Minna Seppälä TOIMINTAKÄSIKIRJA HM-STEEL OY:LLE SFS MUKAAN
|
|
|
- Pertti Kahma
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Minna Seppälä TOIMINTAKÄSIKIRJA HM-STEEL OY:LLE SFS MUKAAN Tuotantotalouden koulutusohjelma 2014

2 TOIMINTAKÄSIKIRJA HM-STEEL OY:LLE SFS EN MUKAAN Seppälä, Minna Satakunnan ammattikorkeakoulu Tuotantotalouden koulutusohjelma Maaliskuu 2014 Ohjaaja: Leino, Heikki Sivumäärä: 28 Liitteitä: 3 Asiasanat: toimintakäsikirja, SFS EN , CE-merkintä Tämän työn tarkoituksena oli luoda alustava toimintakäsikirja HM-Steel Oy:lle SFS EN mukaan. HM-Steel on kankaanpääläinen metallialaan keskittyvä yritys. Yrityksen toiminta-alueena ovat raskaat teräsrakenteet sekä muut metallituotteet, kuten esimerkiksi kannattimet ja kuljettimet. CE- merkinnän siirtymisaika päättyy kuluvan vuoden 2014 heinäkuussa, jolloin CEmerkintä muuttuu pakolliseksi jokaisessa kantavia teräsrakenteita valmistamassa yrityksessä. Tämän vuoksi toimintakäsikirjan luominen standardista SFS EN on ajankohtaista. Insinöörityössäni keskityttiin laatimaan toimintakäsikirja osan 2 mukaan, koska siinä käsiteltiin kantavien teräsrakenteiden vaatimuksia. Insinöörityön tekeminen edellytti yrityksen toimintatapoihin ja käytäntöihin tutustumista. Tutustumisen pohjalta luotiin yritykselle toimintakäsikirja, joka sisältää vain olennaisimmat vaatimukset standardista. Toimintakäsikirja on laadittu valmistusprosessin mukaan. Toimintakäsikirjassa on kuvattu jokaiseen tuotantoprosessin kohtaan omat vaatimukset, kuten hitsaukseen, leikkaamiseen ja taivuttamiseen. Sisältö toimintakäsikirjassa rajattiin hitsaukseen ja sitä edeltäviin tuotantoprosesseihin, koska kokonaisuudessaan käsikirjan luominen olisi työnä ollut liian suuri. Alustavaa toimintakäsikirjaa tulee vielä tulevaisuudessa päivittää, jotta se olisi valmis sertifioitavaksi. Askeleen lähempänä yritys on kuitenkin CE-merkinnän sertifikaattia, kun vaatimukset ovat ajan saatossa sisältyneet yrityksen toimintatapoihin.

3 AN INTEGRATED MANAGEMENT MANUAL ACCORDING TO SFS EN STANDARD FOR HM-STEEL OY Seppälä, Minna Satakunnan ammattikorkeakoulu, Satakunta University of Applied Sciences Degree Program in Industrial Management March 2014 Supervisor: Leino, Heikki Number of pages: 28 Appendices: 3 Keywords: integrated management system manual, SFS EN 1090, CE Marking The aim of this thesis is to compile a preliminary integrated management manual in reference to standard SFS EN for HM-Steel Oy. HM-Steel Oy is a company working in metal industry and it is based in Kankaanpää. The company concentrates on heavy steel structures and other metal products for example supporting beams and conveyers. CE-certification becomes mandatory in every company in metal industry when the transfer period ends in July Therefore, compiling an integrated management manual from standard SFS EN is current. In my diploma work I compiled an integrated management manual in reference to part 2 of the SFS EN 1090 standard because it deals with requirements for bearing steel structures. Company s procedures and conventions were the basis for this diploma work. After getting to know the procedures and conventions an integrated management manual was compiled. The manual includes only essential requirements of the standard. The integrated management manual is compiled according to manufacturing process. Every production process: welding, cutting, bending, has its own requirements. The content of this integrated management manual is limited to welding and production processes prior to welding as compiling an integrated management manual which includes all processes would have been too extensive. Preliminary integrated management manual has to be updated in the future so that it would be ready for certification. The company is a step closer to CE-certificate as all the requirements are already a part of their procedures and conventions.

4 SISÄLLYS 1 JOHDANTO Taustaa HM-Steel Oy Aiheen rajaus Tarkoitus SFS EN TERÄSRAKENTEET Yleisperiaate CE-merkinnän merkitys CE- merkinnän kiinnittämien TEHTÄVÄÄ SIVUAVAT ASIAKOKONAISUUDET VALMISTUSPROSESSIN KÄSITTELY Dokumentointi Jäljitettävyys Tunnistemerkinnät Arkistointi Esivalmistus Leikkaus ja hionta Taivutus Oikaisu Työstöt Sorvaus Polttoleikkaus Hitsaus ja laatu Hitsauksen laadunvarmistus Laadunhallinta TOIMINTAKÄSIKIRJA Toimintakäsikirjan toteutusprosessi Käsikirjan esittely Soveltamisala Toteutuseritelmä Materiaalin vastaanotto Käytettävät tuotteet Leikkaus ja hionta... 24

5 5.2.6 Taivutus ja oikaisu Työstöt Osakokoonpanojen hitsaus Muutokset yritykselle YHTEENVETO LÄHTEET LIITTEET

6 6 1 JOHDANTO 1.1 Taustaa HM-Steel Oy:llä ei ole ennestään ollut laadunhallintajärjestelmää, joten kootuista tuotteista on aina puuttunut CE-merkintä. Tuotteet on valmistettu CE-merkityistä materiaaleista, mutta virallista CE-merkintää alihankintayrityksen kautta ei ole ollut. Viimeaikaisten standardimuutosten vuoksi CE-merkintää edellyttäviä asioita on aloitettu kehittämään yrityksessä. Laadunhallintajärjestelmä ISO 9001 (International Organization for Standardization) on muokattu kohdeyrityksen tarpeisiin ja viime vuoden aikana on saatu päätökseen myös toinen opinnäytetyö liittyen hitsauslaatujärjestelmän EN 3834 standardiin. Lisäksi hitsauskoordinointiin liittyviä asioita on aloitettu kehittämään vuoden 2014 alusta. Tulevaisuutta silmällä pitäen CE-merkinnän hakeminen on tärkeää aloittaa nyt, sillä suunnitelmissa yrityksellä on laajentaa omaa toimintaansa sekä parantaa sitä. Siksi juuri laadunhallinta, hitsauksen laatujärjestelmä ja kantavien teräsrakenteiden standardi ovat suuressa osassa. Muutoksien tekeminen on hyvä aloittaa toimintatapojen sisällä, sillä yrityksen työntekijät ja johtaja itse ovat niille avoinna. Työni tarkoituksena ei ole saada aikaan CE-merkinnän sertifikaattia toimintakäsikirjani avulla. Toimintakäsikirjani tulee olemaan ohjausta antava, jotta yrityksen sisällä päästään alkuun standardin vaatimuksiin. Sovellettuaan standardia yrityksen toimintatapoihin tulee vaadittavien asiakirjojen täyttämisestä tuotteen valmistuksen aikana rutiini. Tämän jälkeen yritys itse voi hakea CE-merkinnän sertifikaattia. 1.2 HM-Steel Oy Toimeksiantajana on 2002 kyseisellä nimellä toimintansa aloittanut HM-Steel Oy. HM-Steel Oy on metallialan alihankintayritys, jonka suurimpina asiakkaina ovat ABB Oy ja Renewa Oy. Yrityksen työtehtävät koostuvat erilaisista kokoonpanoista kantavissa teräsrakenteissa ja muissa yksittäisissä tuotteissa. Tuotteina ovat erilaiset
 on muokattu kohdeyrityksen tarpeisiin ja viime vuoden aikana on saatu päätökseen myös toinen opinnäytetyö liittyen")
7 7 kuljettimet, kannattimet, lavat, teräsrakenteet ja asennustyöt. (HM-Steel Oyn wwwsivut 2014.) Kalustoa tällä pienellä yrityksellä on kattavasti, sillä suurempiakin tuotteita rakennetaan heillä mutkattomasti. Kalusto on nykyaikaista ja niille on suoritettu määräaikaisia tarkastuksia, vaikka yritys otti laadunhallintajärjestelmän käyttöön vasta hiljattain. (HM-Steel Oyn www-sivut 2014.) 1.3 Aiheen rajaus Toimintakäsikirjani pohjautuu standardiin SFS EN 1090 (Suomen Standardisoimisliitto SFS ry), jossa on kolme osaa. Standardin ensimmäisessä osassa käsitellään vaatimukset rakenteellisten kokoonpanojen arviointiin. Osat kaksi ja kolme käsittävät erikseen alumiinirakenteiden ja teräsrakenteiden teknisiä vaatimuksia. Keskityimme yrityksen toivomuksesta teräsrakenteiden teknisten vaatimusten osaan SFS EN , sillä osien yksi ja kaksi tekeminen yhdessä olisi toteutuksena yhdelle tekijälle aivan liian suuri. Toimintakäsikirjaan otetaan vain tärkeimmät ja olennaisimmat asiat, joihin tarvitaan standardin mukaista ohjeistusta. Tärkeimpinä asioina nostettiin esille hitsaus ja tuotteen jäljitettävyys. Toimintakäsikirjan toteutus rajattiin hitsaukseen, jolloin työmäärä on jo erittäin haastava yhdelle ihmiselle. Toimeksiantajan toivomuksesta toimintakäsikirja toteutetaan edellä mainitusti, jolloin tärkeimmät vaatimukset tuotteen valmistuksen alkuvaiheisiin tulevat tietoon. 1.4 Tarkoitus Työn tarkoituksena on luoda laadunhallinnan ja hitsauslaatujärjestelmän seuraksi alustava toimintakäsikirja standardille SFS EN Alustavan toimintakäsikirjan luominen on tärkeä kilpailuetu teräsrakenteiden markkinoilla, sillä kyseinen standardi tulee voimaan jo kuluvan vuoden 2014 heinäkuussa. Markkinoilla CE-merkintä alihankintayrityksellä on valttikortti. Toimintakäsikirja luo yritykselle mahdollisuuden saada uusia asiakkaita, sillä se antaa yrityksestä luotettavan kuvan.
, jossa on kolme osaa.")
8 8 2 SFS EN TERÄSRAKENTEET Teräsrakenteille astuu voimaan CE-merkintä, jolloin harmonisoidun tuotestandardin SFS EN A1 käyttöönoton eli CE-merkinnän kiinnittämisen siirtymäaika päättyy. Konepajassa valmistettavien kokoonpanojen ja osakokoonpanojen vaatimustenmukaisuus esitetään CE-merkinnällä. (Kalamies 2013, 1-10.) 2.1 Yleisperiaate Standardin osassa esitetään teräsrakenteiden toteutukselle vaatimukset, joiden mukaan varmistetaan riittävä mekaaninen kestävyys sekä stabiilius, käytettävyys ja eritoten ominaisuuksien säilyvyys. Standardissa esitetyt vaatimukset ilmaistaan toteutusluokkien avulla. Toteutusluokkia on neljä EXC1-EXC4. Tämä tarkoittaa sitä, että suurempi toteutusluokka sisältää suurempia vaatimuksia. Yleisesti käytetään toteutusluokkaa ECX2 sillä se on yleispätevä rakenteille. Suunnittelijan tehtävänä on määritellä rakennuksen vaatimustasolle sopiva toteutusluokka. Rakenteen osille, tietyille kokoonpanoille tai detaljeille voidaan määrittää kuitenkin poikkeava toteutusluokka. (Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry 2013, 11.) Kuviossa 1 esiintyvät seuraamusluokka ja luotettavuusluokka tarkoittavat samaa asiaa. Seuraamusluokalla tarkoitetaan sitä, että millaiseen tarkoitukseen kyseinen rakenne on tarkoitettu. Esimerkiksi CC3 luokituksen rakenteen tulee vastata mahdollisia suuria seuraamuksia, kuten ihmishenkien menetyksiä ja ympäristövahinkoja. Tällaisia rakennuksia voisi olla esimerkiksi yli 8-kerroksiset asuin- tai liikerakennukset. (Kalamies 2013, )

9 9 Kuvio 1 Ehdotus toteutusluokan valintaan. (Kalamies 2013, 18). Sovellusalaksi työssä esitettyyn standardiin on tarkoitettu teräsrakenteiden toteutukset ja liittorakenteiden teräsosien toteutukset. Taulukosta 1 selviää millaisiin käyttösovelluksiin yleisesti teräsrakenteita käytetään. (Kalamies 2013, 1-10.) Taulukko 1. Teräsrakenteiden sovellusala. (Kalamies 2013, 9). Kantavat teräsrakenteet seuraavissa käyttösovelluksissa: - Talonrakentaminen, - Sillat, - Mastot ja tornit, savupiiput, - Paineettomat säilöt, siilot, putkilinjat, - Paalut, - Nosturiradat Olennaisimpia kohtia standardin sisällössä ovat luvut liittyen käytettäviin tuotteisiin, kokoonpanojen esivalmistukseen ja kokoamiselle, hitsaustoiminnoille sekä toteuttajan ja suunnittelijan dokumentointiin. (Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry 2013, 11.) Toteuttajan dokumentoinnilla tarkoitetaan laatuasiakirjoja ja toteutuseritelmää vaadittaessa myös laatusuunnitelmaa. Toteutuksen asiakirjat, jotka kuvaavat toteutettavan rakenteen ja osoittavat myös rakennustyöt suoritetuiksi toteutuseritelmän mukaisesti, kuuluvat dokumentoinnin vaatimuksiin. Tällaisia ovat esimerkiksi mittaus- ja

