen talo 20 tunnissa. Kyseinen laite lisää tarvittavat putket ja sähköjohdot valmiiksi, eikä muuten valmiista talosta puuttuisi enää kuin ikkunat ja ovet. (Tekniikka&Talous 2012.) Koneenosia suunniteltaessa on mahdollista materiaalia lisäävän valmistuksen avulla tehdä prototyyppi mekaanisesta kappaleesta edullisesti ilman kalliita valumuotteja. Lentokoneteollisuudessa ja avaruusteollisuudessa saadaan mm. valmistettua kevyempiä siipirakenteita. Esim. NASA on ottanut käyttöönsä materiaalia lisäävän valmistustekniikan avaruusohjelmaansa. (TechNewsDaily 2012) Yhdysvaltojen armeija on hankkinut rekkaan asennetun materiaalia lisäävään valmistukseen tarkoitetun kenttäyksikön, jolla voidaan tulostaa varaosia esim. tankkeihin ym. muihin sotilaskulkuneuvoihin ja kalustoon. (Replicatorworld 2012)
23 23 Kuva 12. Materiaalia lisäävän valmistuksen käyttökohteita. (Shapeways 2012) Lääketiede on yksi merkittävä alue materiaalia lisäävässä valmistuksessa. Leikkausinstrumentteja ja proteeseja saadaan valmistettua nopeasti. Potilaan luustosta voidaan ottaa magneettikuvauksella 3D-kuva, josta saadaan mitat ja näin voidaan sitten tulostaa tarvittava kappale. Kehitys on jo siinä vaiheessa, että on onnistuneesti saatu tulostettua ihmiskudosta käyttäen hyväksi potilaan omia soluja. Tämä tapahtuu printtaamalla kuivattuihin soluseinämiin DNA/kantasoluviljelmä. Tällä tavoin voidaan kasvattaa ihmiselle varaosa. Esim. toimiva munuainen on jo saatu tulostettua ja vaihdettua potilaalle. (Atala A ) Materiaalia lisäävä valmistus on siirtynyt myös lääkkeiden valmistukseen. Kemian professori Lee Crown on edennyt tutkimuksissaan molekyylien tulostamisen mahdollisuuksista siihen, että tulevaisuudessa voidaan tulostaa asiakkaalle kustomoituja lääkkeitä. Muissakin teollisuuden aloilla materiaalia lisäävä tulostus näkyy vahvasti. (Cronin, L ) Tanskalainen lelufirma LEGO käyttää materiaalia lisäävää valmistustekniikkaa valumuottien tekemiseen. Näin saadaan valumuotin rakenteeseen jäähdytyskanavat, joiden avullatuotantoprosessia saadaan lyhennettyä jopa 30 %. Lisäksi muina käyttökohteina mainittakoon erilaiset työt mm. pienoismalliteollisuudessa, markkinatutkimuksessa ym.
24 Yksityis-sektori Edulliset yksityisasiakkaille suunnatut 3D-tulostimet ovat tulleet markkinoille. Avointa lähdekoodia käyttäviin tulostimiin saadaan helposti internetistä ladattua STL-tiedostomuodossa olevia valmiita piirroksia, joista voidaan valmistaa haluttu kappale. Käyttökohteina voidaan yksityis-sektorilla todeta mm. persoonalliset kulutustavarat kuten esim. asiakkaan itse suunnittelemat matkapuhelinkuoret tai mikä tahansa muu kulutustavara. Sisustus- ja erilaiset koriste-esineet voidaan helposti suunnitella ja tulostaa. Myös kaikenlaisten varaosien rakentaminen on helppo tehdä itse. (Forbes 2012.) Käyttöön tulevat valokuvauskopit, jossa kuvan tuottamiseen käytetään materiaalia lisäävää tekniikkaa. Prosessi tapahtuu siten, että asiakkaasta otetaan valokuvauskopissa 3D-skannereilla kuvat, ja otetuista tiedostoista tulostetaan sitten valmis värillinen malli, joka toimitetaan valmiina asiakkaalle. (Falconer, J )
25 25 7 TULEVAISUUDEN NÄKYMÄT Yhä useammat ihmiset ovat sitä mieltä, että materiaalia lisäävä valmistus on nyt siinä vaiheessa, jossa tietokoneet oli 1980-luvun lopulla, eli 3D-tulostimia saatavissa jokaiseen kotiin edullisesti ja laitteiden tekniikka kehittymässä exponentaalisesti. Materiaalia lisäävässä valmistuksessa on kolme tekijää, jotka saattavat vaikuttaa merkittävästi tulevaisuuden teollisuuteen: Tulostimien ja tulostinmateriaalien jatkuva hintojen aleneminen, lisääntyvä tulostettavien materiaalien valikoima sekä kasvava markkina kustomoitujen tuotteiden osalta. Materiaalia lisäävä valmistus on myös siirtymässä elintarviketeollisuuteen. Tälläkin hetkellä on tulostimia, joilla pystytään tulostamaan mm. suklaasta tai marsipaanista erilaisia kustomoituja kakkuja. Tulevaisuuden kuvat tälläkin saralla näyttävät mielenkiintoisilta. Tutkijat ovat nimittäin onnistuneet kehittämään lihamateriaalin, joka on kyllin jäykkää sopiakseen materiaalia lisäävään valmistukseen. Tämä keinotekoinen liha vaatii tosin hurjat määrät lisätutkimuksia, ennenkuin sitä voidaan tuoda kauppoihin. Rakennusteollisuudessa contourcrafting- tekniikkaa tullaan näkemään paljon tulevaisuudessa, sillä se on edullisempaa ja ennen kaikkea nopeampaa, kuin perinteinen rakentaminen. Lääketieteessä panostetaan materiaalia lisäävän valmistuksen tuomiin mahdollisuuksiin monella eri osa-alueella. We could even see 3D printers reach into homes and become fabricators of domestic items, including medications. Perhaps with the introduction of carefullycontrolled software apps, similar to the ones available from Apple, we could see consumer have access to a personal drug designer they could use at home to create the medication they need. (Cronin, 2012) 3D-tulostusta tarjoavia liikkeitä on odotettavissa myös ostoskeskuksiin, joissa voi käydä noutamassa valmiit tuotteet, samoin kuin nykyisin haetaan valmiit valokuvat valokuvausliikkeestä kehitysten jälkeen.
26 26 Kuva 13. NASA:n visio tulevaisuuden satelliitista ja avaruudessa rakentamisesta. (TechNewsDaily 2012) NASA:lla on suunnitteilla rakentaa materiaalia lisäävän valmistuksen avulla miehittämättömiä rakennusurakoita (kuva 13) mm. Mars-planeetalle, sekä käyttää 3D-tulostinta varaosien rakentamiseen avaruusasemilla. (TechNewsDaily 2012.) Materiaalia lisäävän valmistuksen avulla saadaan lentokoneteollisuudessa rakennettua kevyempiä siipirakenteita. Lääketieteessä on laajalti tällä hetkellä käytössä 3D-tulostettuja titaanisia luusiirrännäisiä, mutta tekniikan vielä kehittyessä tullaan tulevaisuudessa myös näkemään paljon lääketieteeseen liittyviä orgaanisia tulosteita. mm. verisuonet ja sisäelimet. Tämä omalta osaltaan vähentää elintenluovuttajien tarpeellisuutta. Yleisesti ottaen tuotteiden kustomoinnista tulee helpompaa, joten yksityisasiakkaatkin saavat mahdollisuuden ostaa heille räätälöityjä tuotteita edullisemmin.
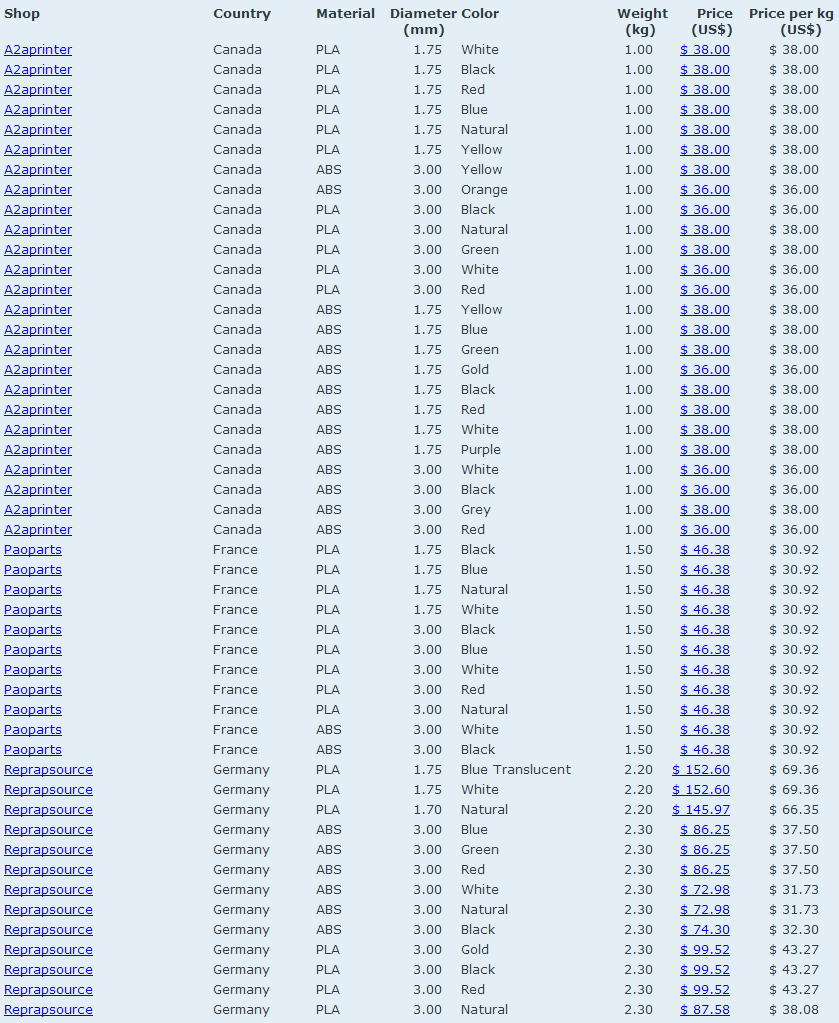
27 27 8 LAITTEIDEN HINNAT 8.1 Hintavertailuja Yleisesti ottaen metallista sintraavat laitteet ovat selkeästi kalliimpia kuin sulaa muovia lisäävät. Poikkeuksena muutama tulostin jotka kuuluvat myös kalliimpaan hintaluokkaan. (taulukko 1) Taulukko 1. Tulostimien hintoja (katselmus eri laitetyyppien hintojen keskiarvoihin) Tulostustapa Tulostusmateriaali Kerrospaksuus Hinta FDM Termoplastinen muovi, Eutektinen metalliseos 0,016-0,5mm SLS Termoplastinen muovi, metallijauhe 0,08-0,15mm DMLS lähes kaikki metalliseokset ,5mm EBM Titaani-metalliseos 0,05-0,1mm SLA Photopolymeeri 0,01-0.1mm LOM Paperi, Muovi 0,1mm JP Photopolymeeri 0,028mm MJM sulaa muovia 0,025-0,05mm DP metallit, muovit, kipsi, betonikomposiitti, ym. 0,09-0,1mm Nämä tulostimet eroavat selvästi muista laitteista rakennuskammionsa koon takia. Halvimmillaan tulostimen saa jo muutamalla sadalla eurolla. Lisää laitteiden hintoja liitteenä. (Liite 1).
28 Materiaalia lisäävän valmistuksen raaka-ainekustannukset Materiaalia lisäävissä valmistusmenetelmissä materiaalikustannukset ovat vielä hieman korkeat (taulukko 2), mutta alan yleistyessä, toimittajien lisääntyessä ja kilpailun kasvaessa on uskottavaa, että hinnat tulevat vielä huomattavan paljon alaspäin nykyisestä. Kustannukset koostuvat pääosin tulostusmateriaalista ja tukimateriaalista. 3DP-tulostuksessa myös mahdolliset väritulosteet tuovat lisäkustannuksia. Tulevaisuudessa myös kierrätys tulee näkymään vahvasti materiaalia lisäävässä valmistuksessa, ja tämä omalta osaltaan tulee vähentämään kustannuksia merkittävästi. Taulukko 2. Materiaalia lisäävän valmistuksen raaka-ainekustannuksia. (Shapeways 2013) Valmistaja Tulostusmateriaal tulostustapa Hinta i /cm 3 EOS Muovi SLS Objet Muovi FDM D Systems Muovi MJM Shapeways Ruostumaton teräs DMLS Z Corporation Hiekkakivi (väri) 3DP 0.99 Shapeways Hopea MJM+Valu Lasi 3DP D Systems Kipsi 3DP 0.20 Materiaalin hintoja liitteenä. (Liite 2.)
29 Materiaalia lisäävän valmistuksen kustannukset verrattuna perinteiseen valmistukseen Kustannukset eri valmistusmenetelmien kesken vaihtelevat suuresti. Muuttujia hinnassa on monia: Materiaalivalinnat, tulosteen monimutkaisuus, mahdolliset työkalut, työ, koneen kuoletus, valmistusaika ym. Case: Piper Aircraft Piper Aircraft käyttää syvävetoa lentokoneiden osien tuottamiseen. Syvävetolaitteiden käyttämät työkalut ovat geometrisesti haastavia koneistaa, joten niiden tekeminen vie paljon aikaa. Tämän lisäksi koneistuksessa materiaalihukka on huomattava. Koneistuksen rinnalle otettiin vaihtoehtoiseksi valmistusmenetelmäksi materiaalia lisäävä valmistus. Polykarbonaatista tulostettu osa kestää kPa paineen, mikä on riittävä kaikkiin Piper Aircraftin tuottamiin osiin. Suuren rakennuskammionsa (910mm x 610mm) sekä tarkkuutensa takia päädyttiin hankkimaan Fortus 900mc-tulostin. Tuloksena on huomattava ajallinen säästö (kuva 14), sekä hukkamateriaalin vähentyminen. (Stratasys 2013.) Kuva 14. Esimerkki FDM Tulostuksen ajallisesta säästöstä koneistukseen nähden. (Stratasys 2013)
30 30 Suurissa kappalemäärissä materiaalia lisäävä valmistus tuleekin huomattavasti kalliimmaksi vaihtoehdoksi kuin perinteiset valmistusmenetelmät (kuva 15), mutta varsinainen etu saavutetaan siinä, että kun tarvitaan vain muutama kappale tuotetta, tai yleisesti ottaen pysytään pienissä tuotantomäärissä, niin varsinaiset valmistuskustannukset tulevat näyttämään suurempaa osaa, kuin mitä materiaalikustannukset. Myös kustomoidut kappaleet ovat helpompia ja ennenkaikkea halvempia toteuttaa materiaalia lisäävällä valmistuksella. Kuva 15. Käännepiste tuotantomäärissä koneistukseen verrattuna. (3D Printing magazine 2012)
31 31 Vaikka ruiskuvalutekniikka hallitseekin muoviteollisuutta, niin kalliit laitteet ja valumuotin valmistuskustannukset tekevät siitä epäkäytännöllisen, kun kyseessä on esim. pieni valmistuserä, prototyyppi tai kokeellinen malli. (kuva 16) Consider that 3D printing is unrivaled in the diversity of methods and equaled only by machining in the range of materials processed. Can you think of any other manufacturing method that can process plaster, photopolymer, thermoplastic, ferrous metals, non-ferrous metals, ceramic, sand and glass? Can you name another manufacturing method that is as diverse as 3D printing binding, curing, extruding, melting and laminating with inkjets, lasers, electron beams, LEDs and extruders? Can you name any other process that can combine two materials on the fly in varying ratios? (Grimm, 2012.) Kuva 16. IPTE Automationin vuonna 2009 tekemä tutkimus materiaalia lisäävien valmistusmenetelmien kustannuksista verrattuna perinteiseen ruiskuvalutekniikkaan.
32 32 9 TULOKSET Ensimmäisenä tarvitsee miettiä, että mihin tarkoitukseen laitetta ollaan hankkimassa. Tulostinta jossa on kaikki ominaisuudet ei ole olemassa, vaan pitää päättää mitä ominaisuuksia tulostimelta halutaan (taulukko 3). Tuleeko laite yksityiseen käyttöön vai teollisuuteen. Tärkeimpinä ominaisuuksina voidaan ottaa esimerkiksi: Tulostusnopeus, tulostustarkkuus, tulostettavan kappaleen lujuus, tulostusmateriaali. Esim. Makerbot tulostimen saa jo 700 eurolla. Muita mainittavia ovat mm. 3D Systemsin BfB Rapman ja Delta Micro Factory Corpin Up!. Halvimmat tulostimet myydään useimmiten niin sanottuna tee se itse-pakettina, jolloin laitteen kokoonpano on suoritettava itse. Uusin Makerbotin 3D-tulostin on nimeltään Replicator (kuva 17), joka tämän hetkisistä ns. edullisista tulostimista kaikkein kehittynein avointa lähdekoodia käyttävä tulostin. (Makerbot 2013.) Kuva 17. Makerbot Replicator 2 (Makerbot 2013).