10 10 tarkastuspöytäkirjat. (Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry 2013, 11.) Käytettävien tuotteiden vaatimukseksi esitetään ainestodistusten tärkeys. Tuotannossa käytettävien tuotteiden ainestodistukset tulee tarvittaessa vaatia, jos toimituksen mukana sellaisia ei ole tullut. Jokaisesta eri levyisestä teräslevystä, että myös käytettävistä muttereista ja laakereista ainestodistukset kuuluu säilyttää, jotta tuotteen tunnistaminen, jäljitettävyys ja ominaisuuksien tarkistaminen ovat jatkossa mahdollista. (Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry 2013, 11.) Kokoonpanojen esivalmistuksen ja kokoamisen luvussa käsitellään valmistuksen työstämistavat ja esitetään työstöjen laatuvaatimukset sekä prosessien laaduntuottokyvyn tarkastukset (Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry 2013, 11). Hitsaustoimintojen luvussa esitetään vaatimukset hitsauksen laadunhallintaan, joka perustuu standardiin SFS EN 3834 soveltuvaan osaan. Perimmäisenä ajatuksena vaatimuksille on hitsauksen suorittaminen hitsausohjeiden (Welding Procedure Specification/WPS) mukaisesti ja että hitsaajilla ja hitsausoperaattoreilla tulee olla pätevyydet. Pätevyydeksi voidaan esimerkiksi antaa hitsauskoordinaattorin sertifikaatti. (Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry 2013, 11.) 2.2 CE-merkinnän merkitys CE-merkintä osoittaa, että valmistettu tuote on testattu harmonisoidun tuotestandardin mukaisella testimenetelmällä ja että se on ilmoitetun suoritustason mukainen. Merkinnän saamiseen riittää vain yhden ominaisuuden testaaminen. Kuitenkaan ei saa unohtaa, että rakennustuotteiden CE-merkintä ei yksinään takaa tuotteen käytettävyyttä rakennuskohteessa. (Ympäristöministeriön www-sivut 2012.) Merkinnän tavoitteena on parantaa eri valmistajien tuotteiden vertailukelpoisuutta. Suoritustasoilmoituksia voidaan helposti verrata toisiinsa, koska tuotteen ominaisuudet ilmoitetaan aina samalla tavalla. Tämä käytäntö myös helpottaa suomalaisten

11 11 tuotteiden uudelleen myymistä muualle Eurooppaan. (Ympäristöministeriön wwwsivut 2012.) 2.3 CE- merkinnän kiinnittämien Suoritustasoilmoituksen laadittuaan, valmistaja voi kiinnittää CE-merkinnän tuotteeseen, sen pakkaukseen ja siihen liittyviin asiakirjoihin. CE-merkinnän edellyttämiä testauksia ja valmistuksen laadunvalvontaa saavat tehdä ilmoitetut laitokset, esimerkiksi Inspecta Sertifiointi Oy. Taulukosta 2 löytyvät kaikki Suomessa hyväksytyt arviointilaitokset. Suomen ympäristöministeriö valvoo näiden ilmoitettujen laitosten toimintaa. (Ympäristöministeriön www-sivut 2012.) Taulukko 2. Suomen hyväksytyt arviointilaitokset (Ympäristöministeriön www-sivut 2012) Ympäristöministeriön hyväksymät arviointilaitokset: Inspecta Sertifiointi Oy Finotrol Oy VTT Expert Services Oy Symo Oy Contesta Oy Suomen ympäristökeskus DNV Certication Oy Kymenlaakson AMK Oy Valmistaja on itse vastuussa siitä, että CE-merkinnän saanut tuote vastaa ominaisuuksiltaan harmonisoitua tuotestandardia. Valmistajan on myös jatkuvasti valvottava ja testattava laatua sekä tehtävä siitä kirjallinen selvitys. (Ympäristöministeriön www-sivut 2012.) 3 TEHTÄVÄÄ SIVUAVAT ASIAKOKONAISUUDET Toimintakäsikirja muodostuu valmistusprosessin (kuvio 2) osista, joihin perehdytään osa-alueittain. Koska toimintakäsikirjani rajataan valmistusprosessin mukaan hitsaukseen saakka, käsitellään siinä hitsauksen lisäksi ennen sitä tapahtuvat toiminnot. Tässä tapauksessa valmistusprosessista käsitellään tarkemmin dokumentaatio, esivalmistus, työstöt, hitsaus ja laatu.
 Taulukko 2.")
12 12 Kuvio 2 Valmistusprosessi kaavio Standardin SFS EN 1090 vaatimukset ovat suoraan verrannollisia tuotannon eri vaiheisiin. Toimintakäsikirjaa tutkimuskohteena tutkitaan standardin sisällön mukaan, sillä vaatimukset heijastuvat tuotantoprosesseihin. Jokaista valmistusprosessin osaa lähestytään niiden sisältämien työtehtävien mukaan, joita toimeksiantajan yritystoiminnassa käytetään tai ostetaan palveluina muilta yrityksiltä. Heijastaessa standardin sisältö valmistusprosessiin saadaan helposti esille ne tärkeät kohdat, jotka kirjataan toimintakäsikirjaan. Dokumentoinnin osassa käsitellään miten asiakirjoja käsitellään ja minkä vuoksi. Dokumentaation tärkeys ilmenee jo ISO 9001 laadunhallintajärjestelmässä, mutta toimintakäsikirjassa dokumentaation olemassaololle annetaan lisää painoarvoa. Materiaalin vastaanotto on teoriasta jätetty pois rajaukseen liittyvistä syistä.

13 13 Esivalmistuksessa käsitellään leikkaamista ja hiontaa, taivutusta ja oikaisua. Esivalmistukseen osoitettuja olennaisempia vaatimuksia käsitellään standardin kautta ja lisäksi avattu tuotantoprosessin tapoja. Myöhemmässä vaiheessa käsitellään millaisia asiakirjoja täytetään esivalmistuksen vaiheessa. Esimerkiksi millainen tarkastuspöytäkirja tulisi tehdä käytettäville työkoneille, joille määräaikainen tarkastus on suositeltavaa myös standardin SFS EN mukaan. Työstöt osiossa keskitytään koneistustapoihin, kuten sorvaukseen ja polttoleikkaukseen. Hitsaus ja laatu osassa käsitellään tarkemmin hitsauksen laatujärjestelmää ja itse laadunhallintaa. Osa-alueina nämä ovat tärkeimpiä, sillä ne ovat yhteydessä dokumentaatioon. 4 VALMISTUSPROSESSIN KÄSITTELY 4.1 Dokumentointi Dokumentoinnilla tarkoitetaan asiakirjojen laatimista ja säilytystä. Yksi tärkeimmistä dokumentoinnin vaiheista on materiaalin vastaanotto, sillä raaka-aineista ja kiinnittimistä tulee standardin vaatimuksen mukaisesti ottaa talteen laatutodistuksia. Seuraavissa kohdissa on tarkemmin selitetty dokumentaation olennaisuus ja miksi sitä tarvitaan Jäljitettävyys Käytettävien tuotteiden ominaisuudet tulee dokumentoida siten, että ne voidaan verrata esitettyihin vaatimuksiin. Tarkoittaen sitä, että jokaisesta käytettävästä tuotteesta tilauksen vastaanottaessa pitäisi saada ainestodistukset, testausraportit ja vaatimustenmukaisuusvakuutukset dokumentointia varten. Esimerkiksi metallituotteille ainestodistuksen tulee olla alla olevan kuvion 3 mukainen. (SFS EN , 21, 30 & 79.)

14 14 Kuvio 3 Metallituotteiden ainestodistukset (SFS EN , 21) Aineiden ja tarvikkeiden tulee olla jäljitettävissä tuotannon jokaisessa vaiheessa. Jäljitettävyys voi perustua valmistusprosessia varten varattuja tuotteita koskevan erän dokumentoituun tallenteeseen, ellei erikseen vaadita jokaisen tuotteen jäljitettävyyttä. Jos materiaalikierrossa on eri teräslajeja, jokainen laji tulee merkitä kyseisen teräslajin osoittavalla merkillä. (SFS EN , 21, 30 & 79.) Tunnistemerkinnät Perusideana tunnistamisella on se, että teräskokoonpanojen jokaisen osan tai samanlaisten osien pakkauksen tulee olla tunnistettavissa. Tunnistaminen voi tapahtua valmistuserän tai tietyn osan koon ja muodon perusteella tai yksinkertaisuudessaan perustua tunnistemerkintöihin. Tällaisia tunnistemerkintöjä voivat olla esimerkiksi stanssatut, poratut tai leimasimella tehdyt merkit. Yllä mainittuja tunnistemerkintöjä voidaan käyttää vain lujuusluokkaan S355 saakka ja niitä tulee käyttää vain määritellyillä alueilla. Ruostumattomille teräksille soveliain tunnistemerkintätavat ovat pehmeät ja alhaisen jännityksen aiheuttavat leimat. (SFS EN , 21, 30 & 79.)
 4.1.2 Tunnistemerkinnät Perusideana tunnistamisella on se, että teräskokoonpanojen jokaisen osan tai samanlaisten osien pakkauksen tulee olla tunnistettavissa.")
15 Arkistointi Tänä päivänä tuotetaan entistä enemmän dokumentaatiota yrityksen sisällä. Paperidokumenttien sijaan on myös yhä suuressa määrin laskentataulukoita, piirustuksia ja sähköpostiviestejä. Näitä dokumentteja on helpompi hallita sähköisesti sekä jakaa tarvittaessa informaationa eteenpäin. (Anttila 2001, 1-2.) Laadunhallintajärjestelmän vaatimusten vuoksi dokumentaatio on saanut ison jalansijan yritysmaailmassa. Erilaisista valmistusprosessien osista muodostetaan dokumentaatiota, jotta yllä mainittu jäljitettävyys olisi mahdollista. Jotta dokumentaatio olisi hallittava kokonaisuus, yrityksissä pyritään paperittomaan toimistoon. Dokumentaatioita kuten esimerkiksi mittauspöytäkirjoja ja tarkastuspöytäkirjoja skannataan sähköiseen muotoon, jotta tärkeiden asiakirjojen säilytys olisi pidempiaikaisempaa ja tehokkaampaa. (Anttila 2001, 1-2; Aalto & Westermarck 1997, ) 4.2 Esivalmistus Esivalmistukseksi luokitellaan materiaalien leikkaus, muotoilu ja reikien teko. Käsiteltävässä standardissa jokaiseen esivalmistuksen vaiheeseen on täytettävät vaatimukset. Esimerkiksi taivutuksessa käsitellään työkappaletta kuumana ja kylmänä muovauksen sallitut lämpötilojen työstö alueet. (SFS EN , ) Leikkaus ja hionta Pinnoitettua materiaalia leikatessa tulee leikkausmenetelmä valita siten, että pinnoitteen vauriot jäävät mahdollisimman pieniksi. Kun leikkausprosessi ei täytä asetettuja vaatimuksia, tuotetta ei saa käyttää ennen kuin se on korjattu ja tarkastettu. (SFS EN , 32.) Vapaat reunat tarkistetaan ja tarvittaessa hiotaan, jotta merkittävät viat saadaan poistetuksi. Jos leikattua pintaa hiotaan tai työstetään koneellisesti leikkauksen jälkeen, käsittelysyvyyden tulee silloin olla vähintään 0,5 mm. (SFS EN , 32.)
 Laadunhallintajärjestelmän vaatimusten vuoksi dokumentaatio on saanut ison jalansijan yritysmaailmassa.")
16 16 Mekaaninen leikkaaminen on yksi yleisimmistä leikkauksen muodoista, jota metallituotannossa käytetään. Tärkeimpinä tekijöinä mekaanisessa leikkaamisessa ovat leikkausväli ja leikkauskulma. Leikkausväli vaikuttaa leikkauskoneen terien kestoon ja kustannuksiin. Esimerkiksi lujia teräksiä leikatessa tulee leikkausväliä suurentaa, kun taas sitkeillä teräksillä leikkausväliä täytyy pienentää merkittävästi, jotta levy ei taitu eikä jää kiinni leikkurin terien väliin. ( Ruukki Metals Oy:n www-sivut 2014.) Taivutus Terästä taivutetaan kuuma- ja kylmämuovausprosesseilla edellyttäen sitä, että materiaalin ominaisuudet eivät heikkene sille asetettujen vaatimusten alapuolelle. Kuumamuovaus tulee tapahtua punahehkualueella ( C). Lämpötilan keston ja jäähdytysnopeuden tulee olla terästyypille sopivia. (SFS EN , 34.) Kuumamuovausmenetelmä perustuu muottikarkaisuun, jossa austeniittinen teräslevy muotoutuu muotin sisällä. Muottiinkarkaisun avulla teräksen ominaisuuksia voidaan parantaa, kuten murtolujuus voidaan kohottaa ja saavuttaa jopa lujuustaso N/mm 2. (Ohutlevyn www-sivut 2014.) Kylmämuovauksessa teräksen sitkeys heikkenee. Vetyhaurauden vaara esiintyy silloin, kun kylmämuovauksen jälkeen tehdään käsittelyitä kuten pinnoittamisessa tapahtuvaan happokäsittelyyn tai kuumasinkitykseen. (SFS EN , 34.) Kylmämuovaus on menetelmä, jossa levy muovataan esimerkiksi kolmiulotteiseksi osaksi. Menetelminä voidaan käyttää rullamuovaamista, särmäämistä tai taivuttamista. Muovausmenetelmän etuihin kuuluu hyvät pintaominaisuudet, tarkka mittasuhteiden hallinta, matalien lämpötilojen käyttö ja materiaalikustannuksien säästö. (Ohutlevyn www-sivut 2014.)

17 Oikaisu Jos taivutuksessa on tapahtunut virhe, muotovirhe oikaistaan yleisesti kuumalla oikaisussa. Kuumalla oikaisussa käytetään paikallista kuumennusta eli pistekuumennusta. Pistekuumennuksessa tulee varmistaa, että korkeinta lämpötilaa ja jäähdytysmenettelyä valvotaan. Eritoten toteutusluokissa EXC3 ja EXC4 vaaditaan, että kuumalla oikaisua varten kehitetään menettelyohje. Menettelyohjeen tulee standardin SFS EN mukaan sisältää ainakin seuraavat: teräksen korkein lämpötila ja jäähdytystapa, kuumennusmenetelmä ja menetelmän käyttöön oikeutettujen henkilöiden nimeäminen. (SFS EN , 34.) Kuumalla oikomisessa kuumennus yleensä on joko pinnallinen tai se tunkeutuu materiaalin pintaa syvemmälle. Kuumennussyvyys valitaan yleisesti oikenemisvaikutuksen voimakkuuden perusteella, eli miten paljon tiettyä kohtaa tarvitsee oikoa. Kuumennussyvyyden vuoksi oikaisuliekin tulee olla terävä, paikallinen ja lyhytkestoinen, jolloin oikaisuteho on paras mahdollinen. Oikaisussa täytyy muistaa, että liian kuuma oikaisu saattaa vaikuttaa teräksen ominaisuuksiin heikentäväksi. (Ruukki Metals Oy:n www-sivut 2014.) 4.3 Työstöt Työstöillä tarkoitetaan reikien ja aukkojen tekemistä jo leikattuun tuotteeseen. Reikiä ja aukkoja voidaan tehdä eri menetelmillä, kuten sorvauksella, poraamisella, lävistyksellä, laserilla, plasmalla ja polttoleikkauksella. Seuraavaksi käsitellään kahta yleisintä tapaa tehdä reikiä ja aukkoja. (SFS EN , )

18 Sorvaus Sorvaus on yksi lastuavan työstön menetelmä. Lastuavalla työllä tarkoitetaan, että aihiosta poistetaan ainetta lastuina, kunnes saadaan halutun muotoinen ja kokoinen reikä tai aukko. Sorvaus on lastuavista työstöistä yleisin. Sitä voidaan siksi hyödyntää monenlaisiin menetelmiin. Työstömenetelminä voidaan pitää esimerkiksi: reikien poraukset, lieriösorvaukset, sisäsorvaukset, kierteytykset ja muotoonsorvaukset. (Salonen 2009, ) Sorvaus voidaan jakaa rouhinta- ja viimeistelysorvaukseen. Rouhintasorvauksen tavoitteena on tehokas ja nopea aineenirrotus. Kun taas viimeistelysorvauksen tavoitteena ovat erinomainen pinnankarheus sekä mitta- ja muototoleranssi. Viimeistelyssä siksi käytetään ohutta lastua, mutta suurta leikkausnopeutta. (Salonen 2009, ) Polttoleikkaus Polttoleikkaus on teräksen muotoonleikkaamista, jossa käytetään happea ja polttokaasua. Polttoleikkausta voidaan soveltaa teräksille, joissa ainepaksuus vaihtelee mm välillä. Polttoleikkauksessa hyödynnetään palamisprosessia, jossa teräs hapettuu. Happisuihku hapettaa leikattavan aineen pinnan muodostaen palamiseen tarvittavan lämmön ja kuljettaa pois niin sanotut palamisjätteet leikkausrailosta. Leikkaushapen puhtaudella on vaikutus leikkausprosessin nopeuteen. Eli mitä puhtaampi polttokaasu on, sitä parempi leikkausnopeus ja tuottavuus. (Leivo 2007, 14.) Polttoleikkaus soveltuu seostamattomien ja vähän seostettujen terästen leikkaamiseen. Erityisesti suositeltavaa on käyttää polttoleikkausta silloin, kun käsiteltävänä ovat erittäin paksut ainevahvuudet. (Korkiakoski 2009, 16.)
 Sorvaus voidaan jakaa rouhinta- ja viimeistelysorvaukseen. Rouhintasorvauksen tavoitteena on tehokas ja nopea aineenirrotus.")
19 19 Polttoleikkausta käytettäessä tuotannossa tulee sitä määrävälein tarkastaa, jotta toimivuus ja leikkausjälki ovat hyväksyttyjä. Käytettävistä materiaaleista tulee polttoleikkauksessa valmistaa neljä näytettä. Tarkastus vaiheessa polttoleikkaus prosessilla mainittavat neljä näytettä tulee leikata seuraavilla tavoilla: paksun ainevahvuuden raaka-aineesta suora leikkaus, ohuimman ainevahvuuden raaka-aineesta suora leikkaus, teräväkulmainen leikkaus edustavasta paksuudesta ja kaari leikkaus edustavasta paksuudesta. (SFS EN , 32.) Määräaikaisesta leikkausprosessin tarkastuksesta tulee täyttää tarkastusraportti. Jos näytekappaleet ovat hyväksyttäviä, polttoleikkaus prosessia voidaan käyttää. Mutta ongelmakohtien esiintyessä, tulee polttoleikkaus prosessia muokata, jotta sitä voidaan hyväksyttävästi käyttää. (SFS EN , 32.) 4.4 Hitsaus ja laatu Hitsauksen laadunvarmistus Täydellistä hitsin laadunvarmistusta ei voida tehdä rikkomatta itse hitsiä. Hitsien laadunvarmistamiseksi valmistusvaiheessa sekä valmistuskulujen hallitsemiseksi tulee hitsausprosessin olla erittäin hyvin hallittua jo suunnittelusta asti. Toimivan laatujärjestelmän kautta hitsauksen laatuun vaikuttavat tekijät tulevat huomioiduiksi. Standardin ISO 3834 avulla valmistajat voivat täyttää vaatimukset, jotka takaavat onnistuneen hitsin. (Inspectan www-sivut 2014.) Toisena oppilastyönä yritykseen on juuri valmistunut ISO 3834 standardin laatukäsikirja. Tällä hetkellä kyseistä toimintoa ajetaan yrityksen hitsausprosessiin, jotta yksi osuus teräskokoonpanojen CE-merkinnän vaatimuksista olisi vankalla pohjalla. Laadunvarmistuksessa on useita vaiheita. Ensiksi valmistajan tulee varmistua hitsaajien pätevyydestä, ja että pätevöintimenettelyt ovat standardisoituja. Toiseksi toimivat hitsausohjeet (WPS) tulee olla hyväksytyt. Hitsausmenetelmän hyväksymispöytäkirjassa tulee esittää kaikki tarvittavat tiedot hitsauksen suorittamisesta ja menetel-

20 20 mien pätevyysalueesta. Tällä tavalla varmistutaan, että hitsausohjetta noudattamalla hitsit ovat erittäin suurella todennäköisyydellä täyttävät sille asetetut vaatimukset. (Inspectan www-sivut 2014.) Yhtenä suurena osana hitsauksen laadunvarmistuksessa on hitsauskoordinaattorin asema. Hän on henkilönä vastuussa hitsausmenetelmien ja hitsaajien pätevöinnistä sekä koulutuksesta. Hitsauskoordinaattorin osaamisvaatimukset, tehtävät ja vastuut ovat määritelty ISO standardissa. Hitsauskoordinaattorin virkaa yrityksessä pitää vain henkilö, joka on aiheeseen saanut hyväksymissertifikaatin. (Inspectan www-sivut 2014.) Toimeksiantajan yrityksessä toimitusjohtaja on käynyt kyseisen hitsauskoordinoinnin koulutuksen. Standardissa EN hitsauksen osuudessa määritellään, että hitsaus tulee suorittaa standardin EN ISO 3834 soveltavan osan mukaan. Tämä käsittää sen, että hitsauksessa ilmenevät seikat ovat siis jo käsitelty yrityksen hitsauksen laatujärjestelmässä. (SFS EN , 40.) Laadunhallinta ISO 9001 laatujärjestelmä kulkee standardin EN kanssa käsi kädessä, sillä laatujärjestelmä tarjoaa jo EN standardin vaatimia asiakirjoja. Näitä ovat tietyt laatuasiakirjat ja laatusuunnitelma. (SFS EN , ) Laatuasiakirjoissa on tarkemmat vaatimukset siitä, mitä niissä kuuluu käydä ilmi: organisaatiokaavio ja toteutuksesta vastaavat henkilöt, noudatettavat menettelytavat, menetelmät ja työohjeet, tarkastussuunnitelma, menettelytavat muutosten käsittelyyn, menettelytavat poikkeavuuksien käsittelyyn, toimilupapyyntöihin ja laatukiistoihin ja ennalta määritetyt kontrollipisteet ja vaatimukset tarkastusten ja testausten suorittamisen varmentamiseen. (SFS EN , )