33 33 Replicator-tulostimella pystytään tulostamaan myös 2-värisiä tulosteita. Toisaalta, jos ollaan valmiita sijoittamaan hieman enemmän rahaa 3Dtulostimeen, niin ammattimaiseen tulostusjälkeen pystytään noin euron tulostimilla. Kalliimmilla tulostimilla tarkkuus on huomattavasti parempi, mutta myös tulostusnopeus on hyvä asia ottaa huomioon. Esimerkkinä voidaan ottaa Objet 24, joka maksaa dollaria, joka on yksi parhaista keskihintaisista 3D-tulostimista tarkkuutensa ansiosta. (Stratasys 2013.) Jos halutaan tulostimelta nopeutta, niin Z Corporationin Zprinter 3D tulostaa 0.8 tuumaa/tunti. Lisäksi materiaalikustannukset jäävät kyseisessä tulostimessa alhaisiksi, mutta kappaleen kestävyys on heikompi. Tulostinta hankittaessa tulisi myös ottaa huomioon soveltuvat tulostusmateriaalit. Tulostettavan kappaleen käyttötarkoitus ratkaisee hyvin pitkälle materiaalivalinnan, ja näin ollen myös tulostimen. (All3dprinters 2013) Taulukko 3. Vertailu materiaalia lisäävien laitteiden ominaisuuksista. Tulostin Objet 24 Replicator EBM S12 LENS 850-R Zprinter450 (FDM) (EBM) (DMLS) (3DP) Tulostusnopeus x x Tulostustarkkuus x x Tulosteen lujuus x x Metallin tulostettavuus x x Suurempi rakennuskammio Edullinen hinta Moniväritulostus x x x Liitteenä lisäksi kattava kaavio, jonka pohjalta voidaan lähteä valitsemaan oikeaa tulostinta suuremmasta valikoimasta. (Liite 3)
34 34 10 KONEEN VALINTA Asiakas: IPTE Nordic Oy / IPTE Factory Automation Case 1: Asiakaskohtaiset peruskiinnitysosat - sisältää sekä muovi- että metalliosia - ei erityisiä vaatimuksia tarkkuuden suhteen Case 1 tapauksessa tulostimelta vaaditaan kyky tulostaa sekä metallia, että muovia. Materiaalia lisäävistä valmistusmenetelmistä metalleille voidaan valita joko EBM-tulostus tai DMLS-tulostus. Muoviosia tulostettaessa valmistusmenetelmiä on huomattavasti useampi, mutta tässä tapauksessa kyseisissä muoviosissa ei ole erityisiä tarkkuusvaatimuksia, joten päädyin valitsemaan muoveille oman tulostimen vapauttaakseni kalliimman tulostimen pelkästään metalliosille. Kun tulostusmateriaalina käytetään metallia, niin ensimmäisenä on valittava EBM- ja DMLS-tulostimen väliltä:
 Tärkeimpinä ominaisuuksina IPTE:n käyttöön ovat tarkkuus, materiaalivalikoima sekä tulostettavien kappaleiden kestävyydet, joten näistä kahdesta materiaalia lisäävästä")
35 35 Kuva 7. Vertailutaulukko DMLS- ja EBM-laitteiden kesken. (Morris technologies 2012) Tärkeimpinä ominaisuuksina IPTE:n käyttöön ovat tarkkuus, materiaalivalikoima sekä tulostettavien kappaleiden kestävyydet, joten näistä kahdesta materiaalia lisäävästä valmistustavasta osoittautui DMLS selvästi paremmaksi, joten päädyin valitsemaan DMLS-tekniikan valmistustavaksi. DMLS-tulostimia on useita, mutta valitsin niistä vain muutaman varteenotettavan vertailuun (taulukko 4). Kyseisessä vertailussa pisteytetään halutut ominaisuudet, ja näin saadaan tulostimet paremmuusjärjestykseen. (taulukko 5)
36 36 Seuraavaksi DMLS-tulostimista valitaan muutama varteenotettava vaihtoehto: Taulukko 4. DMLS-tulostinvertailu. valmistaja Tulostin Tarkkuus Tulostusmateriaalit Rakennuskammio SLM SLM Titaani, titaaniseokset, 250x250x350 HL työkalu-ja ruostumaton teräs,alumiiniseokset, kobolttikromi, inconnel realizer SLM Työkaluteräs, ruostumaton 250x250x220 teräs, CoCr, Inconel, titaani, alumiini Sinterstation DM Ruostumaton teräs, 250x250x220 Pro SLM System työkaluteräs, alumiini, titaani, koboltti-kromi EOS EOSINT Pronssi/teräs pohjaiset 250x250x215 M270 pulverit, kobolttikromi, ruostumaton teräs, titaani, maraging teräs Concept Laser GmbH M2 cusing Ruostumaton teräs, kuumatyöstöteräs, nikkelipohjainen seos, kobolttikromi, Remanium star CL, alumiini ja titaaniseos 250x250x250 Tämän jälkeen pisteytetään tulostimien tärkeimmät ominaisuudet, jolloin saadaan selkeästi kyseiset laitteet paremmuusjärjestykseen. Taulukko 5. Pisteytys DMLS-tulostimien kesken. Laite Tarkkuus (maks. 100p.) Tulostusmateriaalit (maks. 100p.) Rakennuskammio (maks. 100p.) Yhteensä (maks. 300p.) SLM 250HL 47, ,5 SLM DM250 37, ,5 EOSINT M270 M2 cusing
37 37 Pisteytyksen mukaan M2 cusing -tulostin on edellämainituista parhain, mutta lähelle pääsi myös SLM 250HL -tulostin. Tämän seurauksena lähetetään tarjouspyynnöt seuraaville yrityksille: Concept Laser GmbH, M2 Cusing - tulostimesta, sekä SLM Solutions GmbH, SLM 250HL -tulostimesta. Case 2: Asiakaskohtaiset adapterit - perusmekaniikkalevy jossa tarkkoja testineulojen reikiä: suoruus, paikka ja reikätoleranssit todella tarkkoja. - adapterin peruslevy esd-materiaalia Case 2 tapauksessa esd-materiaali rajaa mahdollisuudet. ESD on materiaali joka ei varaa staattista sähköä laisinkaan. Ainoa materiaalia lisäävä valmistusmenetelmä tällä hetkellä, jossa voidaan käyttää esd-materiaalia, on FDM-tulostus. Toisena ongelmana voidaan todeta, että toleroidut reiät on hankala toteuttaa 3D-tulostuksella, joten jälkikäteen koneistus on välttämätöntä. Tämänhetkisistä valmistajista Stratasys on julkaissut materiaalivalikoimissaan ESD-materiaalin (ABS-ESD7). Kyseistä materiaalia käyttävät ainoastaan Fortus 400mc sekä Fortus 900mc (taulukko 6), joten valinta on tehtävä näiden kahden tulostimen väliltä. (Stratasys 2013) Taulukko 6. ESD-materiaalia tulostavat laitteet. (Liite 4.) Tulostin Tarkkuus Rakennuskammio Hinta Fortus 4oomc 0,127-0,33mm 355x254x254 tai x355x406 Fortus 900mc 0,178-0,33mm 914x610x Tulostimelta haetaan tässä tapauksessa tarkkuutta, joten valitsen näistä pienemmän Fortus 400mc-tulostimen. Kyseisellä tulostimella voidaan myös tulostaa Case 1-tapauksen muovitulosteet.
38 38 LÄHTEET About.com What is 3dp?. Viitattu All3dprinters Resources.Viitattu Altair Growing structure. Viitattu Atala A Printing a human kidney. Viitattu Bits from bytes materials. Viitattu Calram Rapid manufacture of certified metellic components. Viitattu Contourcrafting How does it work. Viitattu Cronin, L Print your own medicine. Viitattu Cteutch Laser principle Viitattu Custompart.net Additive fabrication. Viitattu Falconer, J World's first 3D printing photo booth set for scan. Viitattu Forbes Manufacturing The Future: 10 Trends To Come In 3D Printing. Viitattu Khosnevis B Contour Crafting: 3D house printing. Viitattu Kylestetzp.2009.Rapid prototyping study. Viitattu Makerbot Replicator 2. Viitattu Morris technologies DMLS vs. EBM. Viitattu Replicatorworld Future of 3D printing. Viitattu Scanco D Scanning technical information. Viitattu Shapeways D Printing Service Ranked Most Popular in Statistical Survey. Viitattu Ranked-Most-Popular-in-Statistical-Survey.html
39 39 Shapeways Material Portfolio. Viitattu Stratasys D printing with ABS-ESD7. Viitattu Stratasys Objet 24. Viitattu Stratasys Aerospace case studies. Viitattu Studies/Piper-Aircraft.aspx Suomen pikavalmistusyhdistyksen internetsivut Viitattu Technewsdaily NASA turns to 3D printing for self-building spacecraft. Tekniikka&Talous Talo valmistuu 3D tulostimella 20 tunnissa. Viitattu &wtm= &

40 Liite 1(1) 3D Tulostimet
41 Liite 1(2)
42 Liite 1(3)
43 Liite 1(4)
44 Liite 1(5)
45 Liite 1(6)
46 Liite 2 (1) Tulostusmateriaalien hintoja
")
47 Liite 2 (2)
")
48 Liite 2 (3)
")
49 Liite 2 (4)
")
50 Liite 2 (5)
")
51 Liite 2 (6)
")
52 Liite 2 (7)
")
53 Liite 2 (8)
")
54 Liite 2 (9)
")
55 Liite 2 (10)
")
56 Liite 2 (11)
")
57 Liite 2 (12)
")
58 Liite 2 (13)
")
59 Liite 2 (14)
")
60 Liite 2 (15)

61 Liite 3 (1) 3D Tulostimien ominaisuuksia
")
62 Liite 3 (2)
")
63 Liite 3 (3)
")
64 Liite 3 (4)
YRITYS JA PALVELUT. Toni Järvitalo. www.3dformtech.fi
 YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
Teollisuuden tulostaja. Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla
 1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
Teollisuuden tulostaja. Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla
 1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
3D-tulostustekniikat
 3D-tulostustekniikat Jorma Vihinen Yleistietoa (2014) Laitteiden, materiaalien ja palvelujen liikevaihto yli $4 miljardia Laitteiden osuus noin 50% ja materiaalien sekä palvelujen osuus toinen puoli Liikevaihdon
3D-tulostustekniikat Jorma Vihinen Yleistietoa (2014) Laitteiden, materiaalien ja palvelujen liikevaihto yli $4 miljardia Laitteiden osuus noin 50% ja materiaalien sekä palvelujen osuus toinen puoli Liikevaihdon
Teollisuuden 3D-tulostaja