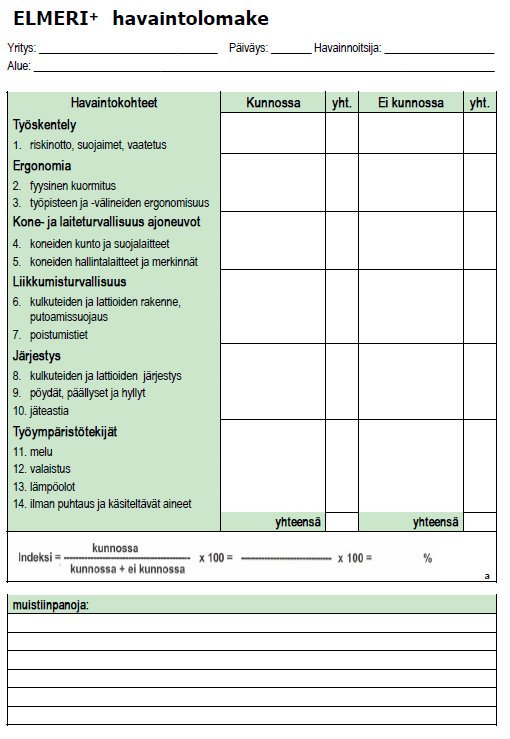
21 21 Laatusuunnitelma on jo huomioitu laatujärjestelmässä, joten uusia vaatimuksia standardissa ei ilmene. Turvallisuussuunnitelma on uusi asia, johon jatkossa täytyy kiinnittää huomiota standardin mukaisesti. Turvallisuussuunnitelmasta selviää yksityiskohtaiset ohjeet, esimerkiksi asennustöiden turvallisuuteen liittyen. Tärkeintä on se, että tuotteen tuotantokaaren aikana on tehty riittävä määrä dokumentaatiota osoittamaan, että rakennustyöt on suoritettu toteutuseritelmän mukaisesti. Toteutuseritelmähän on suunnittelijan piirustusten mukana tuleva asiakirja, missä ovat teräsrakenteen tekniset tiedot ja vaatimukset, kuten toteutusluokat ja geometriset toleranssit. (SFS EN , ) 5 TOIMINTAKÄSIKIRJA 5.1 Toimintakäsikirjan toteutusprosessi Toimintakäsikirjan toteutusprojekti alkoi syksyllä Tässä ensimmäisessä tapaamisessa yhdessä yrityksen toimitusjohtajan kanssa keskustelu kääntyi CEmerkinnän sertifiointiin, jolloin päätettiin että opinnäytetyöni koostuisi standardista SFS EN Työn edellytyksenä oli tutustua toimeksiantajan yrityksen toimintatapoihin sekä vaadittavaan standardiin. Standardiin sisältyy kolme osaa, jotka käsittelevät rakenteellisten kokoonpanojen arviointiin perustuvia vaatimuksia sekä alumiini- että teräsrakenteiden teknisiä vaatimuksia. Päädyimme tutustumaan vain osaan 2, jolloin työmäärä puolittui ja oli yhdelle ihmiselle tarpeeksi haastava. Perusteellinen perehtyminen yrityksen toimintaan toteutettiin viikoittaisissa tapaamisissa, joissa sain osallistua toimitusjohtajan kanssa eri toimintoihin. Näiden avulla sain erinomaisen mahdollisuuden olla osallisena ja tutustua heidän yritystoimintaan. Mielenkiintoisin kokemukseni oli osallistuminen ELMERI + arviointiin (liite 1), jossa käsiteltiin työympäristön turvallisuutta ja ergonomiaa. Yrityksen toimintaan on sovellettu myös viime kuukausien aikana 5S järjestelmää, joka tähtää samaan asiaan kuin ELMERI+ arviointimenetelmä. Eroavaisuutena menetelmillä on se, että 5S arvioi työympäristön turvallisuutta ja ergonomiaa kattavammin.
22 22 Tiiviissä yhteistyössä ISO 9001 tekijän, EN 3834 hitsauslaatujärjestelmän tekijän ja yrityksen toimitusjohtajan kanssa teimme insinööriprojektiani. Näin ollen toimintakäsikirjan sisällöstä saatiin sellainen, johon kaikki olivat tyytyväisiä. Toimintakäsikirjan toteutuksessa loimme sisällön yrityksen valmistusprosessin mukaan, mikä oli toiminnankin kannalta myös järkevin tapa. Tietynlainen prosessikaavio valmistuksesta heillä oli olemassa, mutta sen muokkaamiseen oli aihetta. Prosessikaaviosta tahdottiin yleismaallinen, joka soveltuisi jokaisen valmistettavan tuotteen valmistukseen. Edellä mainitusta kuviosta (kuvio 2) selviää valmistusprosessi, johon toimintakäsikirja sovelletaan. Tarkoituksena on luoda toimintakäsikirja valmistusprosessikaavion päävaiheiden mukaan. Koska toimintakäsikirjani on alustava, eli niin sanottu karkea vedos standardista, sisältö kirjassa ei tule olemaan täysin kattava. Pyrin sisällyttämään tekstiin vain olennaisimmat asiat, jotka vaikuttavat yrityksen toimintaan. Tärkeimmiksi osa-alueiksi nostettiin yhteisissä keskusteluissa hitsaus, jäljitettävyys ja sitä kautta vaadittava dokumentointi. Suurimmaksi ongelmakohdaksi nousi projektin aikana toimintakäsikirjan oikeellisuus. Tarkoittaen sitä, että käsikirja olisi luotettava kokonaisuus standardista. Standardi on paikoittain helppoa luettavaa, mutta joitakin osakokonaisuuksia itselläni oli vaikea ymmärtää. Toimeksiantajan kanssa vaikeiden kohtien selvittäminen sai standardin kokonaisuuden itselleni selkeäksi, jolloin toimintakäsikirjan teko oli helpompaa. 5.2 Käsikirjan esittely Koska työn lopputulos on yrityksen omaan käyttöön tarkoitettu, itse toimintakäsikirjaa ei julkaista raporttini yhteydessä. Kuitenkin esittelen joitakin sisällön pääkohtia alla olevien otsikoiden perusteella. Toimintakäsikirjassa esiintyvät otsikot ovat standardin osa-alueita, jolloin käsikirjan lähteenä on käytetty standardia. Toimintakäsikirjassa sisältö koostuu seuraavanlaisista kokonaisuuksista.
23 Soveltamisala Soveltamisalassa kerrotaan, että standardia sovelletaan metallialan yrityksissä, joissa valmistetaan kantavia teräsrakenteita. Muun kaltaisessa tuotannossa voidaan jatkossakin soveltaa omia valmistuskäytäntöjä. Tässä osiossa myös esitetään teräslajit, joita voidaan soveltaa kantavissa teräsrakenteissa. Esimerkiksi kuumavalssatuista rakenneterästuotteista voidaan käyttää valmistuksessa levyjä, jotka ovat lujuusluokkaan S690 saakka Toteutuseritelmä Toteutuseritelmän osiossa esitetään ne osa-alueet, jotka tulisi tulla tuotteen piirustusten mukana valmistajalle. Nimittäin suunnittelijan tulisi päättää sovellettavat geometriset toleranssit, toteutusluokan (koko tuotteeseen yhden tai joihin osakokoonpanoihin omat toteutusluokat), esikäsittelyasteet pintakäsittelyyn sekä rakennustöitä koskevat teknilliset vaatimukset. Toteutuseritelmän kohdassa painotetaan sitä, että toteuttajan asemassa toimiva valmistaja täyttää tarvittavat asiakirjat valmistusprosessinaikana. Asiakirjoja, joita valmistaja täyttää ovat esimerkiksi laatusuunnitelma, hitsausohje, mittaus- ja tarkastuspöytäkirjat Materiaalin vastaanotto Materiaalia vastaanottaessa tulee dokumentaatio jo aloittaa. Standardissa vaatimien ainestodistusten ja testausraporttien tulee tallettaa sekä ottaa tilaukseen ylös todistuksissa esiintyvät sulatenumerot ja muut luokittelevat tiedot, joita esimerkiksi tarvitaan valmistusprosessin muissa pöytäkirjoissa. Testausraportit ja ainestodistukset skannataan sähköiseen muotoon ja talletetaan tilaukseen toiminnanohjausjärjestelmään ja lopuksi arkistoidaan mappiin. Tällä tavoin standardin vaatimukset jäljitykseen liittyen sovelletaan omassa toiminnassa.
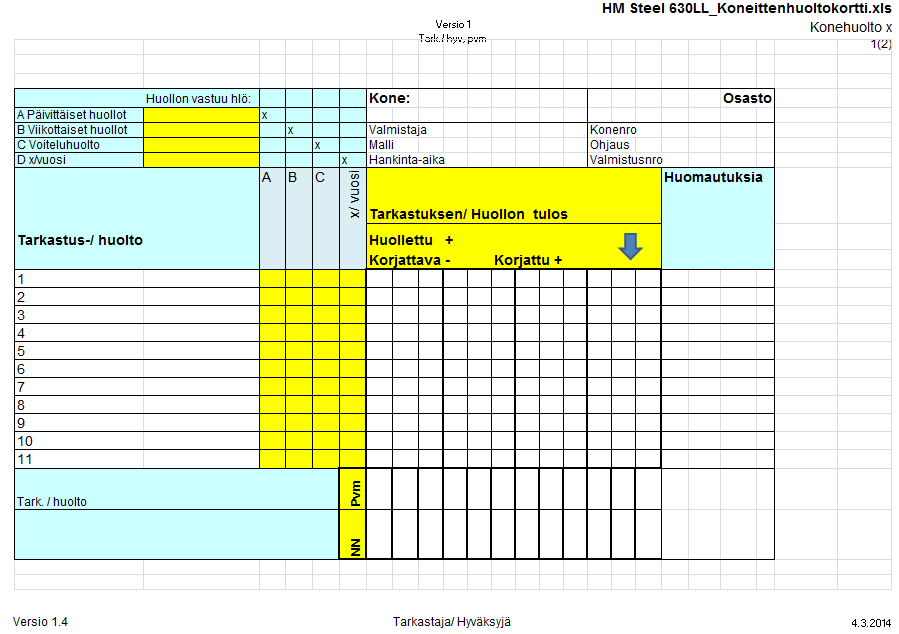
24 24 Tunnistemerkintöjen käyttö on kannattavaa varsinkin silloin, jos materiaalikierrossa on eri teräslajeja. Tällä tavoin edistetään standardissa vaadittavaa tunnistettavuutta. Käsikirjassa esitetään yksityiskohtaisesti millaisia tunnistemerkintöjä voidaan esimerkiksi käyttää ruostumattomille teräksille Käytettävät tuotteet Käytettävissä tuotteissa määritellään minkälaisten tuotestandardien mukaisia teräslevyjä, kiinnittimiä ja hitsausaineita valmistukseen voidaan käyttää. Esimerkiksi kylmämuokatut rakenneteräkset tulee olla tuotestandardin EN mukaisia. Jotta mahdollistetaan käytettävien tuotteiden standardin mukaisuus, tilataan tuotteita ennalta määrättyjen materiaalitoimittajien kautta. Luotettavimmaksi materiaalintoimittajaksi vuosien saatossa on muodostunut Ruukki Metals Oy, josta toimeksiantajan yritykseen pyritään tekemään sopimusmateriaalintoimittaja. Tällä tavoin terästuotteiden standardin mukaisuudet ovat ennalta määrättävissä ja sitä kautta myös valmistuksessa liikkuvat vain oikeanlaiset materiaalit Leikkaus ja hionta Leikkauksen ja hionnan osuudessa käsitellään hyväksytyt leikkausmenetelmät ja millainen virhemarginaali leikkauksessa saa olla. Eli kuinka paljon mittauspöytäkirjassa mitatut ympärysmitat saavat vaihdella standardimitoista, jotta se on kappaleena vielä sovellettavissa kokoonpanoon. Hiontaan liittyen on esitetty käsittelysyvyys, jonka avulla virheet poistetaan. Leikkauksessa käytettäviä että myös muita laitteita kuten hitsauskoneita tulee määräajoin tarkastaa. Esimerkiksi polttoleikkaus prosessin määräaikatarkastukseen on määritelty tarkat ohjeet. Tarkastukseen voidaan soveltaa liitteenä 2 olevaa lomaketta.
25 Taivutus ja oikaisu Taivutuksessa esitetään missä lämpötiloissa muovausprosessia on sallittavaa käyttää. Niin sanottu punahehkualue on ennalta määritelty. Kylmämuovaukseen liittyen käsitellään eri teräslajille vaatimukset muovausprosessiin. Tarkoittaen sitä, millainen pitoaika taivutuksessa on ja millaisilla ehdoilla taivutus voidaan suorittaa. Esimerkiksi pyöreitä putkia voidaan taivuttaa siten, ettei ulkohalkaisijan ja seinämäpaksuuden suhde ylitä arvoa 15. Oikaisussa tulee käyttää pistekuumennusta, ja varmistaa, että korkeinta lämpötilaa sekä jäähdytysmenettelyä valvotaan. Kuuma oikaisuun vaaditaan menettelytapa, joka tulee hitsausohjeen (WPS) mukaan Työstöt Työstöissä käsitellään reikien ja aukkojen tekoa ja millaisille nimellismitoille niiden tekeminen on sallittua. Rei ille on määritelty, että mihin toteutusluokkaan reikien tekeminen on sallittua ilman avartamista ja koska avartamiseen on aihetta. Esimerkiksi reikiä voidaan lävistää ilman avartamista toteutusluokissa EXC1 ja EXC2. Jäysteiden poistamisesta on esitetty erikseen käsikirjassa. Niiden poistaminen kokonaisuudessaan on tarpeellista aina ennen kokoonpanoa, mutta esimerkiksi porattaessa kerralla läpi puristettujen osien on jäysteiden poistaminen tarpeellista vain uloimmista rei istä. Aukkojen teosta on määritelty pyöristyksien kulmat, joilla maksimoidaan kestävyys ja ettei repeämiä ilmene kulmakohdissa Osakokoonpanojen hitsaus Osakokoonpanojen hitsauksessa viitataan EN 3834 hitsaus-laatujärjestelmään, joka käsittää standardin vaatimukset. Hitsauksen laatujärjestelmä sisältää esimerkiksi hitsausohjeet ja hitsausaineiden säilytyksen vaatimukset. Erikseen hitsauslaatujärjestelmässä on mainittu hitsauskoneiden huollosta määräajoin sekä työn laaduntarkkailusta.
26 Muutokset yritykselle Muutoksia yritykselle viime vuosien aikana on tapahtunut paljonkin. ISO 9001 laatujärjestelmä on ollut käynnissä yrityksellä reippaan puoli vuotta. Viime vuoden joulukuussa valmistui yritykselle hitsauksen laatujärjestelmä, joka perustuu standardin EN 3834 sovellettavaan osaan. Tätä pyritään yrityksessä soveltamaan toimintatapoihin tällä hetkellä. Muutoksia jo näiden ansiosta on tapahtunut paljon. Huomattavaa on se, että yrityksessä ei ole ennen ollut laisinkaan laatujärjestelmää, joten harppaus ISO 9001:een on jo iso. Toimitusjohtaja ja työntekijät yrityksessä ovat avoinna muutokselle. Tämä johtuu varmasti myös siitä, että he tietävät miten se tulee muuttamaan heidän osaamisen kysyntää tulevaisuudessa. Kuluvan vuoden 2014 aikana standardi EN 1090 astuu voimaan. Ensimmäinen päivä heinäkuuta standardi pitäisi olla käytössä jokaisessa metallialan yrityksessä, jossa kantavia teräsrakenteita valmistetaan. Sen vuoksi suuret rakenteelliset muutokset toimintatavoissa toimeksiantajan yrityksessä ovat käynnissä. Suurimmat muutokset koko yrityksen toiminnassa tämän standardin mukana tulee dokumentaatioon. Sillä standardin perimmäinen ajatus on paperiasiakirjojen jäljen jättäminen. Minkäänlaisia asiakirjoja ennen toimeksiantajan yritystoiminnassa ei ole tehty, joten kaikkien lähetteiden, ainestodistusten ja testausraporttien talteen ottaminen ja tallentaminen toiminnanohjausjärjestelmään on iso askel. Mutta nyt täytyy muistaa tunnuslause, että hyvä dokumentaatio on kuin puolet valmiista tuotteesta. Eräässä tapaamisessa puhuimme toimitusjohtajan kanssa, että yritys alkaisi tilata materiaalit tietyiltä toimittajilta. Teräslevyt ja muut suuret raaka-aineet ovat suuremmaksi osaksi tilattu Ruukki Metals Oy:ltä. Standardin astuessa voimaan hyödyllisempää on siirtyä tilaamaan vain heiltä, koska heiltä saadaan jo standardissa vaadittavat materiaalitodistukset. Toimeksiantajan yritykselle vaadittavien dokumenttien saaminen on siten taattua ja luotettavaa. Hitsaukseen tulee myös suuria muutoksia standardien EN 3834 ja EN osalta. Nämä vaatimukset kummassakin standardissa ovat samat. Tärkeimpinä muutoksenkohtina tulevat olemaan määräaikaiset koneiden huollot ja tarkastamiset, hitsausoh-
27 27 jeiden luominen, työntekijöiden pätevöityminen ja eritoten hitsauskoordinaattorin tehtävät. Näillä muutoksilla saadaan aikaan CE-merkinnän sertifiointiprosessi. Toimintakäsikirjan laadintaprosessi on pitkä, mutta sen käytäntöön ottaminen on pieni vaiva verrattuna sen tuomiin mahdollisuuksiin. 6 YHTEENVETO Insinöörityöni tavoitteena oli luoda alustava toimintakäsikirja standardin SFS EN pohjalta, joka rajattiin hitsaukseen liittyviin osioihin. Toimintakäsikirja luotiin valmistusprosessin pohjalle, jolloin siitä tulisi helposti luettava ja käsittäisi olennaiset asiat. Toteutusprosessi aloitettiin tutustumalla itse standardiin sekä yrityksen toimintatapoihin. Ongelmilta prosessin aikana ei vältytty, mutta niistäkin selvittiin. Haasteeksi prosessin aikana muodostui se, että miten työ rajataan. Ongelmaksi muodostui omakohtainen osaaminen ja työmäärä. Onneksi rajauksesta saatiin yhdessä muodostettua sellainen, minkä pystyin toteuttamaan työmäärältään ja omalta osaamiseltani. Työni mukailee juuri valmistuneita ISO 9001 laatujärjestelmää sekä EN 3834 hitsauksen laatujärjestelmää. Tämä johtuu siitä, että tarvittavia asiakirjoja ja osa-alueita näistä yllä olevista laatujärjestelmistä löytyi. Tämä myös helpotti työtäni, sillä joitakin asioita standardista ei tarvinnut itse kirjoittaa. Toimintakäsikirjan tekeminen on suuri työ, mutta myös antoisa. Projektin aikana olen oppinut uusia asioita sekä luottamaan omaan osaamiseeni. Luotettavan konseptin luominen oli haastava prosessi, mutta yhteistyössä yrityksen toimitusjohtajan ja työntekijöiden kanssa kokonaisuudesta saatiin sellainen, mistä alussa unelmoitiin. Työn edetessä sen tärkeys on korostunut, sillä sen avaamat tulevaisuuden näkymät tuovat yritystoiminnalle varmasti kasvua ja luotettavuutta.
28 28 Tällä hetkellä yrityksellä ei ole vielä CE-merkintää, mutta toimintakäsikirjan avulla he ovat osaavalla matkalla kohti sertifiointia. Teknisiin vaatimuksiin tottuminen ja niiden rutiininomainen tekeminen vaatii aikaa, mutta varmasti ennen heinäkuuta sertifiointi hakemus on jo lähellä hyväksyntää.
29 29 LÄHTEET Aalto, L. & Westermarck, I Toimistotyö. Porvoo: WSOY. Anttila, J Dokumenttien hallinta. Helsinki: Edita Oyj. HM-Steel Oy www-sivut Viitattu Inspectan www-sivut Viitattu Kalamies, U Teräsrakentamisen uudet käytännöt (luentomateriaali). Hämeenlinna. Inspecta. Korkiakoski, E Savonlinnan aikuisopiston poltto- ja plasmaleikkauslaitteiston kehittäminen. AMK-opinnäytetyö. Mikkelin ammattikorkeakoulu. Viitattu Kyröläinen, A & Lukkari, J Ruostumattomat teräkset ja niiden hitsaus. Jyväskylä: Gummerus Kirjapaino Oy Leivo, K Polttoleikkaustyön automatisoinnin esiselvitys. AMK-opinnäytetyö. Satakunnan ammattikorkeakoulu. Viitattu Ohutlevyn www-sivut Viitattu Ruukki Metals Oy:n www-sivut Viitattu Salonen, P Sorvaussolun menetelmöinti ja käyttöönotto. AMK-opinnäytetyö. Tampereen ammattikorkeakoulu. Viitattu SFS EN Teräs- ja alumiinirakenteiden toteutus. Osa 2: Teräsrakenteita koskevat tekniset vaatimukset Finnish Standards Association SFS. Helsinki. SFS. Viitattu Teknologiateollisuus ry, Teräsrakenneyhdistys ry, Metsta ry Teräskokoonpanojen CE-merkintä (luentomateriaali). Hämeenlinna. Julkaisumonistamo Eteläranta Oy. Teräsrakenneyhdistyksen www-sivut Viitattu Ympäristöministeriön www-sivut Viitattu
30 LIITE 1