 Teollisuuden 3D-tulostaja 1 Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen, Sami Mattila ja Timo Peltonen Pääliiketoimintana
Teollisuuden 3D-tulostaja 1 Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen, Sami Mattila ja Timo Peltonen Pääliiketoimintana
3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan
 3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 3.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 3.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallien 3D-tulostus Tilanne ja kehitysnäkymät Itä-Suomen Teollisuusfoorumi Joensuu,
 Metallien 3D-tulostus Tilanne ja kehitysnäkymät Itä-Suomen Teollisuusfoorumi Joensuu, 11.5.2016 Tuomas Purtonen tuomas@layermetal.fi 050 535 1560 Sisältö Metallien 3D-tulostus Tulostuslaitteet ja tulostuksen
Metallien 3D-tulostus Tilanne ja kehitysnäkymät Itä-Suomen Teollisuusfoorumi Joensuu, 11.5.2016 Tuomas Purtonen tuomas@layermetal.fi 050 535 1560 Sisältö Metallien 3D-tulostus Tulostuslaitteet ja tulostuksen
3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan
 3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 16.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin Omnia, 16.9.2014 3D-tulostus - uusia mahdollisuuksia koulutukseen ja kilpailukykyä yhteiskuntaan Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys,
3D-tulostus lääketieteessä. 15.4.2014 Eero Huotilainen Aalto-yliopisto, Insinööritieteiden korkeakoulu
 3D-tulostus lääketieteessä 15.4.2014 Eero Huotilainen Aalto-yliopisto, Insinööritieteiden korkeakoulu Pikavalmistus Pikavalmistus (Rapid Prototyping, Rapid Manufacturing, Additive Manufacturing, Free-form
3D-tulostus lääketieteessä 15.4.2014 Eero Huotilainen Aalto-yliopisto, Insinööritieteiden korkeakoulu Pikavalmistus Pikavalmistus (Rapid Prototyping, Rapid Manufacturing, Additive Manufacturing, Free-form
3D-tulostusmenetelmien käyttö auton osien valmistuksessa
 Jani Löfgren 3D-tulostusmenetelmien käyttö auton osien valmistuksessa Metropolia Ammattikorkeakoulu Insinööri (AMK) Auto- ja kuljetustekniikka Insinöörityö 7.5.2015 Tiivistelmä Tekijä(t) Otsikko Sivumäärä
Jani Löfgren 3D-tulostusmenetelmien käyttö auton osien valmistuksessa Metropolia Ammattikorkeakoulu Insinööri (AMK) Auto- ja kuljetustekniikka Insinöörityö 7.5.2015 Tiivistelmä Tekijä(t) Otsikko Sivumäärä
Materiaalia lisäävä valmistus (AM) ja 3D-tulostus
 ja 3D-tulostus") Materiaalia lisäävä valmistus (AM) ja 3D-tulostus Tietotekniikan ja Elektroniikan Seuran kokous 13.2.2014 Pasi Puukko, Pentti Eklund, Hannu Linna VTT 2 "3D printing is worth my time, attention, money and
Materiaalia lisäävä valmistus (AM) ja 3D-tulostus Tietotekniikan ja Elektroniikan Seuran kokous 13.2.2014 Pasi Puukko, Pentti Eklund, Hannu Linna VTT 2 "3D printing is worth my time, attention, money and
3D tulostus Kymenlaakson ammattikorkeakoulussa. 13.1.2016 Kotka Ari Haapanen
 3D tulostus Kymenlaakson ammattikorkeakoulussa 13.1.2016 Kotka Ari Haapanen 3D tulostus Kyamk 3D tulostusta opetuksessa vuodesta 2005 lähtien Tuotemuotoilun, veneteknologian ja puumuotoilun koulutusohjelmille
3D tulostus Kymenlaakson ammattikorkeakoulussa 13.1.2016 Kotka Ari Haapanen 3D tulostus Kyamk 3D tulostusta opetuksessa vuodesta 2005 lähtien Tuotemuotoilun, veneteknologian ja puumuotoilun koulutusohjelmille
3D-tulostuksen mahdollisuudet. Saarijärvi
 3D-tulostuksen mahdollisuudet Saarijärvi 7.5.2018 Ainetta lisäävät valmistustekniikat 7 erilaisia AM-valmistusteknologiaa (AM = Additive Manufacturing) ja puhekielessä 3D-tulostusteknologiaa Valokovetus
3D-tulostuksen mahdollisuudet Saarijärvi 7.5.2018 Ainetta lisäävät valmistustekniikat 7 erilaisia AM-valmistusteknologiaa (AM = Additive Manufacturing) ja puhekielessä 3D-tulostusteknologiaa Valokovetus
Metallien 3D-tulostuksen trendit
 Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
ALVO 3D-tulostuksen vaikutus tuotesuunnitteluun
 ALVO 3D-tulostuksen vaikutus tuotesuunnitteluun Arto Urpilainen 2016 Tuotteen suunnittelun parametreja Tuotteelta vaadittavat ominaisuudet Toiminnalliset, visuaaliset Valmistusmenetelmät Aika Valmistuskustannukset
ALVO 3D-tulostuksen vaikutus tuotesuunnitteluun Arto Urpilainen 2016 Tuotteen suunnittelun parametreja Tuotteelta vaadittavat ominaisuudet Toiminnalliset, visuaaliset Valmistusmenetelmät Aika Valmistuskustannukset
3D-TULOSTIMIEN TUTKIMINEN PAINOTALOLLE
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2014 Aleksi Toivonen 3D-TULOSTIMIEN TUTKIMINEN PAINOTALOLLE OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2014 Aleksi Toivonen 3D-TULOSTIMIEN TUTKIMINEN PAINOTALOLLE OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka
3D-tulostus. Pikavalmistus 3-D printing Additive Manufacturing. Salla Sepponen, Metropolia Ammattikorkeakoulu
 3D-tulostus Pikavalmistus 3-D printing Additive Manufacturing Salla Sepponen, Metropolia Ammattikorkeakoulu 3D-tulostus Mitä on 3D-tulostus? Miksi 3D-tulostusta käytetään? Miten 3D-tulostus toimii? Mitä
3D-tulostus Pikavalmistus 3-D printing Additive Manufacturing Salla Sepponen, Metropolia Ammattikorkeakoulu 3D-tulostus Mitä on 3D-tulostus? Miksi 3D-tulostusta käytetään? Miten 3D-tulostus toimii? Mitä
Pikavalmistus AMK-insinööriopinnoissa
 1 Pikavalmistus AMK-insinööriopinnoissa Esa Kontio Oulun seudun ammattikorkeakoulu FIRPA R.Y. seminaari Pikavalmistus Materiaalia lisäävä valmistus 2 Sisältö Oulun seudun ammattikorkeakoulu (OAMK), tekniikan
1 Pikavalmistus AMK-insinööriopinnoissa Esa Kontio Oulun seudun ammattikorkeakoulu FIRPA R.Y. seminaari Pikavalmistus Materiaalia lisäävä valmistus 2 Sisältö Oulun seudun ammattikorkeakoulu (OAMK), tekniikan
Konepajamiesten seminaari, 3D-tulostuksen teknologiat
 Konepajamiesten seminaari, Messukeskus, 5/2014 3D-tulostuksen teknologiat Jouni Partanen Aalto-yliopisto Lääketieteen sovellutukset Kirurkinen suunnittelu Kirurkinen inertti implantti Salmi M et al., Patient
Konepajamiesten seminaari, Messukeskus, 5/2014 3D-tulostuksen teknologiat Jouni Partanen Aalto-yliopisto Lääketieteen sovellutukset Kirurkinen suunnittelu Kirurkinen inertti implantti Salmi M et al., Patient
3D-tulostus. ebusiness Forum. Jukka Tuomi Finnish Rapid Prototyping Association, FIRPA Aalto University. Linnanmäki 21.5.2013
 ebusiness Forum Linnanmäki 21.5.2013 3D-tulostus Jukka Tuomi Finnish Rapid Prototyping Association, FIRPA Aalto University 1 Jukka Tuomi, Aalto-yliopisto Materiaalia lisäävä valmistus 3D-tulostus = Additive
ebusiness Forum Linnanmäki 21.5.2013 3D-tulostus Jukka Tuomi Finnish Rapid Prototyping Association, FIRPA Aalto University 1 Jukka Tuomi, Aalto-yliopisto Materiaalia lisäävä valmistus 3D-tulostus = Additive
YOUR NEW DIMENSION OF POSSIBILITIES. Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.
 YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
Tutkija Erno Salmela Tuotantotalouden tiedekunta. Lasertyöstön laboratorio (LUT Laser) Lappeenrannan teknillinen yliopisto (LUT) FIRPA SEMINAARI
 Lappeenrannan teknillinen yliopisto (LUT) FIRPA SEMINAARI") Digikorujen nopea kehittäminen ainetta lisäävän valmistustekniikan avulla Tutkija Erno Salmela Tuotantotalouden tiedekunta Tutkija Heidi Piili Lasertyöstön laboratorio (LUT Laser) Lappeenrannan teknillinen
Digikorujen nopea kehittäminen ainetta lisäävän valmistustekniikan avulla Tutkija Erno Salmela Tuotantotalouden tiedekunta Tutkija Heidi Piili Lasertyöstön laboratorio (LUT Laser) Lappeenrannan teknillinen
Puolustusvoimien tutkimuslaitos
 Puolustusvoimien tutkimuslaitos Tiedolla tulevaisuuteen Nimi Työ Osasto AIHE "Kriittisen infrastruktuurin teknisen resilienssin kehittäminen materiaalia lisäävällä valmistuksella" 23.5.2018 2 TUTKIMUSKOHDE
Puolustusvoimien tutkimuslaitos Tiedolla tulevaisuuteen Nimi Työ Osasto AIHE "Kriittisen infrastruktuurin teknisen resilienssin kehittäminen materiaalia lisäävällä valmistuksella" 23.5.2018 2 TUTKIMUSKOHDE
Metallin lisäävä valmistus Hämeessä, Jarmo Kastell, Delva Oy Lisäävän valmistuksen mahdollisuudet, LAMK Lahti,
 Metallin lisäävä valmistus Hämeessä, Jarmo Kastell, Delva Oy Lisäävän valmistuksen mahdollisuudet, LAMK Lahti, 16.5.2019 Delva Oy Perustettu 2017 Yli 5 vuoden kokemus 3Dtulostuksesta Vahva konepaja- ja
Metallin lisäävä valmistus Hämeessä, Jarmo Kastell, Delva Oy Lisäävän valmistuksen mahdollisuudet, LAMK Lahti, 16.5.2019 Delva Oy Perustettu 2017 Yli 5 vuoden kokemus 3Dtulostuksesta Vahva konepaja- ja
Miksi olemme tänään täällä?