31
32 LIITE 2
33 HM-Steel Oy:n toimintakäsikirja (ei julkinen) LIITE 3
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
CE-merkintä pakolliseksi rakennustuotteille
 CE-merkintä pakolliseksi rakennustuotteille Valtaosa rakennustuotteista tarvitsee CE-merkinnän vuoteen 2013 mennessä. Ilman CE-merkintää ei rakennustuote voi määräajan jälkeen olla markkinoilla, ei Suomessa
CE-merkintä pakolliseksi rakennustuotteille Valtaosa rakennustuotteista tarvitsee CE-merkinnän vuoteen 2013 mennessä. Ilman CE-merkintää ei rakennustuote voi määräajan jälkeen olla markkinoilla, ei Suomessa
EU:N RAKENNUSTUOTEASETUS
 EU:N RAKENNUSTUOTEASETUS - Hyväksyttiin keväällä 2011 - Tavoite rakennustuotteiden kilpailuesteiden poistaminen - Mahdollistaa tuotteiden Ce merkinnän - Erilainen kuin monet muut Ce merkintään tähtäävät
EU:N RAKENNUSTUOTEASETUS - Hyväksyttiin keväällä 2011 - Tavoite rakennustuotteiden kilpailuesteiden poistaminen - Mahdollistaa tuotteiden Ce merkinnän - Erilainen kuin monet muut Ce merkintään tähtäävät
Conformité Européenne.
 Conformité Européenne. 11.3.2014 CE-merkintä, harmonisoitu tuotestandardi CE-merkinnällä tuotteen valmistaja tai valtuutettu edustaja ilmoittaa viranomaisille, että tuote täyttää Euroopan unionin direktiivien
Conformité Européenne. 11.3.2014 CE-merkintä, harmonisoitu tuotestandardi CE-merkinnällä tuotteen valmistaja tai valtuutettu edustaja ilmoittaa viranomaisille, että tuote täyttää Euroopan unionin direktiivien
Yksinkertaista. Me autamme. TM
 Yksinkertaista. Me autamme. TM EN 1090 ja CE-merkintä Neuvoja teräskokoonpanojen CE-merkintään ja FPC-manuaalin laadintaan Ver. 8 30.6.2015 Ceriffi Oy MKE Aineiston sisältö Mitä tuotteita teräskokoonpanojen
Yksinkertaista. Me autamme. TM EN 1090 ja CE-merkintä Neuvoja teräskokoonpanojen CE-merkintään ja FPC-manuaalin laadintaan Ver. 8 30.6.2015 Ceriffi Oy MKE Aineiston sisältö Mitä tuotteita teräskokoonpanojen
FPC+manuaali" XXXX"Oy" Tämä"FPC+manuaali"sisältää"kuvauksen"yrityksemme"standardin"SFS+EN"1090+ 1"mukaisesta"laadunhallintajärjestelmästä.
 ! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
CE-merkintä 9.5.2011
 CE-merkintä 1 9.5.2011 Esityksen sisältö Mikä on CE-merkintä? Mihin CE-merkintä perustuu? Vaatimuksenmukaisuuden osoittaminen Valmistajan ja Ilmoitetun laitoksen tehtävät CE-merkintä Suomessa nyt ja tulevaisuudessa
CE-merkintä 1 9.5.2011 Esityksen sisältö Mikä on CE-merkintä? Mihin CE-merkintä perustuu? Vaatimuksenmukaisuuden osoittaminen Valmistajan ja Ilmoitetun laitoksen tehtävät CE-merkintä Suomessa nyt ja tulevaisuudessa
TODISTUS TEHTAAN LAADUNVALVONNASTA. Naulalevyrakenteet
 VTT EXPERT SERVICES OY Sertifiointi ja tuotehyväksyntä PL 1001, 02044 VTT TODISTUS TEHTAAN LAADUNVALVONNASTA 0809 CPD 0716 Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21
VTT EXPERT SERVICES OY Sertifiointi ja tuotehyväksyntä PL 1001, 02044 VTT TODISTUS TEHTAAN LAADUNVALVONNASTA 0809 CPD 0716 Rakennusalan tuotteita koskevan jäsenvaltioiden lainsäädännön lähentämisestä 21
SFS-EN 1090 JA CE-MERKKI. Heikki Salkinoja LEKA-hanke
 SFS-EN 1090 JA CE-MERKKI Heikki Salkinoja LEKA-hanke Standardin osat SFS-EN 1090-1+A1: Teräs- ja alumiinirakenteiden toteutus Osa 1: Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden arviointiin
SFS-EN 1090 JA CE-MERKKI Heikki Salkinoja LEKA-hanke Standardin osat SFS-EN 1090-1+A1: Teräs- ja alumiinirakenteiden toteutus Osa 1: Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden arviointiin
SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA
 SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA Ilmansuodattimet Tyyppihyväksyntäohjeet 2008 Ympäristöministeriön asetus ilmansuodattimien tyyppihyväksynnästä Annettu Helsingissä 10 päivänä marraskuuta 2008 Ympäristöministeriön
SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA Ilmansuodattimet Tyyppihyväksyntäohjeet 2008 Ympäristöministeriön asetus ilmansuodattimien tyyppihyväksynnästä Annettu Helsingissä 10 päivänä marraskuuta 2008 Ympäristöministeriön
EN 1090-1 Kantavat teräsrakenteet. Hitsauskoordinoijan ohjekirja. Innover. Innovator Network Oy innover@ innover.fi
 EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
Kuinka viedä rakennustuote hyväksytysti markkinoille? Liisa Rautiainen VTT Expert Services Oy
 Kuinka viedä rakennustuote hyväksytysti markkinoille? Liisa Rautiainen VTT Expert Services Oy Vaatimusten mukaisuus (EU ja/tai kansallinen) on osoitettava jollain tavalla Onko tuotteella hen (=harmonisoitu
Kuinka viedä rakennustuote hyväksytysti markkinoille? Liisa Rautiainen VTT Expert Services Oy Vaatimusten mukaisuus (EU ja/tai kansallinen) on osoitettava jollain tavalla Onko tuotteella hen (=harmonisoitu
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
NWE 2014, Tampere EN sertifiointi
 NWE 2014, Tampere 5.11.2014 EN 1090-1 sertifiointi Direktiivi (directive) (CPD 89/106/ETY) Vahvistetaan tavoitteet yhdelle, usealle tai kaikille jäsenvaltioille Ohjeistus kansalliselle lainsäätäjälle Jäsenvaltiot
NWE 2014, Tampere 5.11.2014 EN 1090-1 sertifiointi Direktiivi (directive) (CPD 89/106/ETY) Vahvistetaan tavoitteet yhdelle, usealle tai kaikille jäsenvaltioille Ohjeistus kansalliselle lainsäätäjälle Jäsenvaltiot
PANK-menetelmäpäivä 27.1.2011 CE-merkintä ja ilmoitetun laitoksen toiminta 21.1.2011
 PANK-menetelmäpäivä 27.1.2011 CE-merkintä ja ilmoitetun laitoksen toiminta 1 Visiomme Luomme turvallisuutta, luotettavuutta ja kestävää kehitystä Pohjois-Euroopassa. We bring safety, trust and environmental
PANK-menetelmäpäivä 27.1.2011 CE-merkintä ja ilmoitetun laitoksen toiminta 1 Visiomme Luomme turvallisuutta, luotettavuutta ja kestävää kehitystä Pohjois-Euroopassa. We bring safety, trust and environmental
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat. Standardoinnin koordinointi & työryhmät
 Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
Teräspaalujen CE-merkintä. Tkt Vesa Järvinen
 Teräspaalujen CE-merkintä Tkt Vesa Järvinen Esityksen sisältö Mikä on CE-merkki? Rakennustuotteen CE-merkintäjärjestelmät CE-merkin sisältö Teräsputkipaalujen CE-merkinnät CE-merkintä Ruukin paalutuotteilla
Teräspaalujen CE-merkintä Tkt Vesa Järvinen Esityksen sisältö Mikä on CE-merkki? Rakennustuotteen CE-merkintäjärjestelmät CE-merkin sisältö Teräsputkipaalujen CE-merkinnät CE-merkintä Ruukin paalutuotteilla
TEP / WP4, Teräsrakentamiseen liittyvät mallidokumentit ja niiden sisältö sekä vastuut
 TEP / WP4, Teräsrakentamiseen liittyvät mallidokumentit ja niiden sisältö sekä vastuut TEP-Teräsrakentamisen eurooppalaiset pelisäännöt TEP / WP4, Sisältö Yleistä Piirustukset Luettelot Tekniset eritelmät
TEP / WP4, Teräsrakentamiseen liittyvät mallidokumentit ja niiden sisältö sekä vastuut TEP-Teräsrakentamisen eurooppalaiset pelisäännöt TEP / WP4, Sisältö Yleistä Piirustukset Luettelot Tekniset eritelmät
A-moduulissa säädettyjen vaatimusten lisäksi sovelletaan alla olevia säännöksiä. Valmista-
 Liite 1 VAATIMUSTENMUKAISUUDEN ARVIOINTIMENETTELYT A-moduuli (valmistuksen sisäinen tarkastus) 1. Tässä moduulissa esitetään menettely, jolla valmistaja tai tämän yhteisöön kuuluvien valtioidenalueelle
Liite 1 VAATIMUSTENMUKAISUUDEN ARVIOINTIMENETTELYT A-moduuli (valmistuksen sisäinen tarkastus) 1. Tässä moduulissa esitetään menettely, jolla valmistaja tai tämän yhteisöön kuuluvien valtioidenalueelle
Welding documentation management
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Rakentamismääräyskokoelma
 Rakentamismääräyskokoelma Osa B1 Kantavat rakenteet Määräykset ja ohjeet 2010 Huom! Esitys perustuu B1-ehdotuksen 22.11.2010 olevaan versioon. Muutokset ovat hyvin mahdollisia. B-sarjan uudistustyön periaatteet
Rakentamismääräyskokoelma Osa B1 Kantavat rakenteet Määräykset ja ohjeet 2010 Huom! Esitys perustuu B1-ehdotuksen 22.11.2010 olevaan versioon. Muutokset ovat hyvin mahdollisia. B-sarjan uudistustyön periaatteet
Teräsrakenteiden suunnittelua koskevat määräykset, ohjeet ja Eurocode-standardit
 Teräsrakenteiden suunnittelua koskevat määräykset, ohjeet ja Eurocode-standardit Teräsrakenteiden suunnittelua koskevat määräykset, ohjeet ja Eurocode-standardit Esityksen aiheet: Suomen rakentamismääräykset
Teräsrakenteiden suunnittelua koskevat määräykset, ohjeet ja Eurocode-standardit Teräsrakenteiden suunnittelua koskevat määräykset, ohjeet ja Eurocode-standardit Esityksen aiheet: Suomen rakentamismääräykset
Valtioneuvoston asetus
 Valtioneuvoston asetus rautatiejärjestelmän turvallisuudesta ja yhteentoimivuudesta annetun valtioneuvoston asetuksen muuttamisesta Valtioneuvoston päätöksen mukaisesti muutetaan rautatiejärjestelmän turvallisuudesta
Valtioneuvoston asetus rautatiejärjestelmän turvallisuudesta ja yhteentoimivuudesta annetun valtioneuvoston asetuksen muuttamisesta Valtioneuvoston päätöksen mukaisesti muutetaan rautatiejärjestelmän turvallisuudesta
Rakentamismääräyskokoelman B-sarja sisältö. Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Tauno Hietanen Rakennusteollisuus RT
 Rakentamismääräyskokoelman B-sarja sisältö Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Rakennusteollisuus RT RakMK luotiin 1970 luvun jälkipuoliskolla Rakennusteollisuus RT ry 2 Rakennusteollisuus
Rakentamismääräyskokoelman B-sarja sisältö Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Rakennusteollisuus RT RakMK luotiin 1970 luvun jälkipuoliskolla Rakennusteollisuus RT ry 2 Rakennusteollisuus
Kolmannen osapuolen valvonta betonikiviainesten valmistuksessa
 [presentation title] via >Insert >Header & Footer Kolmannen osapuolen valvonta betonikiviainesten valmistuksessa Kiwa Inspecta Katriina Tallbacka 2018-05-17 Esityksen sisältö Kiviaineste CE-merkintä Kolmannen
[presentation title] via >Insert >Header & Footer Kolmannen osapuolen valvonta betonikiviainesten valmistuksessa Kiwa Inspecta Katriina Tallbacka 2018-05-17 Esityksen sisältö Kiviaineste CE-merkintä Kolmannen
Eurokoodien koulutus. Teräs-, liitto- ja puusillat 29.-30.3.2010 SFS-EN 1090-2
 Eurokoodien koulutus Teräs-, liitto- ja puusillat 29.-30.3.2010 1 SFS-EN 1090-2. 2 1 EN 1090-2 ja infraryl 42040 Eurooppalainen standardi EN 1090-2 (Teräs ja alumiinirakenteiden toteuttaminen, Osa 2: Teräsrakenteita
Eurokoodien koulutus Teräs-, liitto- ja puusillat 29.-30.3.2010 1 SFS-EN 1090-2. 2 1 EN 1090-2 ja infraryl 42040 Eurooppalainen standardi EN 1090-2 (Teräs ja alumiinirakenteiden toteuttaminen, Osa 2: Teräsrakenteita
SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA
 SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA Vesilukot Tyyppihyväksyntäohjeet 2007 Ympäristöministeriön asetus vesilukkojen tyyppihyväksynnästä Annettu Helsingissä 15 päivänä kesäkuuta 2007 Ympäristöministeriön päätöksen
SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA Vesilukot Tyyppihyväksyntäohjeet 2007 Ympäristöministeriön asetus vesilukkojen tyyppihyväksynnästä Annettu Helsingissä 15 päivänä kesäkuuta 2007 Ympäristöministeriön päätöksen
Mitä rakennustuotteiden CE-merkintä muuttaa? Rakentajaseminaari 11.6.2013 Jani Kemppainen
 Mitä rakennustuotteiden CE-merkintä muuttaa? Rakentajaseminaari 11.6.2013 Jani Kemppainen Mikä rakennustuotteiden CE-merkintä on? Rakennustuotedirektiiviin / -asetukseen perustuva vaatimustenmukaisuusmerkintä,
Mitä rakennustuotteiden CE-merkintä muuttaa? Rakentajaseminaari 11.6.2013 Jani Kemppainen Mikä rakennustuotteiden CE-merkintä on? Rakennustuotedirektiiviin / -asetukseen perustuva vaatimustenmukaisuusmerkintä,
Toteutusstandardi EN 13670:2009 Betonirakenteiden toteuttaminen ja kansallinen soveltamisstandardi SFS 5975