 Miksi olemme tänään täällä? Koska haluamme olla mukana tulevaisuuden suomalaisissa menestystarinoissa! Miten olemme mukana? 3D-skannaus, -suunnittelu ja -tulostusprosessien tarjoaminen 3D-tulostettujen
Miksi olemme tänään täällä? Koska haluamme olla mukana tulevaisuuden suomalaisissa menestystarinoissa! Miten olemme mukana? 3D-skannaus, -suunnittelu ja -tulostusprosessien tarjoaminen 3D-tulostettujen
FAST FLEXIBLE RELIABLE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. FINNISH EXPERTISE
 FAST FLEXIBLE RELIABLE FINNISH EXPERTISE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. CERTIFIED CUSTOMIZED PROFILES PROFESSIONAL AREAS CONSTRUCTION INDUSTRY HEAVY INDUSTRY HEAVY
FAST FLEXIBLE RELIABLE FINNISH EXPERTISE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. CERTIFIED CUSTOMIZED PROFILES PROFESSIONAL AREAS CONSTRUCTION INDUSTRY HEAVY INDUSTRY HEAVY
Multiprint 3D Oy. www.rpcase.fi www.multiprint.fi
 Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
3D-tulostus yrityksissä ja oppilaitoksissa vuonna 2015
 3D-tulostus yrityksissä ja oppilaitoksissa vuonna 2015 Jesse Kontio - Jesse Kontio - jesse.kontio@aipworks.fi - 045 122 9756 - AIPWorks tukipalvelu - tuki@aipworks.fi - 045 1213 427 - Lisätietoa: - Stratasys
3D-tulostus yrityksissä ja oppilaitoksissa vuonna 2015 Jesse Kontio - Jesse Kontio - jesse.kontio@aipworks.fi - 045 122 9756 - AIPWorks tukipalvelu - tuki@aipworks.fi - 045 1213 427 - Lisätietoa: - Stratasys
METALLITULOSTUS 3D INVEST JA 3D BOOSTI - HANKKEET
 METALLITULOSTUS 3D INVEST JA 3D BOOSTI - HANKKEET 8.2.2017 3D INVEST JA 3D BOOSTI - HANKKEET Tampereen teknillinen yliopisto (TTY), Tampereen ammattikorkeakoulu (TAMK) SASKY koulutuskuntayhtymän (SASKY)
METALLITULOSTUS 3D INVEST JA 3D BOOSTI - HANKKEET 8.2.2017 3D INVEST JA 3D BOOSTI - HANKKEET Tampereen teknillinen yliopisto (TTY), Tampereen ammattikorkeakoulu (TAMK) SASKY koulutuskuntayhtymän (SASKY)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet
 Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
3d-tulostuksen sovelluksia
 E N M A C The Magic in Engineering Enmac Oy 3d-tulostuksen sovelluksia 12.3.2019 Matti Ahtiluoto Pääkohdat Enmac ja 3dtulostussuunnittelu Miten ja miksi 3dtulostuksesta voi hyötyä Konkreettisiä esimerkkejä
E N M A C The Magic in Engineering Enmac Oy 3d-tulostuksen sovelluksia 12.3.2019 Matti Ahtiluoto Pääkohdat Enmac ja 3dtulostussuunnittelu Miten ja miksi 3dtulostuksesta voi hyötyä Konkreettisiä esimerkkejä
Lasertekniikan mahdollisuudet uusien materiaalien ja rakenteiden valmistamisessa
 Lasertekniikan mahdollisuudet uusien materiaalien ja rakenteiden valmistamisessa Jari Tuominen Tampereen teknillinen yliopisto Materiaaliopinlaitos Laser Application Laboratory Esityksen sisältö: Laseravusteiset
Lasertekniikan mahdollisuudet uusien materiaalien ja rakenteiden valmistamisessa Jari Tuominen Tampereen teknillinen yliopisto Materiaaliopinlaitos Laser Application Laboratory Esityksen sisältö: Laseravusteiset
Tuotekehityksestä tuotantoon Case-esimerkkejä 3D-tulostuksen hyödyntämisestä Välkky-seminaari, Konepajamessut Riitta Noponen
 Tuotekehityksestä tuotantoon Case-esimerkkejä 3D-tulostuksen hyödyntämisestä Välkky-seminaari, Konepajamessut 20.3.2018 Riitta Noponen 3DTech Oy Päätoimipiste Salossa Henkilöstöä 7 + 2 tällä hetkellä Kaksi
Tuotekehityksestä tuotantoon Case-esimerkkejä 3D-tulostuksen hyödyntämisestä Välkky-seminaari, Konepajamessut 20.3.2018 Riitta Noponen 3DTech Oy Päätoimipiste Salossa Henkilöstöä 7 + 2 tällä hetkellä Kaksi
Metallien 3D-tulostus mahdollisuus ja haasteet. LUT School of Energy Systems Konetekniikan osaamisalue Lasertyöstön tutkimusryhmä
 Metallien 3D-tulostus mahdollisuus ja haasteet LUT School of Energy Systems Konetekniikan osaamisalue Lasertyöstön tutkimusryhmä Nämä kalvot on koostettu LUT Laserin (LUT) toimesta lisätietoja: Professori
Metallien 3D-tulostus mahdollisuus ja haasteet LUT School of Energy Systems Konetekniikan osaamisalue Lasertyöstön tutkimusryhmä Nämä kalvot on koostettu LUT Laserin (LUT) toimesta lisätietoja: Professori
Muovitulostuksen mahdollisuudet mallien ja keernalaatikoiden valmistuksessa. 5.2.2015 Riku Rusanen, Prenta Oy www.prenta.fi
 Muovitulostuksen mahdollisuudet mallien ja keernalaatikoiden valmistuksessa. 5.2.2015 Riku Rusanen, Prenta Oy www.prenta.fi Esityksen rakenne Yritysesittely, Prenta Oy Tekniikan esittely, 3D-tulostaminen
Muovitulostuksen mahdollisuudet mallien ja keernalaatikoiden valmistuksessa. 5.2.2015 Riku Rusanen, Prenta Oy www.prenta.fi Esityksen rakenne Yritysesittely, Prenta Oy Tekniikan esittely, 3D-tulostaminen
3D-tulostus ja sen mahdollisuudet valimoteollisuudessa. Kalle Jalava
 3D-tulostus ja sen mahdollisuudet valimoteollisuudessa Kalle Jalava 3D-tulostuslaiteuutisia 3D-tulostus vs. valaminen Laiteuutuuksia 1/3 Spee3D - Kylmäfuusio, metallijauheen ylisooninen puhallus robottialustalle
3D-tulostus ja sen mahdollisuudet valimoteollisuudessa Kalle Jalava 3D-tulostuslaiteuutisia 3D-tulostus vs. valaminen Laiteuutuuksia 1/3 Spee3D - Kylmäfuusio, metallijauheen ylisooninen puhallus robottialustalle
Join The 3D -MOVEMENT Aloittelijasta asiantuntijaksi - minifactory kasvaa kanssasi
 Join The 3D -MOVEMENT Aloittelijasta asiantuntijaksi - minifactory kasvaa kanssasi Keski-Suomen tulevaisuusfoorumi, Jyväskylä, 31.10.2014 minifactory Oy Ltd Olli Pihlajamäki 31.10.2014 (c) minifactory
Join The 3D -MOVEMENT Aloittelijasta asiantuntijaksi - minifactory kasvaa kanssasi Keski-Suomen tulevaisuusfoorumi, Jyväskylä, 31.10.2014 minifactory Oy Ltd Olli Pihlajamäki 31.10.2014 (c) minifactory
3D-tulostus ja laserleikkaus. Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen
 3D-tulostus ja laserleikkaus Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen Fyysisten kappaleiden mallinnus tietokoneelle Ohjelmia 2D- ja 3D-mallien tekoon
3D-tulostus ja laserleikkaus Johdatus numeerisen ohjauksen työstökoneisiin ja fyysisten kappaleiden tietokonemallinnukseen Fyysisten kappaleiden mallinnus tietokoneelle Ohjelmia 2D- ja 3D-mallien tekoon
 3D-tulostus Virtuaalinen 3D-malli muutetaan fyysiseksi esineeksi Materiaalia lisäävä valmistus menetelmä Additive Manufacturing Materiaalia lisätään kerros kerrokselta Tämä mahdollistaa: Sisäkkäiset muodot
3D-tulostus Virtuaalinen 3D-malli muutetaan fyysiseksi esineeksi Materiaalia lisäävä valmistus menetelmä Additive Manufacturing Materiaalia lisätään kerros kerrokselta Tämä mahdollistaa: Sisäkkäiset muodot
1. Mustavalkoinen Laser tulostus 1.1 Samsung ML 1640 A4 lasertulostin
 Yleistä SenioriPC palvelu tarjoaa tulostimia joka päiväiseen ja harvempaankin käyttöön. Tulostimet on jaettu kahteen ryhmään riippuen asiakkaan tarpeista. Tulostimia on markkinoilla valtavasti, mutta SenioriPC
Yleistä SenioriPC palvelu tarjoaa tulostimia joka päiväiseen ja harvempaankin käyttöön. Tulostimet on jaettu kahteen ryhmään riippuen asiakkaan tarpeista. Tulostimia on markkinoilla valtavasti, mutta SenioriPC
3D-TULOSTAMINEN SUOMALAISESSA TEOLLISUUDESSA
 3D-TULOSTAMINEN SUOMALAISESSA TEOLLISUUDESSA SAVONIA 1.12.2017 01/12/2017 1 CANON INC. Digitaalisen kuvantamisteknologian tarjoaja ihmisille, yrityksille ja teollisuudelle globaalisti. Yli 190,000 työntekijää.
3D-TULOSTAMINEN SUOMALAISESSA TEOLLISUUDESSA SAVONIA 1.12.2017 01/12/2017 1 CANON INC. Digitaalisen kuvantamisteknologian tarjoaja ihmisille, yrityksille ja teollisuudelle globaalisti. Yli 190,000 työntekijää.
Tutkija Heidi Piili, TkT Lappeenrannan teknillinen yliopisto (LUT) Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.
 Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.") Lasertekniikan käyttö ja mahdollisuudet muotoilussa Tutkija Heidi Piili, TkT Lappeenrannan teknillinen yliopisto (LUT) Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.2013, Rauma LUT Laser Lappeenrannan
Lasertekniikan käyttö ja mahdollisuudet muotoilussa Tutkija Heidi Piili, TkT Lappeenrannan teknillinen yliopisto (LUT) Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.2013, Rauma LUT Laser Lappeenrannan
3D Printing Applications in Industry and Home
 FRC+ Project Riihimäki April 15, 2014 3D Printing Applications in Industry and Home Jukka Tuomi Aalto University Finnish Rapid Prototyping Association FIRPA 1 Jukka Tuomi, Aalto-yliopisto 2 Jukka Tuomi,
FRC+ Project Riihimäki April 15, 2014 3D Printing Applications in Industry and Home Jukka Tuomi Aalto University Finnish Rapid Prototyping Association FIRPA 1 Jukka Tuomi, Aalto-yliopisto 2 Jukka Tuomi,
3D-tulostamisen tilanne Pohjois-Savossa
 3D-Tulostuksen mahdollisuudet Pohjois-Savossa 18.4.2016 3D-tulostamisen tilanne Pohjois-Savossa Tausta Ainetta lisäävän valmistuksen tki- ja oppimisympäristö (ALVO) hanke, 1.3.2015-31.5.2016 Hankkeen tavoitteena
3D-Tulostuksen mahdollisuudet Pohjois-Savossa 18.4.2016 3D-tulostamisen tilanne Pohjois-Savossa Tausta Ainetta lisäävän valmistuksen tki- ja oppimisympäristö (ALVO) hanke, 1.3.2015-31.5.2016 Hankkeen tavoitteena
Välkky työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus
 SO STANDARDI TULOSSA 2017 työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus Mika Haapalainen Liiketoimintaa 3D-tulostuksella Aika Tapahtuma 8.30-9.00 Kahvitarjoilu 9.00-9.15 Tilaisuuden avaus
SO STANDARDI TULOSSA 2017 työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus Mika Haapalainen Liiketoimintaa 3D-tulostuksella Aika Tapahtuma 8.30-9.00 Kahvitarjoilu 9.00-9.15 Tilaisuuden avaus
Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät
 Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät Dosentti Heidi Piili, TkT Tutkimusapulainen Atte Heiskanen LUT-yliopisto Lasertyöstön tutkimusryhmä Lisäävän valmistuksen mahdollisuudet-tapahtuma,
Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät Dosentti Heidi Piili, TkT Tutkimusapulainen Atte Heiskanen LUT-yliopisto Lasertyöstön tutkimusryhmä Lisäävän valmistuksen mahdollisuudet-tapahtuma,
Helena Huovinen. 3D-tulostusmahdollisuuksien kartoittaminen ja kehittäminen suunnittelussa PKC Electronics Oy:llä osaamisen johtamisen näkökulmasta
 Helena Huovinen 3D-tulostusmahdollisuuksien kartoittaminen ja kehittäminen suunnittelussa PKC Electronics Oy:llä osaamisen johtamisen näkökulmasta Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tekniikan ylempi
Helena Huovinen 3D-tulostusmahdollisuuksien kartoittaminen ja kehittäminen suunnittelussa PKC Electronics Oy:llä osaamisen johtamisen näkökulmasta Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tekniikan ylempi
3D tulostus kierrätetystä materiaalista. Antti Salminen
 3D tulostus kierrätetystä materiaalista Antti Salminen 2 Valmistustekniikoita A) B) A) 3D tulostus B) Koneistus C) Valaminen C) 3 Lisäävä valmistus / 3D tulostus ISO standardikomitean suositus: 1. Additive
3D tulostus kierrätetystä materiaalista Antti Salminen 2 Valmistustekniikoita A) B) A) 3D tulostus B) Koneistus C) Valaminen C) 3 Lisäävä valmistus / 3D tulostus ISO standardikomitean suositus: 1. Additive
Sähköurakoitsijapäivät, 3D-tulostus voi muuttaa maailmaa Jouni Partanen Aalto-yliopisto
 Sähköurakoitsijapäivät, Tampere, 11/2014 3D-tulostus voi muuttaa maailmaa Jouni Partanen Aalto-yliopisto Lääketieteen sovellutukset Kirurkinen suunnittelu Kirurkinen inertti implantti Salmi M et al., Patient
Sähköurakoitsijapäivät, Tampere, 11/2014 3D-tulostus voi muuttaa maailmaa Jouni Partanen Aalto-yliopisto Lääketieteen sovellutukset Kirurkinen suunnittelu Kirurkinen inertti implantti Salmi M et al., Patient
3D-Tulostus Risto Linturi
 3D-Tulostus Risto Linturi 3D-tulostus Kolmas teollinen vallankumous 500.000 3D-tulostinta myydään 2016 edullisin 3D-tulostin noin 200 euroa Satoja eri materiaaleja: keramiikkaa, muoveja, komposiitteja,
3D-Tulostus Risto Linturi 3D-tulostus Kolmas teollinen vallankumous 500.000 3D-tulostinta myydään 2016 edullisin 3D-tulostin noin 200 euroa Satoja eri materiaaleja: keramiikkaa, muoveja, komposiitteja,
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
Network to Get Work. Tehtäviä opiskelijoille Assignments for students. www.laurea.fi
 Network to Get Work Tehtäviä opiskelijoille Assignments for students www.laurea.fi Ohje henkilöstölle Instructions for Staff Seuraavassa on esitetty joukko tehtäviä, joista voit valita opiskelijaryhmällesi
Network to Get Work Tehtäviä opiskelijoille Assignments for students www.laurea.fi Ohje henkilöstölle Instructions for Staff Seuraavassa on esitetty joukko tehtäviä, joista voit valita opiskelijaryhmällesi
Malliveistämöstä 3D tulostukseen
 Malliveistämöstä 3D tulostukseen Firpa 2015 Seppo Syrjälä Anekdootti: Pikku tarina, juttu, kasku Seppo Syrjälä 1982 2004 Electrolux, RPI, Alphaform Kokeillut kaikkia(?) olemassa olevia työkalunvalmistusmenetelmiä,
Malliveistämöstä 3D tulostukseen Firpa 2015 Seppo Syrjälä Anekdootti: Pikku tarina, juttu, kasku Seppo Syrjälä 1982 2004 Electrolux, RPI, Alphaform Kokeillut kaikkia(?) olemassa olevia työkalunvalmistusmenetelmiä,
Pekka Mansikka-aho. Materiaalia lisäävä valmistus
 Pekka Mansikka-aho Materiaalia lisäävä valmistus Metropolia Ammattikorkeakoulu Insinööri Kone- ja tuotantotekniikka Insinöörityö Päivämäärä 1.6.2014 Tiivistelmä Tekijä Otsikko Sivumäärä Aika Tutkinto Pekka
Pekka Mansikka-aho Materiaalia lisäävä valmistus Metropolia Ammattikorkeakoulu Insinööri Kone- ja tuotantotekniikka Insinöörityö Päivämäärä 1.6.2014 Tiivistelmä Tekijä Otsikko Sivumäärä Aika Tutkinto Pekka
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Teollisuustason 3D-tulostus. Jyväskylä Jouni Mäkelä
 Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
RP&RM konematriisi 14.12.2011
 / numero 3D Systems www.3dsystems.com info@3dsystems-europe.com BfB RapMan 3.1 Universal BfB RapMan 3.1 Ultimate BfB 3000 Plus Single BfB 3000 Plus Double BfB 3000 Plus Triple V-Flash Personal 3D Printer
/ numero 3D Systems www.3dsystems.com info@3dsystems-europe.com BfB RapMan 3.1 Universal BfB RapMan 3.1 Ultimate BfB 3000 Plus Single BfB 3000 Plus Double BfB 3000 Plus Triple V-Flash Personal 3D Printer
3D-tulostuksen hyödyntäminen valutuotteiden valmistuksessa. Valunkäytön seminaari, Tampere Roy Björkstrand
 3D-tulostuksen hyödyntäminen valutuotteiden valmistuksessa Valunkäytön seminaari, 31.03 2017 Tampere Roy Björkstrand 3D-tulostus periaate + Luokittelu ja teknologiat - Metallien 3D-tulostus Hyödyntäminen
3D-tulostuksen hyödyntäminen valutuotteiden valmistuksessa Valunkäytön seminaari, 31.03 2017 Tampere Roy Björkstrand 3D-tulostus periaate + Luokittelu ja teknologiat - Metallien 3D-tulostus Hyödyntäminen
Alphaform yritysesittely. Alphaform RPI Oy
 Alphaform yritysesittely Alphaform RPI Oy Alphaform konserni Perustettu 1995 250 henkilöä ja >25 Meur liikevaihto Saksan pörssissä ATF Tuotantoa Saksassa, Suomessa ja Englannissa Pikamallit, protosarjat
Alphaform yritysesittely Alphaform RPI Oy Alphaform konserni Perustettu 1995 250 henkilöä ja >25 Meur liikevaihto Saksan pörssissä ATF Tuotantoa Saksassa, Suomessa ja Englannissa Pikamallit, protosarjat
3D TULOSTUS METALLITULOSTUS
 METALLITULOSTUS METALLITULOSTUS ExOne metallitulostus Metallikomponenttien kustannustehokas 3D-metallitulostus ja metallitulostimet Beijersiltä. Tämä pienentää suunniteltujen osien toimitusaikaa ja kustannuksia
METALLITULOSTUS METALLITULOSTUS ExOne metallitulostus Metallikomponenttien kustannustehokas 3D-metallitulostus ja metallitulostimet Beijersiltä. Tämä pienentää suunniteltujen osien toimitusaikaa ja kustannuksia
Tulevaisuuden markkinapotentiaalit 3Dtulostuksessa
 Jesse Hannonen Tulevaisuuden markkinapotentiaalit 3Dtulostuksessa Metropolia Ammattikorkeakoulu Insinööri (AMK) Tuotantotalouden koulutusohjelma Insinöörityö 28.1.2016 Tiivistelmä Tekijä Otsikko Sivumäärä
Jesse Hannonen Tulevaisuuden markkinapotentiaalit 3Dtulostuksessa Metropolia Ammattikorkeakoulu Insinööri (AMK) Tuotantotalouden koulutusohjelma Insinöörityö 28.1.2016 Tiivistelmä Tekijä Otsikko Sivumäärä
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Tuotantolaitos työpöydälläsi Katsaus kotimaiseen 3D-tulostusosaamiseen
 Tuotantolaitos työpöydälläsi Katsaus kotimaiseen 3D-tulostusosaamiseen Kuka olen? Ville Piispanen, minifactory Oy Ltd:n brändipäällikkö Ensisijaiset opinnot tuotantotalousinsinööriksi, valmistumisaika
Tuotantolaitos työpöydälläsi Katsaus kotimaiseen 3D-tulostusosaamiseen Kuka olen? Ville Piispanen, minifactory Oy Ltd:n brändipäällikkö Ensisijaiset opinnot tuotantotalousinsinööriksi, valmistumisaika
Robotiikka ja 3D-tulostus
 Teknologiateollisuuden Ennakointikamari, 6.11.2014 Robotiikka ja 3D-tulostus Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys, FIRPA 1 Jukka Tuomi, Aalto-yliopisto Robotiikan ja 3D-tulostuksen
Teknologiateollisuuden Ennakointikamari, 6.11.2014 Robotiikka ja 3D-tulostus Jukka Tuomi Aalto-yliopisto Suomen Pikavalmistusyhdistys, FIRPA 1 Jukka Tuomi, Aalto-yliopisto Robotiikan ja 3D-tulostuksen
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
Paperia? 3 D tulostettuna? Kyllä! Alhaiset kustannukset. Todellinen 4-väri. Ympäristöystävälliset 3D tulostimet.