 Toteutusstandardi EN 13670:2009 Betonirakenteiden toteuttaminen ja kansallinen soveltamisstandardi SFS 5975 WORKSHOP BETONIRAKENTAMISEN UUDET MÄÄRÄYKSET JA STANDARDIT Erityisasiantuntija, diplomi-insinööri
Toteutusstandardi EN 13670:2009 Betonirakenteiden toteuttaminen ja kansallinen soveltamisstandardi SFS 5975 WORKSHOP BETONIRAKENTAMISEN UUDET MÄÄRÄYKSET JA STANDARDIT Erityisasiantuntija, diplomi-insinööri
Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834
 Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834") Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834 Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin ovat tekijänoikeuslain
Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834 Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin ovat tekijänoikeuslain
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma
 Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Betonirakenteiden määräykset. Betonityönjohtajien päivityskurssi Rakennustuoteteollisuus RTT ry Timo Tikanoja
 Betonirakenteiden määräykset Betonityönjohtajien päivityskurssi 29.10.2015 Rakentamismääräysten uusi rakenne Kantavien rakenteiden suunnittelua ohjaavan lainsäädännön rakenne: Maankäyttö- ja rakennuslaki
Betonirakenteiden määräykset Betonityönjohtajien päivityskurssi 29.10.2015 Rakentamismääräysten uusi rakenne Kantavien rakenteiden suunnittelua ohjaavan lainsäädännön rakenne: Maankäyttö- ja rakennuslaki
TEKNINEN KONSULTOINTI
 TEKNINEN KONSULTOINTI Käyttökohteisiin sopivimmat ratkaisut Onko sinulla pulma, johon et löydä ratkaisua? Stalatubelta saat käyttöösi kovan tason ammattilaisten kattavan erikoisosaamisen, joten laatu on
TEKNINEN KONSULTOINTI Käyttökohteisiin sopivimmat ratkaisut Onko sinulla pulma, johon et löydä ratkaisua? Stalatubelta saat käyttöösi kovan tason ammattilaisten kattavan erikoisosaamisen, joten laatu on
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
Riippumattomat arviointilaitokset
 Riippumattomat arviointilaitokset CSM Riskienhallinta -asetuksen mukainen riippumaton arviointi Komission asetus (352/2009/EY) yhteisestä turvallisuusmenetelmästä, CSM riskienhallinta-asetus, vaatii rautatiejärjestelmässä
Riippumattomat arviointilaitokset CSM Riskienhallinta -asetuksen mukainen riippumaton arviointi Komission asetus (352/2009/EY) yhteisestä turvallisuusmenetelmästä, CSM riskienhallinta-asetus, vaatii rautatiejärjestelmässä
Uudet betoninormit ja eurooppalaiset betonielementtirakentamista koskevat tuotestandardit
 Uudet betoninormit ja eurooppalaiset betonielementtirakentamista koskevat tuotestandardit - Mitä betoninormeihin (rakentamiskokoelmaan) jää jäljelle - Mitä suunnittelijan tulee tietää tuotestandardeista
Uudet betoninormit ja eurooppalaiset betonielementtirakentamista koskevat tuotestandardit - Mitä betoninormeihin (rakentamiskokoelmaan) jää jäljelle - Mitä suunnittelijan tulee tietää tuotestandardeista
Rakennustuotteiden -merkintä
 Rakennustuotteiden -merkintä Eurooppalainen käytäntö rakennustuotteiden kelpoisuuden osoittamiseen Rakennustuotteiden CE-merkintä perustuu rakennustuotedirektiiviin Euroopan komission rakennustuotedirektiivin
Rakennustuotteiden -merkintä Eurooppalainen käytäntö rakennustuotteiden kelpoisuuden osoittamiseen Rakennustuotteiden CE-merkintä perustuu rakennustuotedirektiiviin Euroopan komission rakennustuotedirektiivin
! LAATUKÄSIKIRJA 2015
 LAATUKÄSIKIRJA Sisällys 1. Yritys 2 1.1. Organisaatio ja vastuualueet 3 1.2. Laatupolitiikka 4 2. Laadunhallintajärjestelmä 5 2.1. Laadunhallintajärjestelmän rakenne 5 2.2. Laadunhallintajärjestelmän käyttö
LAATUKÄSIKIRJA Sisällys 1. Yritys 2 1.1. Organisaatio ja vastuualueet 3 1.2. Laatupolitiikka 4 2. Laadunhallintajärjestelmä 5 2.1. Laadunhallintajärjestelmän rakenne 5 2.2. Laadunhallintajärjestelmän käyttö
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
2. päivä. Etätehtävien purku Poikkeamat. Poikkeamat Auditoinnin raportointi Hyvän auditoijan ominaisuudet Harjoituksia
 OAMK / Luova 4.5. ja 11.5. Sisäinen auditointi osa Oamkin ympäristöohjelmatyötä Sisältö 1. päivä Johdanto Auditoinnin tavoitteet Ympäristöstandardin (ISO 14001) pääkohdat Alustava ympäristökatselmus Auditoinnin
OAMK / Luova 4.5. ja 11.5. Sisäinen auditointi osa Oamkin ympäristöohjelmatyötä Sisältö 1. päivä Johdanto Auditoinnin tavoitteet Ympäristöstandardin (ISO 14001) pääkohdat Alustava ympäristökatselmus Auditoinnin
Naulalevyrakenteiden CE - merkintä
 Naulalevyrakenteiden CE - merkintä Mikael Fonselius CPD 89/106/EC, Dec-1988 EN 14250, Jan-2010 (2005) PosPap from SG18, May 2009 AC-Ristikot-Over-Feb-11.doc 26 January, 2011 1 (14) Naulalevyristikoiden
Naulalevyrakenteiden CE - merkintä Mikael Fonselius CPD 89/106/EC, Dec-1988 EN 14250, Jan-2010 (2005) PosPap from SG18, May 2009 AC-Ristikot-Over-Feb-11.doc 26 January, 2011 1 (14) Naulalevyristikoiden
Teräsrakenteiden toteutuksen standardien muutokset. Janne Tähtikunnas
 Teräsrakenteiden toteutuksen standardien muutokset Janne Tähtikunnas Standardit EN 1090 Teräs- ja alumiinirakenteiden toteutus EN 1090-1 Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden
Teräsrakenteiden toteutuksen standardien muutokset Janne Tähtikunnas Standardit EN 1090 Teräs- ja alumiinirakenteiden toteutus EN 1090-1 Vaatimukset rakenteellisten kokoonpanojen vaatimustenmukaisuuden
Teoksen portfolion edellyttää osallistumista välipalavereihin ja päättötyönäyttelyyn sekä oman päättötyösi esittelyn
 PÄÄTTÖTYÖOPAS SISÄLLYSLUETTELO Mikä on päättötyö... 1 Päättötyö ja päättötodistus... 2 Milloin päättötyön voi suorittaa... 3 Miten päättötyö suoritetaan... 4 Portfolio... 5 Näitä asioita voisit portfoliossasi
PÄÄTTÖTYÖOPAS SISÄLLYSLUETTELO Mikä on päättötyö... 1 Päättötyö ja päättötodistus... 2 Milloin päättötyön voi suorittaa... 3 Miten päättötyö suoritetaan... 4 Portfolio... 5 Näitä asioita voisit portfoliossasi
Teräskokoonpanojen CE-merkintä
 Teräskokoonpanojen CE-merkintä Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Teräskokoonpanojen CE-merkintä Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Varmennustodistuksen arviointiperusteet. Puu-teräs-liittopalkit (Posi-Joist palkit)
") Varmennustodistuksen arviointiperusteet Puu-teräs-liittopalkit (Posi-Joist palkit) Sisällysluettelo 1. Viiteasiakirjat 2 2. Yleistä 3 3. Alkutarkastus 3 4. Valmistajan laadunvarmistusjärjestelmän vaatimukset
Varmennustodistuksen arviointiperusteet Puu-teräs-liittopalkit (Posi-Joist palkit) Sisällysluettelo 1. Viiteasiakirjat 2 2. Yleistä 3 3. Alkutarkastus 3 4. Valmistajan laadunvarmistusjärjestelmän vaatimukset
SAVUPIIPPUJEN CE-merkintä
 SAVUPIIPPUJEN CE-merkintä Finnbuild-messut 2012 Kimmo Kaukanen kimmo.kaukanen@vtt.fi Puh. 020 722 4859 VTT Expert Services Oy www.vttexpertservices.fi 16.10.2012 2 Savupiipputuotteiden ominaisuudet osoitetaan
SAVUPIIPPUJEN CE-merkintä Finnbuild-messut 2012 Kimmo Kaukanen kimmo.kaukanen@vtt.fi Puh. 020 722 4859 VTT Expert Services Oy www.vttexpertservices.fi 16.10.2012 2 Savupiipputuotteiden ominaisuudet osoitetaan
RAKENNUSTUOTTEIDEN KELPOISUUS
 RAKENNUSTUOTTEIDEN KELPOISUUS Rakennusvalvonnan ohjeita nro 28 LAHDEN KAUPUNKI Tekninen ja ympäristötoimiala Rakennusvalvonta Kärkölä, Lahti 12.4.2016 Rakennuttaja on vastuussa rakennustuotteiden kelpoisuuden
RAKENNUSTUOTTEIDEN KELPOISUUS Rakennusvalvonnan ohjeita nro 28 LAHDEN KAUPUNKI Tekninen ja ympäristötoimiala Rakennusvalvonta Kärkölä, Lahti 12.4.2016 Rakennuttaja on vastuussa rakennustuotteiden kelpoisuuden
Jäljitettävyyden luominen tuotteisiin ja tuotantoon
 FOODWEST OY Jäljitettävyyden luominen tuotteisiin ja tuotantoon Origo - Alkuperä jäljitettävissä Foodwest Oy 7.1.2013 JÄLJITETTÄVYYDEN LUOMINEN TUOTTEISIIN JA TUOTANTOON 1 JÄLJITETTÄVYYDEN TARKOITUS Jäljitettävyysjärjestelmän
FOODWEST OY Jäljitettävyyden luominen tuotteisiin ja tuotantoon Origo - Alkuperä jäljitettävissä Foodwest Oy 7.1.2013 JÄLJITETTÄVYYDEN LUOMINEN TUOTTEISIIN JA TUOTANTOON 1 JÄLJITETTÄVYYDEN TARKOITUS Jäljitettävyysjärjestelmän
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
CE MERKINTÄ KONEDIREKTIIVIN 2006/42/EY PERUSTEELLA
 TIETOPAKETTI PÄHKINÄNKUORESSA: CE MERKINTÄ N PERUSTEELLA HUOMIO! Vanha konedirektiivi 98/37/EY on kumottu, mutta se on edelleen voimassa siirtymäaikana. Käyttöönoton siirtymäaika -> 29.12.2009 saakka.
TIETOPAKETTI PÄHKINÄNKUORESSA: CE MERKINTÄ N PERUSTEELLA HUOMIO! Vanha konedirektiivi 98/37/EY on kumottu, mutta se on edelleen voimassa siirtymäaikana. Käyttöönoton siirtymäaika -> 29.12.2009 saakka.
Alkutarkastus, , SERJS2134, Jarmo Saunajoki
 PÄÄTÖS 2019-01-15 SERTIFIOINTIPÄÄTÖS 3269-04 Inspecta Sertifiointi Oy myöntää tämän tuotesertifikaatin osoitukseksi siitä, että tässä päätöksessä mainittujen tuotteiden valmistuksen laadunvarmistus täyttää
PÄÄTÖS 2019-01-15 SERTIFIOINTIPÄÄTÖS 3269-04 Inspecta Sertifiointi Oy myöntää tämän tuotesertifikaatin osoitukseksi siitä, että tässä päätöksessä mainittujen tuotteiden valmistuksen laadunvarmistus täyttää
Rakennustuoteasetus ja rakennustuotteiden hyväksyntä. Kirsi Martinkauppi Lainsäädäntöneuvos E7 Workshop 27.8.2014
 Rakennustuoteasetus ja rakennustuotteiden hyväksyntä Kirsi Martinkauppi Lainsäädäntöneuvos E7 Workshop 27.8.2014 Maankäyttö- ja rakennuslain muutos (958/2012) 117 Rakentamiselle asetettavat vaatimukset
Rakennustuoteasetus ja rakennustuotteiden hyväksyntä Kirsi Martinkauppi Lainsäädäntöneuvos E7 Workshop 27.8.2014 Maankäyttö- ja rakennuslain muutos (958/2012) 117 Rakentamiselle asetettavat vaatimukset
PANK-hyväksynnän arviointipalaute CE-merkinnän vaikutus hyväksyntään. PANK Menetelmäpäivä 24.1.2013 Katriina Tallbacka Inspecta Sertifiointi Oy
 PANK-hyväksynnän arviointipalaute CE-merkinnän vaikutus hyväksyntään PANK Menetelmäpäivä 24.1.2013 Katriina Tallbacka Inspecta Sertifiointi Oy Yleistä PANK-hyväksyntä täyttää tänä vuonna 17 vuotta PANK-hyväksyttyjä
PANK-hyväksynnän arviointipalaute CE-merkinnän vaikutus hyväksyntään PANK Menetelmäpäivä 24.1.2013 Katriina Tallbacka Inspecta Sertifiointi Oy Yleistä PANK-hyväksyntä täyttää tänä vuonna 17 vuotta PANK-hyväksyttyjä
JHS XXX ICT-palvelujen kehittäminen: Laadunvarmistus Liite 2: Tarkistuslistoja
 JHS XXX ICT-palvelujen kehittäminen: Laadunvarmistus Liite 2: Tarkistuslistoja Versio: 0.9 Julkaistu: n.n.2011 Voimassaoloaika: toistaiseksi 1 Yleistä Palvelun kehitys jakautuu vaiheisiin, joiden väleissä
JHS XXX ICT-palvelujen kehittäminen: Laadunvarmistus Liite 2: Tarkistuslistoja Versio: 0.9 Julkaistu: n.n.2011 Voimassaoloaika: toistaiseksi 1 Yleistä Palvelun kehitys jakautuu vaiheisiin, joiden väleissä
Welding quality management
 Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Rakennustuotteita koskevien EU säännösten toimeenpano Suomessa sekä tuotteiden kelpoisuuden osoittaminen. Teppo Lehtinen
 Rakennustuotteita koskevien EU säännösten toimeenpano Suomessa sekä tuotteiden kelpoisuuden osoittaminen Teppo Lehtinen 27.1.2016 Rakennustuoteasetus CE CE-merkinnän vertailu kansallisiin vaatimuksiin
Rakennustuotteita koskevien EU säännösten toimeenpano Suomessa sekä tuotteiden kelpoisuuden osoittaminen Teppo Lehtinen 27.1.2016 Rakennustuoteasetus CE CE-merkinnän vertailu kansallisiin vaatimuksiin
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
TRY edistää ja kehittää teräksen ja muiden metallien käyttöä rakennusteollisuudessa. Teräsrakenneyhdistys ry
 TRY edistää ja kehittää teräksen ja muiden metallien käyttöä rakennusteollisuudessa 1 Toteutusstandardien käyttöönotto Kantavat teräsrakenteet Standardi SFS EN 1090 osat 1 ja 2 2 SFS EN 1090-1+AC1: (harmonisoitu
TRY edistää ja kehittää teräksen ja muiden metallien käyttöä rakennusteollisuudessa 1 Toteutusstandardien käyttöönotto Kantavat teräsrakenteet Standardi SFS EN 1090 osat 1 ja 2 2 SFS EN 1090-1+AC1: (harmonisoitu