 Paperia? 3 D tulostettuna?! Alhaiset kustannukset. Todellinen 4-väri. Ympäristöystävälliset 3D tulostimet. Rajatonta Innovaatiota M cor Technologies näkee tulevaisuuden jossa jokainen voi muuttaa ideat
Paperia? 3 D tulostettuna?! Alhaiset kustannukset. Todellinen 4-väri. Ympäristöystävälliset 3D tulostimet. Rajatonta Innovaatiota M cor Technologies näkee tulevaisuuden jossa jokainen voi muuttaa ideat
3D tulostus lääketieteessä. Firpa vuosiseminaari 13.5.2014 Lappeenranta TkT Mika Salmi Aalto Yliopisto
 3D tulostus lääketieteessä Firpa vuosiseminaari 13.5.2014 Lappeenranta TkT Mika Salmi Aalto Yliopisto 3D tulostuksen teolliset sovellutukset Prototyypit Komponentit Työkalut Tuomi J., Vihtonen L., 2007.
3D tulostus lääketieteessä Firpa vuosiseminaari 13.5.2014 Lappeenranta TkT Mika Salmi Aalto Yliopisto 3D tulostuksen teolliset sovellutukset Prototyypit Komponentit Työkalut Tuomi J., Vihtonen L., 2007.
Sini Metsä-Kortelainen, VTT
 Sini Metsä-Kortelainen, VTT Konsepti: v Varaosat ja kaikki niihin liittyvä tieto säilytetään ja siirretään digitaalisesti. Osan valmistus tapahtuu 3D-tulostamalla tarpeen mukaan, yleensä lähellä loppukäyttäjää.
Sini Metsä-Kortelainen, VTT Konsepti: v Varaosat ja kaikki niihin liittyvä tieto säilytetään ja siirretään digitaalisesti. Osan valmistus tapahtuu 3D-tulostamalla tarpeen mukaan, yleensä lähellä loppukäyttäjää.
Laser additive manufacturing (aka 3D printing) of metallic materials
 of metallic materials") Laser additive manufacturing (aka 3D printing) of metallic materials Heidi Piili Lappeenranta University of Technology Faculty of Technology Laser processing research group June 16 th 2014 LASER ADDITIVE
Laser additive manufacturing (aka 3D printing) of metallic materials Heidi Piili Lappeenranta University of Technology Faculty of Technology Laser processing research group June 16 th 2014 LASER ADDITIVE
MySchenker tulostimen ohjeet
 MySchenker tulostimen ohjeet Paperirullan asettaminen tulostimeen 1. Avaa tulostin painamalla etulevyn OPEN painikkeesta ja nostamalla kansi kevyesti yläasentoonsa Paperirullan asettaminen tulostimeen
MySchenker tulostimen ohjeet Paperirullan asettaminen tulostimeen 1. Avaa tulostin painamalla etulevyn OPEN painikkeesta ja nostamalla kansi kevyesti yläasentoonsa Paperirullan asettaminen tulostimeen
3D-tulostustekniikan hyödyntäminen tuotekehityksessä ja valaisimien valmistuksessa
 Joel Jones 3D-tulostustekniikan hyödyntäminen tuotekehityksessä ja valaisimien valmistuksessa Metropolia Ammattikorkeakoulu Insinööri (AMK) Energia- ja ympäristötekniikka Insinöörityö 6.11.2016 Tiivistelmä
Joel Jones 3D-tulostustekniikan hyödyntäminen tuotekehityksessä ja valaisimien valmistuksessa Metropolia Ammattikorkeakoulu Insinööri (AMK) Energia- ja ympäristötekniikka Insinöörityö 6.11.2016 Tiivistelmä
Digitaalinen kappaletuotanto - Nopeasti markkinoille
 Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
Bläuer - 2014. 3D-Tulostaminen
 Bläuer - 2014 3D-Tulostaminen Ei saa ajatella 3D-tulostamista yhtenä pakettina vaan modulaarisena työnä jossa eri ohjelmat ja laitekokoonpanot tuottavat meille valmiin kappaleen. Moduuleja ja ohjelmia
Bläuer - 2014 3D-Tulostaminen Ei saa ajatella 3D-tulostamista yhtenä pakettina vaan modulaarisena työnä jossa eri ohjelmat ja laitekokoonpanot tuottavat meille valmiin kappaleen. Moduuleja ja ohjelmia
Teemu Nokela. 3D-tulostus yksityisessä käytössä
 Teemu Nokela 3D-tulostus yksityisessä käytössä 3D-tulostus yksityisessä käytössä Teemu Nokela Opinnäytetyö Syksy 2017 Tietojenkäsittelyn tutkinto-ohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ Oulun ammattikorkeakoulu
Teemu Nokela 3D-tulostus yksityisessä käytössä 3D-tulostus yksityisessä käytössä Teemu Nokela Opinnäytetyö Syksy 2017 Tietojenkäsittelyn tutkinto-ohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ Oulun ammattikorkeakoulu
Tulevaisuuden tehdas 2020 Petri Laakso, Senior Scientist
 TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Tulevaisuuden tehdas 2020 Petri Laakso, Senior Scientist Global Factory Tulevaisuuden tehdas on toimiva ja kilpailukykyinen yritysverkosto, jolla on toimintoja niin halvan
TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Tulevaisuuden tehdas 2020 Petri Laakso, Senior Scientist Global Factory Tulevaisuuden tehdas on toimiva ja kilpailukykyinen yritysverkosto, jolla on toimintoja niin halvan
3D-tulostus ja OpenSCAD. Juha Biström, Mikko Simenius, Joel Tolonen
 3D-tulostus ja OpenSCAD Juha Biström, Mikko Simenius, Joel Tolonen Luennon sisältö Motivaatio 3D-tulostus teknologiana Sähköpajan tulostimet Malli Mallinna itse jollakin CAD-ohjelmalla (esim. OpenSCAD)
3D-tulostus ja OpenSCAD Juha Biström, Mikko Simenius, Joel Tolonen Luennon sisältö Motivaatio 3D-tulostus teknologiana Sähköpajan tulostimet Malli Mallinna itse jollakin CAD-ohjelmalla (esim. OpenSCAD)
Sini Metsä-Kortelainen, VTT
 Sini Metsä-Kortelainen, VTT } Digitaaliset varaosat: konsepti, jossa varaosat ja niihin liittyvä tieto siirretään ja säilytetään digitaalisesti. Varaosan valmistus tapahtuu 3D-tulostamalla tarpeen mukaan,
Sini Metsä-Kortelainen, VTT } Digitaaliset varaosat: konsepti, jossa varaosat ja niihin liittyvä tieto siirretään ja säilytetään digitaalisesti. Varaosan valmistus tapahtuu 3D-tulostamalla tarpeen mukaan,
3D-tulostus teollisena valmistusmenetelmänä. Konepajamiesten seminaari Messukeskus, 8.5.2014 Pentti Eklund VTT
 3D-tulostus teollisena valmistusmenetelmänä Konepajamiesten seminaari Messukeskus, 8.5.2014 Pentti Eklund VTT 2 "3D printing is worth my time, attention, money and effort" Jeffrey Immelt CEO, GE "3D printing
3D-tulostus teollisena valmistusmenetelmänä Konepajamiesten seminaari Messukeskus, 8.5.2014 Pentti Eklund VTT 2 "3D printing is worth my time, attention, money and effort" Jeffrey Immelt CEO, GE "3D printing
3D-skannauksen hyödyntäminen 3D-tulostuksessa
 Mikko Seppälä 3D-skannauksen hyödyntäminen 3D-tulostuksessa Opinnäytetyö Kevät 2016 SeAMK Tekniikka Tietotekniikan koulutusohjelma 1(46) SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Mikko Seppälä 3D-skannauksen hyödyntäminen 3D-tulostuksessa Opinnäytetyö Kevät 2016 SeAMK Tekniikka Tietotekniikan koulutusohjelma 1(46) SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Digitaalinen valmistus. Teknologiademot on the Road
 Digitaalinen valmistus Teknologiademot on the Road 29.11.2016 CAM, Computer-aided Manufacturing Koneistus: 3D-mallin käyttö työstökoneiden ohjelmoinnissa (CAM) Ohjelmistoja käytetään erilaisten työstökeskusten
Digitaalinen valmistus Teknologiademot on the Road 29.11.2016 CAM, Computer-aided Manufacturing Koneistus: 3D-mallin käyttö työstökoneiden ohjelmoinnissa (CAM) Ohjelmistoja käytetään erilaisten työstökeskusten
Join The 3D -MOVEMENT
 Valmistettu Suomessa 3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin minifactory Oy Ltd, Olli Pihlajamäki 4.9.2014 (c) minifactory Oy Ltd - www.minifactory.fi - Seinäjoki 1 minifactory Oy Ltd
Valmistettu Suomessa 3D-tulostaminen tulevaisuuden ammattilaisen osaamispakkiin minifactory Oy Ltd, Olli Pihlajamäki 4.9.2014 (c) minifactory Oy Ltd - www.minifactory.fi - Seinäjoki 1 minifactory Oy Ltd
ALOITE KOLMIULOTTEISEN TULOSTIMEN HANKKIMISEKSI