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
Welding documentation management
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Aiemmin meiltä meni ainakin 1 2 tuntia siihen, että keräsimme hitsaajatiedot ERPjärjestelmästä, tulostimme ja skannasimme pätevyydet
TERÄS- JA ALUMIINIRAKENTEI- DEN TOTEUTUSSTANDARDI 1090-2
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA TERÄS- JA ALUMIINIRAKENTEI- DEN TOTEUTUSSTANDARDI 1090-2 - Yhteenveto ja ohjeistus rakennesuunnitteluun T E K I J Ä / T : Santeri Halinen
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA TERÄS- JA ALUMIINIRAKENTEI- DEN TOTEUTUSSTANDARDI 1090-2 - Yhteenveto ja ohjeistus rakennesuunnitteluun T E K I J Ä / T : Santeri Halinen
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Asiakkaan infopaketti PAINETTU &VALMIS PAINETTU &VALMIS. Työvaateprofilointi Painettu & Valmis
 Asiakkaan infopaketti PAINETTU &VALMIS PAINETTU &VALMIS Työvaateprofilointi Painettu & Valmis PAINETTU &VALMIS PAINETTU &VALMIS Nykyään yhä useampi yritys haluaa työvaatteisiin yrityksen logon. Ahlsell
Asiakkaan infopaketti PAINETTU &VALMIS PAINETTU &VALMIS Työvaateprofilointi Painettu & Valmis PAINETTU &VALMIS PAINETTU &VALMIS Nykyään yhä useampi yritys haluaa työvaatteisiin yrityksen logon. Ahlsell
LAATUVASTAAVAN PEREHTYMINEN
 LAATUVASTAAVAN PEREHTYMINEN Perehtyjä /pm Mentori / pm Huomiot, havainnot, kysymykset, kehittämisehdotukset yms. Perehtymissuunnitelman laatiminen Tavoitteet ja aikataulu Uusi laatuvastaava laatii oman
LAATUVASTAAVAN PEREHTYMINEN Perehtyjä /pm Mentori / pm Huomiot, havainnot, kysymykset, kehittämisehdotukset yms. Perehtymissuunnitelman laatiminen Tavoitteet ja aikataulu Uusi laatuvastaava laatii oman
CE-merkintä pakolliseksi 1.7.2013, miten muutos näkyy käytännössä?
 CE-merkintä pakolliseksi 1.7.2013, miten muutos näkyy käytännössä? 3.10.2013 Timo Pulkki Muurauslaastin CE-merkintä 13 NB CPR/2345 Yritys ABC, Katu 1, FI-00110, Helsinki CE symboli Merkinnän kiinnittämisvuoden
CE-merkintä pakolliseksi 1.7.2013, miten muutos näkyy käytännössä? 3.10.2013 Timo Pulkki Muurauslaastin CE-merkintä 13 NB CPR/2345 Yritys ABC, Katu 1, FI-00110, Helsinki CE symboli Merkinnän kiinnittämisvuoden
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Kantavat, itsekantavat ja puolirakenteelliset rakennustuotteet
 Kantavat, itsekantavat ja puolirakenteelliset rakennustuotteet Rakennusalan standardit ja eurokoodit - seminaari 14.12.2017 Antti Koponen Kantavien rakennustuotteiden CE-merkintä Kantavia rakennustuotteita
Kantavat, itsekantavat ja puolirakenteelliset rakennustuotteet Rakennusalan standardit ja eurokoodit - seminaari 14.12.2017 Antti Koponen Kantavien rakennustuotteiden CE-merkintä Kantavia rakennustuotteita
URAKOITSIJAN LAATUSUUNNITELMA
 URAKOITSIJAN LAATUSUUNNITELMA Valvojakurssi Hannu Äystö Laatu- tai toimintajärjestelmä 2 Laatujärjestelmä on johtamisen väline, joka helpottaa yrityksen toiminnan suunnittelua ja kehittämistä Tarkastellaan
URAKOITSIJAN LAATUSUUNNITELMA Valvojakurssi Hannu Äystö Laatu- tai toimintajärjestelmä 2 Laatujärjestelmä on johtamisen väline, joka helpottaa yrityksen toiminnan suunnittelua ja kehittämistä Tarkastellaan
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus
 KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus www.ruukki.fi Ruukki toimittaa kuumavalssattuja levyjä ultraäänitarkastettuina tai muiden, erikseen sovittavien vaatimusten mukaisesti. Ultraäänitarkastuksesta
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus www.ruukki.fi Ruukki toimittaa kuumavalssattuja levyjä ultraäänitarkastettuina tai muiden, erikseen sovittavien vaatimusten mukaisesti. Ultraäänitarkastuksesta
LAADUNVALVONTAJÄRJESTELMÄ- JA TOIMEKSIANTOLOMAKE
 LAADUNVALVONTAJÄRJESTELMÄ- JA TOIMEKSIANTOLOMAKE Pyydämme palauttamaan täytetyn lomakkeen osoitteeseen laatu@chamber.fi. Tarkastettava tilintarkastaja Laaduntarkastaja Laadunvalvontajärjestelmän kartoitus
LAADUNVALVONTAJÄRJESTELMÄ- JA TOIMEKSIANTOLOMAKE Pyydämme palauttamaan täytetyn lomakkeen osoitteeseen laatu@chamber.fi. Tarkastettava tilintarkastaja Laaduntarkastaja Laadunvalvontajärjestelmän kartoitus
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
MY KNX, KNX sivu sinua varten Mitä pitää muistaa: Pidä tietosi ajan tasalla
 MY KNX, KNX sivu sinua varten Mitä pitää muistaa: Pidä tietosi ajan tasalla Tervetuloa mukaan Sisällysluettelo yleistä... 3 MY KNX... 3 Kirjaudu KNX organisaation kotisivulle... 4 Partnerluettelo... 5
MY KNX, KNX sivu sinua varten Mitä pitää muistaa: Pidä tietosi ajan tasalla Tervetuloa mukaan Sisällysluettelo yleistä... 3 MY KNX... 3 Kirjaudu KNX organisaation kotisivulle... 4 Partnerluettelo... 5
CE-merkintä tuli pakolliseksi valtaosalle rakennustuotteita, kun Euroopan unionin rakennustuoteasetus tuli kokonaisuudessaan voimaan
 1.7.2013 Usein kysytyt kysymykset: CE-merkintä Kohderyhmä: valmistaja 1. Mikä on CE-merkintä? Kiinnittämällä rakennustuotteeseen CE-merkinnän valmistaja vakuuttaa, että rakennustuotteen ominaisuudet ovat
1.7.2013 Usein kysytyt kysymykset: CE-merkintä Kohderyhmä: valmistaja 1. Mikä on CE-merkintä? Kiinnittämällä rakennustuotteeseen CE-merkinnän valmistaja vakuuttaa, että rakennustuotteen ominaisuudet ovat
Rakennustuoteasetus ja asfalttien CE-merkintä voimaan 7/2013
 Rakennustuoteasetus ja asfalttien CE-merkintä voimaan 7/2013 Jussi Tuominen Laatupäällikkö 24.1.2013 NCC Roads Oy 1 Sisältö 1. Tausta ja asfalttimassan CE-merkintään liittyvät vaatimukset 2. Tuottajan
Rakennustuoteasetus ja asfalttien CE-merkintä voimaan 7/2013 Jussi Tuominen Laatupäällikkö 24.1.2013 NCC Roads Oy 1 Sisältö 1. Tausta ja asfalttimassan CE-merkintään liittyvät vaatimukset 2. Tuottajan
Fiskars ShapeCutter Plusmuotoleikkuri
 Fiskars ShapeCutter Plusmuotoleikkuri Fiskarsin ShapeCutter Plus-muotoleikkurilla leikkaat helposti erilaisia muotoja joko muotosabluunoiden avulla tai vapaalla kädellä. Muotoleikkuri sopii erilaisille
Fiskars ShapeCutter Plusmuotoleikkuri Fiskarsin ShapeCutter Plus-muotoleikkurilla leikkaat helposti erilaisia muotoja joko muotosabluunoiden avulla tai vapaalla kädellä. Muotoleikkuri sopii erilaisille
UUSI HENKILÖN- SUOJAINASETUS JA SEN VELVOITTEET
 UUSI HENKILÖN- SUOJAINASETUS JA SEN VELVOITTEET SUOJAVAATTEET JA TYÖVAATTEET Tuoteturvallisuuspäivä Pirje Lankinen Henkilönsuojainasetus (EU) 2016/425 Euroopan parlamentin ja neuvoston asetus henkilönsuojaimista
UUSI HENKILÖN- SUOJAINASETUS JA SEN VELVOITTEET SUOJAVAATTEET JA TYÖVAATTEET Tuoteturvallisuuspäivä Pirje Lankinen Henkilönsuojainasetus (EU) 2016/425 Euroopan parlamentin ja neuvoston asetus henkilönsuojaimista
Varmennustodistuksen arviointiperusteet. Kantavat mekaanisin liitoksin kootut puurakennekokoonpanot (Naulalevyrakenteet)
") Varmennustodistuksen arviointiperusteet Kantavat mekaanisin liitoksin kootut puurakennekokoonpanot (Naulalevyrakenteet) Sisällysluettelo 1. Viiteasiakirjat 2 2. Yleistä 3 3. Alkutarkastus 3 4. Suunnittelu
Varmennustodistuksen arviointiperusteet Kantavat mekaanisin liitoksin kootut puurakennekokoonpanot (Naulalevyrakenteet) Sisällysluettelo 1. Viiteasiakirjat 2 2. Yleistä 3 3. Alkutarkastus 3 4. Suunnittelu
SÄHKÖTEKNIIKAN KOULUTUSOHJELMAN KANDIDAATINTYÖOHJE
 SÄHKÖTEKNIIKAN KOULUTUSOHJELMAN KANDIDAATINTYÖOHJE Ohje hyväksytty osastoneuvostossa 17.8.2005 1 Sisällys 1. Kandidaatintyö ja sen tarkoitus...2 2. Kandidaatintyön aihe ja tarkastaja...3 3. Kandidaatintyön
SÄHKÖTEKNIIKAN KOULUTUSOHJELMAN KANDIDAATINTYÖOHJE Ohje hyväksytty osastoneuvostossa 17.8.2005 1 Sisällys 1. Kandidaatintyö ja sen tarkoitus...2 2. Kandidaatintyön aihe ja tarkastaja...3 3. Kandidaatintyön
EUROKOODI 2010 SEMINAARI 25.11.2010. hen Help Desk. Antti Koponen Rakennusteollisuus RT
 EUROKOODI 2010 SEMINAARI 25.11.2010 hen Help Desk Antti Koponen Rakennusteollisuus RT Rakennussektorin standardisointi Keskeiset standardisointialueet: - rakennustuotteiden CE-merkintään johtavat yhdenmukaistetut
EUROKOODI 2010 SEMINAARI 25.11.2010 hen Help Desk Antti Koponen Rakennusteollisuus RT Rakennussektorin standardisointi Keskeiset standardisointialueet: - rakennustuotteiden CE-merkintään johtavat yhdenmukaistetut
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
SHY Turun paikallisosasto seminaariristeily 23.5.2014. EN 1090-1 sertifiointi
 SHY Turun paikallisosasto seminaariristeily 23.5.2014 EN 1090-1 sertifiointi Ilmoitetun laitoksen arviointiprosessi Akkreditointi Ilmoitettu laitos voi olla akkreditoitu tai ei Akkreditoinnin tekee kansallinen
SHY Turun paikallisosasto seminaariristeily 23.5.2014 EN 1090-1 sertifiointi Ilmoitetun laitoksen arviointiprosessi Akkreditointi Ilmoitettu laitos voi olla akkreditoitu tai ei Akkreditoinnin tekee kansallinen
Valmistuksen LAATUKÄSIKIRJA
 [presentation title] via >Insert >Header & Footer Valmistuksen LAATUKÄSIKIRJA Käytännön vaatimukset sisällölle ja saatavuudelle Kiwa Inspecta Katriina Tallbacka 2018-02- Monta nimeä, mutta tarkoittaa samaa
[presentation title] via >Insert >Header & Footer Valmistuksen LAATUKÄSIKIRJA Käytännön vaatimukset sisällölle ja saatavuudelle Kiwa Inspecta Katriina Tallbacka 2018-02- Monta nimeä, mutta tarkoittaa samaa
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Ohjeita API:en tuontiin EU alueelle. GMP tilaisuus FIMEA
 Ohjeita API:en tuontiin EU alueelle GMP tilaisuus FIMEA 19.11.2013 Euroopan komissio on julkaissut uusia ohjeita API:ien (Active Pharmaceutical Ingredients) tuontiin EU-alueelle. Uudet ohjeet tulevat voimaan
Ohjeita API:en tuontiin EU alueelle GMP tilaisuus FIMEA 19.11.2013 Euroopan komissio on julkaissut uusia ohjeita API:ien (Active Pharmaceutical Ingredients) tuontiin EU-alueelle. Uudet ohjeet tulevat voimaan
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan. DI Juha Toivonen, DEKRA
 Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
InfraRYL osa 1 Väylät ja alueet päivitys 1.10.2012 1 13250 Porapaalut. Luku on muuttunut kauttaaltaan, hyväksytty julkaistavaksi TK 280 27.6.2012.
 InfraRYL osa 1 Väylät ja alueet päivitys 1.10.2012 1 Luku on muuttunut kauttaaltaan, hyväksytty julkaistavaksi TK 280 27.6.2012. Tässä luvussa käsitellään poraamalla asennettavia teräspaaluja. Käsiteltävät
InfraRYL osa 1 Väylät ja alueet päivitys 1.10.2012 1 Luku on muuttunut kauttaaltaan, hyväksytty julkaistavaksi TK 280 27.6.2012. Tässä luvussa käsitellään poraamalla asennettavia teräspaaluja. Käsiteltävät
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit. Uusi moottorisukupolvi
 Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Terveisiä Teille tuleville rakentajille Vuoreksen asuntomessurakentajilta
 Terveisiä Teille tuleville rakentajille Vuoreksen asuntomessurakentajilta Suunnitteluvaihe lukitsee käyttökustannukset 90%:sti Lämmitysjärjestelmiä kannattaa puntaroida, kuinka paljon lisäkilkkeitä siellä
Terveisiä Teille tuleville rakentajille Vuoreksen asuntomessurakentajilta Suunnitteluvaihe lukitsee käyttökustannukset 90%:sti Lämmitysjärjestelmiä kannattaa puntaroida, kuinka paljon lisäkilkkeitä siellä
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Rakennustuotteiden CE-merkintä Sisäilma ja rakennustuotteiden uudet emissiovaatimukset Tiina Ala-Outinen & Tiina Tirkkonen VTT Expert Services Oy
 Kuvapaikka (ei kehyksiä kuviin) Rakennustuotteiden CE-merkintä Sisäilma ja rakennustuotteiden uudet emissiovaatimukset Tiina Ala-Outinen & Tiina Tirkkonen VTT Expert Services Oy Rakennustuotteita koskevat
Kuvapaikka (ei kehyksiä kuviin) Rakennustuotteiden CE-merkintä Sisäilma ja rakennustuotteiden uudet emissiovaatimukset Tiina Ala-Outinen & Tiina Tirkkonen VTT Expert Services Oy Rakennustuotteita koskevat