 Opinnäytetyö (AMK) Elektroniikan koulutusohjelma Elektroniikkatuotanto 2014 Saku Katajamäki ALOITE KOLMIULOTTEISEN TULOSTIMEN HANKKIMISEKSI OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Elektroniikan
Opinnäytetyö (AMK) Elektroniikan koulutusohjelma Elektroniikkatuotanto 2014 Saku Katajamäki ALOITE KOLMIULOTTEISEN TULOSTIMEN HANKKIMISEKSI OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Elektroniikan
3D-tulostus lääketieteessä ja 3D-tulostuksen materiaaliturvallisuus. Elintarvikepäivä 2016 17.5.2106 Helsinki TkT Mika Salmi Aalto Yliopisto
 3D-tulostus lääketieteessä ja 3D-tulostuksen materiaaliturvallisuus Elintarvikepäivä 2016 17.5.2106 Helsinki TkT Mika Salmi Aalto Yliopisto 3D-tulostuksen teolliset sovellutukset Prototyypit Komponentit
3D-tulostus lääketieteessä ja 3D-tulostuksen materiaaliturvallisuus Elintarvikepäivä 2016 17.5.2106 Helsinki TkT Mika Salmi Aalto Yliopisto 3D-tulostuksen teolliset sovellutukset Prototyypit Komponentit
Opas tulostamisen kustannuksien vähentämiseen
 Opas tulostamisen kustannuksien vähentämiseen Sisällysluettelo 1. Tulosta mustavalkoisena 2. Kaksipuoleinen tulostus 3. Käytä verkkotulostimia, mielellään monitoimilaitteita 4. Asemoi useampi sivu tulostettavaa
Opas tulostamisen kustannuksien vähentämiseen Sisällysluettelo 1. Tulosta mustavalkoisena 2. Kaksipuoleinen tulostus 3. Käytä verkkotulostimia, mielellään monitoimilaitteita 4. Asemoi useampi sivu tulostettavaa
Jarmo Lehtimäki 3D-MALLIEN MUOKKAUS 3D- TULOSTAMISTA VARTEN CAD- OHJELMILLA
 Jarmo Lehtimäki 3D-MALLIEN MUOKKAUS 3D- TULOSTAMISTA VARTEN CAD- OHJELMILLA Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Jarmo Lehtimäki
Jarmo Lehtimäki 3D-MALLIEN MUOKKAUS 3D- TULOSTAMISTA VARTEN CAD- OHJELMILLA Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Jarmo Lehtimäki
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Välkky työpaja 1: Tilaisuuden avaus
 SO STANDARDI TULOSSA 2017 työpaja 1: Tilaisuuden avaus Mika Haapalainen Agenda Aika Tapahtuma 9.30-10.00 Kahvitarjoilu 10.00-10.20 Tilaisuuden avaus Erikoistutkija ja -hankkeen projektipäällikkö Mika Haapalainen,
SO STANDARDI TULOSSA 2017 työpaja 1: Tilaisuuden avaus Mika Haapalainen Agenda Aika Tapahtuma 9.30-10.00 Kahvitarjoilu 10.00-10.20 Tilaisuuden avaus Erikoistutkija ja -hankkeen projektipäällikkö Mika Haapalainen,
Kierrätysmuovin hyödyntämisen. ympäristöhyötyjä varaosabisnekseen? Tarjoaako 3D-tulostus. Hanna Eskelinen ja Helena Dahlbo Suomen ympäristökeskus
 Hanna Eskelinen ja Helena Dahlbo Suomen ympäristökeskus Tarjoaako 3D-tulostus ympäristöhyötyjä varaosabisnekseen? 3D-tulostimien odotetaan mullistavan maailman samaan tapaan kuin kaupungistumisen tai internetin.
Hanna Eskelinen ja Helena Dahlbo Suomen ympäristökeskus Tarjoaako 3D-tulostus ympäristöhyötyjä varaosabisnekseen? 3D-tulostimien odotetaan mullistavan maailman samaan tapaan kuin kaupungistumisen tai internetin.
FDM tekniikka (Fused deposition modeling)
") Sovellukset FDM tekniikalla (Fused deposition modeling) ja FORTUS-sarjan koneilla voidaan valmistaa yksittäisiä osia tai tuotesaroja nopeasti ja taloudellisesti ilman kalliita muotti- tai koneistuskustannuksia.
Sovellukset FDM tekniikalla (Fused deposition modeling) ja FORTUS-sarjan koneilla voidaan valmistaa yksittäisiä osia tai tuotesaroja nopeasti ja taloudellisesti ilman kalliita muotti- tai koneistuskustannuksia.
Kokemuksia 3D-tulostetuista ääntöväylämalleista
 Kokemuksia 3D-tulostetuista ääntöväylämalleista Puheentutkimuksen kansallinen professoriseminaari, Fiskars Aalto-yliopisto, Matematiikan ja systeemianalyysin laitos Signaalinkäsittelyn ja akustiikan laitos
Kokemuksia 3D-tulostetuista ääntöväylämalleista Puheentutkimuksen kansallinen professoriseminaari, Fiskars Aalto-yliopisto, Matematiikan ja systeemianalyysin laitos Signaalinkäsittelyn ja akustiikan laitos
MATERIAALIA LISÄÄVÄ VALMISTUS
 MATERIAALIA LISÄÄVÄ VALMISTUS Markus Bruun ja Mikko Hokkanen University of Appl ied Sciences MATERIAALIA LISÄÄVÄ VALMISTUS MARKUS BRUUN, MIKKO HOKKANEN MIKKELIN AMMATTIKORKEAKOULU MIKKELI 2016 D: VAPAAMUOTOISIA
MATERIAALIA LISÄÄVÄ VALMISTUS Markus Bruun ja Mikko Hokkanen University of Appl ied Sciences MATERIAALIA LISÄÄVÄ VALMISTUS MARKUS BRUUN, MIKKO HOKKANEN MIKKELIN AMMATTIKORKEAKOULU MIKKELI 2016 D: VAPAAMUOTOISIA
MATERIAALIA LISÄÄVÄN VALMIS- TUKSEN KÄYTTÖ PIRKANMAALAI- SISSA YRITYKSISSÄ
 MATERIAALIA LISÄÄVÄN VALMIS- TUKSEN KÄYTTÖ PIRKANMAALAI- SISSA YRITYKSISSÄ Jarmo Hanhela Opinnäytetyö Toukokuu 2015 Kone- ja tuotantotekniikka Tuotekehitys TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone-
MATERIAALIA LISÄÄVÄN VALMIS- TUKSEN KÄYTTÖ PIRKANMAALAI- SISSA YRITYKSISSÄ Jarmo Hanhela Opinnäytetyö Toukokuu 2015 Kone- ja tuotantotekniikka Tuotekehitys TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone-
EcoTank-sarjan tulostimet VAIVATONTA TULOSTAMISTA KAHDEN VUODEN MUSTEET MUKANA 1
 EcoTank-sarjan tulostimet VAIVATONTA TULOSTAMISTA KAHDEN VUODEN MUSTEET MUKANA 1 VAIVATONTA TULOSTAMISTA Uudelleentäytettävillä Epson EcoTank -tulostimilla voit tulostaa laadukkaasti ja vaivattomasti erittäin
EcoTank-sarjan tulostimet VAIVATONTA TULOSTAMISTA KAHDEN VUODEN MUSTEET MUKANA 1 VAIVATONTA TULOSTAMISTA Uudelleentäytettävillä Epson EcoTank -tulostimilla voit tulostaa laadukkaasti ja vaivattomasti erittäin
RP&RM konematriisi 31.8.2012 Koneen koko (b x d x h mm)
") / numero BfB RapMan 3.1 Universal BfB RapMan 3.1 Ultimate BfB 3000 Plus Single BfB 3000 Plus Double BfB 3000 Plus Triple 650 x 570 x 820 515 x 515x 590 single: 270 x 205 x 210 double: 190 x 205 x 210 single:
/ numero BfB RapMan 3.1 Universal BfB RapMan 3.1 Ultimate BfB 3000 Plus Single BfB 3000 Plus Double BfB 3000 Plus Triple 650 x 570 x 820 515 x 515x 590 single: 270 x 205 x 210 double: 190 x 205 x 210 single:
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Business Cafe: AM. 3D-tulostuksen tulevaisuuden näkymät ja digitaliset varaosat
 Business Cafe: AM Joensuu, 3/2018 3D-tulostuksen tulevaisuuden näkymät ja digitaliset varaosat Jouni Partanen, Aalto-yliopisto 3D-tulostus yrityskäyttöön Pikamallinnus (Rapid Prototyping) Laajasti käytössä
Business Cafe: AM Joensuu, 3/2018 3D-tulostuksen tulevaisuuden näkymät ja digitaliset varaosat Jouni Partanen, Aalto-yliopisto 3D-tulostus yrityskäyttöön Pikamallinnus (Rapid Prototyping) Laajasti käytössä
Ohjelmiston asennusopas NPD4758-00 FI
 NPD4758-00 FI Ohjelmiston asennus USB-liitäntää koskeva huomautus: Älä liitä USB-johtoa ennen kuin ohjeissa määrätään tekemään niin. Jos tämä näyttö tulee esiin, napsauta Cancel (Peruuta). Ethernet-liitäntää
NPD4758-00 FI Ohjelmiston asennus USB-liitäntää koskeva huomautus: Älä liitä USB-johtoa ennen kuin ohjeissa määrätään tekemään niin. Jos tämä näyttö tulee esiin, napsauta Cancel (Peruuta). Ethernet-liitäntää
DIGI PRINT. Aineistovaatimukset ja aineiston siirto
 DIGI PRINT Aineistovaatimukset ja aineiston siirto Glass Jet - Digitaalipainotekniikka Tulostettavan kuvan maksimikoko 2400 x 4000 mm. 6 perusväriä ja hiekkapuhallusta jäljittelevä etch-väri. Väreistä
DIGI PRINT Aineistovaatimukset ja aineiston siirto Glass Jet - Digitaalipainotekniikka Tulostettavan kuvan maksimikoko 2400 x 4000 mm. 6 perusväriä ja hiekkapuhallusta jäljittelevä etch-väri. Väreistä